3.2. Effect of Ageing Time on Hardness
Figure 3 shows the effect of ageing time on the hardness of specimens. As can be seen, both curves fluctuate with increasing time without a constant trend, but the maximum hardness in thermomechanical treatments with controlled quenching is higher than that with conventional dissolution. As mentioned, the hardness of specimens with controlled quenching thermomechanical treatments is higher than the hardness of specimens with conventional dissolution treatments. It can be related to the method of dissolution treatments and its effect on the number of precipitates. In controlled quenching, dissolution and quenching treatments increase the diffusion coefficient and activate energetic centers for precipitate nucleation. Therefore, in this case, the number of precipitate nucleation sites increases. On the other hand, thermomechanical treatments produce many high-energy centers that require the least energy for nucleation, which is a good source for precipitation, and the number of precipitates increases and their distribution becomes uniform.
According to
Figure 3, it can be seen that, in the first hour of ageing, the hardness fluctuates due to the interaction of dislocations and precipitates. This fluctuation can be due to the effects of ageing and partial recrystallization. The hardness fluctuates until the effects of ageing predominate and the hardness of the alloy increases due to the increase in the number of precipitates. Henceforth, the hardness fluctuation will be low and eventually the hardness of the specimens will remain almost constant and the hardness of the specimens with 50% deformation will be more than the specimens with 30% deformation. It is also observed that at times of more than 16 h, the hardness is almost constant due to the thermally stable Al
3(Sc,Zr) precipitates. According to DSC analyzes performed by Zhang et al. [
53], the phenomenon of multiple peaks in the aged alloy at a temperature of 120 °C can be analyzed. According to Zhang’s analysis, the ageing process can be separated into three stages: the formation of small primary Guinier Preston (GP) zones; roughening of GP; and the precipitation of eta prime phase. In the early stages of precipitation, strong bonding of Zr and void may delay the nucleation of the eta prime phase and thus reduce the number of precipitates at this stage [
54], which leads to a decrease in hardness. With ageing for more than 10 h, the number of GP zones increases and more eta prime phases are formed; also, the number of Al
3(Sc,Zr) dispersoids increases in this region, therefore the second peak of ageing is created. In this region, the combined effect of Al
3(Sc,Zr) and MgZn
2 dispersoids leads to a further increase in hardness, so the second peak has a higher hardness. The Al
3(Sc,Zr) phase is coherent with the Al matrix [
44], and these coherent particles have very good thermal stability due to their low solubility and very low diffusion coefficient in the Al matrix [
55].
Comparing the maximum hardness obtained in T6 hardening treatment with thermomechanical treatment, it is observed that the maximum hardness obtained in thermomechanical treatment is higher than the T6 hardening treatment. This increase in hardness is related to the deformation, which was performed before the ageing treatment. During deformation, the interaction of two sets of processes controls the behavior of the material: material softening processes including partial recovery and recrystallization and hardening processes including the increasing of dislocations density and the formation of precipitates. The main variables affecting these processes are the deformation temperature, the method of dissolution treatment, and the applied deformation rate. Under the same conditions of dissolution treatment, the deformation before ageing increases the diffusion coefficient; and as the deformation rate increases, the density of the dislocations increases. These dislocations are regions for heterogeneous nucleation as well as rapid diffusion pathways. Therefore, due to the increase in diffusion power, the high-energy centers for nucleation are increased and, by rolling at 100 °C, the effects of dislocations are recovered and, during ageing at 120 °C, the volume fraction of precipitates increases.
3.3. Microstructural Investigation
In metallographic studies, the size and shape of the grains (coaxial or elongated) are considered. The microstructure of the alloy CD50 is shown in
Figure S1.
Figure S1 shows elongated grains in the rolling direction and intermetallic particles.
The microstructure of the alloy containing 0.1% Sc after thermomechanical treatments with controlled quenching and different deformation is shown in
Figure S2. In
Figure S2a,c, elongated grains in the direction of rolling and black particles are seen at some grain boundaries that were insoluble during the dissolution treatment. In
Figure S2b,d, few coaxial grains can be seen.
