



Alloying Elements Effect on the Recrystallization Process in Magnesium-Rich Aluminum Alloy


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
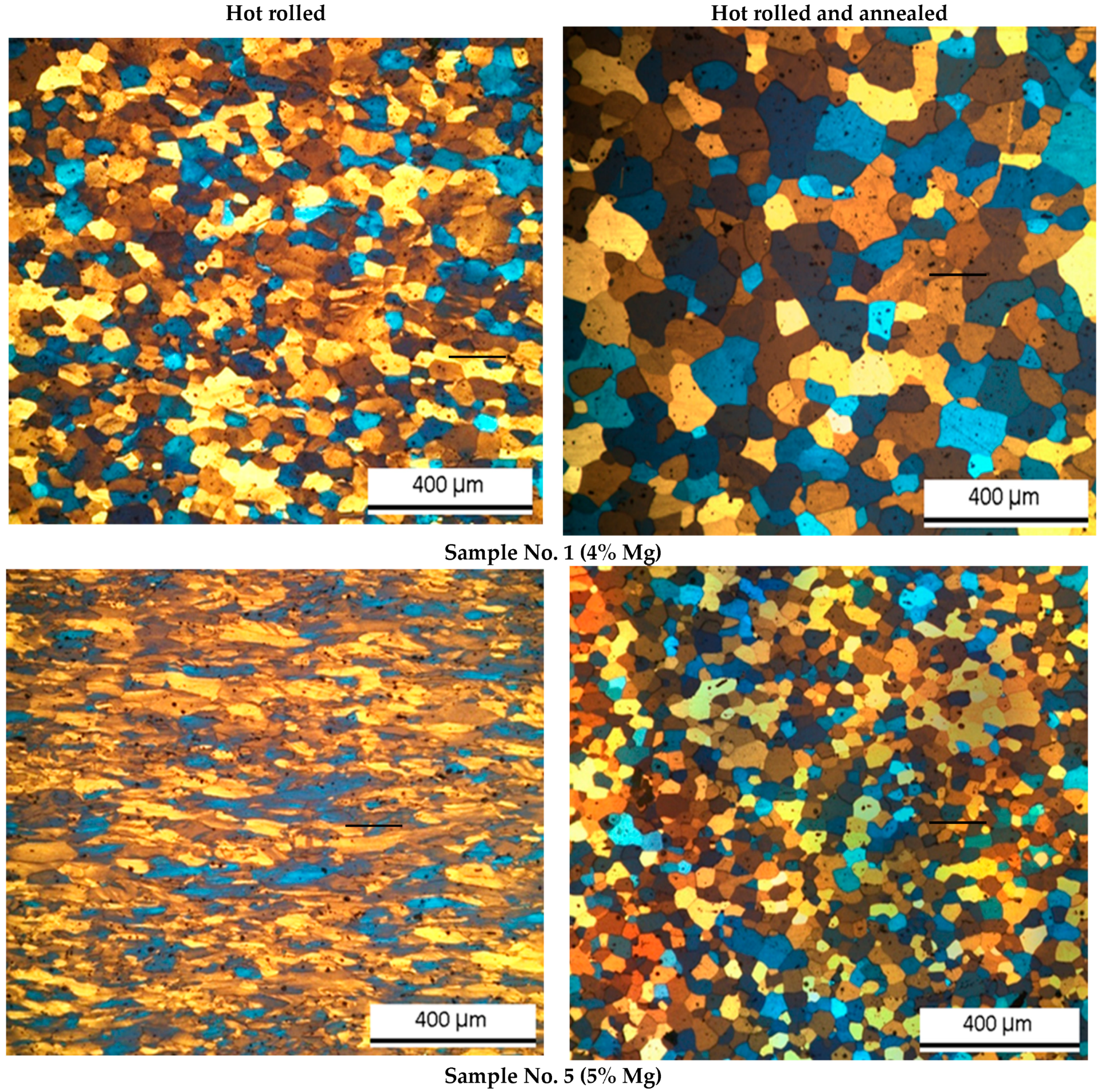
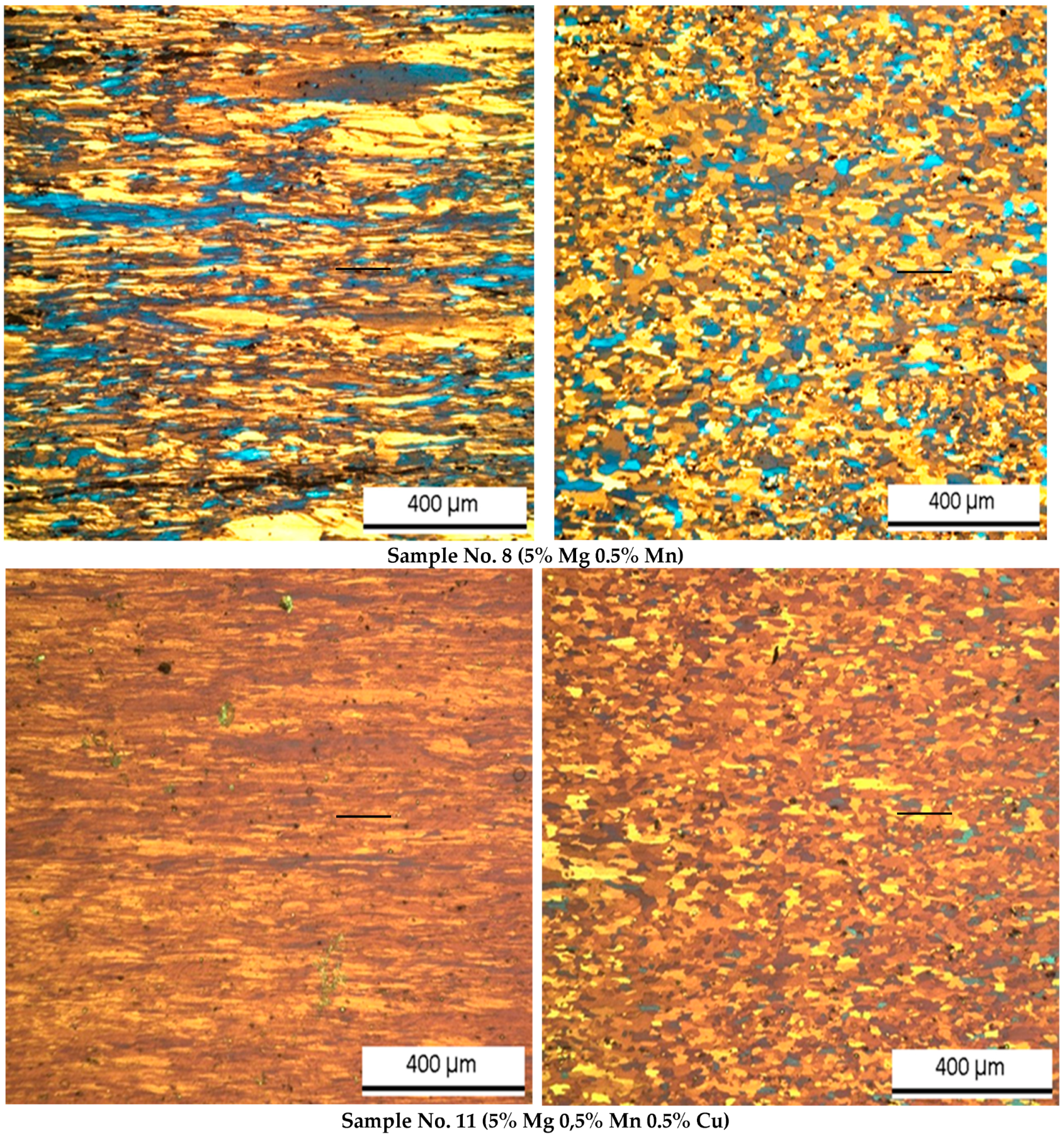
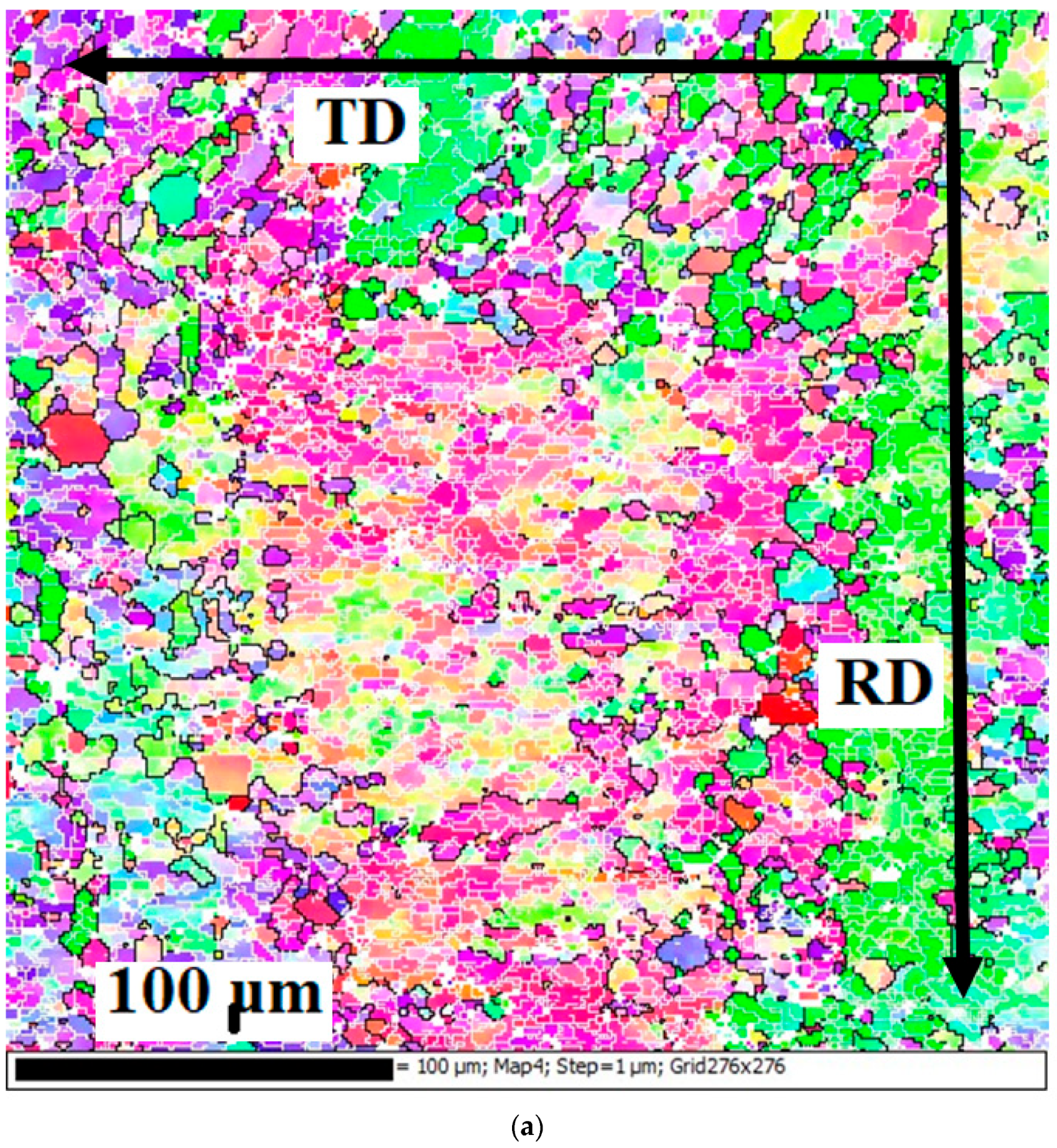
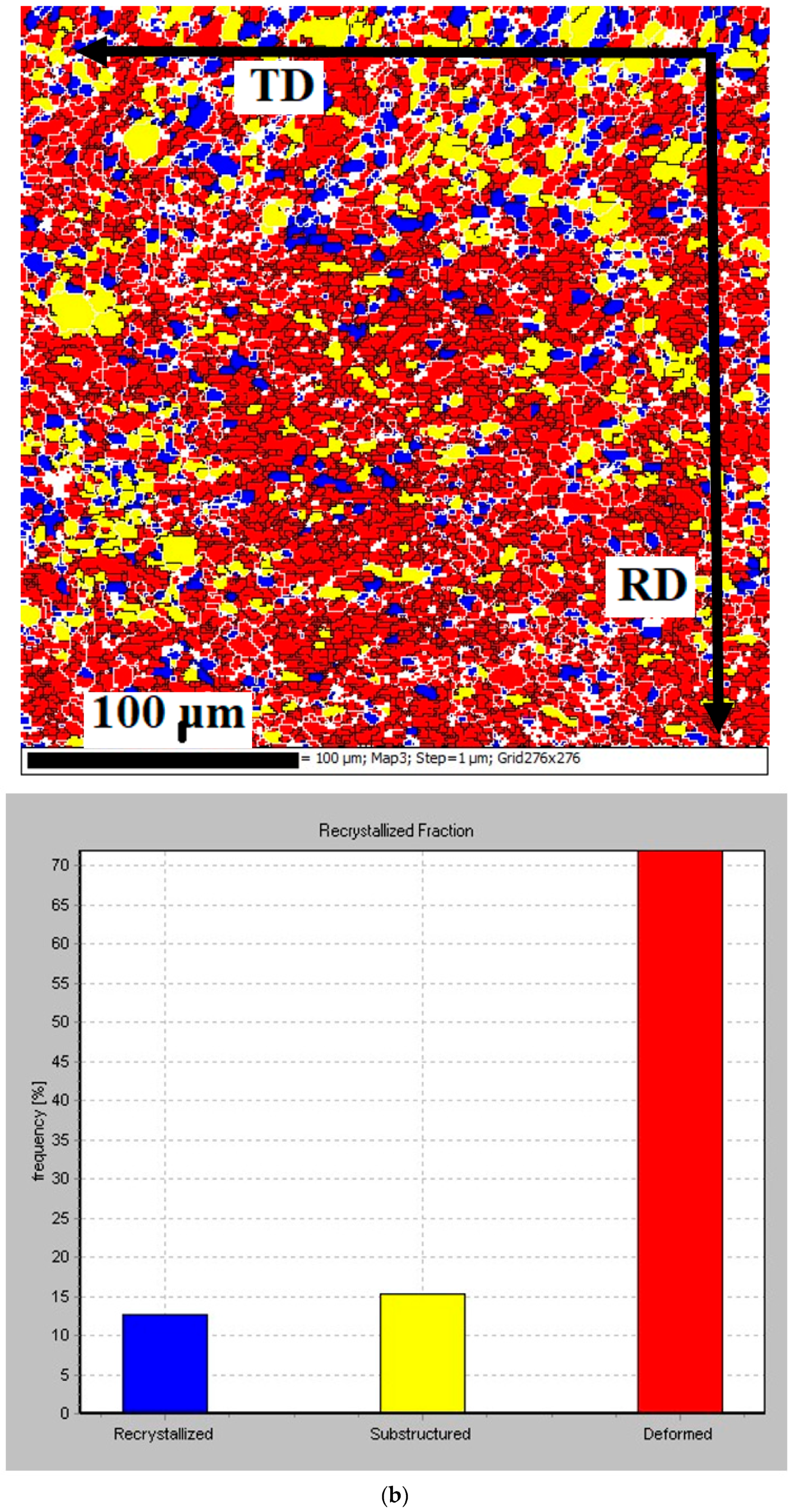
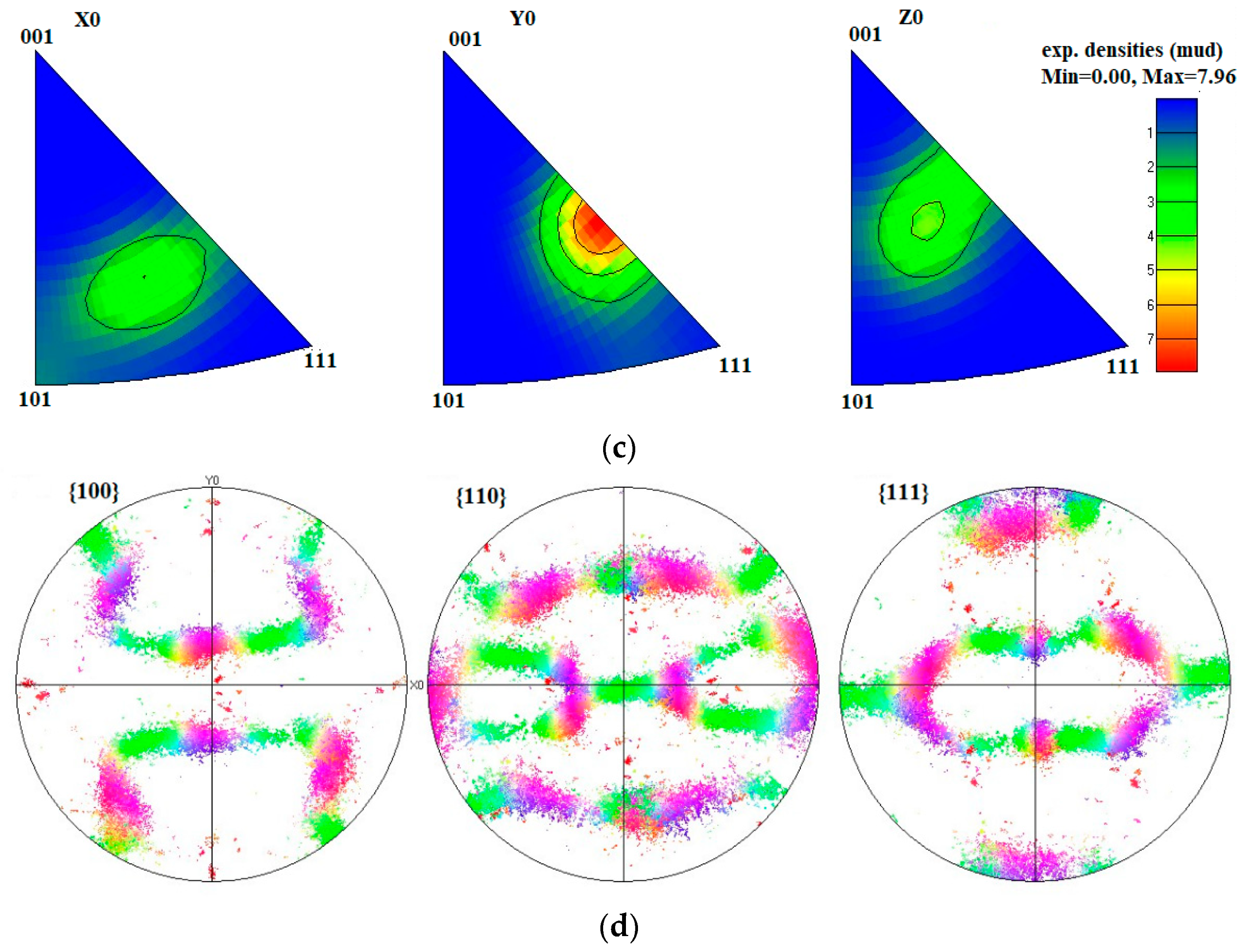
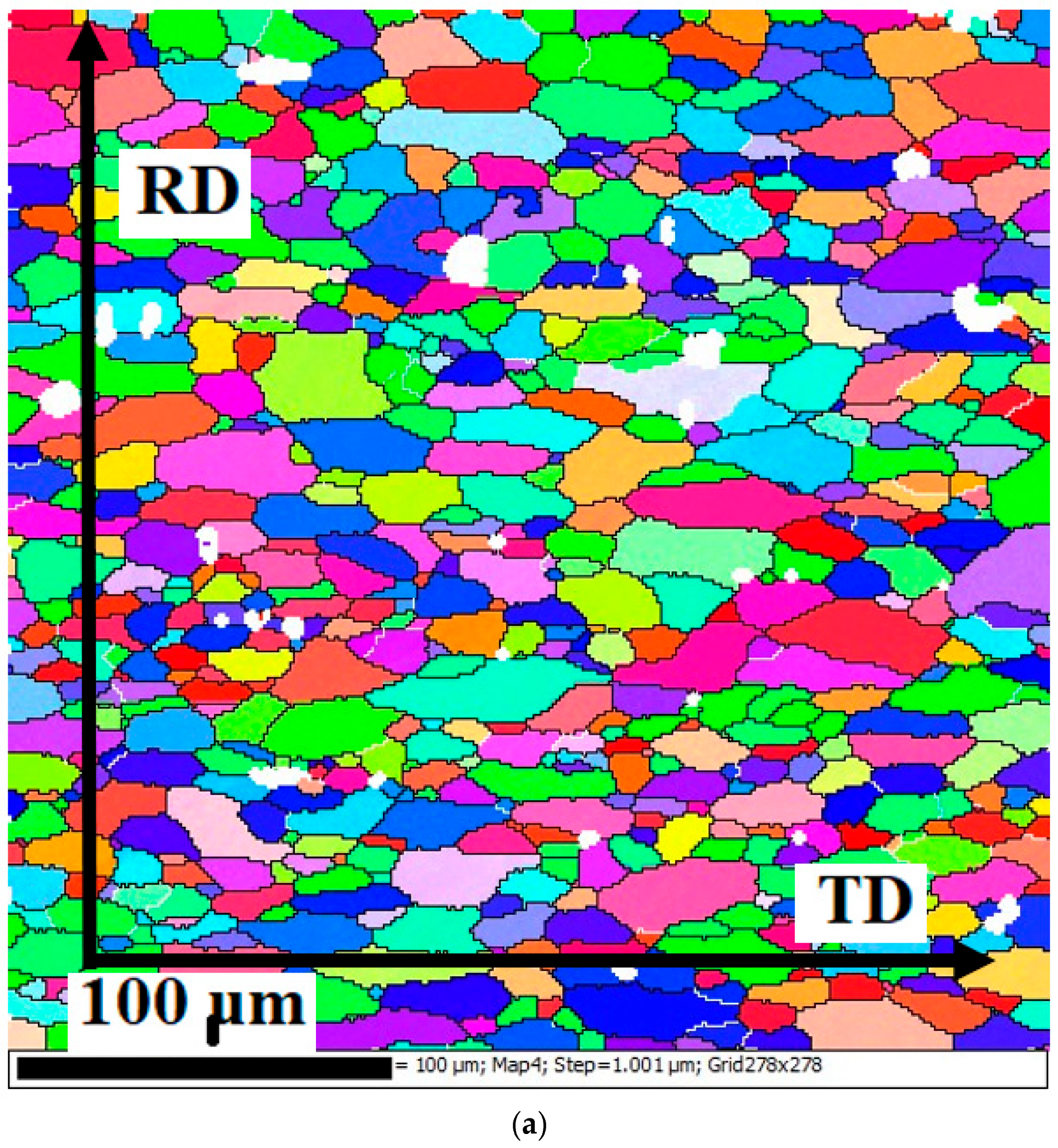
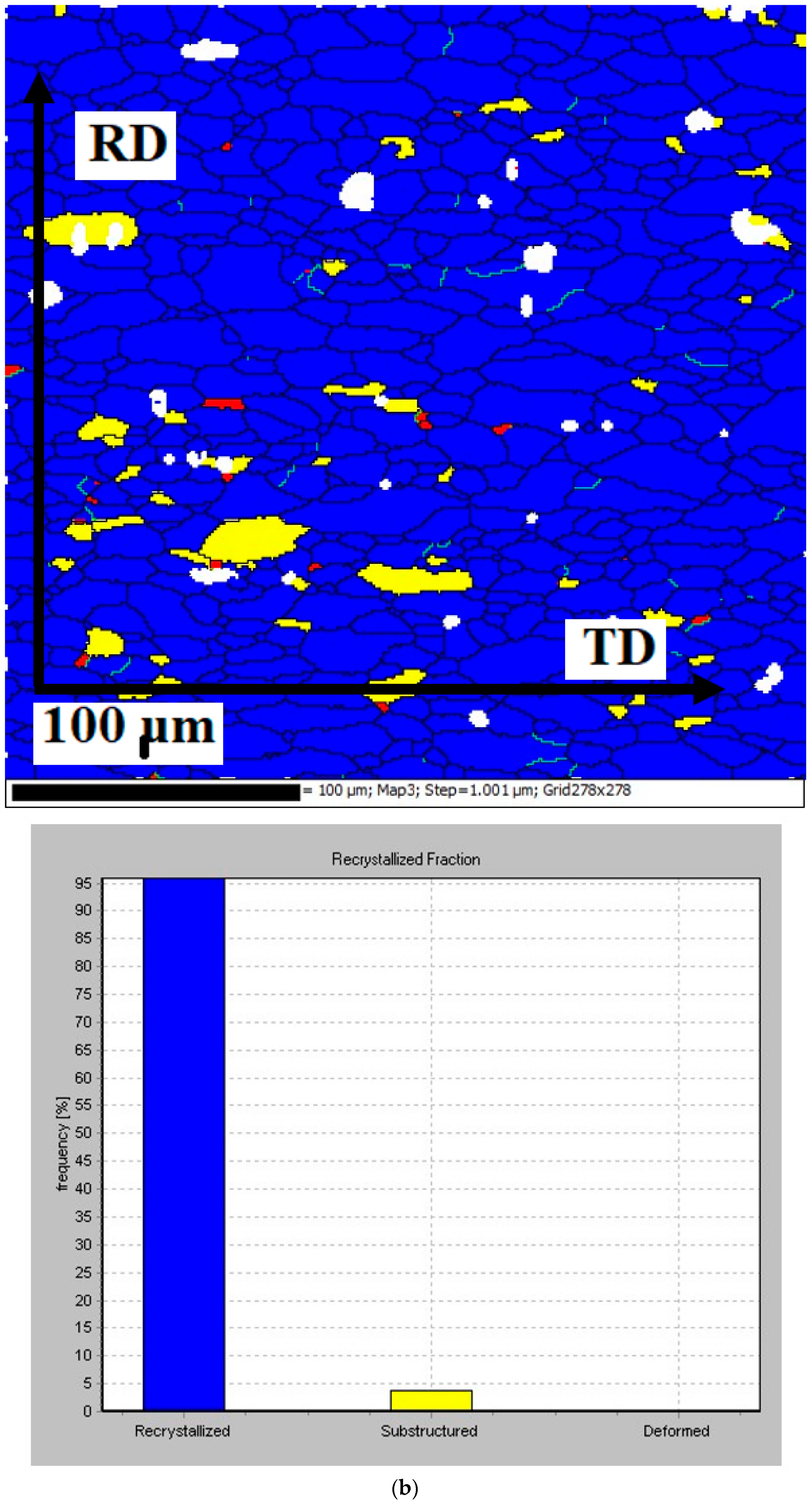
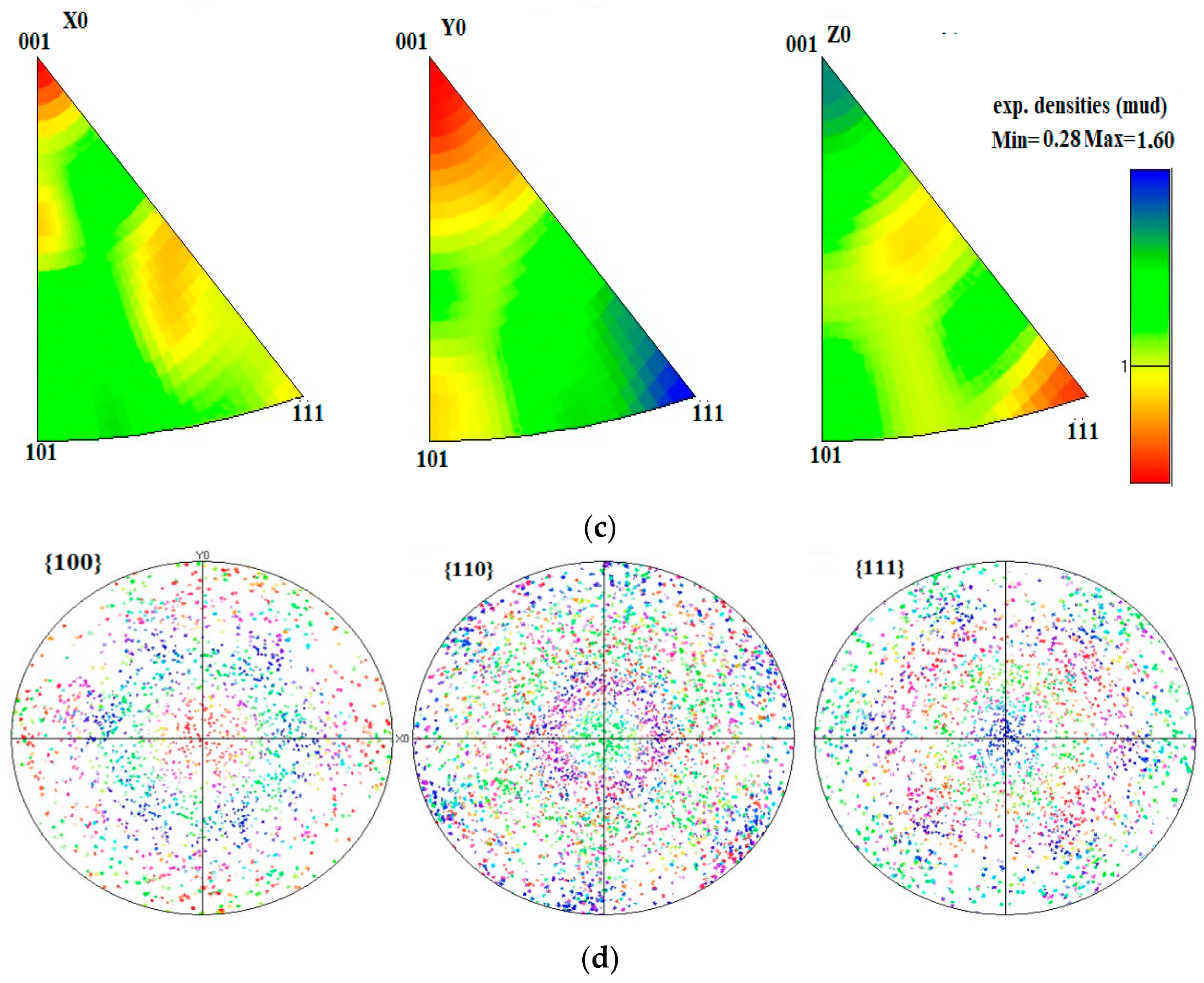
3.1. Grain Structure
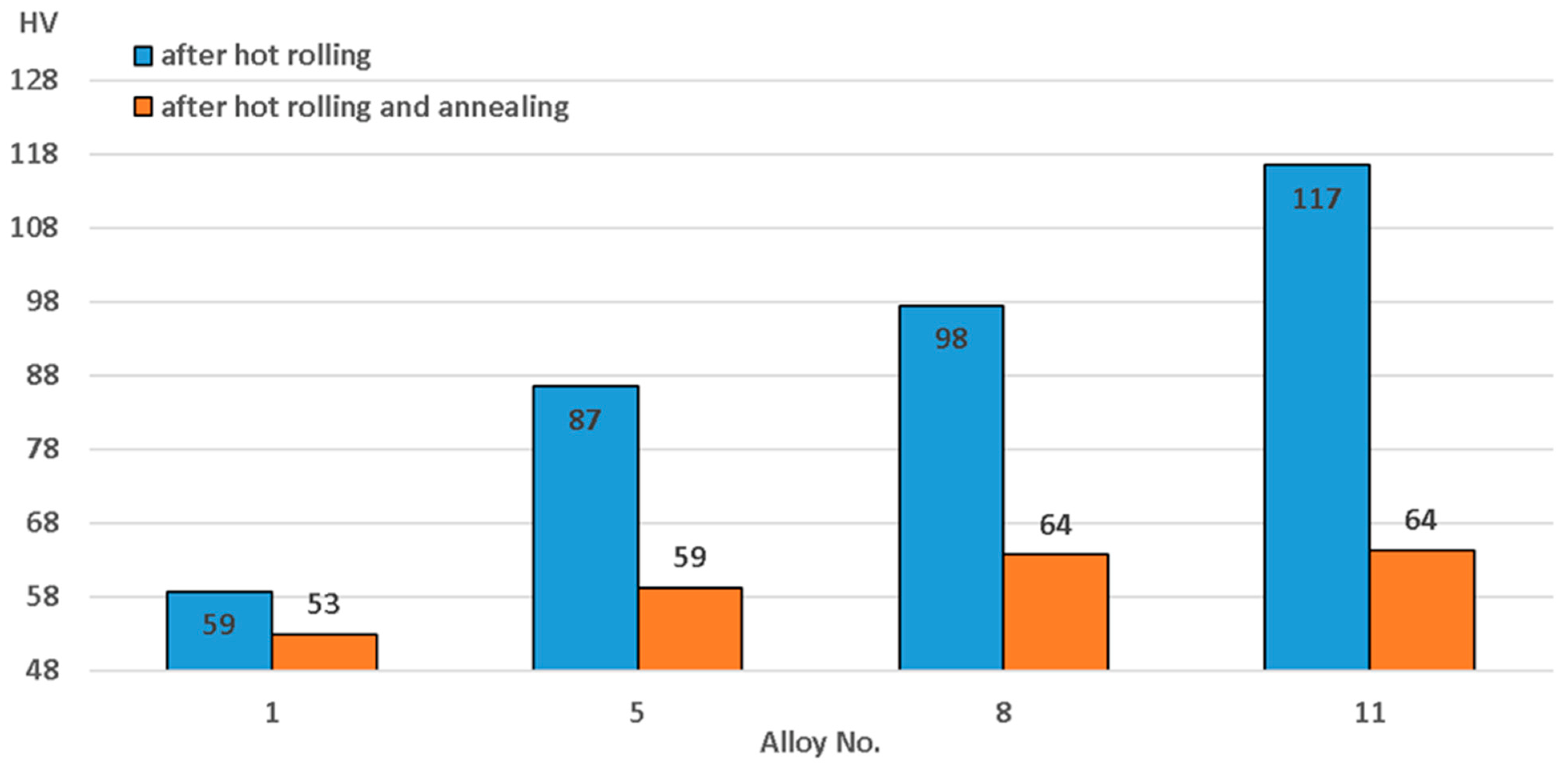
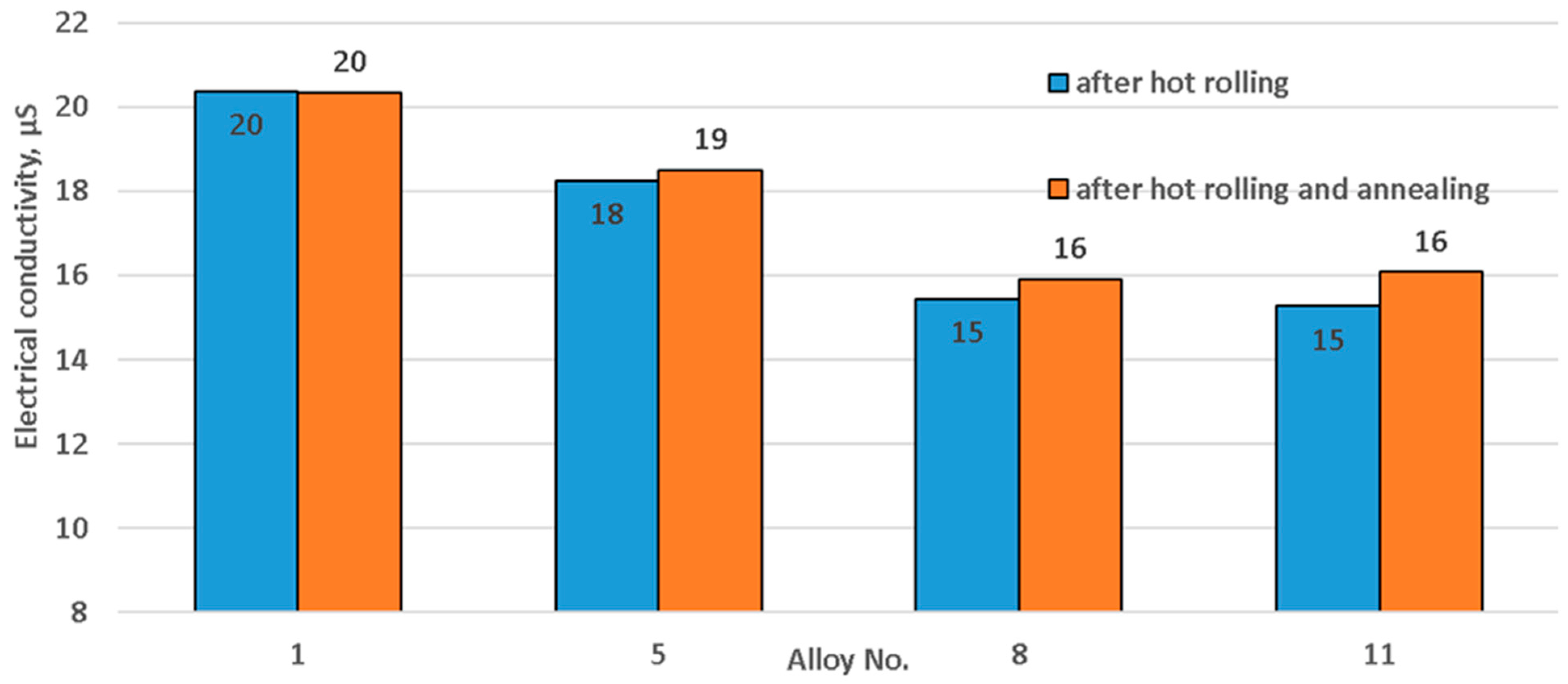
3.2. Micro-Hardness and Electrical Conductivity
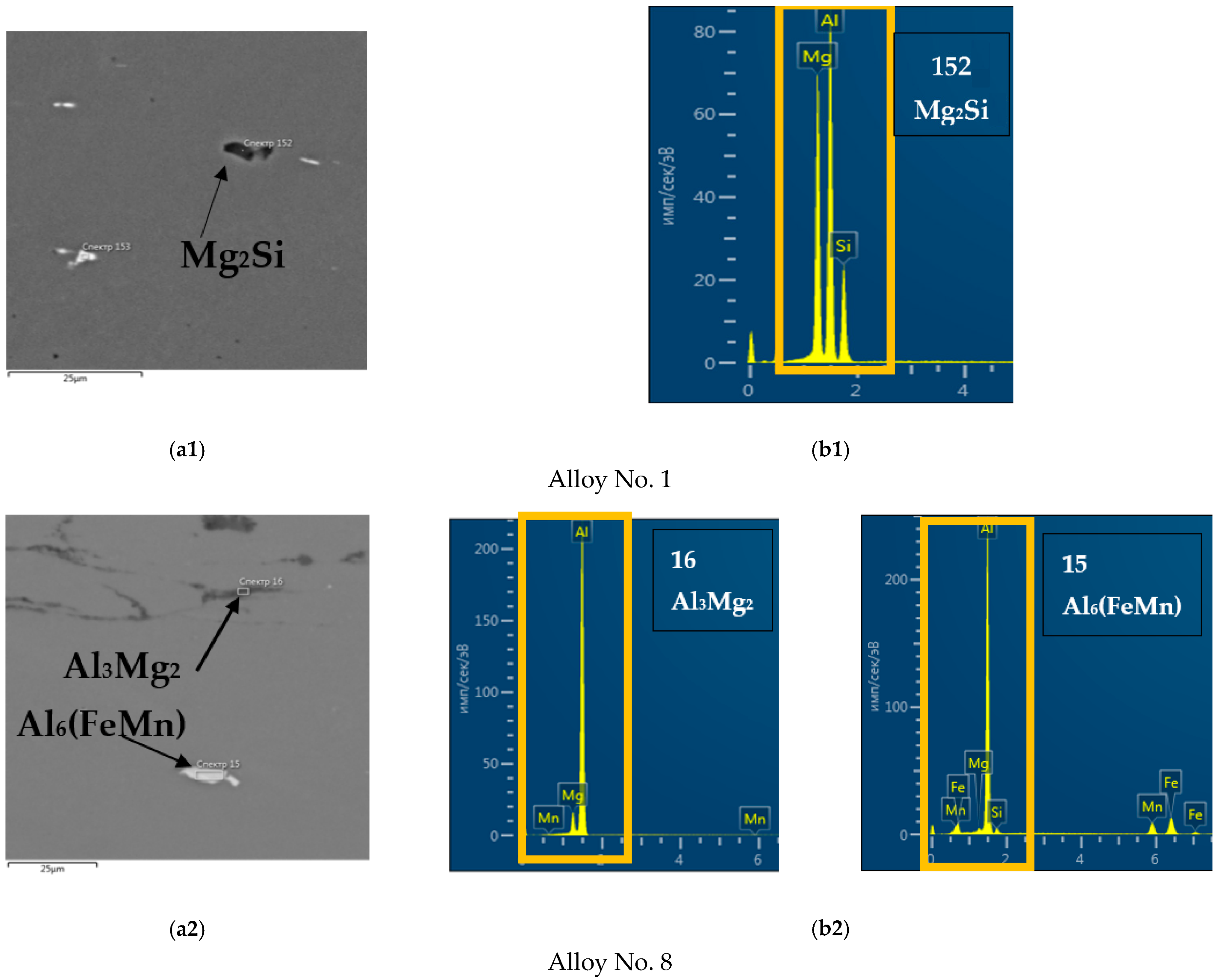
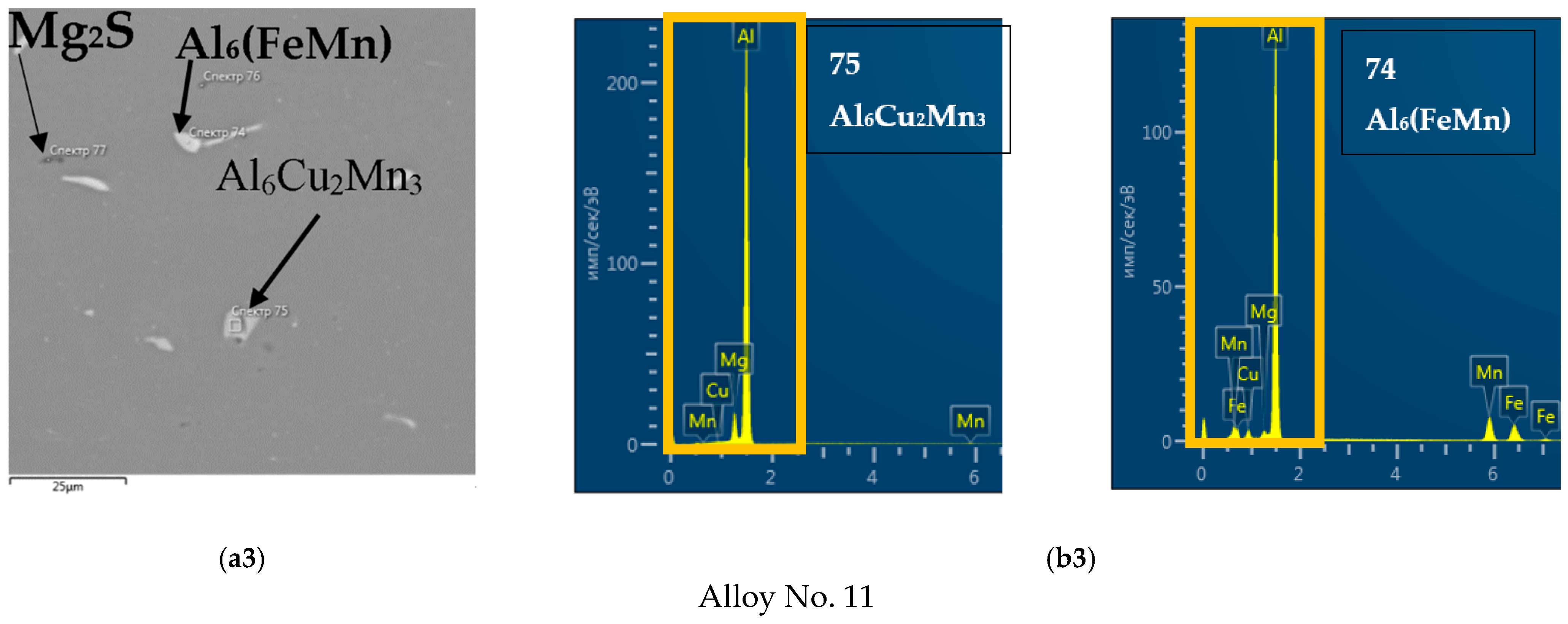
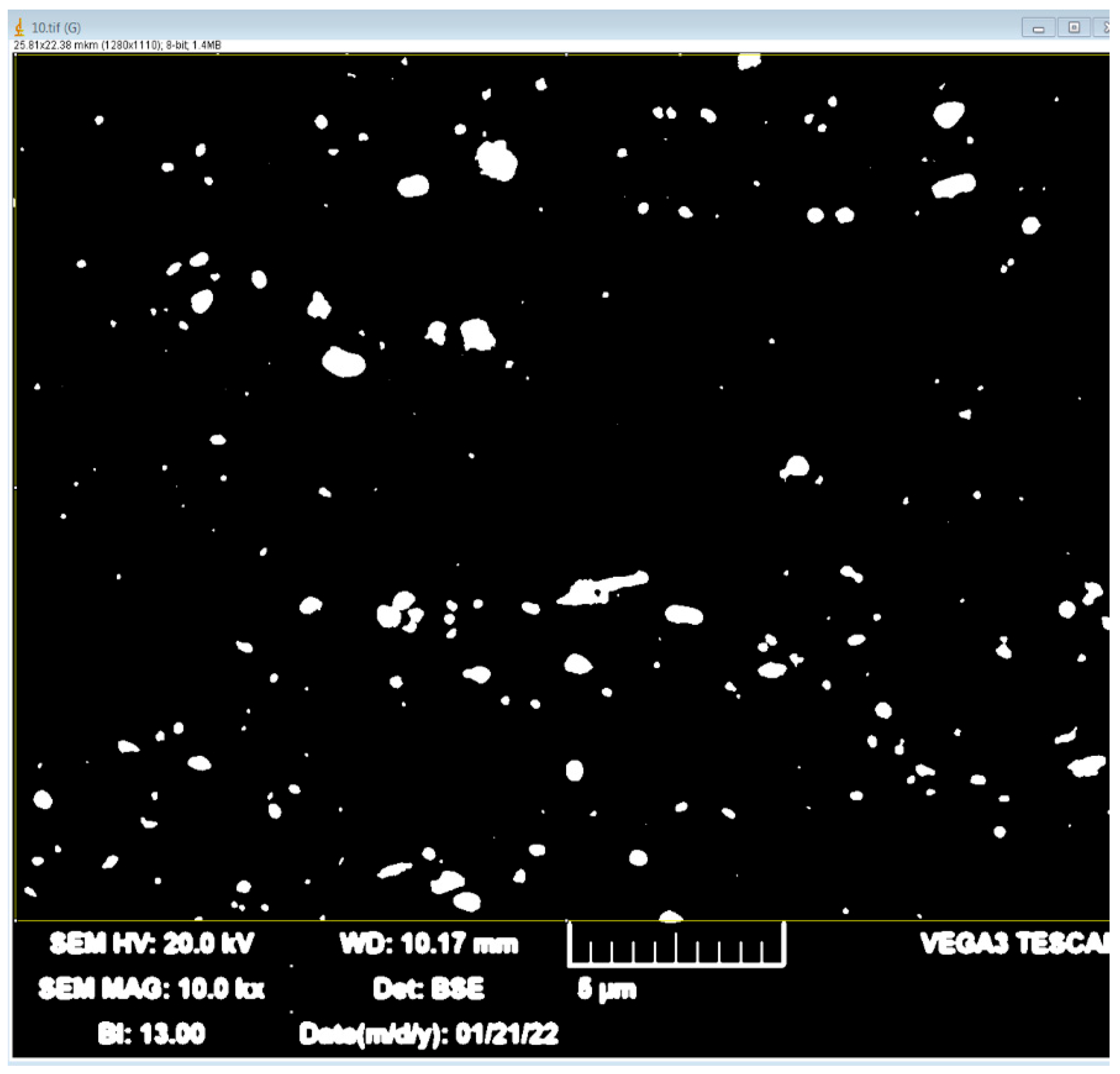
3.3. Coarse Intermetallic Particles Study Using Scanning Microscopy
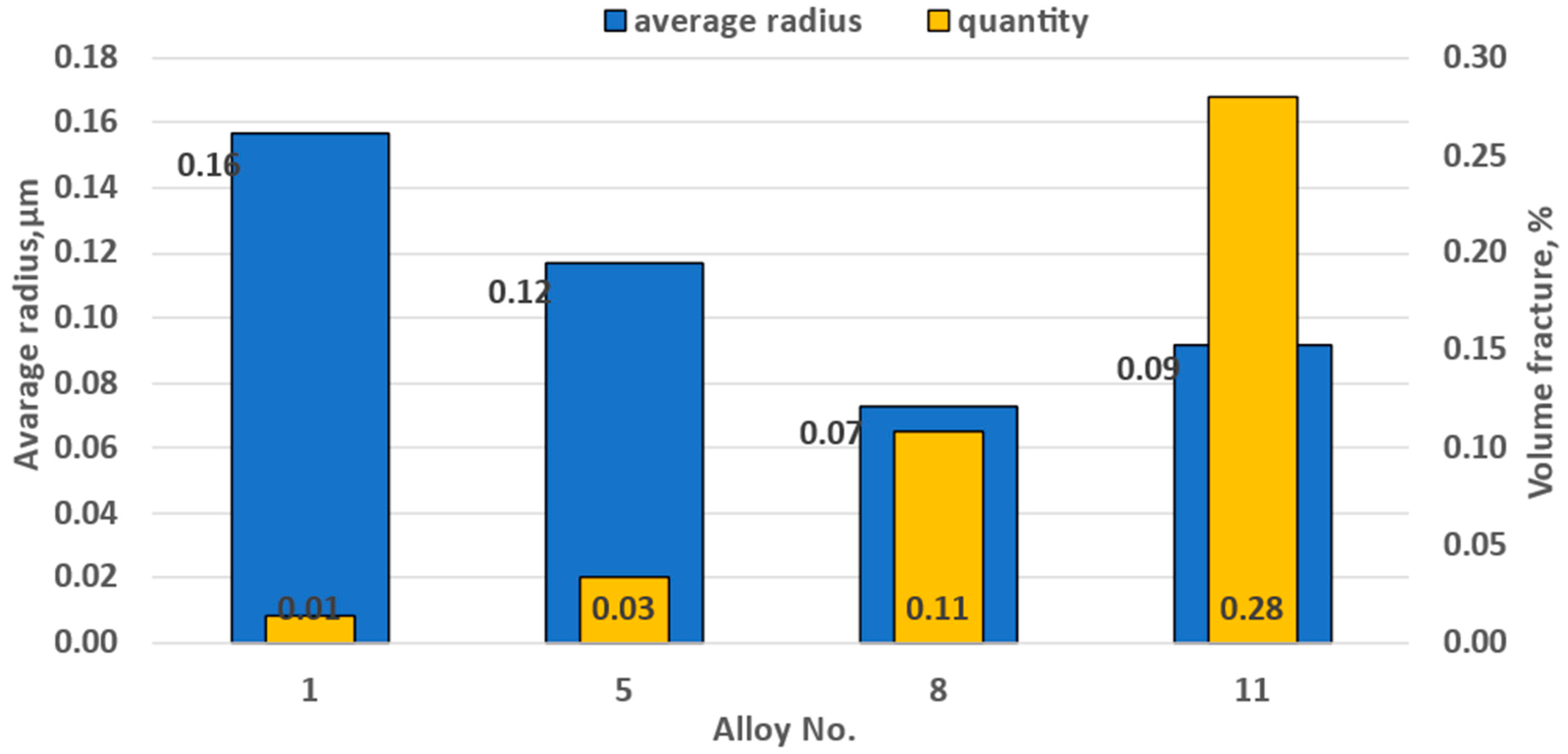
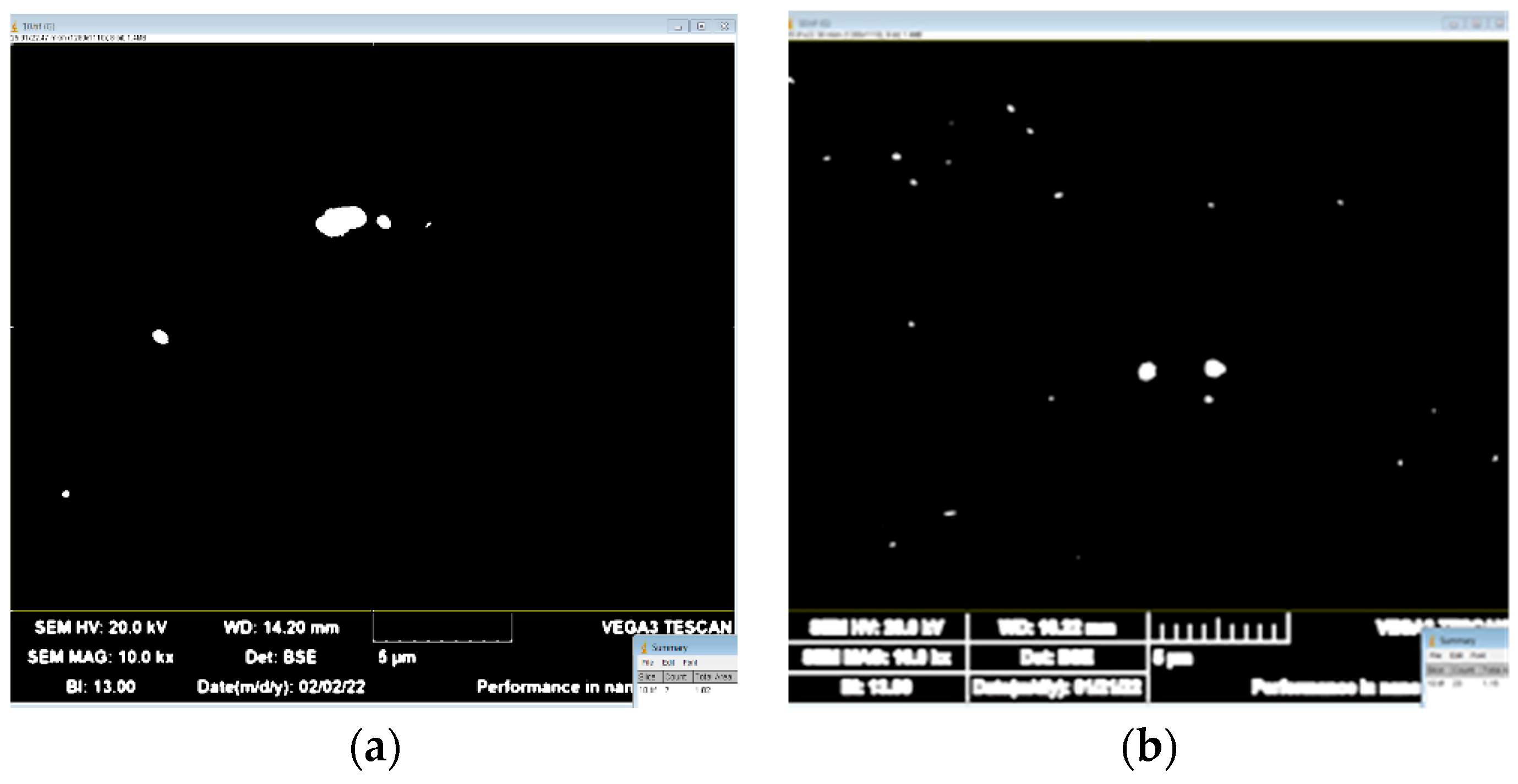
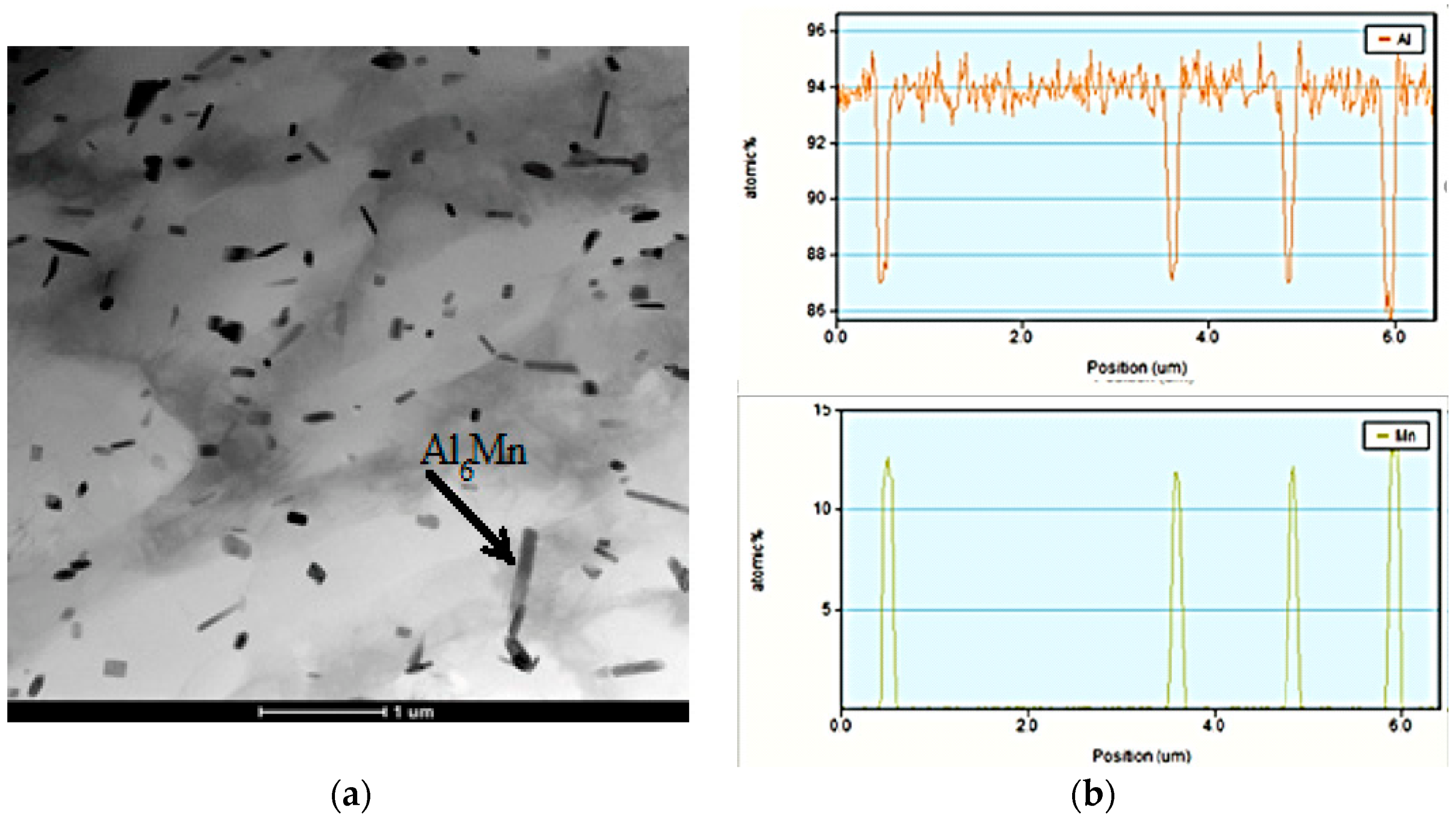
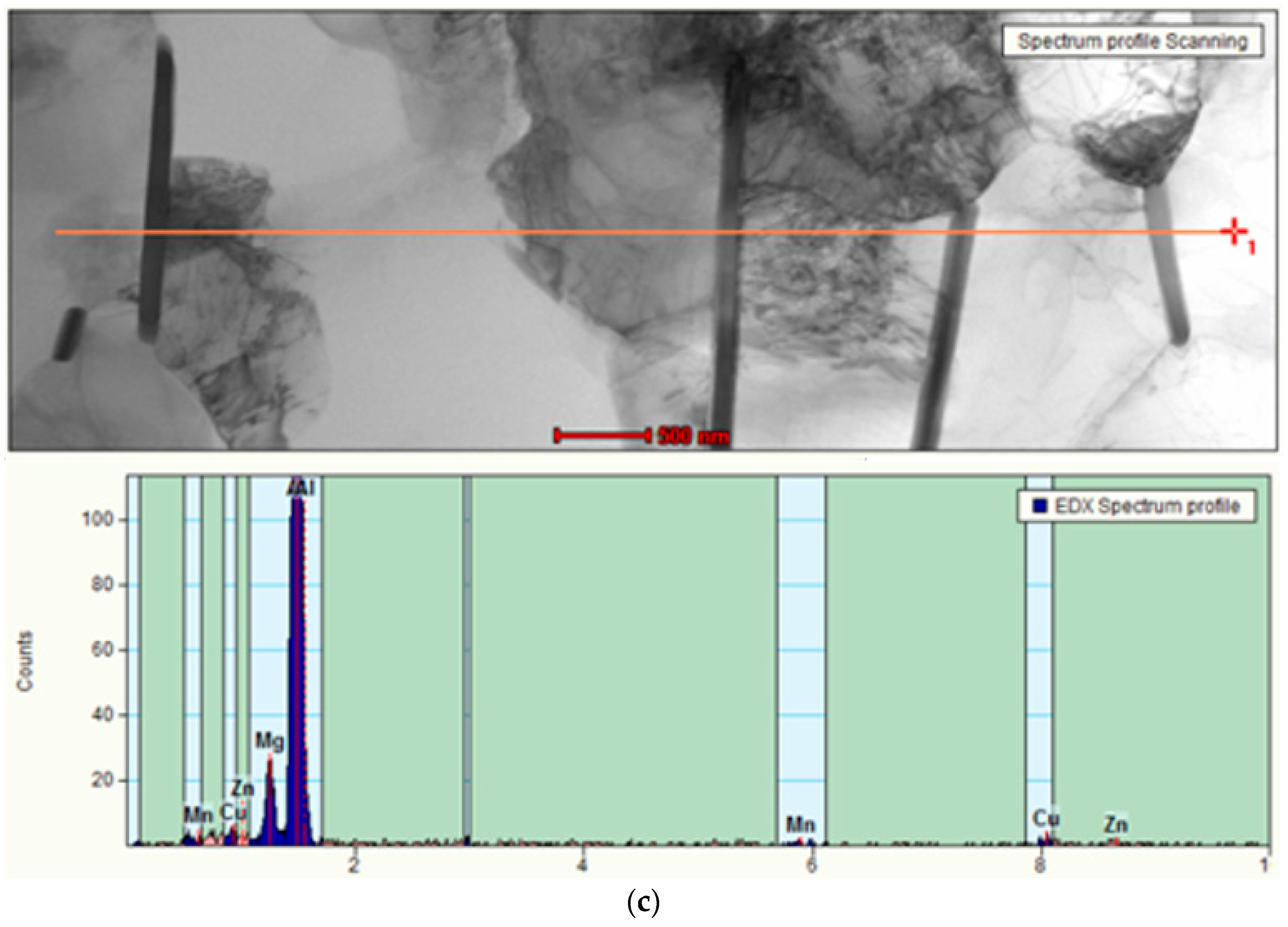
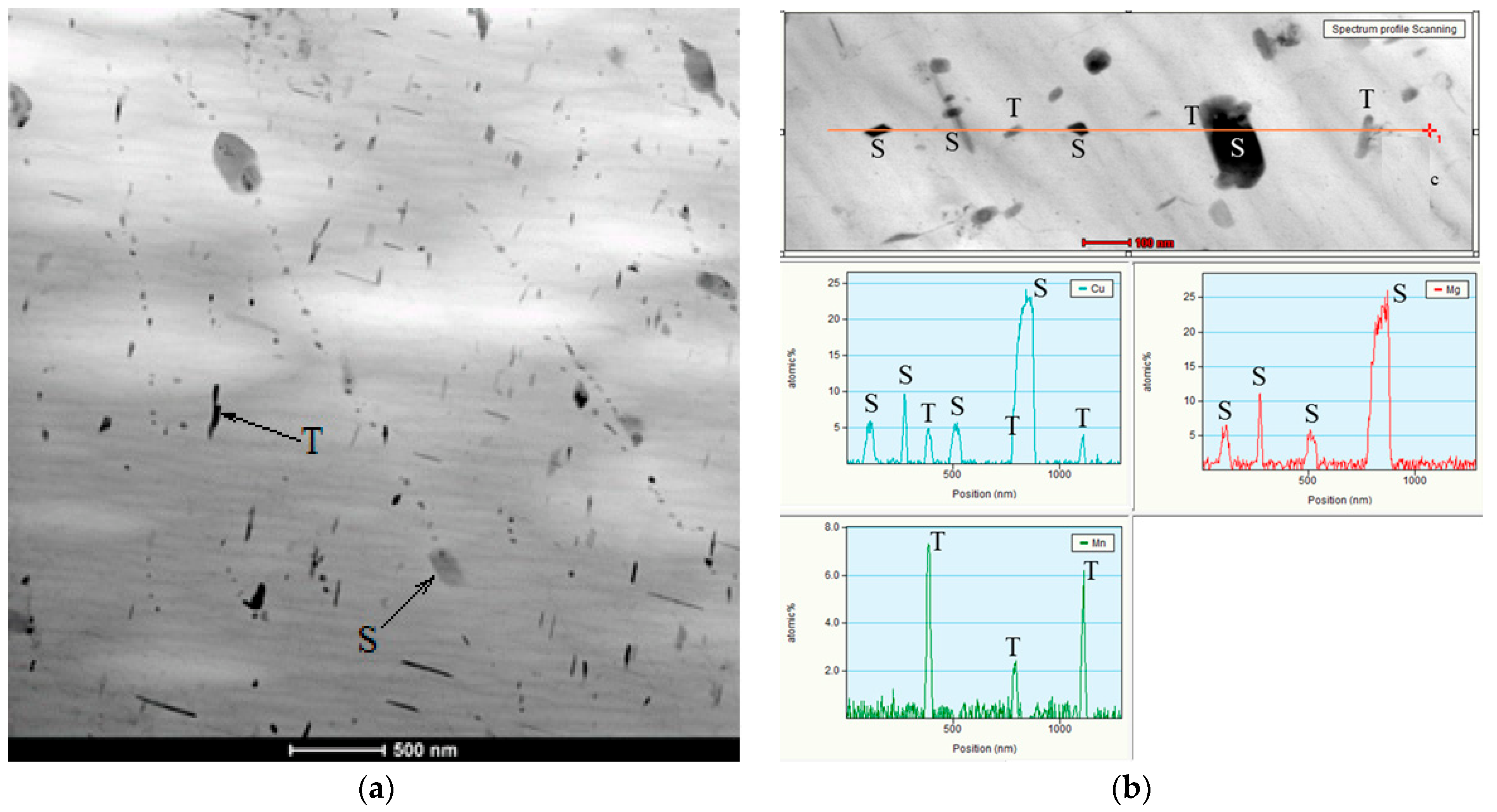
3.4. Fine Particle Studies using Scanning and Transmission Microscopy
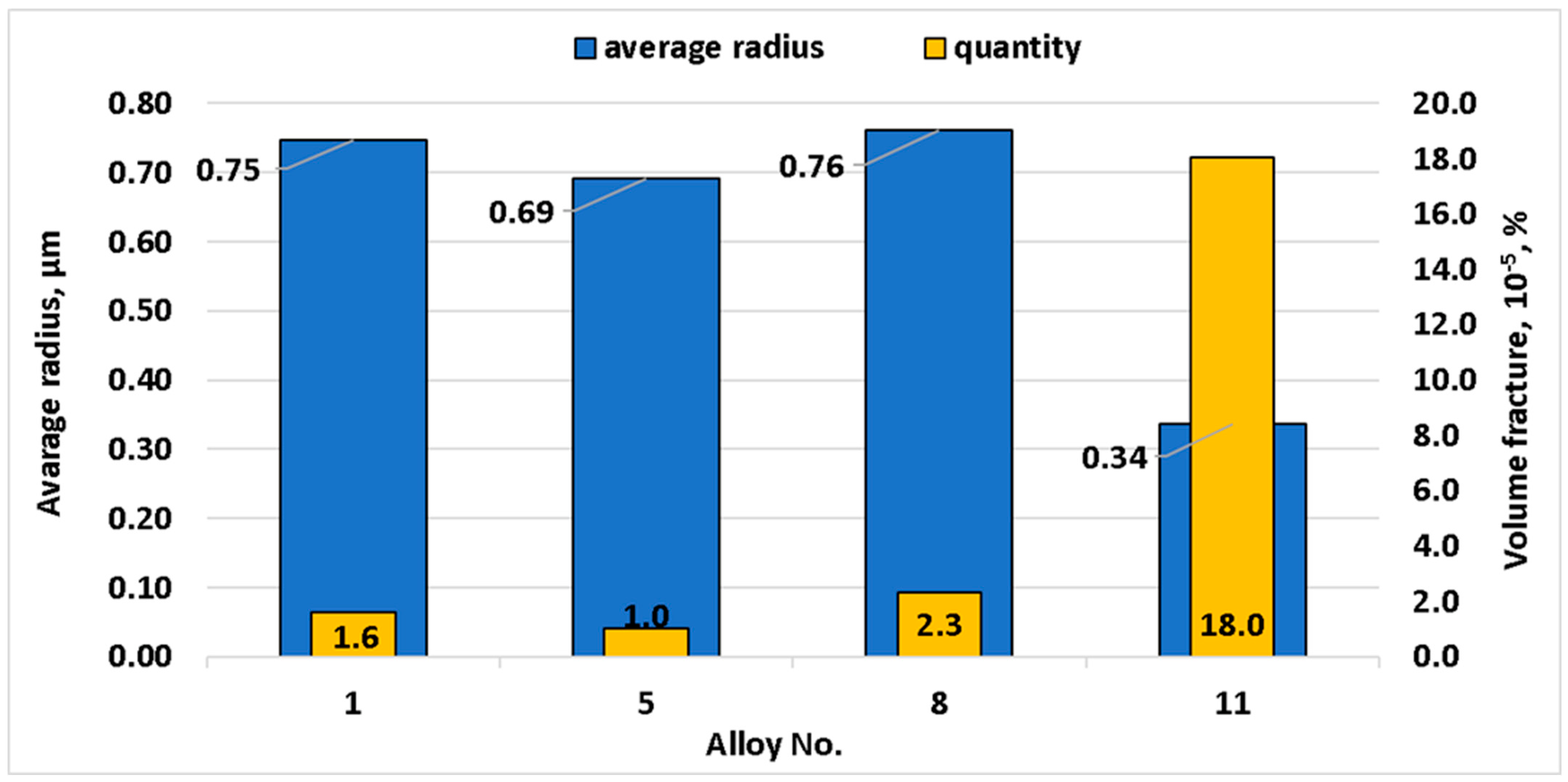
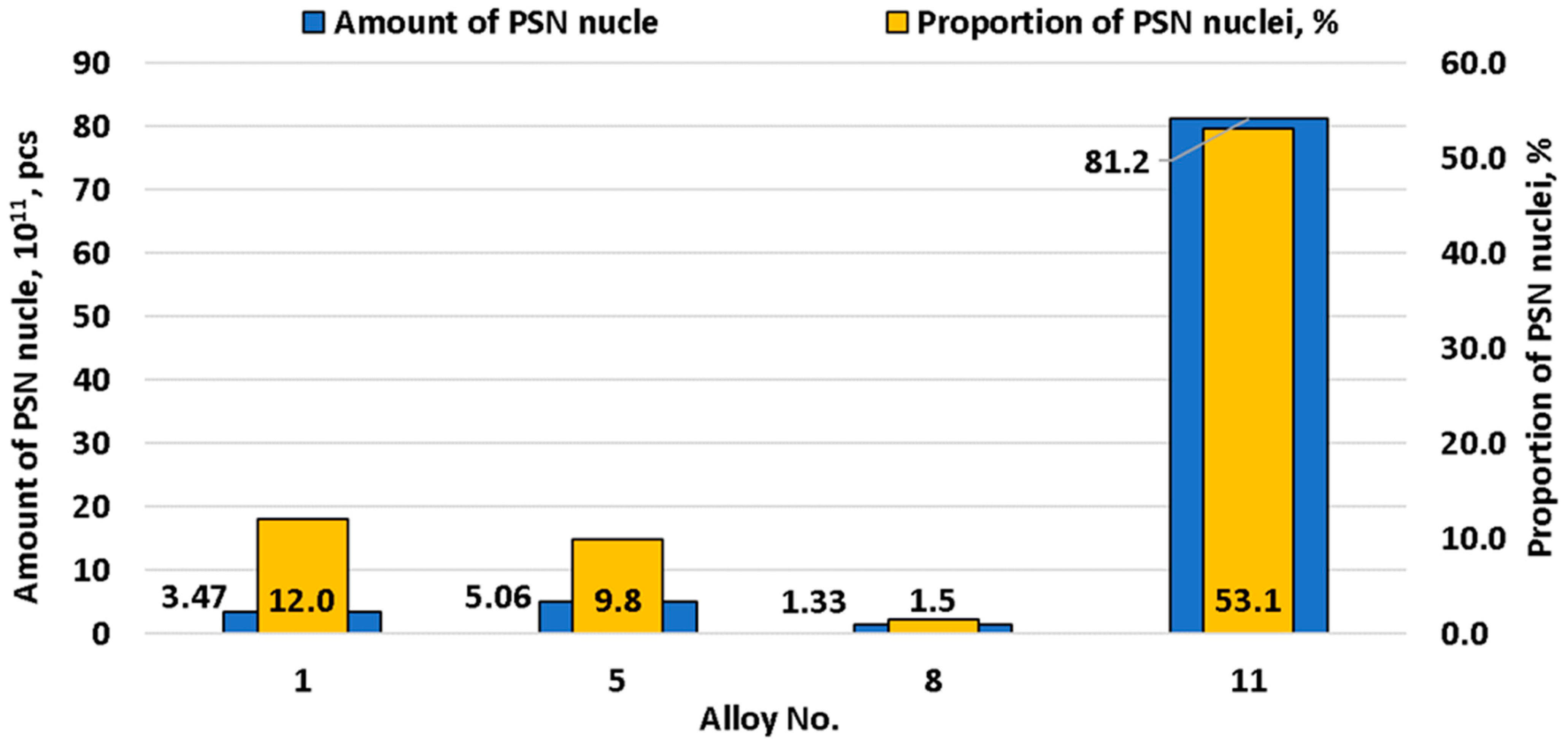
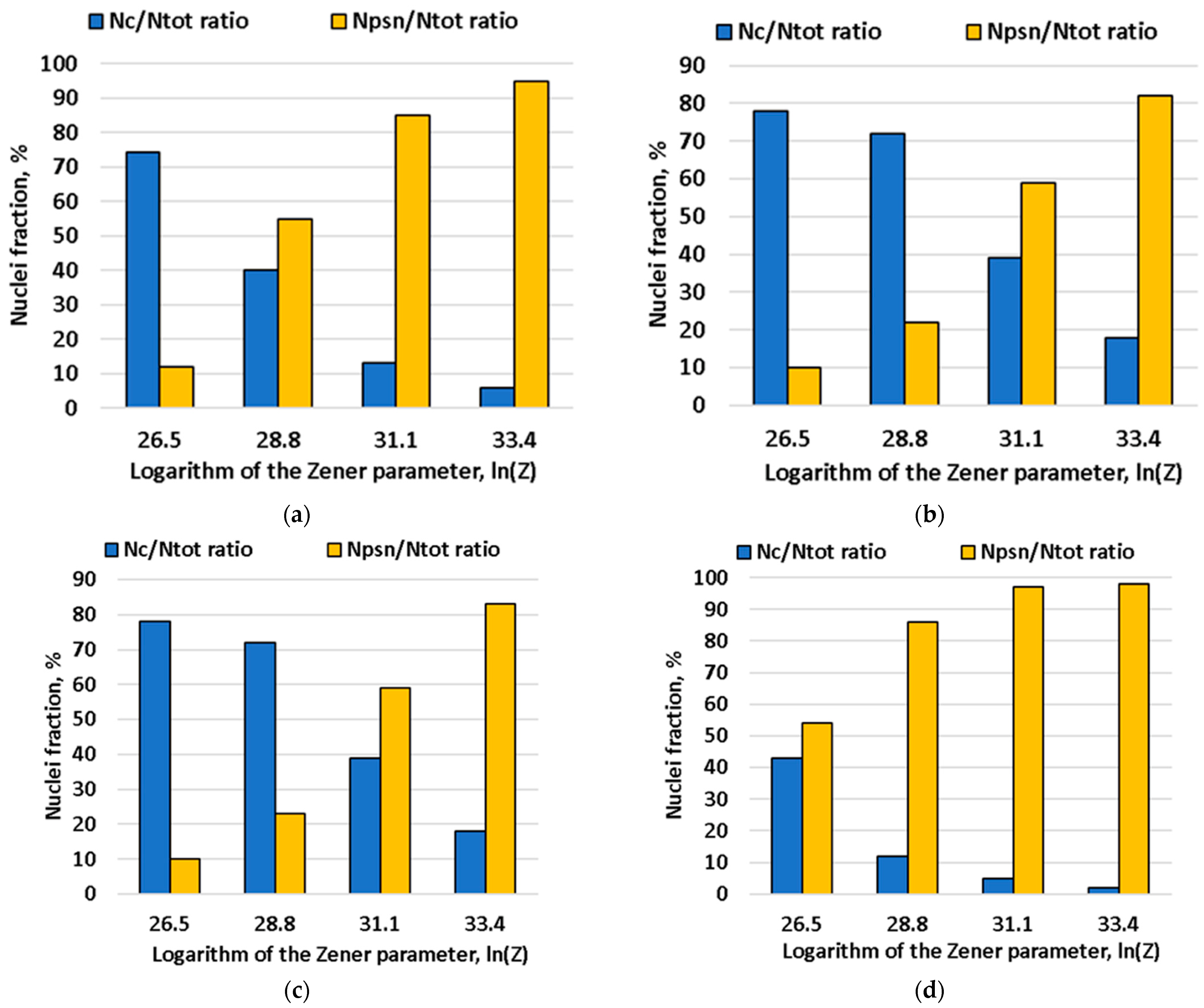
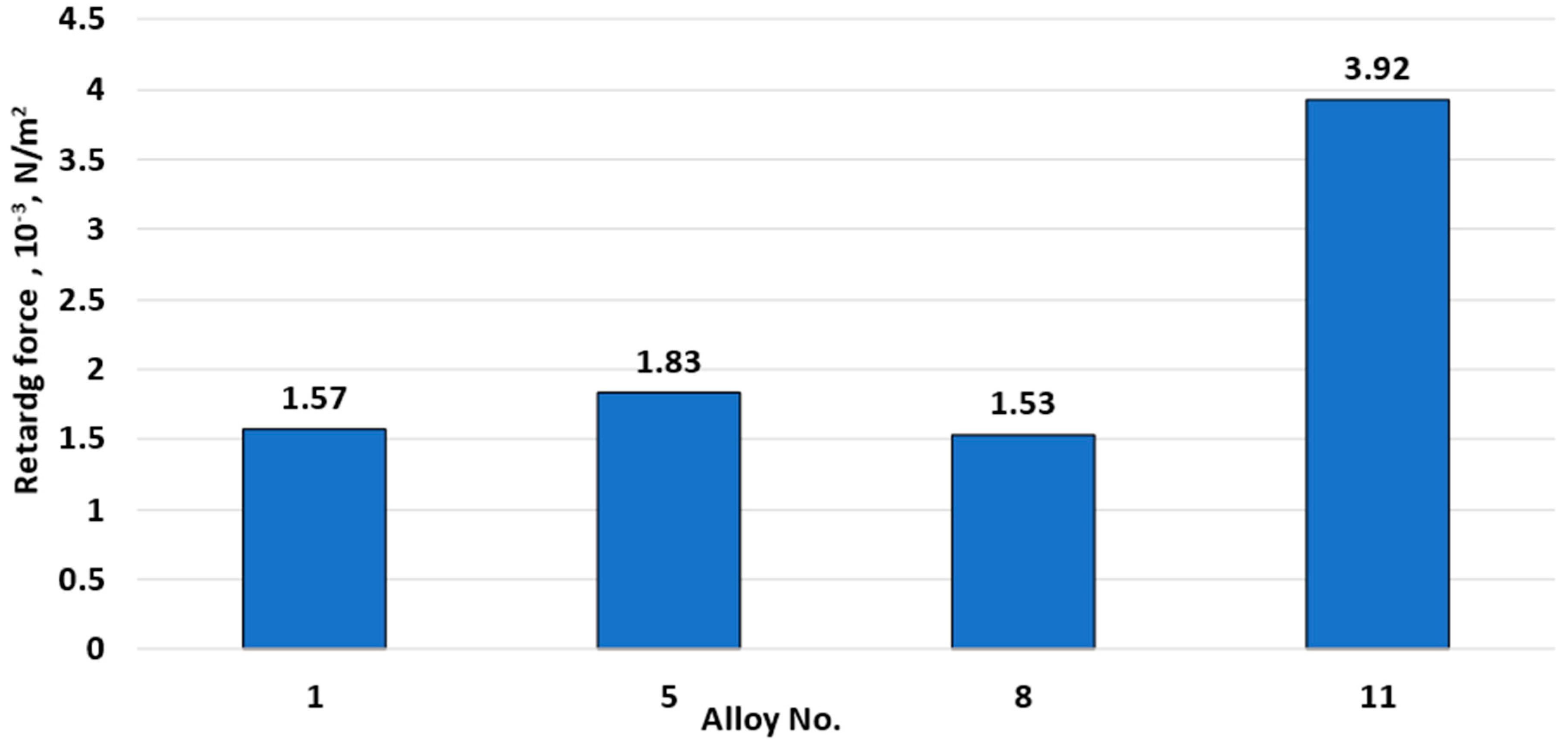
3.5. Calculations of the Effect of the Size and Number of Intermetallic Particles on the Inhibition Force and Nucleation during Recrystallization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Du, H.; Zhang, S.; Zhang, B.; Tao, X.; Yao, Z.; Belov, N.; Liu, Z. Ca-modified Al–Mg–Sc alloy with high strength at elevated temperatures due to a hierarchical microstructure. J. Mater. Sci. 2021, 56, 16145–16157. [Google Scholar] [CrossRef]
- Savchenkov, S.; Kosov, Y.; Bazhin, V.; Krylov, K.; Kawalla, R. Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals 2021, 11, 1353. [Google Scholar] [CrossRef]
