
Multi-Objective Optimization of the Process Parameters in Electric Discharge Machining of 316L Porous Stainless Steel Using Metaheuristic Techniques



Abstract
:1. Introduction
2. Materials and Methodology
2.1. Selection of Work Material and Electrode Material
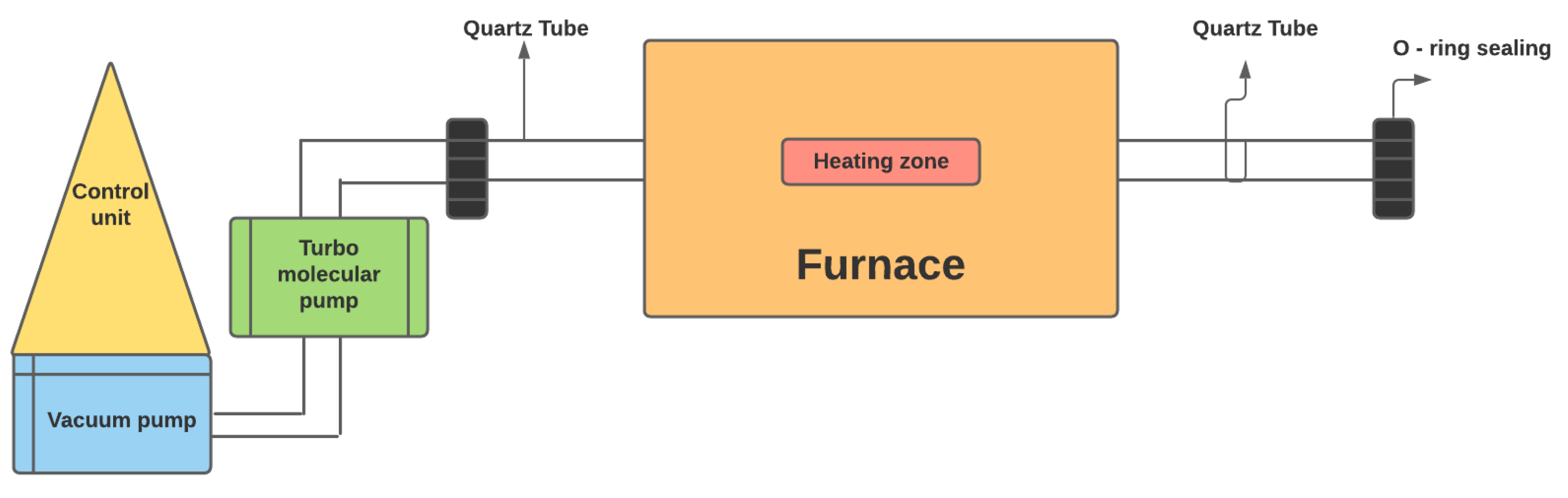
2.2. Sintering of SS316L Metal Powder
2.3. Input Process Parameters
2.4. Experimental Design
3. Optimization Algorithms
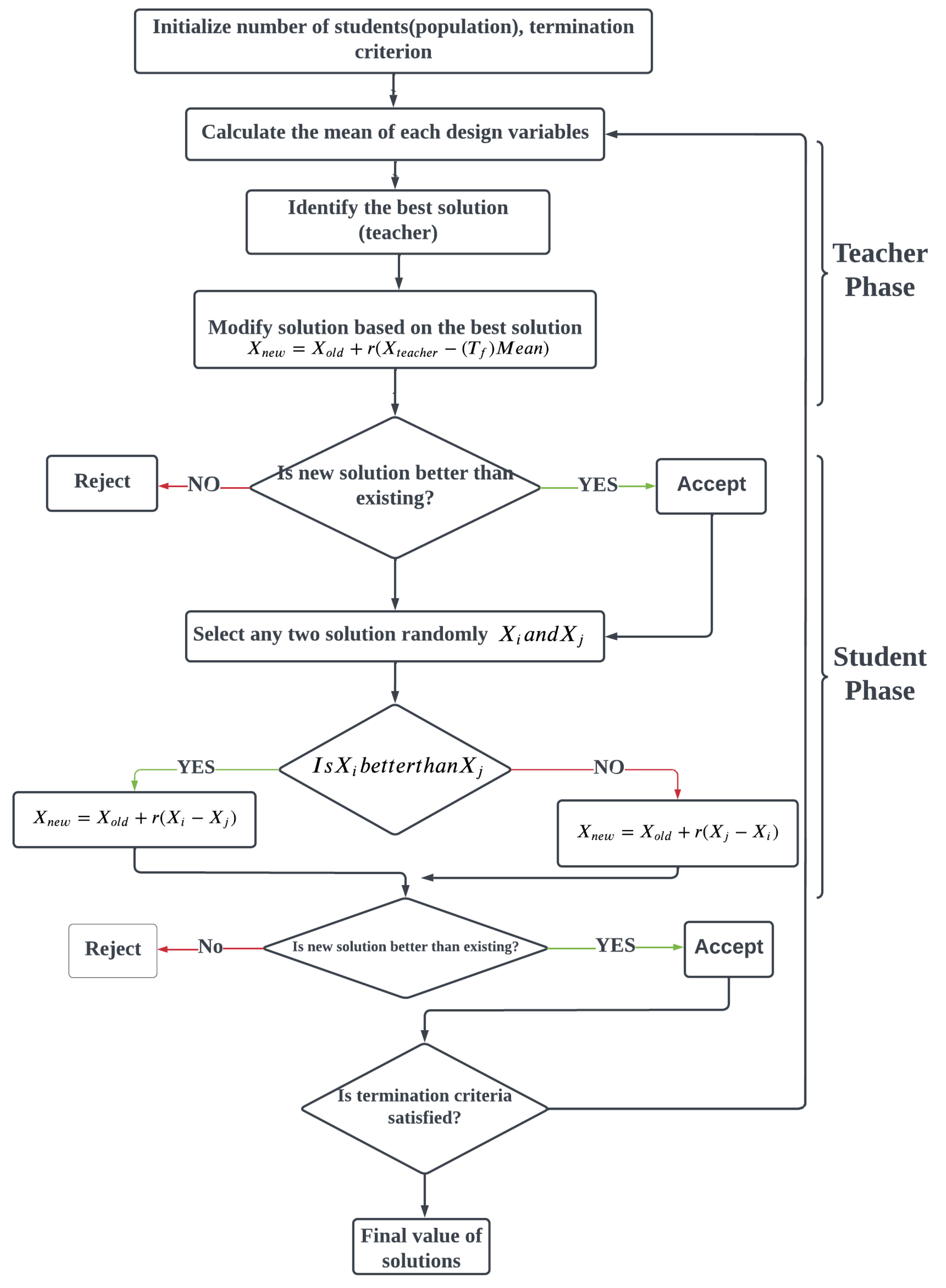
3.1. Teaching–Learning-Based Optimization