In order to more precisely study the effect of thermomechanical treatments and also the effect of deformation rate and dissolution method on alloy microstructure, the alloy microstructure in 50% and 30% deformations and also in two methods of conventional dissolution and controlled quenching treatments were investigated. The purpose of this study was to determine the grain size and volume fraction of precipitates generated during the process.
Figure 4 shows the grain size in the alloy CD50 and MD50. The grain size in FESEM images was measured by the linear intercept method [
56,
57]. The average grain length in
Figure 4a is 25 μm and in
Figure 4b is 19 μm. This is in accordance with the metallographic study of these specimens (
Figures S1 and S2).
The distribution of precipitates in the samples CD50 and MD50 is shown in
Figure 5. An FESEM (MIRA3TESCAN-XMU equipped with the second generation EDS microanalysis, Australia) has been used to analyze the precipitates.
Figure 5a shows white spherical precipitates with an average size of 100 nm and
Figure 5b shows white spherical precipitates with an average size of 186 nm. In both images (
Figure 5a,b), two types of precipitates can be seen. There are also a number of disk-shaped precipitates that have been created by the accumulation of spherical precipitates together.
The distribution of precipitates in the sample CD30 is shown in
Figure 6. In this figure, two types of precipitates can be seen; some of them are spherical and white, and most of them are light gray, which are distributed in the Al matrix. The average size of spherical precipitates is 90 nm.
The distribution of MgZn
2 and Al
3(Sc,Zr) precipitates in the matrix in the sample CD30 along with the element distribution map are given in
Figure 7.
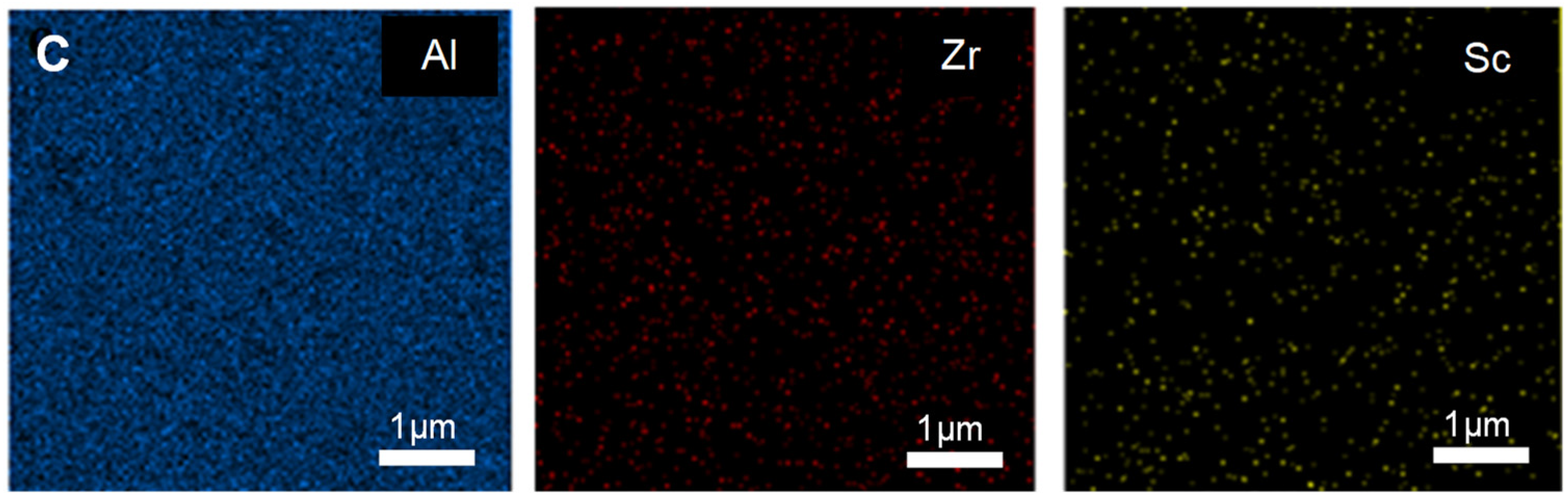
Figure 7a, taken at 50,000× magnification, shows two types of precipitate: type B precipitates are spherical and white, and type A precipitates are light gray, which are seen in the shape of a disk from the accumulation of precipitates together. In
Figure 7b, type B precipitates are indicated by red arrows.