- Belov, N.A.; Shurkin, P.K.; Korotkova, N.O.; Cherkasov, S.O. The effect of heat treatment on the structure and mechanical properties of cold-rolled sheets made of Al-Cu-Mn alloys with varying copper to manganese ratios. Tsetnye Met. 2021, 9, 80–86. [Google Scholar] [CrossRef]
- Belov, N.A.; Cherkasov, S.O.; Korotkova, N.O.; Yakovleva, A.O.; Tsydenov, K.A. Effect of Iron and Silicon on the Phase Composition and Microstructure of the Al–2% Cu–2% Mn (wt%) Cold Rolled Alloy. Phys. Met. Metallogr. 2021, 122, 1095–1102. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Hojo, T.; Akiyama, E. Mechanisms of hydrogen embrittlement in high-strength aluminum alloys containing coherent or incoherent dispersoids. Corros. Sci. 2022, 194, 109895. [Google Scholar] [CrossRef]
- Safyari, M.; Hojo, T.; Moshtaghi, M. Effect of environmental relative humidity on hydrogen-induced mechanical degradation in an Al–Zn–Mg–Cu alloy. Vacuum 2021, 192, 110489. [Google Scholar] [CrossRef]
- Bazhin, V.Y.; Alattar, A.L.; Danilov, I.V. Development of technologies for the production of multi-component ligatures Al-Cu-BC with high thermal characteristics. IOP Conf. Ser. Mater. Sci. Eng. 2019, 537, 022037. [Google Scholar] [CrossRef]
- Deev, V.B.; Ri, E.H.; Prusov, E.S.; Ermakov, M.A.; Goncharov, A.V. Grain Refinement of Casting Aluminum Alloys of the Al–Mg–Si System by Processing the Liquid Phase Using Nanosecond Electromagnetic Pulses. Russ. J. Non-Ferr. Met. 2021, 65, 522–530. [Google Scholar] [CrossRef]
- Prusov, E.S.; Deev, V.B.; Aborkin, A.V.; Ri, E.K.; Rakhuba, E.M. Structural and Morphological Characteristics of the Friction Surfaces of In-Situ Cast Aluminum Matrix Composites. J. Surf. Investig. X-ray Synchrotron Neutron Tech. 2021, 15, 1332–1337. [Google Scholar] [CrossRef]
- Annamalai, A.R.; Srikanth, M.; Muthuchamy, A.; Acharya, S.; Khisti, A.; Agrawal, D.K.; Jen, C.P. Spark Plasma Sintering and Characterization of Al-TiB2 Composites. Metals 2020, 10, 1110. [Google Scholar] [CrossRef]
- Somasundaram, M.; Uttamchand, N.K.; Annamalai, A.R.; Jen, C. Insights on Spark Plasma Sintering of Magnesium Composites: —A Review. Nanomaterials 2022, 12, 2178. [Google Scholar] [CrossRef]