3.1.1. Teacher Phase
3.1.2. Learner Phase
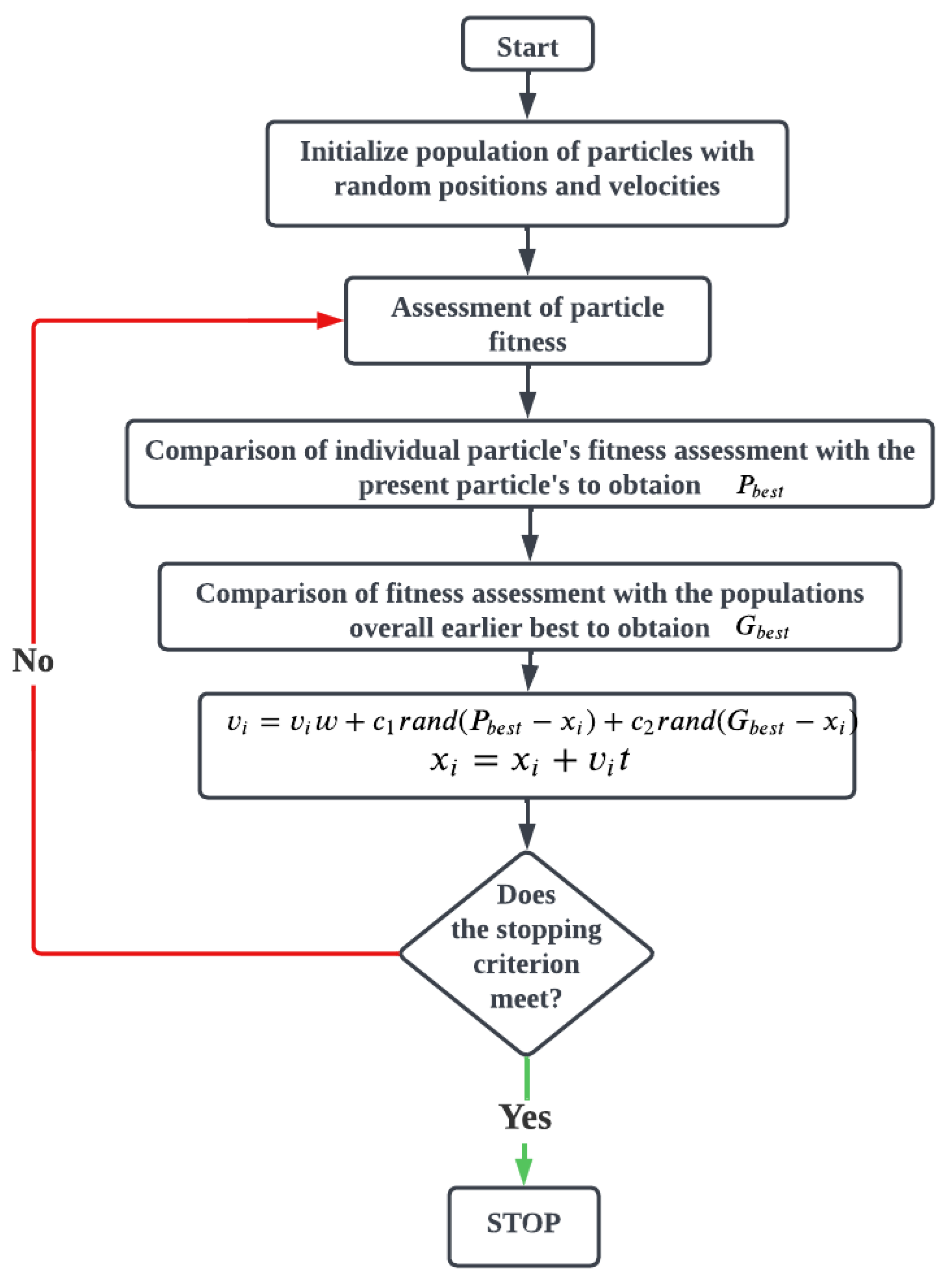
3.2. Particle Swarm Optimization
- Parameter limits are selected between the lower and higher values.
- The particle velocity created is randomly selected between the particle’s higher and lower values.
- The value of the objective functions is calculated.
- At the new particle position, the values of the functions are again calculated.
- The procedure is repeated until the final solution has been achieved.