Figure 7c shows the elements distribution map. As can be seen, Zn, Mg, Sc and Zr elements are distributed in the matrix. The distribution of Zn and Mg elements are observed in the whole microstructure, and the distribution of Sc and Zr elements are observed in some parts of the microstructures.
The elemental analysis of the phases is given in
Table 3 (according to
Figure 7).
According to this table, phase A is rich in Zn and Mg and the ratio of Zn to Mg is 2:1. Phase B is rich in Sc and Zr, and the composition of Sc and Zr is higher than the chemical composition of the primary alloy.
The distribution of precipitates in the alloy MD30 is shown in
Figure 8.
Figure 8a shows two types of precipitate, A and B, with different contrast. Precipitate A is found slightly at the grain boundaries and mostly inside the grain. Precipitates A are light white and precipitates B are light gray.
Figure 8b shows the distribution of A precipitates and is shown with red arrows. EDS analysis of these phases is shown in
Table 4.
Figure 8c shows the distribution map of Sc and Zr elements in the microstructure. The densities of Sc and Zr are higher in some parts of the microstructure. According to
Table 4, phase A is rich in Sc and Zr and the percentage of Sc and Zr elements in this phase is much higher than the initial chemical composition of the alloy. Phase B is also rich in Zn and Mg and the ratio of Zn to Mg is 2:1.
Precipitate distribution in the sample MD50 is shown in
Figure 9.
Figure 9a shows two types of precipitate with different contrasts. The type D precipitates are spherical and white and the type C precipitates are light gray.
Figure 9b shows the distribution of type D precipitates with green arrows and the distribution of type C precipitates with yellow arrows. In
Figure 9c, the element distribution maps of Al and Sc are shown and it is observed that the density of Sc element is higher in some parts of the matrix.
Figure 9d shows the element distribution map of Zn and Mg and shows that they are distributed in the whole matrix.
The elemental analysis of the phases of
Figure 9 is presented in
Table 5. According to
Table 5, C precipitates are rich in Mg and Zn and the ratio of Zn to Mg in this phase is 2:1. D precipitates are rich in Sc and Zr, and the amount of Sc and Zr in this phase is several times higher than that of Sc and Zr in the chemical composition of the primary alloy.
According to FESEM images and EDS analysis of precipitates, Al
3(Sc,Zr) and MgZn
2 precipitates are observed; these precipitates are uniformly distributed in the microstructure. Tao and Romestch have also shown that Al
3(Sc,Zr) dispersoids are formed in thermomechanical treatments [
58,
59]. Total microscopic observations on the distribution of precipitates in samples MD50 and CD50 at 100 °C show that the number of Al
3(Sc,Zr) precipitates in the specimen under thermomechanical operation with controlled quenching is more than the specimen undergoing thermomechanical treatment with conventional heat treatment. It seems that increasing the diffusion rate due to controlled quenching increases the nucleation sites of the precipitate and thus increases the number of precipitates.
It is also observed that, under the same ageing conditions (50% rolling at 100 °C and ageing at 120 °C for 12 h), the grain size in the alloy under thermomechanical treatments with controlled quenching is less than the grain size in the alloy under thermomechanical treatments with conventional dissolution. The presence of more Al
3(Sc,Zr) dispersoids in the alloy and their inhibitory effect on grain growth due to controlled quenching, have optimized the grain size. Since the number of precipitates in the alloy under controlled quenching thermomechanical treatments is higher than the alloy under conventional dissolution thermomechanical treatments, then the grain structure is modified. Minor amounts of Sc and Zr improve the grain structure and alloy strength and restrict the grain [
60].