- Muthuchamy, A.; Annamalai, A.R.; Acharyya, S.G.; Nagaraju, N.; Agrawal, D.K. Microstructural and electrochemical behaviour of aluminium alloy composites produced using different sintering techniques. Mater. Res. 2018, 21. [Google Scholar] [CrossRef] [Green Version]
- Witkin, D.; Lee, Z.; Rodriguez, R.; Nutt, S.; Lavernia, E. Al–Mg alloy engineered with bimodal grain size for high strength and increased ductility. Scr. Mater. 2003, 49, 297–302. [Google Scholar] [CrossRef]
- Patlan, V.; Vinogradov, A.; Higashi, K.; Kitagawa, K. Overview of fatigue properties of fine grain 5056 Al-Mg alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2001, 300, 171–182. [Google Scholar] [CrossRef]
- Papadopoulou, S.; Kontopoulou, A.; Gavalas, E.; Papaefthymiou, S. The effects of reduction and thermal treatment on the recrystallization and crystallographic texture evolution of 5182 aluminum alloy. Metals 2020, 10, 1380. [Google Scholar] [CrossRef]
- Zhou, D.; Zhang, X.; Wang, H.; Li, Y.; Sun, B.; Zhang, D. Influence of Mg on tensile deformation behavior of high Mg-content Al-Mg alloys. Int. J. Plast. 2022, 157, 103405. [Google Scholar] [CrossRef]
- Romhanji, E.; Popović, M.; Glišić, D.; Stefanović, M.; Milovanović, M. On the Al-Mg alloy sheets for automotive application: Problems and solutions. Metalurgija 2004, 10, 205–216. [Google Scholar]
- Zhang, S.; Du, H.; Yao, Z.; Liu, Z.; Zhu, Y.; Shuai, L.; Belov, N. Superior high temperature creep resistance of a cast Al–Mg–Ca-Sc alloy with multi-scale hierarchical microstructures. Mater. Sci. Eng. A 2022, 850, 143533. [Google Scholar] [CrossRef]
- Aryshenskii, E.V.; Guk, S.V.; Galiev, E.E.; Drits, A.M.; Kavalla, R. Possibility of application of a 1565ch alloy in the automotive industry. Russ. Metall. 2018, 10, 995–1001. [Google Scholar] [CrossRef]