3.3. Multi-Objective Optimization
4. Results and Discussion
4.1. Formulation of Mathematical Model
4.1.1. R − sq Determination Coefficients
4.1.2. Absolute Average Deviation (AAD)
4.1.3. BIAS Factor (BF)
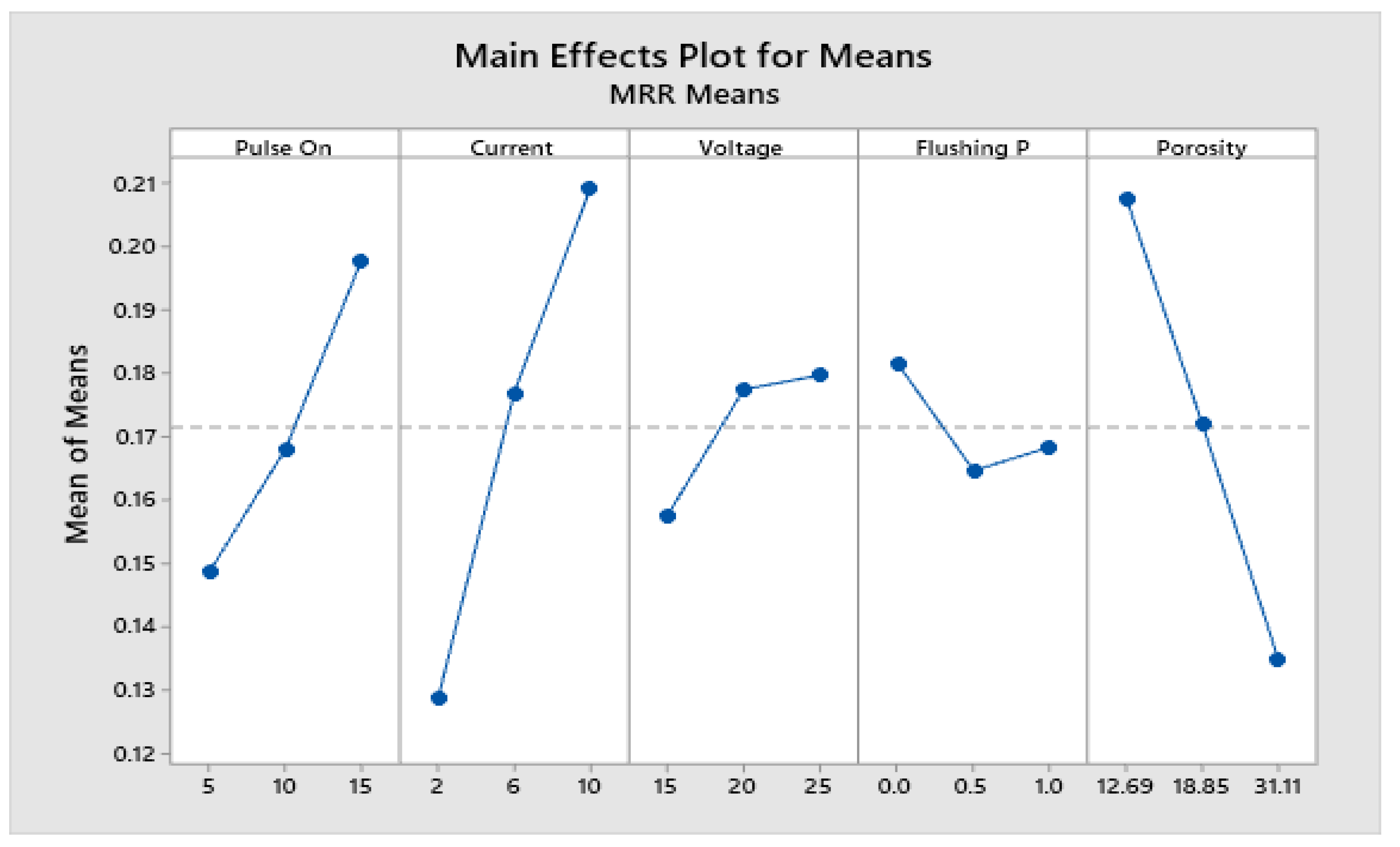
