
Impact of the Loading Conditions and the Building Directions on the Mechanical Behavior of Biomedical β-Titanium Alloy Produced In Situ by Laser-Based Powder Bed Fusion

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
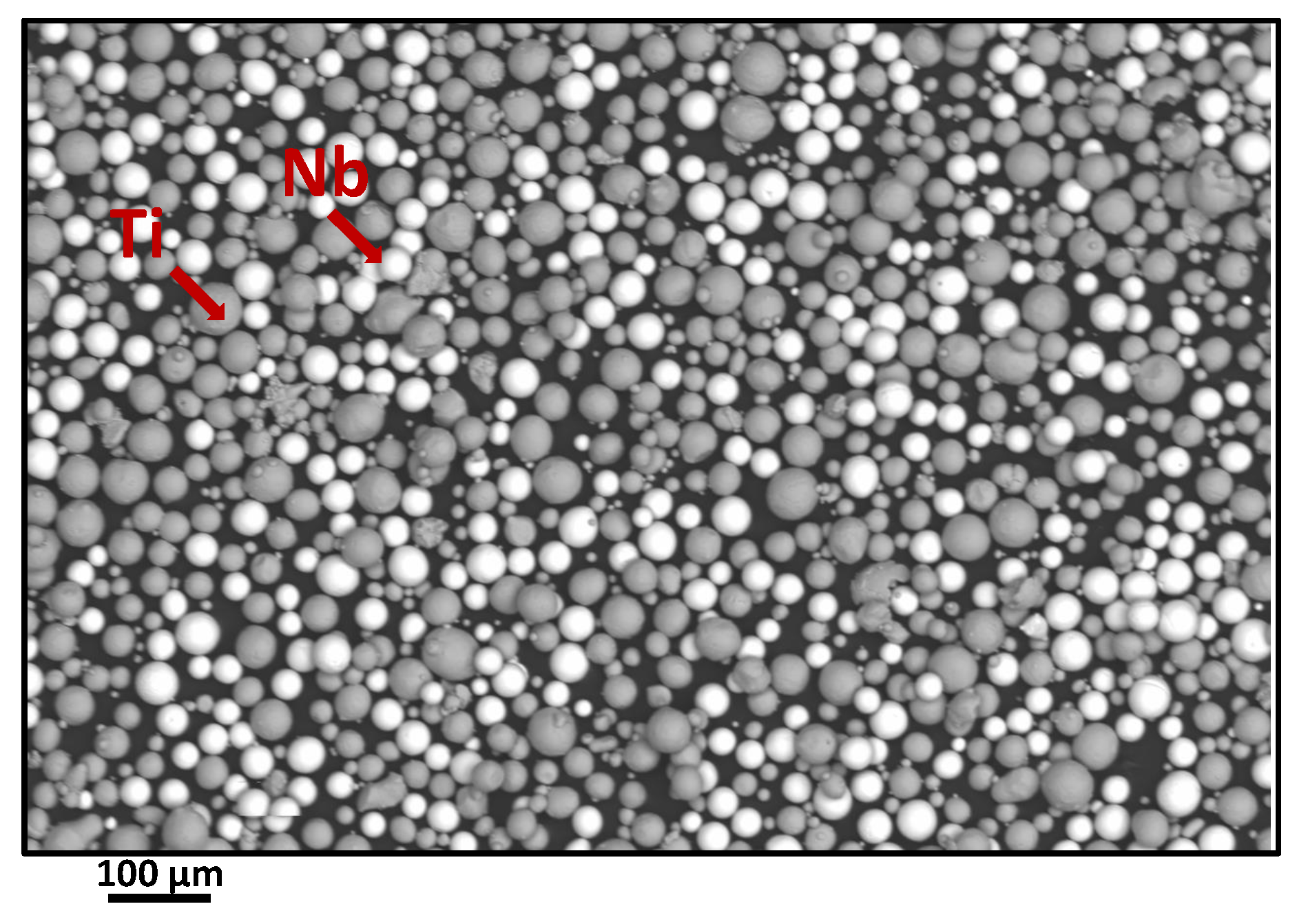
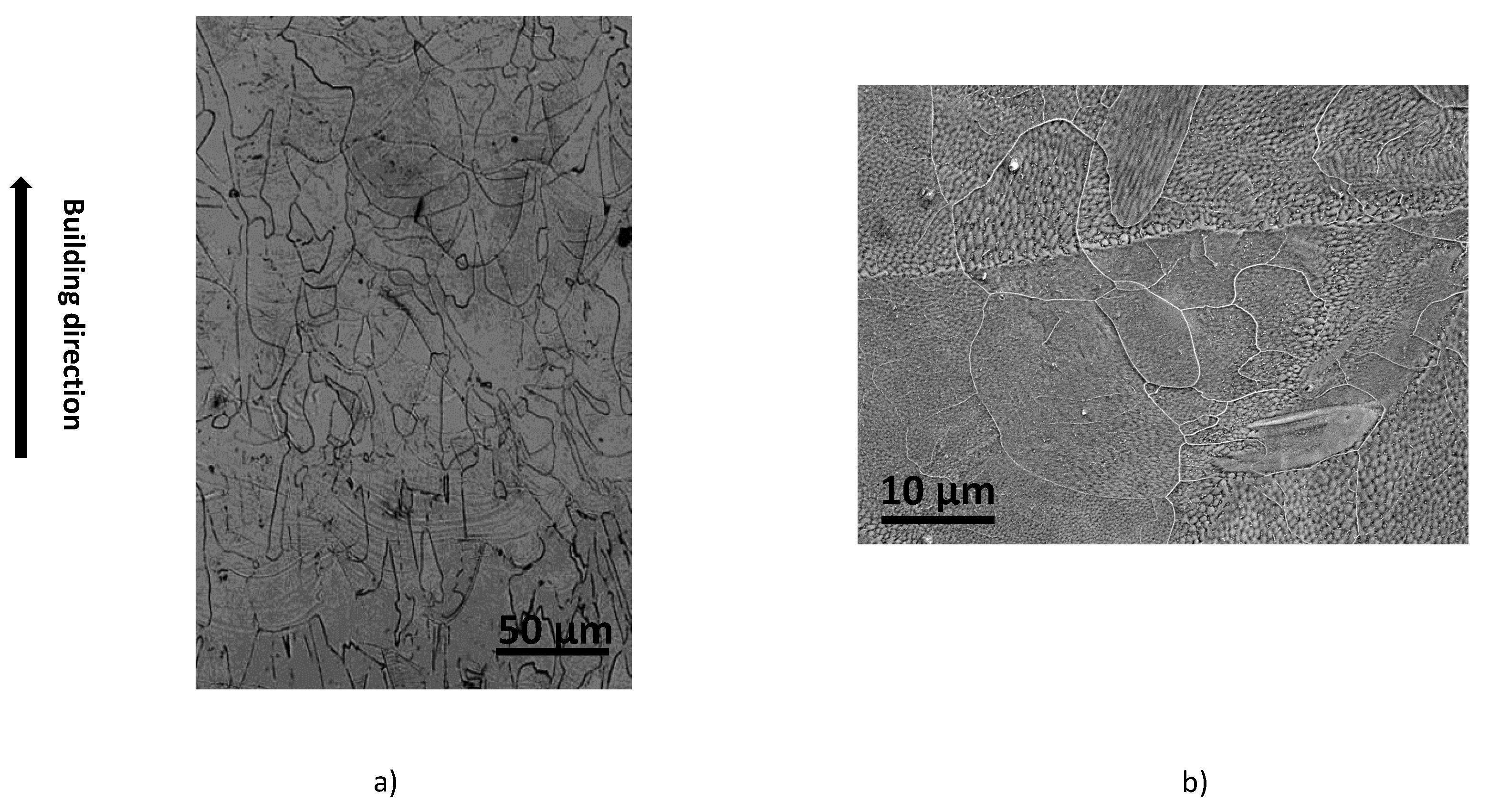
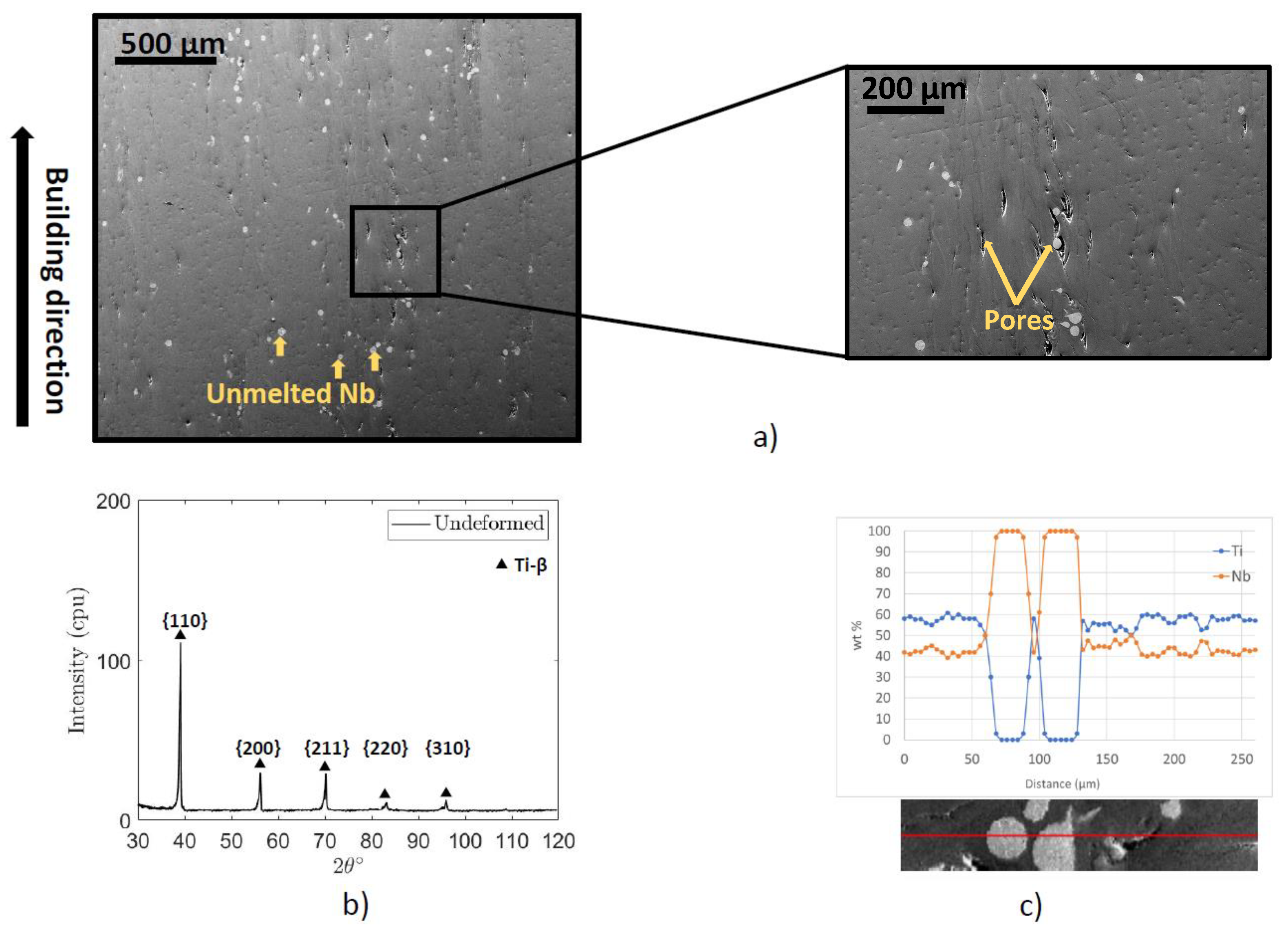
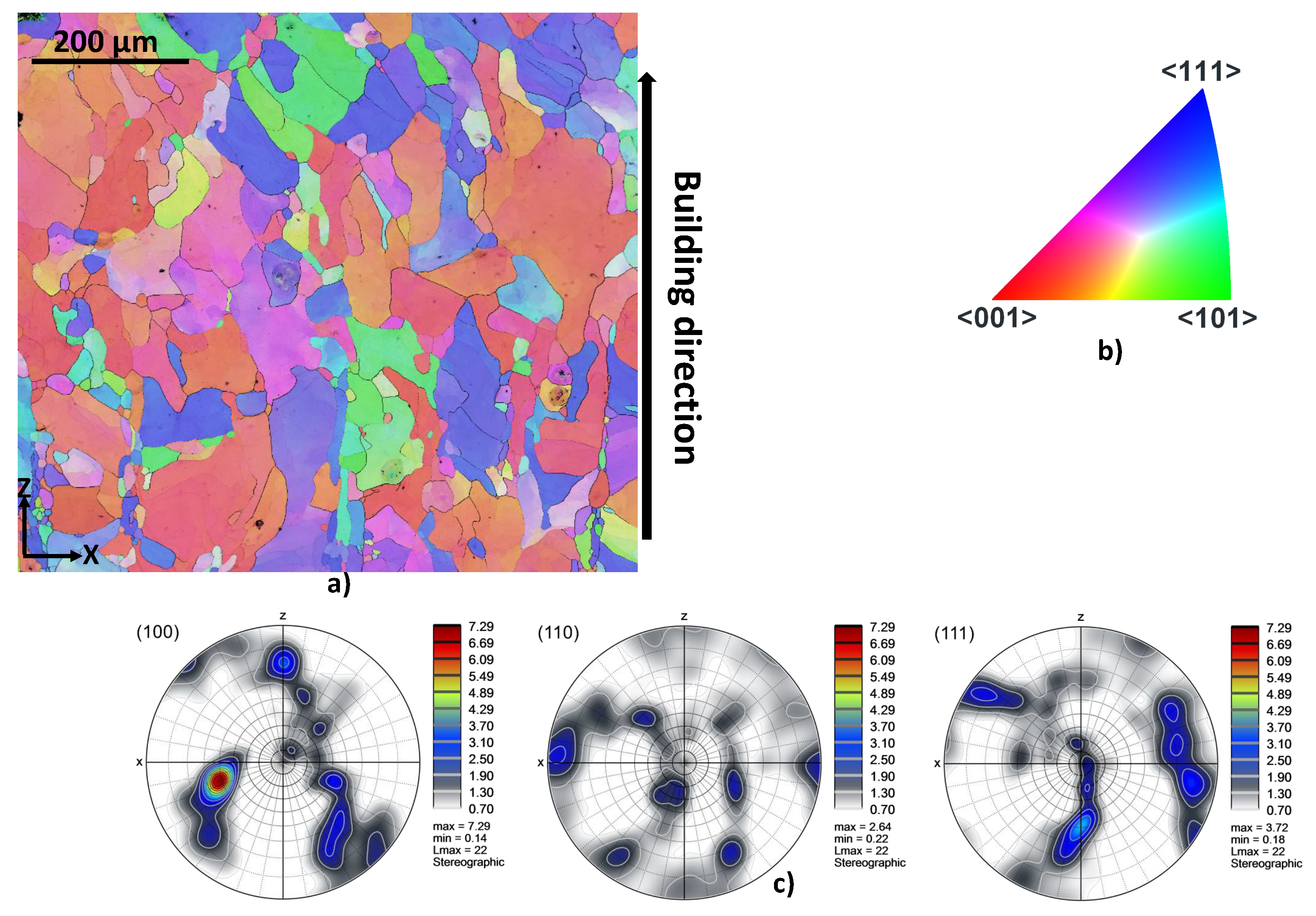
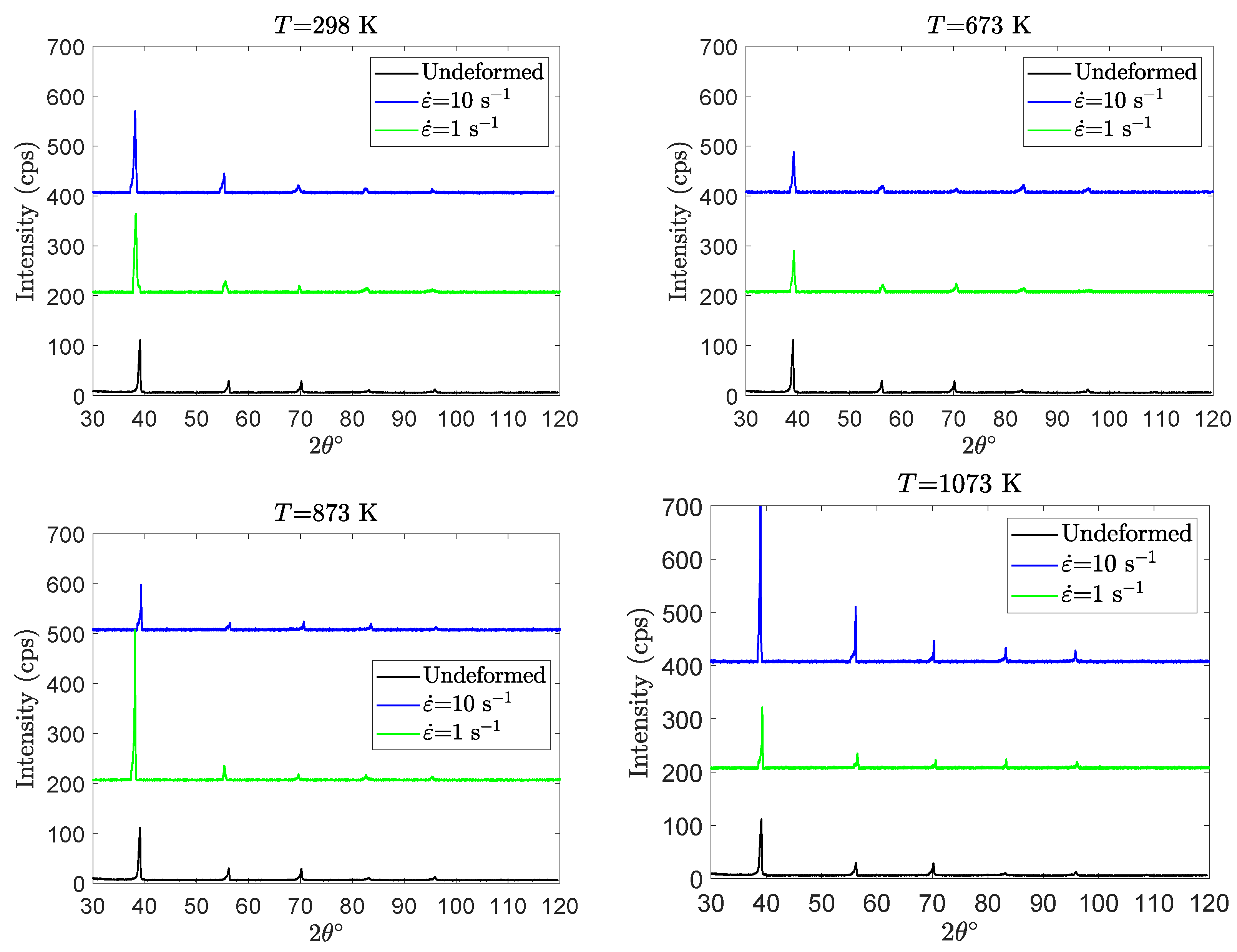