- Ovchinnikov, V.V.; Drits, A.M.; Gureeva, M.A.; Malov, D.V.; Rastopchin, R.N. Mechanical properties of the welded joints of 1565ch alloy sheets at low temperatures. Russ. Metall. 2017, 6, 483. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Engler, O.; Löchte, L.; Hirsch, J. Through-process simulation of texture and properties during the thermomechanical processing of aluminium sheets. Acta Mater. 2007, 55, 5449–5463. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium alloys for automotive application. Mater. Sci. Forum 1997, 242, 33–50. [Google Scholar] [CrossRef]
- Wells, M.A.; Samarasekera, I.V.; Brimacombe, J.K.; Hawbolt, E.B.; Lloyd, D.J. Modeling the microstructural changes during hot tandem rolling of AA5XXX aluminum alloys: Part, I. Microstructural evolution. Metall. Mater. Trans. B 1998, 29, 611–620. [Google Scholar] [CrossRef]
- Hirsch, J. Thermomechanical control in aluminium sheet production. Mater. Sci. Forum 2003, 426, 185–194. [Google Scholar] [CrossRef]
- Králík, R.; Křivská, B.; Bajtošová, L.; Cieslar, M. The influence of Zener drag on recrystallization behaviour of twin-roll cast AA8079 alloy after homogenization. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1178, 012034. [Google Scholar] [CrossRef]
- Nes, E.; Ryum, N.; Hunderi, O. On the Zener Drag. Acta Metall. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Chan, H.M.; Humphreys, F.J. Effect of particle stimulated nucleation on orientation of recrystallized grains. Met. Sci. 1984, 18, 527–530. [Google Scholar] [CrossRef]
- Humphreys, F.J. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Vatne, H.E.; Wells, M.A. Modelling of the recrystallization behaviour of AA5XXX aluminum alloys after hot deformation. Can. Metall. Q. 2003, 42, 79–88. [Google Scholar] [CrossRef]
- Vetrano, J.S.; Bruemmer, S.M.; Pawlowski, L.M.; Robertson, I.M. Influence of the particle size on recrystallization and grain growth in Al-Mg-X alloys. Mater. Sci. Eng. A 1997, 238, 101–107. [Google Scholar] [CrossRef]