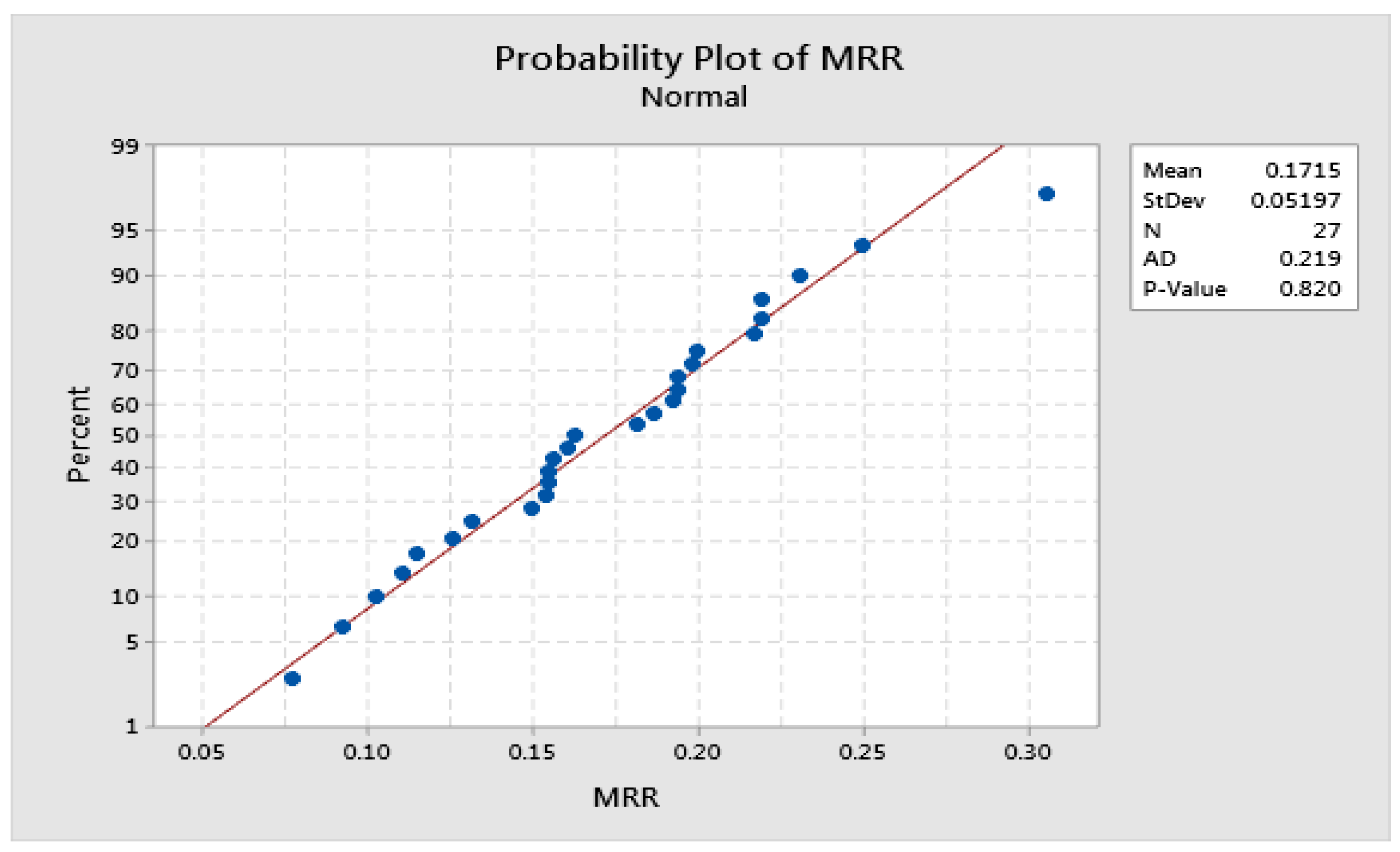
4.2. Parametric Analysis for MRR
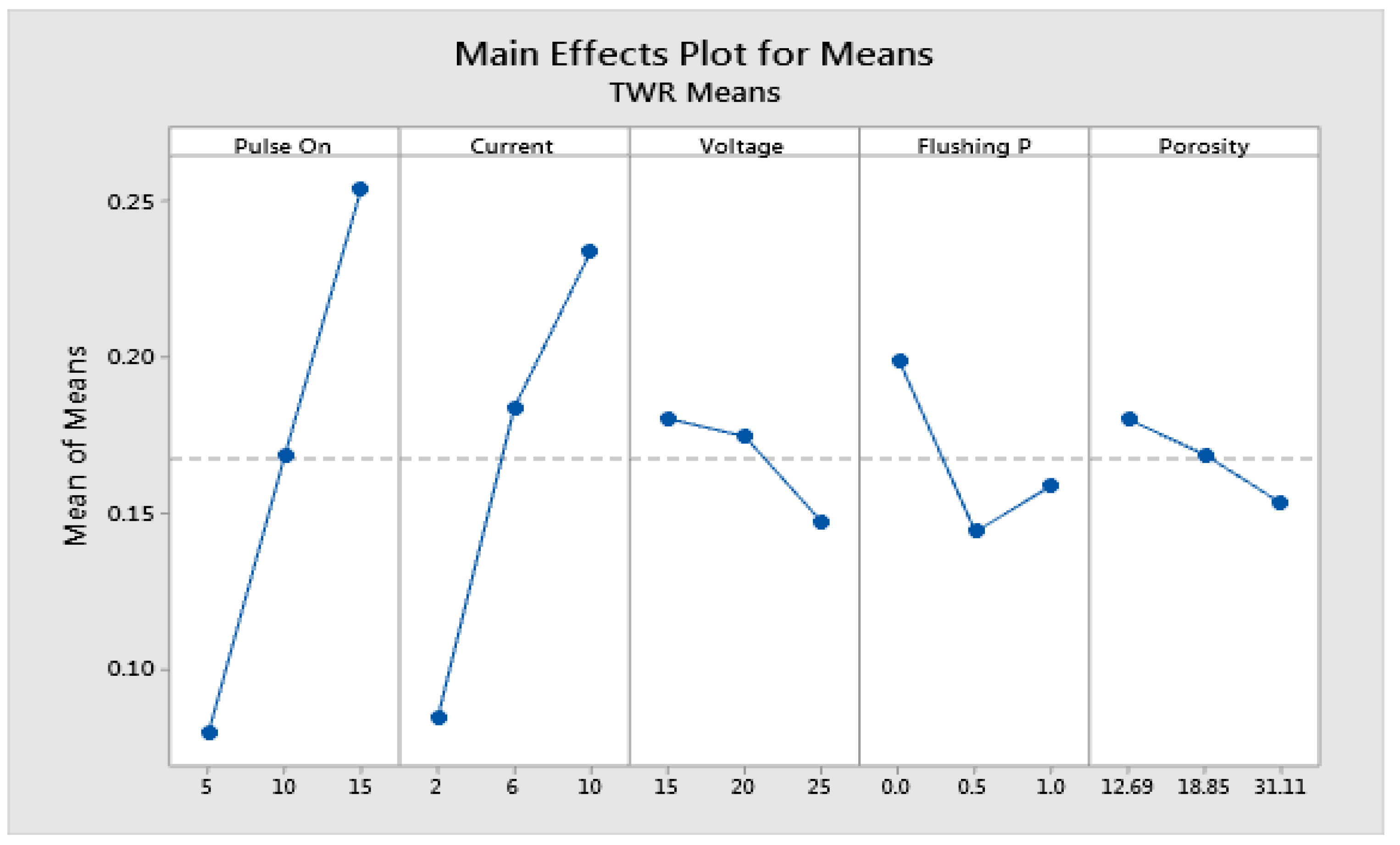
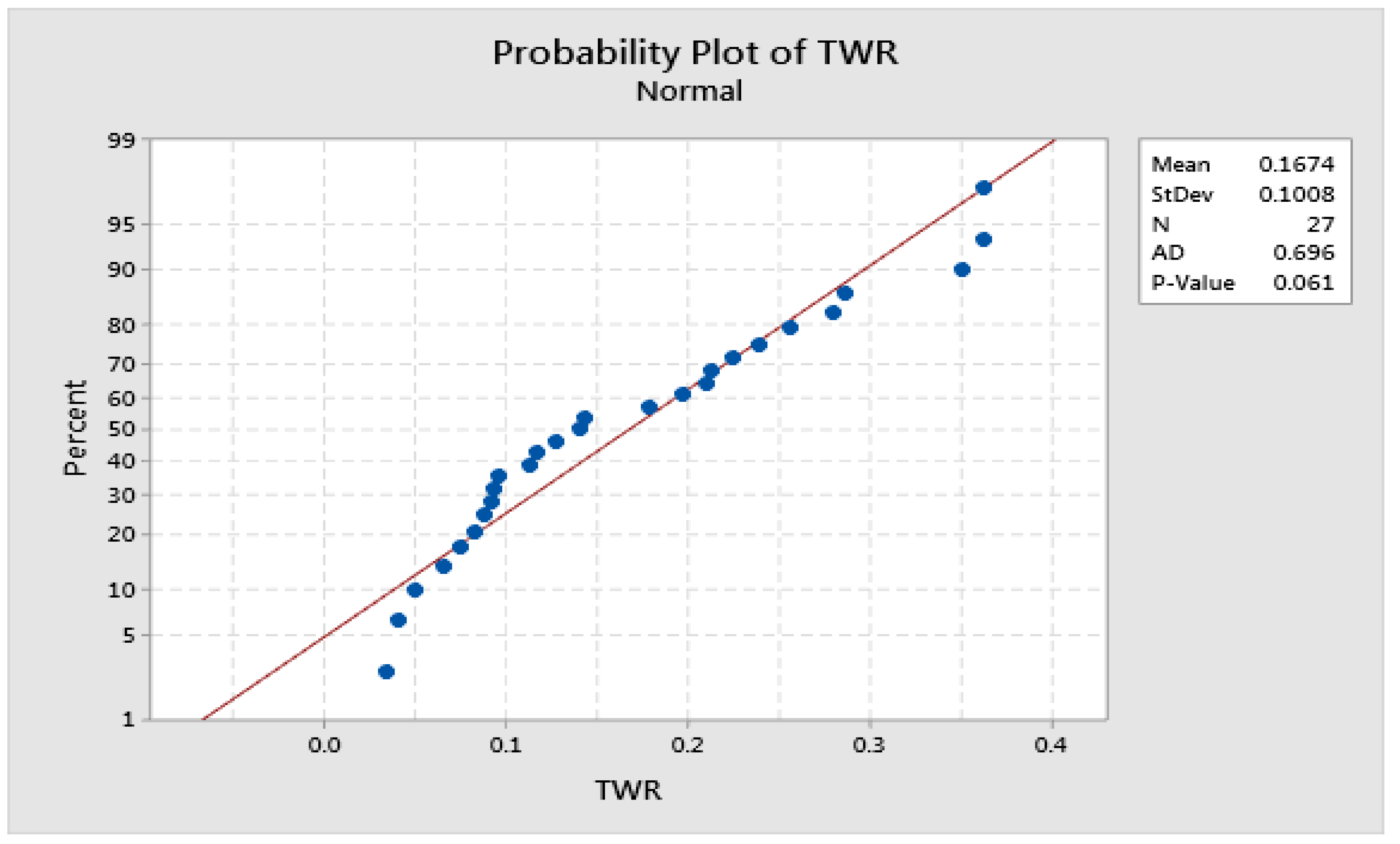
4.3. Parametric Analysis for TWR
4.4. Optimization Using TLBO and PSO Algorithms