It can be said that, by using thermomechanical treatments, precipitate nucleation conditions are facilitated and more nucleation sites lead to a uniform distribution of precipitates throughout the structure. As the FESEM images (
Figure 7 and
Figure 8) show, Al
3(Sc,Zr) and MgZn
2 precipitates are uniformly distributed throughout the structure (instead of aggregation at the grain boundaries), which increases the strength of the structure and does not reduce ductility. These precipitates are dynamic precipitates created during thermomechanical treatments. In general, dynamic precipitation is related to the high density of point defects and the high recovery rate during rolling [
61]. Precipitate distribution during thermomechanical and age hardening treatments creates effective sites for the trapping and accumulation of dislocations around precipitates. Therefore, during the tensile strain of aged specimens, the specimens will elongate before fracture (more ductility). Therefore, the combined effect of improved grain structure and precipitation hardening can be considered as the reason for increasing the strength of the alloy [
62]. In the EDS analyses (
Table 3,
Table 4 and
Table 5), elements of silicon and titanium are observed. Zhao et al. [
63] reported that the presence of impurities, such as silicon, copper and titanium in the diffusion area around Al
3(Sc,Zr) dispersoids increases the heterogeneous nucleation capacity of this phase. The volume fraction of precipitates during thermomechanical treatments (conventional dissolution and controlled quenching) is analyzed by MIP software and is shown in
Figure 10. According to this analysis, the volume fractions of MgZn
2 and Al
3(Sc,Zr) precipitates in the sample MD30 were 33.91% and 6.66%, respectively, and in the sample CD30 were 32.58% and 4.94%, respectively, and in the sample MD50 were 30.43% and 8.21%, respectively.
The results of precipitate distribution analysis with MIP software performed on specimens undergoing T6 treatment were compared with the distribution of precipitates in specimens under thermomechanical treatment and are shown as a comparison in
Table 6. It can be seen that, firstly, in thermomechanical treatments, the distribution of Al
3(Sc,Zr) and MgZn
2 precipitates has become more uniform than T6 heat treatment and also the volume fraction of precipitates has increased. The volume percentage of Al
3(Sc,Zr) has increased from 0.38% in T6 treatment to 8.2% in sample MD50 and the volume percentage of MgZn
2 from 7.67% to 33%. Secondly, with increasing the deformation, the volume fraction of precipitates in the microstructure has increased. As mentioned, the increase in precipitate nucleation sites and the less energy required for nucleation due to thermomechanical treatments is the reason for the increase in precipitate in the microstructure and their uniform distribution.
In order to more accurately study microstructure in the specimens under thermomechanical treatment, the specimen with the highest volume fraction of precipitates (sample MD50) was selected and its microstructure was investigated by TEM. The TEM micrograph of this specimen is shown in
Figure 11. According to
Figure 11, there are two types of precipitates in the microstructure with rod and spherical morphology. Some of the spherical particles are shown with 5–20 nm diameters (orange arrows) and rod-shaped particles with 20–40 nm diameters are shown with yellow arrows.
EDS analysis of particles with rod and spherical morphology is shown in
Figure S3. According to the given EDS analysis, the spherical particles in the microstructure are of Al
3(Sc,Zr) precipitates type and the rod particles are of MgZn
2 type. The diffracted pattern in
Figure 11 is related to an area of the Al matrix that is predominantly with spherical Al
3(Sc,Zr) precipitates and is taken in the region axis (011). Superlattice diffractions such as (100) in the selected area diffraction patterns (SADP) confirm the existence of these precipitates [
62].