- Attallah, M.M.; Strangwood, M.; Davis, C.L. Influence of the heating rate on the initiation of primary recrystallization in a deformed Al–Mg alloy. Scr. Mater. 2010, 63, 371–374. [Google Scholar] [CrossRef]
- Engler, O.; Kuhnke, K.; Hasenclever, J. Development of intermetallic particles during solidification and homogenization of two AA 5xxx series Al-Mg alloys with different Mg contents. J. Alloys Compd. 2017, 728, 669–681. [Google Scholar] [CrossRef]
- Radetić, T.; Popović, M.; Romhanji, E. Microstructure evolution of a modified AA5083 aluminum alloy during a multistage homogenization treatment. Mater. Charact. 2012, 65, 16–27. [Google Scholar] [CrossRef]
- Engler, O.; Miller-Jupp, S. Control of second-phase particles in the Al-Mg-Mn alloy AA 5083. J. Alloys Compd. 2016, 689, 998–1010. [Google Scholar] [CrossRef]
- Dorin, T.; Ramajayam, M.; Babaniaris, S.; Jiang, L.; Langan, T.J. Precipitation sequence in Al–Mg–Si–Sc–Zr alloys during isochronal aging. Materialia 2019, 8, 100437. [Google Scholar] [CrossRef]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Langan, T.; Dorin, T. Developing an optimized homogenization process for Sc and Zr containing Al-Mg-Si alloys. In Light Metals; Springer: Cham, Switzerland, 2019; pp. 1445–1453. [Google Scholar] [CrossRef] [Green Version]
- Vo, N.Q.; Dunand, D.C.; Seidman, D.N. Improving aging and creep resistance in a dilute Al–Sc alloy by microalloying with Si, Zr and Er. Acta Mater. 2014, 63, 73–85. [Google Scholar] [CrossRef]
- Aryshenskii, E.V.; Aryshenskii, V.Y.; Beglov, E.D.; Chitnaeva, E.S.; Konovalov, S.V. Investigation of subgrain and fine intermetallic participles size impact on grain boundary mobility in aluminum alloys with transitional metal addition. Mater. Today Proc. 2019, 19, 2183–2188. [Google Scholar] [CrossRef]