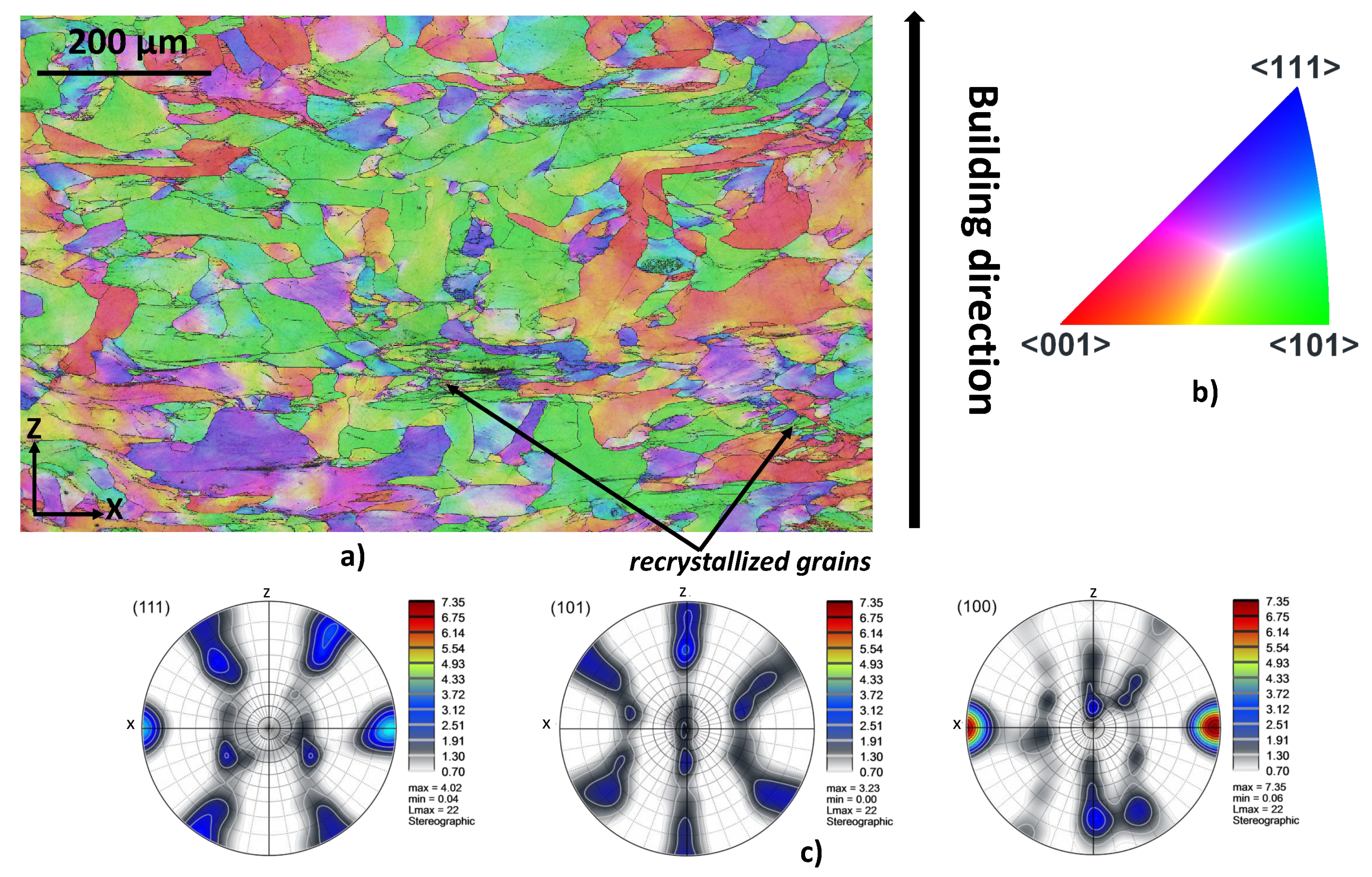
3.1. Microstructural Characterization of the as-LB-PBFed Ti42Nb Microstructure
3.2. Thermomechanical Behavior of Ti42Nb Alloy
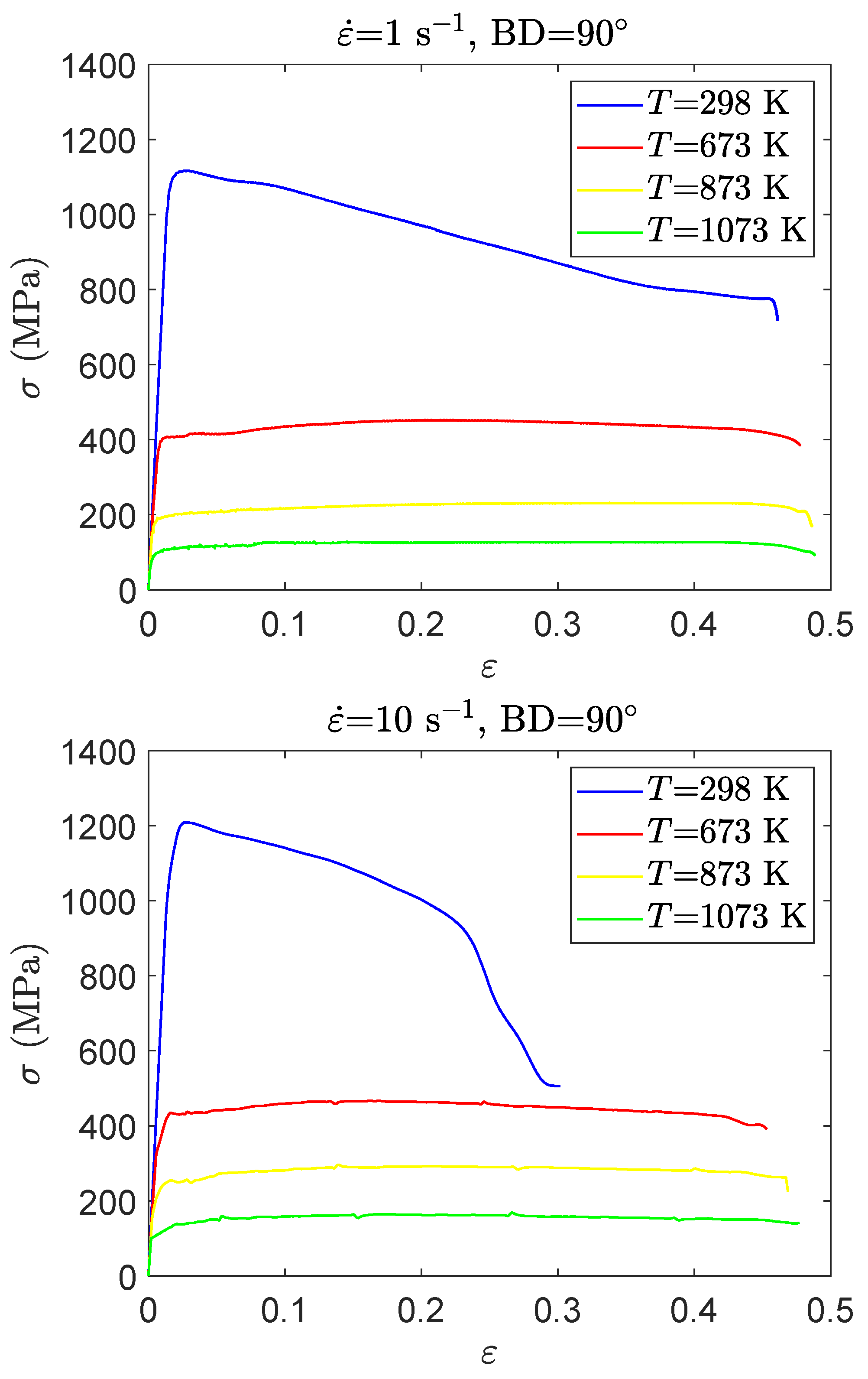