3.4. Investigation of Mechanical Properties of the Alloys
The results of the tensile test of the specimens (UTS, QI, and elongation) and a comparison between the results of the present study with other studies are presented in
Table 7. As can be seen in both T6 and thermomechanical treatments, the QI values in the controlled quenching methods are higher than that in the conventional dissolution methods. The QI obtained from thermomechanical treatment is more than the T6 heat treatment. The higher QI in thermomechanical treatments is due to the increase in the volume fraction of Al
3(Sc,Zr) precipitates, their spherical morphology, and their uniform distribution throughout the structure, which leads to a simultaneous increase in tensile strength and elongation, resulting in increased QI. According to
Table 7, with only 0.1 Sc, good elongation and strength and high QI were obtained. However, in studies reported with higher Sc values, this simultaneous increase in elongation and strength has not been achieved.
Table 7.
Tensile properties of alloys and comparison between the results of the present study with other studies.
Table 7.
Tensile properties of alloys and comparison between the results of the present study with other studies.
| Alloy | | | %el | QI (MPa) | Ref. |
|---|
| MD30 | 514 | 560 | 16 | 745 | This work |
| MD50 | 552 | 579 | 14 | 750.92 | This work |
| CD30 | 599 | 611 | 10 | 750 | This work |
| CD50 | 595 | 612 | 9.5 | 760 | This work |
| Al-Zn-Mg-Cu-0.1Sc-0.1Zr (Age hardening with controlled quenching) | 587 | 600.47 | 10 | 740 | This work |
| Al-Zn-Mg-Cu-0.1Sc-0.1Zr (Conventional T6) | 472.15 | 498.7 | 8 | 641 | This work |
| Al-5.41Zn-1.98Mg-0.33Cu-0.25Sc-0.1Zr (T6) | 524 | 555 | 12.3 | 718 | [64] |
| Al-Zn-Mg-Mn-0.1Sc (T6) | 400 | - | 13 | 567 | [65] |
| 7075-0.25Sc-0.15Zr (T6) | 626 | 568 | 10 | 770 | [27] |
| Al-Zn-Mg-Cu-0.2Sc-0.4Zr (T6) | 667 | 627 | 10 | 818 | [39] |
| 7075 (T6) | 371 | - | 12 | 531 | [66] |
The results show that the tensile strength of the alloy containing 0.1%Sc with thermomechanical and ageing treatments has increased by 25% compared to the alloy under T6 treatment, so that the tensile strength of the alloy has increased from 490 MPa to 620 MPa. This is while the rate of elongation has increased. However, ductility is expected to decrease with increasing strength. While with thermomechanical treatments, in addition to increasing strength, ductility has also increased compared to T6 treatments. It can also be seen that, with controlled quenching thermomechanical treatments, the ductility increased to 16% while the tensile strength decreased by only 10% compared to thermomechanical treatments with conventional dissolution. In fact, there is a 10% decrease in strength and 50% increase in ductility in thermomechanical treatments with modified quenching compared to thermomechanical treatments with conventional dissolution. This change in tensile strength and ductility relative to the alloy with T6 treatment is 20% and 70%, respectively. In the thermomechanical treatment, after the dissolution, the rolling was performed at 100 °C temperature in successive passes. Since this temperature is the recovery temperature of the alloy, so after each rolling pass, remaining at 100 °C helps to recover the effects of dislocations and increases ductility, and on the other hand, the energy required for precipitate nucleation is provided and the number of precipitate nucleation sites in the matrix increases. FESEM images show that a large number of precipitates are uniformly distributed in the matrix, so the main reason for increasing the strength of the specimens is strengthening with precipitates. These precipitates prevent dislocation movements. In fact, the size and distribution of precipitates and discontinuities of precipitates have a great effect on improving the mechanical properties of Al-Zn-Mg-Cu alloy [
67]. Simultaneous acquisition of strength and ductility in Al alloys is difficult [
31]. Improved ductility in specimens can be due to the reduction of dislocations during age hardening treatments, and the presence of nano-sized dispersoids in the aged specimens. Because the density of precipitates is high, more dislocations accumulate around the precipitates, causing a long-term tensile strain and increasing ductility [
62].