- Vatne, H.E.; Furu, T.; Ørsund, R.; Nes, E. Modelling recrystallization after hot deformation of aluminium. Acta Mater. 1996, 44, 4463–4473. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Beglov, E.; Konovalov, S.; Aryshenskii, V.; Khalimova, A. Approach to oriented grain growth accounting during aluminum alloys recrystallization simulation. Mater. Today Proc. 2021, 46, 957–960. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Kawalla, R.; Hirsch, J. Development of new fast algorithms for calculation of texture evolution during hot continuous rolling of Al–Fe alloys. Steel Res. Int. 2017, 88, 1700053. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Kumar, R.; Gupta, A.; Kumar, A.; Chouhan, R.N.; Khatirkar, R.K. Microstructure and texture development during deformation and recrystallisation in strip cast AA8011 aluminum alloy. J. Alloys Compd. 2018, 742, 369–382. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A. Modeling the crystallographic texture changes in aluminum alloys during recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]
- Slámová, M.; Očenášek, V.; Vander Voort, G. Polarized light microscopy: Utilization in the investigation of the recrystallization of aluminum alloys. Mater. Charact. 2004, 52, 165–177. [Google Scholar] [CrossRef]
- Lee, K.J.; Woo, K.D. Effect of the hot-rolling microstructure on texture and surface roughening of Al-Mg-Si series aluminum alloy sheets. Met. Mater. Int. 2011, 17, 689–695. [Google Scholar] [CrossRef]
- Chang, J.K.; Takata, K.; Ichitani, K.; Taleff, E.M. Abnormal grain growth and recrystallization in Al-Mg alloy AA5182 following hot deformation. Metall. Mater. Trans. A 2010, 41, 1942–1953. [Google Scholar] [CrossRef]
- Zhao, D.; Løvvik, O.M.; Marthinsen, K.; Li, Y. Impurity effect of Mg on the generalized planar fault energy of Al. J. Mater. Sci. 2016, 51, 6552–6568. [Google Scholar] [CrossRef] [Green Version]
- Engler, O.; Hirsch, J.; Lücke, K. Texture development in Al 1.8 wt% Cu depending on the precipitation state—I. Rolling textures. Acta Metall. 1989, 37, 2743–2753. [Google Scholar] [CrossRef]