4.5. Confirmation Experimentation
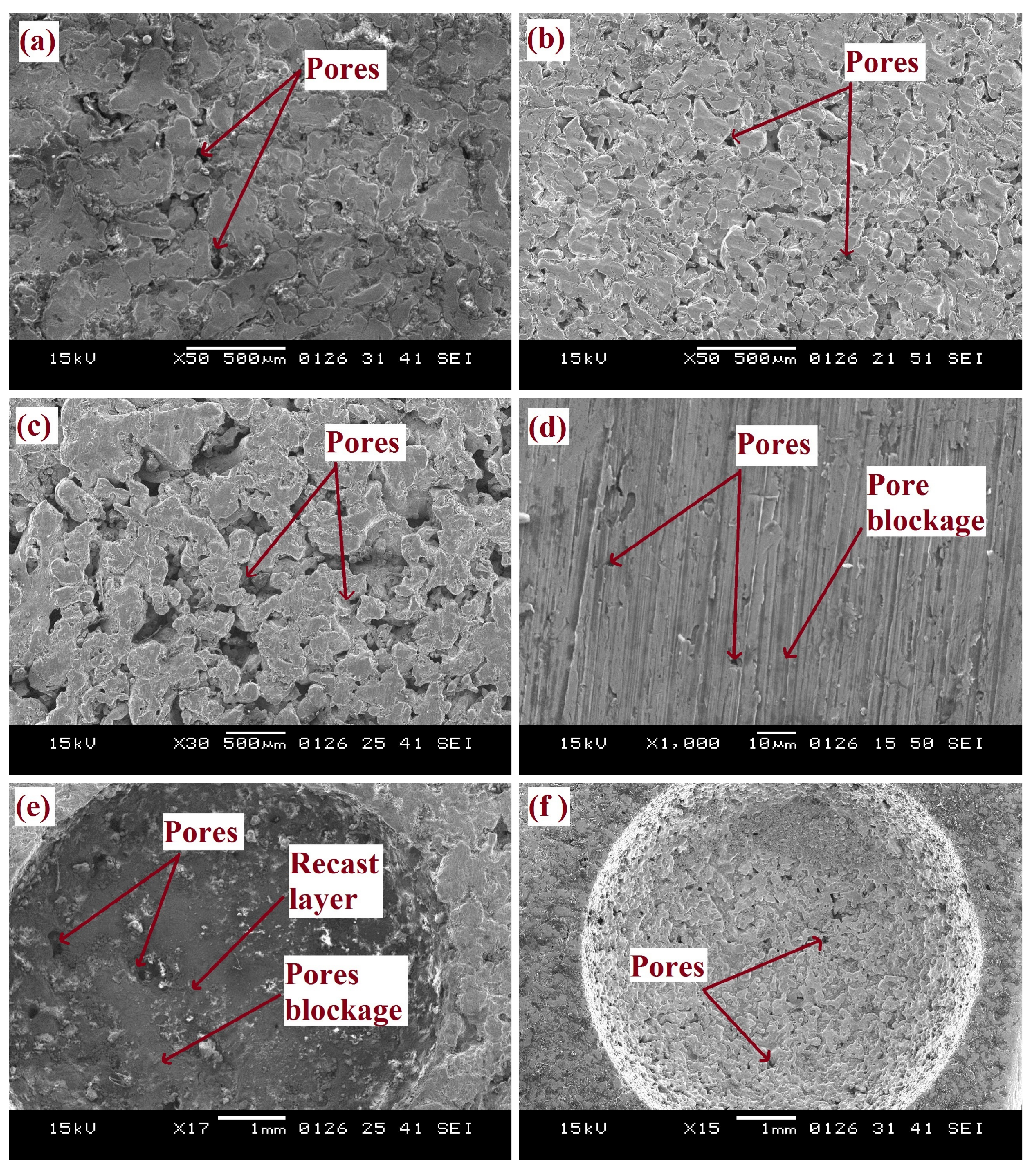
4.6. SEM Results
5. Conclusions
- With increasing porosity values of PSS, the average MRR values decreased by 17.16% and further decreased by 21.67%.