3.2.1. Effect of temperature and strain rate for building direction of 90
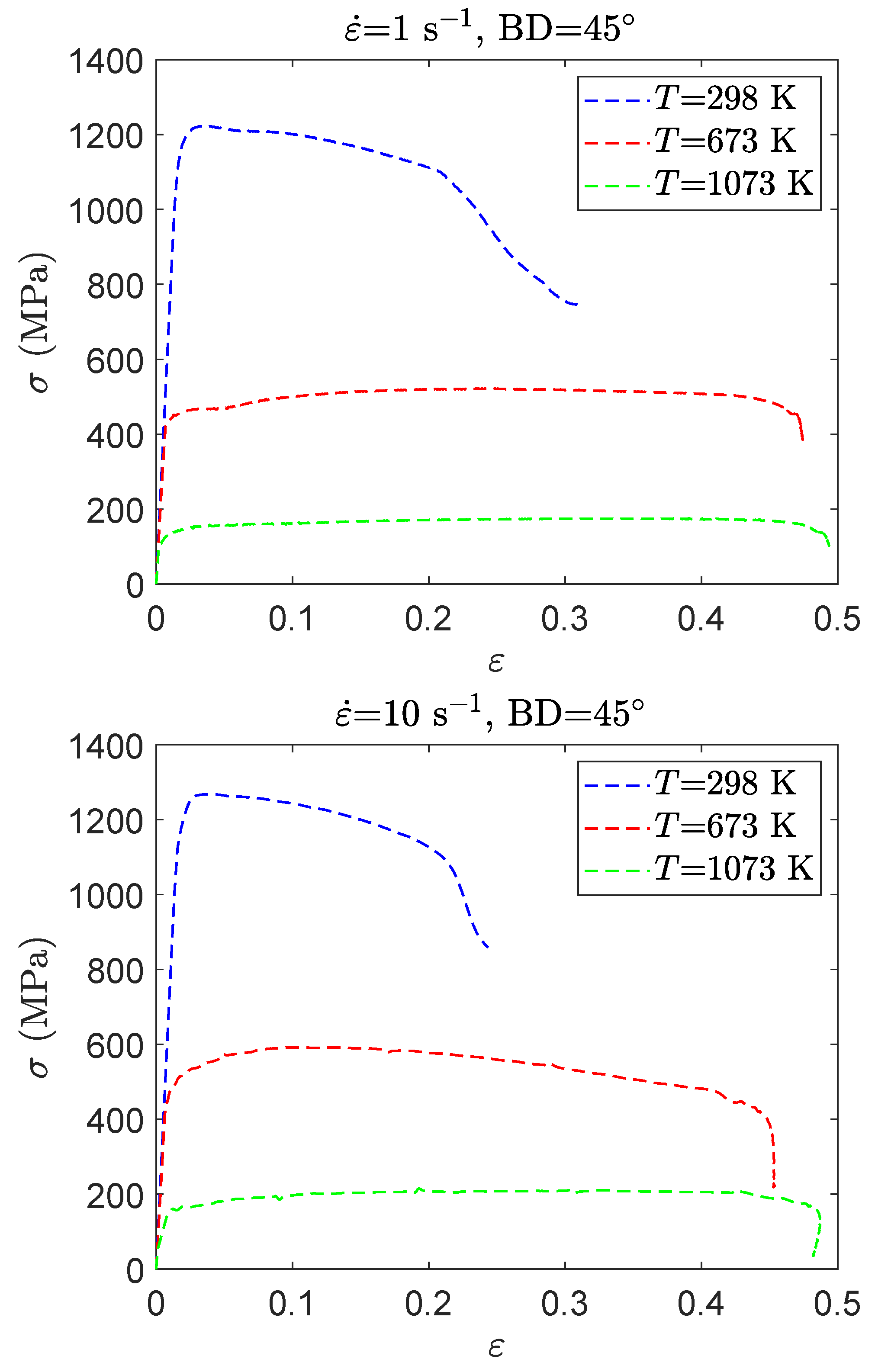
3.2.2. Effect of temperature and strain rate for building direction of 45
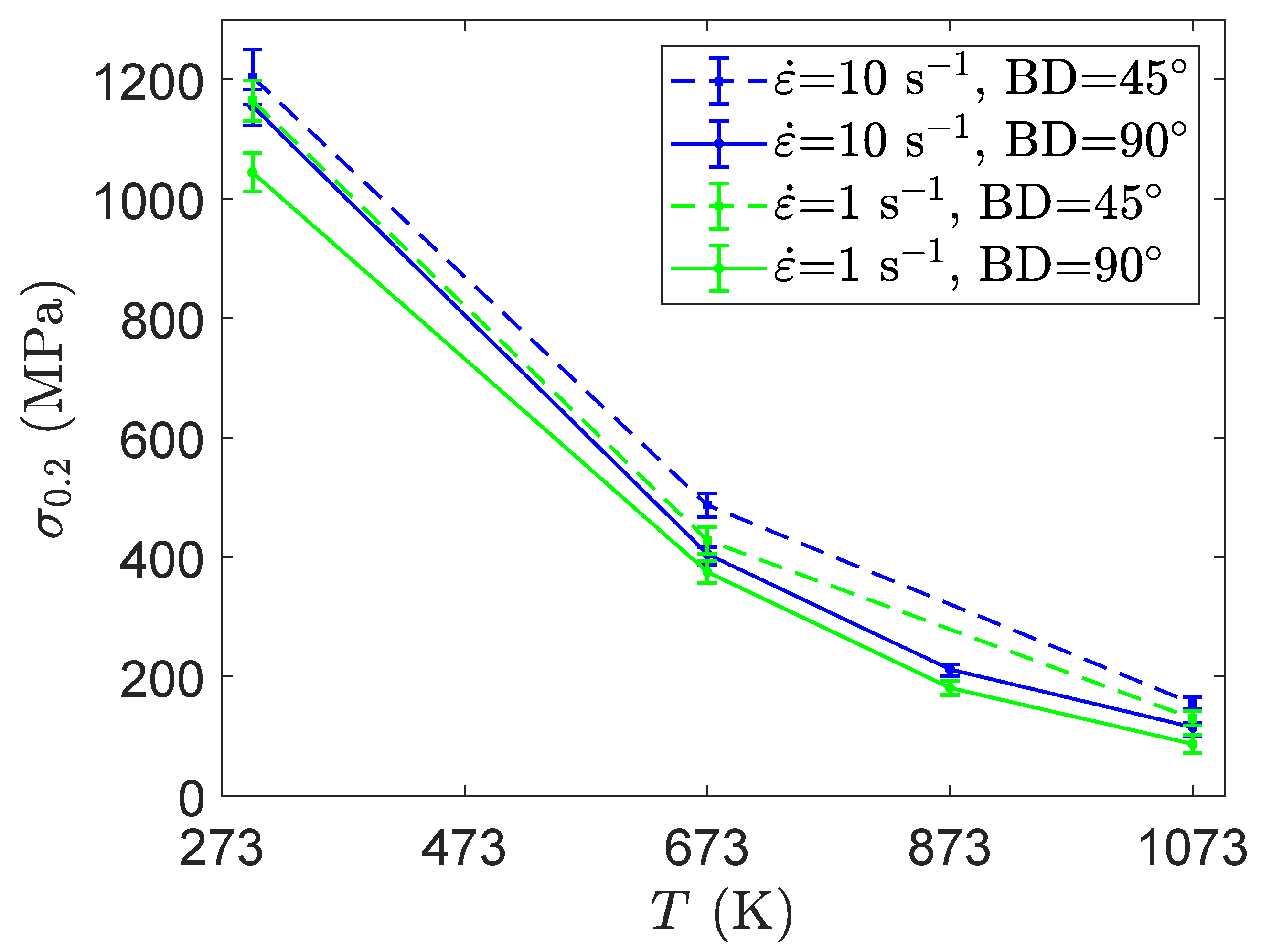
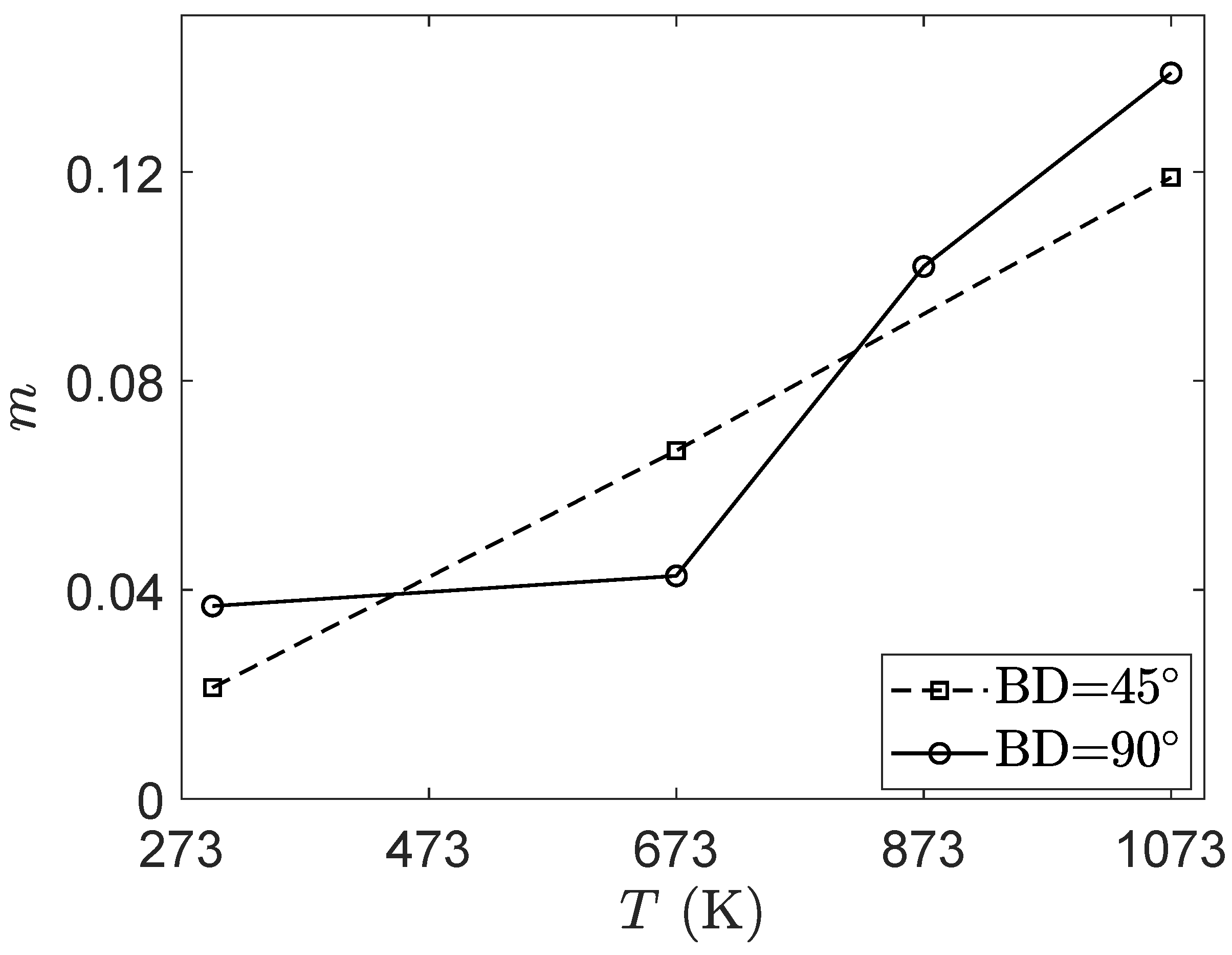