- Ameri, A.A.; Elewa, N.N.; Ashraf, M.; Escobedo-Diaz, J.P. General methodology to estimate the dislocation density from microhardness measurements. Mater. Charact. 2017, 131, 324–330. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Kumar, S.; Babu, N.H.; Scamans, G.M.; Eskin, D.G.; Fan, Z. Solidification behaviour of an AA5754 Al alloy ingot cast with high impurity content. Int. J. Mater. Res. 2012, 103, 1228–1234. [Google Scholar] [CrossRef]
- Engler, O.; Liu, Z.; Kuhnke, K. Impact of homogenization on particles in the Al–Mg–Mn alloy AA 5454–Experiment and simulation. J. Alloys Compd. 2013, 560, 111–122. [Google Scholar] [CrossRef]
- Kang, J.; Wilkinson, D.S.; Malakhov, D.V.; Halim, H.; Jain, M.; Embury, J.D.; Mishra, R.K. Effect of processing route on the spatial distributions of constituent particles and their role in the fracture process in AA5754 alloy sheet materials. Mater. Sci. Eng. A 2007, 456, 85–92. [Google Scholar] [CrossRef]
- Engler, O.; Kuhnke, K.; Westphal, K.; Hasenclever, J. Impact of chromium on the microchemistry evolution during solidification and homogenization of the Al-Mg alloy AA 5052. J. Alloys Compd. 2018, 744, 561–573. [Google Scholar] [CrossRef]
- Dons, A.L. Precipitation of Primary Particles in Al-Mn-Fe Alloys-Experiments and Simulation/Bildung von Primärteilchen in Al-Mn-Fe Legierungen-Experimente und Simulation. Int. J. Mater. Res. 1990, 81, 484–489. [Google Scholar] [CrossRef]
- Ratchev, P.; Verlinden, B.; Van Houtte, P. Effect of preheat temperature on the orientation relationship of (Mn,Fe)Al6 precipitates in an AA 5182 aluminiummagnesium alloy. Acta Metall Mater. 1995, 43, 621–629. [Google Scholar]
- Simensen, C.J.; Södervall, U. Investigation of trace elements in an Al–4.8 wt.% Mg–0.3 wt.% Mn alloy. Surface and Interface Analysis: An International Journal devoted to the development and application of techniques for the analysis of surfaces. Interfaces Thin Film. 2000, 30, 309–314. [Google Scholar]
- Shuncai, W.; Chunzhi, L.; Minggao, Y. Determination of structure of Al20Cu2Mn3 phase in Al Cu Mn alloys. Mater. Res. Bull. 1989, 24, 1267–1270. [Google Scholar] [CrossRef]