- With increasing porosity values of PSS, the average TWR values decreased by 6.26% and further decreased by 9.19%.
- The optimum machining parameters for PSS with a 12.60% porosity value were obtained as 15 s, 10 A, V 25 V, and 1 kg/cm for both TLBO and PSO algorithms.
- The optimum machining parameters for PSS with an 18.85% porosity value were obtained as 15 s, 10 A, V 25 V, and 1 kg/cm for the PSO algorithm, and 15 s, 10 A, V 20 V, and 1 kg/cm for the TLBO algorithms.
- The optimum machining parameters for PSS with a 31.11% porosity value were obtained as 15 s, 10 A, V 25 V, and 1 kg/cm for the PSO algorithm, and 15 s, 10 A, V 20 V, and 1 kg/cm for the TLBO algorithms.
- In the case of PSS with an 18.85% porosity value, the PSO algorithm improves by about 5.25% in MRR and by 5.63% in TWR over the TLBO.
- In the case of PSS with a 31.11% porosity value, the PSO algorithm improves by about 3.73% in MRR and by 6.46% in TWR over the TLBO.
- The PSO algorithm is found to be consistent and to converge quicker, taking minimal computational time and effort compared to the TLBO algorithm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| EDM | Electric discharge machining |
| PSS | Porous stainless steel |
| MRR | Material removal rate |
| TWR | Tool wear rate |
| DOE | Design of experiment |
| PSO | Particle swarm optimization |
| TLBO | Teaching–learning-based optimization |
References
- Navarro, M.; Michiardi, A.; Castano, O.; Planell, J. Biomaterials in orthopaedics. J. R. Soc. Interface 2008, 5, 1137–1158. [Google Scholar] [CrossRef] [PubMed]
- Singh, R.; Dahotre, N.B. Corrosion degradation and prevention by surface modification of biometallic materials. J. Mater. Sci. Mater. Med. 2007, 18, 725–751. [Google Scholar] [CrossRef] [PubMed]
- Kato, K.; Yamamoto, A.; Ochiai, S.; Wada, M.; Daigo, Y.; Kita, K.; Omori, K. Cytocompatibility and mechanical properties of novel porous 316 L stainless steel. Mater. Sci. Eng. C 2013, 33, 2736–2743. [Google Scholar] [CrossRef] [PubMed]
- Muth, J.; Poggie, M.; Kulesha, G.; Michael Meneghini, R. Novel highly porous metal technology in artificial hip and knee replacement: Processing methodologies and clinical applications. JOM 2013, 65, 318–325. [Google Scholar] [CrossRef]
- Yang, K.; Wang, J.; Yang, B.; Tang, H. Fabrication of Industrial-Scale Porous Stainless Steel Membrane Tubes and Their Applications. JOM 2020, 72, 4576–4582. [Google Scholar] [CrossRef]
- Singh, H.; Saxena, P.; Puri, Y. The manufacturing and applications of the porous metal membranes: A critical review. CIRP J. Manuf. Sci. Technol. 2021, 33, 339–368. [Google Scholar] [CrossRef]
- Singh, H.; Saxena, P.; Puri, Y.M. Materials selection and manufacturing of metal membranes for industrial applications. Mater. Lett. 2020, 269, 127557. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Q.; Liu, Q.; Zhu, G.; Zhang, J. Experimental study on micro electrical discharge machining of porous stainless steel. Int. J. Adv. Manuf. Technol. 2017, 90, 2589–2595. [Google Scholar] [CrossRef]
- Zou, R.; Yu, Z.; Li, W.; Guo, M.; Li, J. Influence of porous structure on the machining performance of micro EDM. J. Mater. Process. Technol. 2016, 232, 43–51. [Google Scholar] [CrossRef]
- Kumar, S.; Ghoshal, S.K.; Arora, P.K.; Nagdeve, L. Multi-variable optimization in die-sinking EDM process of AISI420 stainless steel. Mater. Manuf. Process. 2021, 36, 572–582. [Google Scholar] [CrossRef]
- Scholar, U. An Experimental Analysis of Process Parameters in EDM with Stainless Steel 316 using Taguchi Design. J. Appl. Sci. Eng. Methodol. 2018, 4, 547–555. [Google Scholar]
- Suresh, P.; Venkatesan, R.; Sekar, T.; Sathiyamoorthy, V. Study of microEDM parameters of Stainless Steel 316L: Material Removal Rate Optimization using Genetic Algorithm. Int. J. Eng. Technol. (IJET) 2014, 6, 2. [Google Scholar]
- Sahoo, S.K.; Thirupathi, N. Experimental analysis of wire EDM process parameters for micromachining of high carbon high chromium steel by using MOORA method. In Micro and Nano Machining of Engineering Materials; Springer: Berlin, Germany, 2021; Volume 13, pp. 137–148. [Google Scholar]