3.3. Comparison between the Behavior of Ti42Nb Alloys Produced with Building Directions of 90 and 45
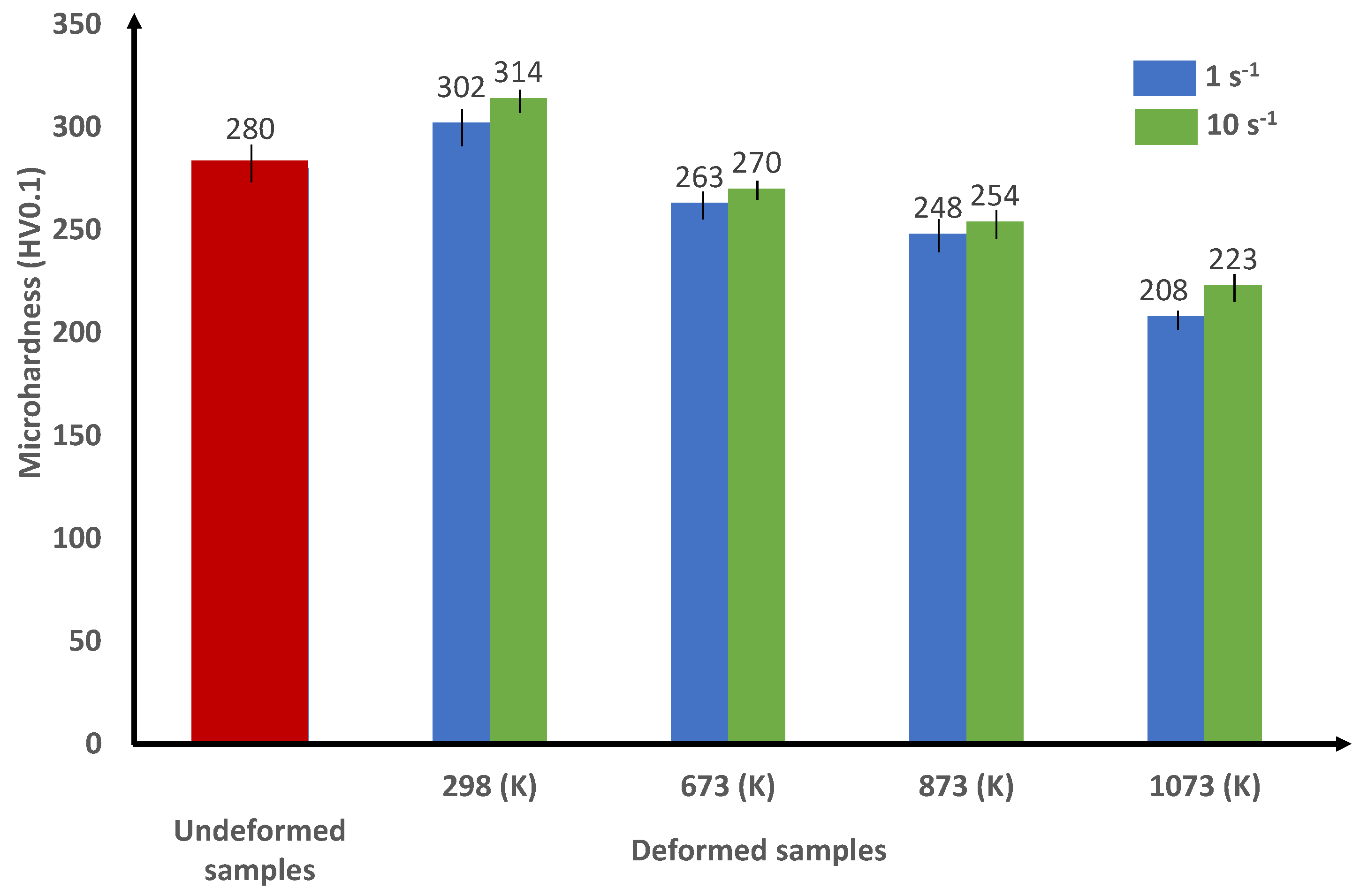
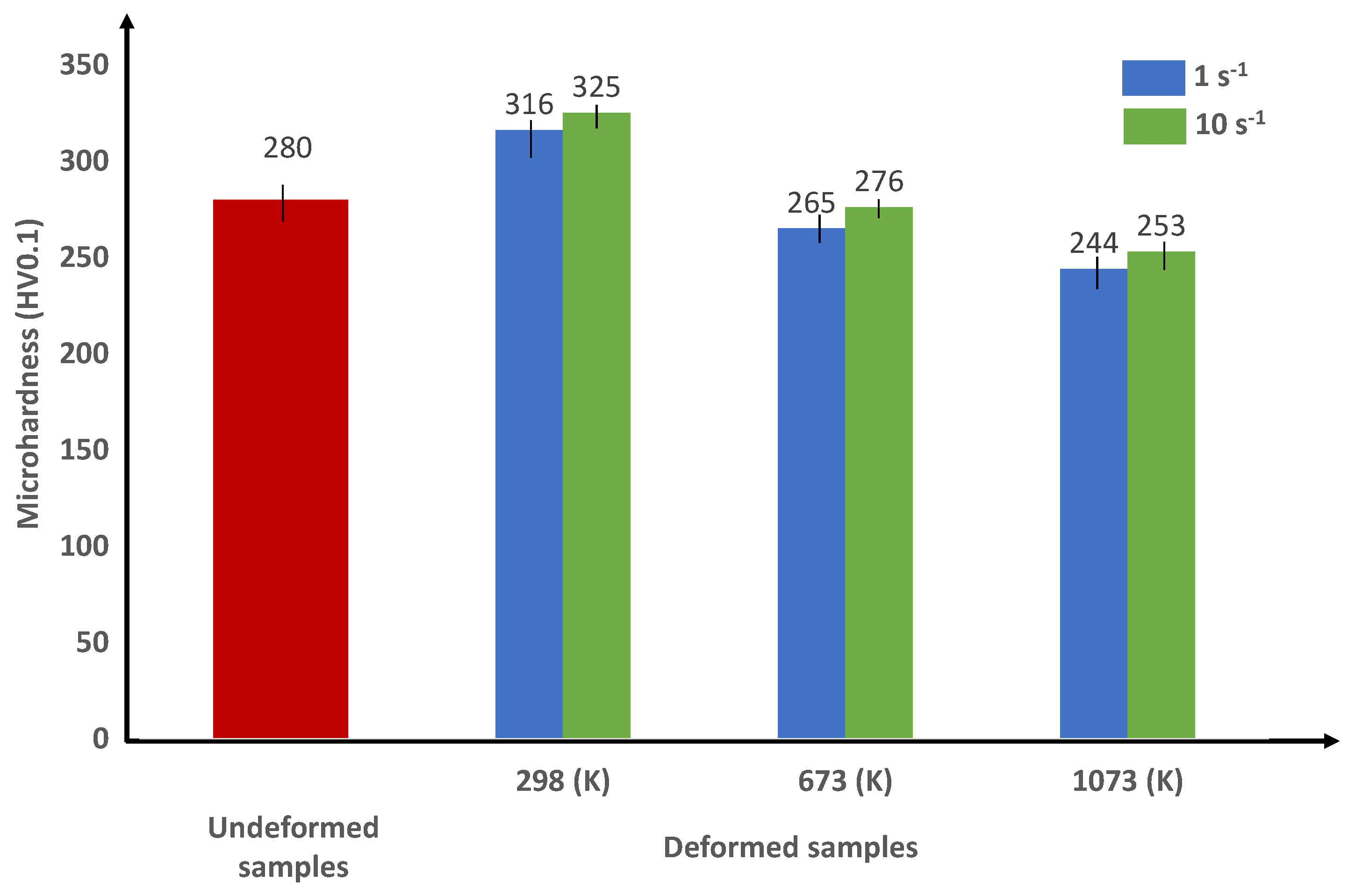
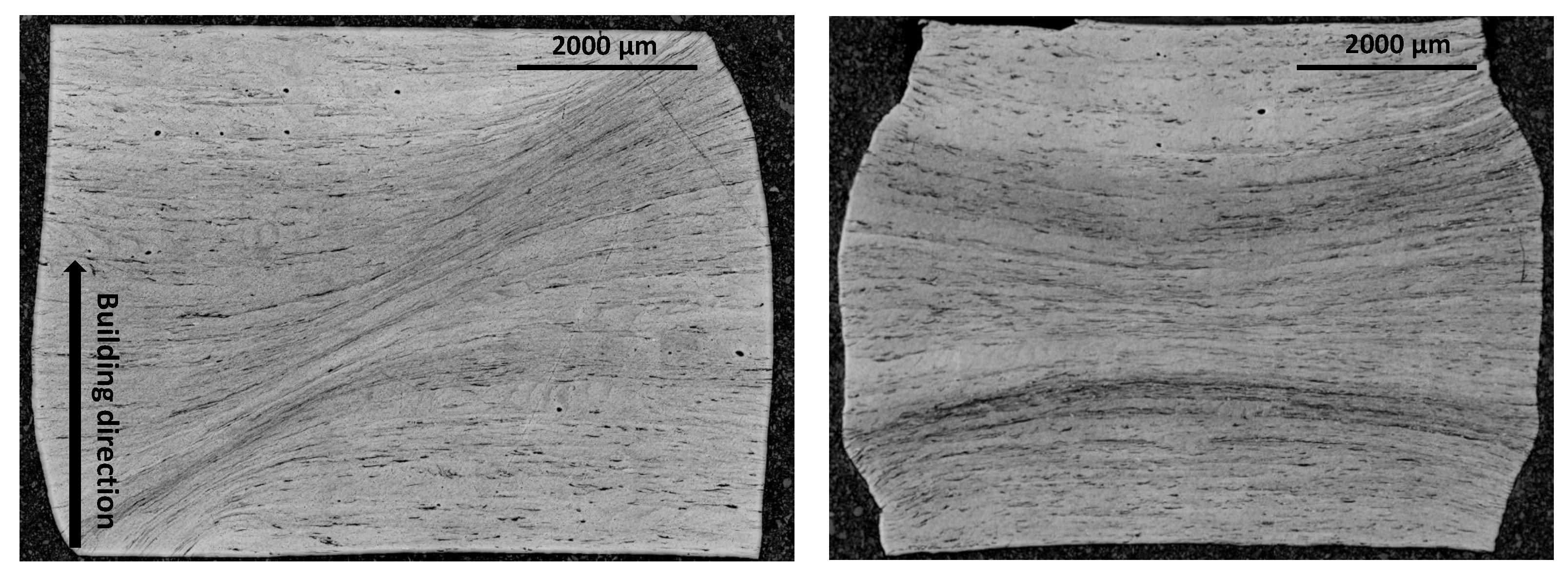
3.4. Metallographic Analysis
4. Conclusions
- •
- The as-LB-PBFed Ti42Nb microstructure is only composed of -phase. The α″ martensitic phase, which is possibly developed during LB-PBF process, is not observed.