Precipitate distribution affects hardness, tensile strength and the failure mechanism. When the precipitates are small and well distributed, the strength and hardness are greater than when the precipitates are large. Therefore, in order to achieve high hardness and strength, heat treatment should be done in such a way that fine precipitates are created with uniform distribution in the structure [
68,
69,
70]. In the present study, Al
3(Sc,Zr) precipitates are small with a uniform distribution among MgZn
2 precipitates. The morphology and distribution of these phases play an essential role in the performance of the alloy [
34]. Small spherical homogeneous dispersoids improve plasticity. These particles and phases participate in strengthening processes [
35]. Therefore, the interaction between dislocations and precipitates increases the mechanical properties obtained in thermomechanical treatments [
55]. It has been shown that thermomechanical treatments greatly affect the mechanical properties and microstructure of Al alloys [
36]. Therefore, by performing thermomechanical treatments, tensile strength and elongation can be increased simultaneously [
38].
3.5. Investigation of Fracture Cross-Section
Fracture is often the end point of deformation processes. Therefore, fracture surfaces can indicate the deformation processes to which matter has been exposed [
39]. The mechanical properties of materials directly depend on their fracture mechanism, especially on the processes of crack growth and microscopic fracture. Therefore, qualitative fracture study has a fundamental role in materials research. FESEM has been used for this purpose. FESEM images of the fracture surfaces of the specimens under thermomechanical treatment, on which the tensile test was performed, are shown in
Figure 12.
The volume fraction of precipitates at the fracture surface and the average size and the percentage of dimples at the fracture surface, which determine the type of fracture, are analyzed using MIP software and their comparison results are presented in
Table 8.
At the fracture surface of the samples, a large number of fine dimples are observed. The type of fracture indicates the inter-connection of micro-cavities whose formation, growth and their inter-connection are the dominant phenomena in the fracture mechanism [
40]. The size of dimples in the specimen with less deformation (30%) is smaller than the specimen with more deformation. Fracture surfaces have dimples that are characteristic of ductile fracture. The results of MIP analysis also show that, in thermomechanical treatments with controlled quenching, there are more uniform dimples in terms of size. According to
Table 8, with increasing the deformation rate, the size of the dimples has become larger, which can be due to more deformation during thermomechanical treatments. However, in general, it is observed that the percentage of dimples in the fracture surface of samples under thermomechanical treatment is higher than the sample under T6 with conventional dissolution and there is more ductility in samples under thermomechanical treatment than conventional T6 heat treatment and therefore a more ductile fracture. Additionally, in samples undergoing thermomechanical treatment with controlled quenching, the size of the dimples is smaller than the samples under thermomechanical treatment with conventional dissolution. Many microcracks start from these large dimples. The formation of fine Al
3(Sc,Zr) precipitates in aged alloys can create suitable areas for crack nucleation. The fracture surface of the specimens shows that the predominant fracture phenomenon is a semi-ductile fracture and some brittle fracture is also seen in the fracture surfaces.
As can be seen in the fracture surface images of the specimens, a large number of nanometer-sized Al
3(Sc,Zr) dispersoids are present in the fracture surface. The presence of these nano precipitates at the fracture surface may indicate that the probable mechanism of fracture in these specimens is the Orowan mechanism. Other research has shown that the mechanism of Al
3Sc nano-sized precipitate strengthening is the Orowan mechanism (dislocation bypassing behavior) [
71,
72,
73]. The joining of dimples together during tensile deformation causes the formation of large cracks and eventually the fracture. As the strain increases, the new cavities become larger and the failure process progresses as these cavities join together. Joining cavities is an internal necking mechanism that often occurs at low to moderate stress levels [
74]. In the specimen with a higher percentage of deformation, the shape and size of the dimples become larger and a more compact dimple structure is created at the fracture surface. Nucleation and joining of cavities and dimples may lead to the growth of cracks along the grain boundaries.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