- Huu Phan, N.; Muthuramalingam, T. Multi criteria decision making of vibration assisted EDM process parameters on machining silicon steel using Taguchi-DEAR methodology. Silicon 2021, 13, 1879–1885. [Google Scholar] [CrossRef]
- Gugulothu, B.; Rao, G.K.M.; Bezabih, M. Grey relational analysis for multi-response optimization of process parameters in green electrical discharge machining of Ti-6Al-4V alloy. Mater. Today Proc. 2021, 46, 89–98. [Google Scholar] [CrossRef]
- Pratap, P.; Kumar, J.; Verma, R.K. Experimental Investigation and Optimization of Process Parameters during Electric Discharge Machining of Inconel X-750 Multiscale and Multidisciplinary Modeling, Experiments and Design; Springer: Berlin, Germany, 2020; pp. 161–171. [Google Scholar]
- Rao, R.V.; Kalyankar, V.D. Parameter optimization of modern machining processes using teaching–learning-based optimization algorithm. Eng. Appl. Artif. Intell. 2013, 26, 524–531. [Google Scholar]
- Rao, R.V.; Savsani, V.J.; Vakharia, D. Teaching–learning-based optimization: A novel method for constrained mechanical design optimization problems. Comput.-Aided Des. 2011, 43, 303–315. [Google Scholar] [CrossRef]
- Venkata Rao, R.; Kalyankar, V. Parameter optimization of machining processes using a new optimization algorithm. Mater. Manuf. Process. 2012, 27, 978–985. [Google Scholar] [CrossRef]
- Pavan, C.; Sateesh, N. Taguchi analysis on machinability of Inconel 600 using Copper, Brass, and Copper tungsten electrodes in EDM. Mater. Today Proc. 2021, 46, 9281–9286. [Google Scholar] [CrossRef]
- Tatt, T.K.; Muhamad, N.; Muchtar, A.; Shia, A. Production of Porous Stainless Steel using the Space Holder Method. Sains Malays. 2021, 50, 507–514. [Google Scholar]
- Durakovic, B. Design of experiments application, concepts, examples: State of the art. Period. Eng. Nat. Sci. 2017, 5, 421–439. [Google Scholar] [CrossRef]
- dos Santos Coelho, L. Gaussian quantum-behaved particle swarm optimization approaches for constrained engineering design problems. Expert Syst. Appl. 2010, 37, 1676–1683. [Google Scholar] [CrossRef]
- Rao, R.; Pawar, P.; Shankar, R. Multi-objective optimization of electrochemical machining process parameters using a particle swarm optimization algorithm. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 949–958. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric optimization for cutting forces and material removal rate in the turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Sagu, S.T.; Nso, E.J.; Karmakar, S.; De, S. Optimisation of low temperature extraction of banana juice using commercial pectinase. Food Chem. 2014, 151, 182–190. [Google Scholar] [CrossRef]
- Baranyi, J.; Pin, C.; Ross, T. Validating and comparing predictive models. Int. J. Food Microbiol. 1999, 48, 159–166. [Google Scholar] [CrossRef]
- Meshram, D.; Puri, Y. Optimized curved electrical discharge machining-based curvature channel. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–13. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. ANOVA and fuzzy rule based evaluation and estimation of flank wear, temperature and acoustic emission in turning. CIRP J. Manuf. Sci. Technol. 2021, 35, 589–603. [Google Scholar] [CrossRef]
- Gohil, V.; Puri, Y.M. Statistical analysis of material removal rate and surface roughness in electrical discharge turning of titanium alloy (Ti-6Al-4V). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1603–1614. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| 0–0.03 | 0–1 | 0–2 | 16–18 | 10–12 | 2–3 | 0–0.04 | 0–0.03 | Balance |
| Process Parameter | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Peak Current (A) | 2 | 6 | 10 |
| Pulse On Time (s) | 5 | 10 | 15 |
| Flushing Pressure (kg/cm) | 0 | 0.5 | 1 |
| Voltage (V) | 15 | 20 | 25 |
| Porosity (%) | 12.69 | 18.85 | 31.11 |
| Parameter | Depth | Duty Cycle | Bi Pulse Current | Spark Time | Lift |
|---|---|---|---|---|---|
| Value | 2 (mm) | 8 | 3 (A) | 6 (s) | 0.8 (mm) |
| Exp No | Pulse on Time | Current | Voltage | Flushing Pressure | Porosity | MRR | TWR |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 2 | 15 | 0 | 12.69 | 0.1255 | 0.0499 |
| 2 | 5 | 2 | 15 | 0 | 18.85 | 0.1023 | 0.0409 |
| 3 | 5 | 2 | 15 | 0 | 31.11 | 0.0769 | 0.0340 |
| 4 | 5 | 6 | 20 | 0.5 | 12.69 | 0.1936 | 0.0916 |
| 5 | 5 | 6 | 20 | 0.5 | 18.85 | 0.1548 | 0.0831 |