- •
- For both building directions, the Ti42Nb microstructures show the presence of un-melted Nb powders.
- •
- Whatever the loading conditions are, the flow stress of the specimens produced with a building direction of 45 is higher than that of the specimens fabricated with a building direction of 90.
- •
- Due to the low strain-rate sensitivity, deformed Ti42Nb specimens are subjected to adiabatic shear band at low temperature and high strain rate. In contrast, when conditions are not met for shear banding, the plastic deformation is localized in the central region of the specimens perpendicular to the compression direction.
- •
- The stress–strain curves obtained from these experimental datasets are used to identify the material parameters of a crystal plasticity-based constitutive model over a wide range of temperatures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dai, N.; Zhang, L.; Zhang, J.; Chen, Q.; Wu, M. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros. Sci. 2016, 102, 484–489. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, J.; Dai, N.; Qin, P.; Attar, H.; Zhang, L. Corrosion Behaviour of Selective Laser Melted Ti-TiB Biocomposite in Simulated Body Fluid. Electrochim. Acta 2017, 232, 89–97. [Google Scholar] [CrossRef] [Green Version]
- Chang, L.; Wang, Y.; Ren, Y. In-situ investigation of stress-induced martensitic transformation in Ti–Nb binary alloys with low Young’s modulus. Mater. Sci. Eng. A 2016, 651, 442–448. [Google Scholar] [CrossRef] [Green Version]
- Eisenbarth, E.; Velten, D.; Müller, M.; Thull, R.; Breme, J. Biocompatibility of β-stabilizing elements of titanium alloys. Biomaterials 2004, 25, 5705–5713. [Google Scholar] [CrossRef] [PubMed]
- Zhuravleva, K.; Bonisch, M.; Prashanth, K.; Hempel, U.; Helth, A.; Gemming, T.; Calin, M.; Scudino, S.; Schultz, L.; Eckert, J.; et al. Production of porous β-type Ti-40Nb alloy for biomedical applications: Comparison of selective laser melting and hot pressing. Materials 2013, 6, 5700–5712. [Google Scholar] [CrossRef]
- Nnamchi, P.S. First principles studies on structural, elastic and electronic properties of new TiMoNbZr alloys for biomedical applications. Mater. Des. 2016, 108, 60–67. [Google Scholar] [CrossRef]
- Wen, M.; Wen, C.; Hodgson, P.; Li, Y. Fabrication of Ti-Nb-Ag alloy via powder metallurgy for biomedical applications. Mater. Des. (1980–2015) 2014, 56, 629–634. [Google Scholar] [CrossRef]
- Okulov, I.; Kühn, U.; Romberg, J.; Soldatov, I.; Freudenberger, J.; Schultz, L.; Eschke, A.; Oertel, C.G.; Skrotzki, W.; Eckert, J. Mechanical behavior and tensile/compressive strength asymmetry of ultrafine structured Ti–Nb–Ni–Co–Al alloys with bi-modal grain size distribution. Mater. Des. (1980–2015) 2014, 62, 14–20. [Google Scholar] [CrossRef]
- Weinmann, M.; Schnitter, C.; Stenzel, M.; Markhoff, J.; Schulze, C.; Bader, R. Development of bio-compatible refractory Ti/Nb(/Ta) alloys for application in patient-specific orthopaedic implants. Int. J. Refract. Met. Hard Mater. 2018, 75, 126–136. [Google Scholar] [CrossRef]
- Bose, S.; Ke, D.; Sahasrabudhe, H.; Bandyopadhyay, A. Additive manufacturing of biomaterials. Prog. Mater. Sci. 2018, 93, 45–111. [Google Scholar] [CrossRef]
- Huiskes, R.; Weinans, H.; Rietbergen, B.V. The relationship between stress shielding and bone resorption around total hip stems and the effects of flexible materials. Clin. Orthop. Relat. Res. 1992, 124–134. [Google Scholar] [CrossRef] [Green Version]
- Niinomi, M.; Nakai, M.; Hieda, J. Development of new metallic alloys for biomedical applications. Acta Biomater. 2012, 8, 3888–3903. [Google Scholar] [CrossRef] [PubMed]
- Haase, K.; Rouhi, G. Prediction of stress shielding around an orthopedic screw: Using stress and strain energy density as mechanical stimuli. Comput. Biol. Med. 2013, 43, 1748–1757. [Google Scholar] [CrossRef] [PubMed]
- Zhuravleva, K.; Bönisch, M.; Scudino, S.; Calin, M.; Schultz, L.; Eckert, J.; Gebert, A. Phase transformations in ball-milled Ti-40Nb and Ti-45Nb powders upon quenching from the β-phase region. Powder Technol. 2014, 253, 166–171. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Zhang, L.; Hao, Y.; Sercombe, T. Early plastic deformation behaviour and energy absorption in porous β-type biomedical titanium produced by selective laser melting. Scr. Mater. 2018, 153, 99–103. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, H.; Liang, X.; Lei, J. Titanium fabricated by selective laser melting: Microstructure, wear and corrosion behavior in different orientations. Rapid Prototyp. J. 2021. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Hou, W.; Wang, S.; Hao, Y.; Yang, R.; Sercombe, T.B.; Zhang, L. Electron Beam Melted Beta-type Ti–24Nb–4Zr–8Sn Porous Structures With High Strength-to-Modulus Ratio. J. Mater. Sci. Technol. 2016, 32, 505–508. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Ishfaq, K.; Rehman, M.; Khan, A.; Wang, Y. A review on the performance characteristics, applications, challenges and possible solutions in electron beam melted Ti-based orthopaedic and orthodontic implants. Rapid Prototyp. J. 2021. [Google Scholar] [CrossRef]
- Alvarez, A.G.; Evans, P.; Dovgalski, L.; Goldsmith, I. Design, additive manufacture and clinical application of a patient-specific titanium implant to anatomically reconstruct a large chest wall defect. Rapid Prototyp. J. 2021, 27, 304–310. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Mater. Des. 2012, 35, 120–125. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Rabadia, C.D.; Liang, S.; Sercombe, T.B.; Zhang, L.C. Microstructural homogeneity and mechanical behavior of a selective laser melted Ti-35Nb alloy produced from an elemental powder mixture. J. Mater. Sci. Technol. 2021, 61, 221–233. [Google Scholar] [CrossRef]
- Kim, H.; Ikehara, Y.; Kim, J.; Hosoda, H.; Miyazaki, S. Martensitic transformation, shape memory effect and superelasticity of Ti–Nb binary alloys. Acta Mater. 2006, 54, 2419–2429. [Google Scholar] [CrossRef]
- Wang, Q.; Han, C.; Choma, T.; Wei, Q.; Yan, C.; Song, B.; Shi, Y. Effect of Nb content on microstructure, property and in vitro apatite-forming capability of Ti-Nb alloys fabricated via selective laser melting. Mater. Des. 2017, 126, 268–277. [Google Scholar] [CrossRef]
- Karre, R.; Basanth, K.K.; Archana, R.; Nivedhitha, J.; Deepak, K.P.; Kei, A.; Suhash, R.D. Comparative study on Ti-Nb binary alloys fabricated through spark plasma sintering and conventional P/M routes for biomedical application. Mater. Sci. Eng. C 2019, 94, 619–627. [Google Scholar] [CrossRef] [PubMed]
- Khorasani, M.; Ghasemi, A.; Awan, U.S.; Hadavi, E.; Leary, M.; Brandt, M.; Littlefair, G.; O’Neil, W.; Gibson, I. A study on surface morphology and tension in laser powder bed fusion of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2020, 111, 2891–2909. [Google Scholar] [CrossRef]