| 6 | 5 | 6 | 20 | 0.5 | 31.11 | 0.1105 | 0.0652 |
| 7 | 5 | 10 | 25 | 1 | 12.69 | 0.2307 | 0.1400 |
| 8 | 5 | 10 | 25 | 1 | 18.85 | 0.1940 | 0.1165 |
| 9 | 5 | 10 | 25 | 1 | 31.11 | 0.1495 | 0.0959 |
| 10 | 10 | 2 | 20 | 1 | 12.69 | 0.1606 | 0.0927 |
| 11 | 10 | 2 | 20 | 1 | 18.85 | 0.1311 | 0.0871 |
| 12 | 10 | 2 | 20 | 1 | 31.11 | 0.0918 | 0.0744 |
| 13 | 10 | 6 | 25 | 0 | 12.69 | 0.2194 | 0.2133 |
| 14 | 10 | 6 | 25 | 0 | 18.85 | 0.1924 | 0.1968 |
| 15 | 10 | 6 | 25 | 0 | 31.11 | 0.1627 | 0.1792 |
| 16 | 10 | 10 | 15 | 0.5 | 12.69 | 0.2189 | 0.2397 |
| 17 | 10 | 10 | 15 | 0.5 | 18.85 | 0.1814 | 0.2247 |
| 18 | 10 | 10 | 15 | 0.5 | 31.11 | 0.1537 | 0.2098 |
| 19 | 15 | 2 | 25 | 0.5 | 12.69 | 0.1983 | 0.1432 |
| 20 | 15 | 2 | 25 | 0.5 | 18.85 | 0.1561 | 0.1273 |
| 21 | 15 | 2 | 25 | 0.5 | 31.11 | 0.1144 | 0.1127 |
| 22 | 15 | 6 | 15 | 1 | 12.69 | 0.2170 | 0.2873 |
| 23 | 15 | 6 | 15 | 1 | 18.85 | 0.1865 | 0.2804 |
| 24 | 15 | 6 | 15 | 1 | 31.11 | 0.1543 | 0.2569 |
| 25 | 15 | 10 | 20 | 0 | 12.69 | 0.3057 | 0.3636 |
| 26 | 15 | 10 | 20 | 0 | 18.85 | 0.2501 | 0.3629 |
| 27 | 15 | 10 | 20 | 0 | 31.11 | 0.1993 | 0.3517 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | %Contri. |
|---|---|---|---|---|---|---|
| Regression | 5 | 0.0665 | 0.0133 | 76.0000 | 0.0000 | 94.7629 |
| Pulse On | 1 | 0.0110 | 0.0110 | 62.5500 | 0.0000 | 15.5973 |
| Current | 1 | 0.0293 | 0.0293 | 167.4000 | 0.0000 | 41.7442 |
| Voltage | 1 | 0.0022 | 0.0022 | 12.8100 | 0.0020 | 3.1961 |
| Flushing P | 1 | 0.0008 | 0.0008 | 4.5100 | 0.0460 | 1.1252 |
| Porosity | 1 | 0.0232 | 0.0232 | 132.7400 | 0.0000 | 33.1002 |
| Error | 21 | 0.0037 | 0.0002 | |||
| Total | 26 | 0.0702 |
| S | R-sq | R-sq (adj) | R-sq (pred) |
|---|---|---|---|
| 0.0132 | 94.76% | 93.52% | 91.28% |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | %Contri. |
|---|---|---|---|---|---|---|
| Regression | 5 | 0.2523 | 0.0505 | 87.2500 | 0.0000 | 95.4072 |
| Pulse On | 1 | 0.1367 | 0.1367 | 236.4100 | 0.0000 | 51.7044 |
| Current | 1 | 0.1001 | 0.1001 | 173.1300 | 0.0000 | 37.8643 |
| Voltage | 1 | 0.0050 | 0.0050 | 8.5800 | 0.0080 | 1.8761 |
| Flushing P | 1 | 0.0072 | 0.0072 | 12.5300 | 0.0020 | 2.7406 |
| Porosity | 1 | 0.0032 | 0.0032 | 5.5900 | 0.0280 | 1.2219 |
| Error | 21 | 0.0121 | 0.0006 | |||
| Total | 26 | 0.2644 |
| S | R-sq | R-sq (adj) | R-sq (pred) |
|---|---|---|---|
| 0.0240 | 95.41% | 94.31% | 92.51% |
| No. | Poro. | Tech. | I | V | MRR (Pred.) | MRR (Exp.) | % Err. | TWR (Pred.) | TWR (Exp.) | % Err. | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. | 12.69 | PSO | 15 | 10 | 25 | 1 | 0.2890 | 0.3022 | 4.37 | 0.3106 | 0.3237 | 4.05 |
| TLBO | 15 | 10 | 25 | 1 | 0.2890 | 0.3022 | 4.37 | 0.3106 | 0.3237 | 4.05 | ||
| 2. | 18.85 | PSO | 15 | 10 | 25 | 1 | 0.2416 | 0.2517 | 4.01 | 0.2949 | 0.3066 | 3.82 |
| TLBO | 15 | 10 | 20 | 1 | 0.2295 | 0.2384 | 3.73 | 0.3125 | 0.3222 | 3.01 | ||
| 3. | 31.11 | PSO | 15 | 10 | 25 | 1 | 0.1930 | 0.2005 | 3.74 | 0.2720 | 0.2855 | 4.73 |
| TLBO | 15 | 10 | 20 | 1 | 0.1861 | 0.1924 | 3.27 | 0.2908 | 0.3026 | 3.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, H.; Patrange, P.; Saxena, P.; Puri, Y.M. Multi-Objective Optimization of the Process Parameters in Electric Discharge Machining of 316L Porous Stainless Steel Using Metaheuristic Techniques. Materials 2022, 15, 6571. https://doi.org/10.3390/ma15196571
Singh H, Patrange P, Saxena P, Puri YM. Multi-Objective Optimization of the Process Parameters in Electric Discharge Machining of 316L Porous Stainless Steel Using Metaheuristic Techniques. Materials. 2022; 15(19):6571. https://doi.org/10.3390/ma15196571
Chicago/Turabian StyleSingh, Himanshu, Praful Patrange, Prateek Saxena, and Yogesh M. Puri. 2022. "Multi-Objective Optimization of the Process Parameters in Electric Discharge Machining of 316L Porous Stainless Steel Using Metaheuristic Techniques" Materials 15, no. 19: 6571. https://doi.org/10.3390/ma15196571
APA StyleSingh, H., Patrange, P., Saxena, P., & Puri, Y. M. (2022). Multi-Objective Optimization of the Process Parameters in Electric Discharge Machining of 316L Porous Stainless Steel Using Metaheuristic Techniques. Materials, 15(19), 6571. https://doi.org/10.3390/ma15196571