- Santos, C.S.; Griza, S.; Varella, M.; Ribeiro, A.A.; Leite, M.B. Study of the porous Ti35Nb alloy processing parameters for implant applications. Powder Technol. 2015, 281, 91–98. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Qin, P.; Liang, S.; Sercombe, T.; Zhang, L. Selective laser melting of Ti–35Nb composite from elemental powder mixture: Microstructure, mechanical behavior and corrosion behavior. Mater. Sci. Eng. A 2019, 760, 214–224. [Google Scholar] [CrossRef]
- Yılmaz, E.; Gökçe, A.; Findik, F.; Gulsoy, H. Metallurgical properties and biomimetic HA deposition performance of Ti-Nb PIM alloys. J. Alloys Compd. 2018, 746, 301–313. [Google Scholar] [CrossRef]
- Damian, K.; Łukasz, R.; Piotr, B.; Tomasz, D.; Tomasz, C.; Anna, A.D.; Eduard, C.; Jan, D. Superelastic Behavior of Ti-Nb Alloys Obtained by the Laser Engineered Net Shaping (LENS) Technique. Materials 2020, 13, 2827. [Google Scholar] [CrossRef]
- Fischer, M.; Joguet, D.; Robin, G.; Peltier, L.; Laheurte, P. In situ elaboration of a binary Ti–26Nb alloy by selective laser melting of elemental titanium and niobium mixed powders. Mater. Sci. Eng. C 2016, 62, 852–859. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Smurov, I. Selective laser melting technology: From the single laser melted track stability to 3D parts of complex shape. Phys. Procedia 2010, 5, 551–560. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Yao, Q.; Xing, H.; Guo, W.Y. Elastic properties of β, α″ and ω metastable phases in Ti–Nb alloy from first-principles. J. Phys. Condens. Matter 2007, 19, 486215. [Google Scholar] [CrossRef]
- Thoemmes, A.; Bataev, I.; Lazurenko, D.; Ruktuev, A.; Ivanov, I.; Afonso, C.; Stark, A.; Jorge, A., Jr. Microstructure and lattice parameters of suction-cast Ti–Nb alloys in a wide range of Nb concentrations. Mater. Sci. Eng. A 2021, 818, 141378. [Google Scholar] [CrossRef]
- Li, R.; Shi, Y.; Liu, J.; Xie, Z.; Wang, Z. Selective laser melting W–10 wt.% Cu composite powders. Int. J. Adv. Manuf. Technol. 2010, 48, 597–605. [Google Scholar] [CrossRef]
- Sun, Y.; Moroz, A.; Alrbaey, K. Sliding wear characteristics and corrosion behaviour of selective laser melted 316L stainless steel. J. Mater. Eng. Perform. 2014, 23, 518–526. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef] [Green Version]
- Hull, D.; Bacon, D. Introduction to Dislocations, 5th ed.; Butterworth: Oxford, UK, 2011. [Google Scholar]
- Sheppard, T.; Norley, J. Deformation characteristics of Ti–6Al–4V. Mater. Sci. Technol. 1988, 4, 903–908. [Google Scholar] [CrossRef]
- Wu, R.; Liu, Y.; Geng, C.; Lin, Q.; Xiao, Y.; Xu, J.; Kang, W. Study on hot deformation behavior and intrinsic workability of 6063 aluminum alloys using 3D processing map. J. Alloys Compd. 2017, 713, 212–221. [Google Scholar] [CrossRef]
- Sun, Y.; Cao, Z.; Wan, Z.; Hu, L.; Ye, W.; Li, N.; Fan, C. 3D processing map and hot deformation behavior of 6A02 aluminum alloy. J. Alloy. Compd. 2018, 742, 356–368. [Google Scholar] [CrossRef]
- Mostafa, A.; Shahriari, D.; Rubio, I.; Brailovski, V.; Jahazi, M.; Medraj, M. Hot compression behavior and microstructure of selectively laser-melted IN718 alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 371–385. [Google Scholar] [CrossRef]
- Saboori, A.; Abdi, A.; Fatemi, S.A.; Marchese, G.; Biamino, S.; Mirzadeh, H. Hot deformation behavior and flow stress modeling of Ti-6Al-4V alloy produced via electron beam melting additive manufacturing technology in single β-phase field. Mater. Sci. Eng. A 2020, 792, 139822. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Szyndler, J.; Bennett, J.; Hyatt, G.; Cao, J.; Papke, T.; Merklein, M. On the hot deformation behavior of Ti-6Al-4V made by additive manufacturing. J. Mater. Process. Technol. 2021, 288, 116840. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.; Frazier, W.; Prasad, Y. Hot working of commercial Ti-6Al-4V with an equiaxed α–β microstructure: Materials modeling considerations. Mater. Sci. Eng. A 2000, 284, 184–194. [Google Scholar] [CrossRef]
- Shang, X.; Cui, Z.; Fu, M. Dynamic recrystallization based ductile fracture modeling in hot working of metallic materials. Int. J. Plast. 2017, 95, 105–122. [Google Scholar] [CrossRef]
- Cheng, G.; Jian, W.; Xu, W.; Yuan, H.; Millett, P.; Zhu, Y. Grain Size Effect on Deformation Mechanisms of Nanocrystalline bcc Metals. Mater. Res. Lett. 2013, 1, 26–31. [Google Scholar] [CrossRef] [Green Version]
- El-Magd, E.; Abouridouane, M. Characterization, modelling and simulation of deformation and fracture behaviour of the light-weight wrought alloys under high strain rate loading. Int. J. Impact Eng. 2006, 32, 741–758. [Google Scholar] [CrossRef]
- Lin, Y.; Dong, W.Y.; Zhou, M.; Wen, D.X.; Chen, D.D. A unified constitutive model based on dislocation density for an Al-Zn-Mg-Cu alloy at time-variant hot deformation conditions. Mater. Sci. Eng. A 2018, 718, 165–172. [Google Scholar] [CrossRef]
- Sandstrom, R.; Lagneborg, R. A model for hot working occurring by recrystallization. Acta Metall. 1975, 23, 387–398. [Google Scholar] [CrossRef]
- Rezaee, M.; Zarei-Hanzaki, A.; Mohamadizadeh, A.; Ghasemi, E. High-temperature flow characterization and microstructural evolution of Ti6242 alloy: Yield drop phenomenon. Mater. Sci. Eng. A 2016, 673, 346–354. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Nb | C | S | H | N | O |
|---|---|---|---|---|---|---|---|
| Mixed powder | 57.29 | 42.5 | 0.029 | 0.007 | 0.005 | 0.007 | 0.18 |
| As-built alloy | 58.1 | 41.6 | 0.01 | 0.03 | 0.22 |
| LB-PBF Building Directions | ||||
|---|---|---|---|---|
| 90° | 45° | |||
| T (K) | Strain Rate (s−1) | |||
| 1 | 10 | 1 | 10 | |
| 298 | • | • | • | • |
| 673 | ∘ | ∘ | ∘ | • |
| 873 | ∘ | ∘ | ||
| 1073 | ∘ | ∘ | ∘ | ∘ |
| BD-90 | BD-45 | |||
|---|---|---|---|---|
| T (K) | Strain Rate (s−1) | |||
| 1 | 10 | 1 | 10 | |
| 298 | ||||
| 673 | ||||
| 873 | • | • | ||
| 1073 | • | • | • | • |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ben Boubaker, H.; Laheurte, P.; Le Coz, G.; Biriaie, S.-S.; Didier, P.; Lohmuller, P.; Moufki, A. Impact of the Loading Conditions and the Building Directions on the Mechanical Behavior of Biomedical β-Titanium Alloy Produced In Situ by Laser-Based Powder Bed Fusion. Materials 2022, 15, 509. https://doi.org/10.3390/ma15020509
Ben Boubaker H, Laheurte P, Le Coz G, Biriaie S-S, Didier P, Lohmuller P, Moufki A. Impact of the Loading Conditions and the Building Directions on the Mechanical Behavior of Biomedical β-Titanium Alloy Produced In Situ by Laser-Based Powder Bed Fusion. Materials. 2022; 15(2):509. https://doi.org/10.3390/ma15020509
Chicago/Turabian StyleBen Boubaker, Housseme, Pascal Laheurte, Gael Le Coz, Seyyed-Saeid Biriaie, Paul Didier, Paul Lohmuller, and Abdelhadi Moufki. 2022. "Impact of the Loading Conditions and the Building Directions on the Mechanical Behavior of Biomedical β-Titanium Alloy Produced In Situ by Laser-Based Powder Bed Fusion" Materials 15, no. 2: 509. https://doi.org/10.3390/ma15020509
APA StyleBen Boubaker, H., Laheurte, P., Le Coz, G., Biriaie, S. -S., Didier, P., Lohmuller, P., & Moufki, A. (2022). Impact of the Loading Conditions and the Building Directions on the Mechanical Behavior of Biomedical β-Titanium Alloy Produced In Situ by Laser-Based Powder Bed Fusion. Materials, 15(2), 509. https://doi.org/10.3390/ma15020509