- Shen, Z.; Liu, C.; Ding, Q.; Wang, S.; Wei, X.; Chen, L.; Zhang, Z. The structure determination of Al20Cu2Mn3 by near atomic resolution chemical mapping. J. Alloys Compd. 2014, 601, 25–30. [Google Scholar] [CrossRef]
- Yan, J.; Hodge, A.M. Study of β precipitation and layer structure formation in Al 5083: The role of dispersoids and grain boundaries. J. Alloys Compd. 2017, 703, 242–250. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Mohles, V.; Engler, O.; Gottstein, G. Characterization and statistical modeling of the precipitation kinetics in the commercial aluminum alloy AA5182. MRS Online Proc. Libr. 2011, 1369, 1–6. [Google Scholar] [CrossRef]
- Hashimoto, T.; Zhang, X.; Zhou, X.; Skeldon, P.; Haigh, S.J.; Thompson, G.E. Investigation of dealloying of S phase (Al2CuMg) in AA 2024-T3 aluminium alloy using high resolution 2D and 3D electron imaging. Corros. Sci. 2016, 103, 157–164. [Google Scholar] [CrossRef]
- Pang, X.; Yang, W.; Yang, J.; Pang, M.; Zhan, Y. Atomic structure, stability and electronic properties of S (Al2CuMg)/Al interface: A first-principles study. Intermetallics 2018, 93, 329–337. [Google Scholar] [CrossRef]
- Aryshenskii, E.V.; Hirsch, J.; Konovalov, S.V.; Prahl, U. Specific features of microstructural evolution during hot rolling of the as-cast magnesium-rich aluminum alloys with added transition metal elements. Metall. Mater. Trans. A 2019, 50, 5782–5799. [Google Scholar] [CrossRef]
- Aryshenskii, E.; Hirsch, J.; Drits, A.; Konovalov, S.; Aryshenskii, V.; Tepterev, M. Texture Development in Aluminum Alloys with High Magnesium Content. Metals 2022, 12, 723. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content of Elements, % | |||||
|---|---|---|---|---|---|
| Alloy No. | Mg | Mn | Cu | Si | Fe |
| 1 | 4 | - | - | <0.05 | <0.05 |
| 2 | 4.25 | - | - | <0.05 | <0.05 |
| 3 | 4.5 | - | - | <0.05 | <0.05 |
| 4 | 4.75 | - | - | <0.05 | <0.05 |
| 5 | 5 | - | - | <0.05 | <0.05 |
| 6 | 5 | 0.2 | - | <0.05 | <0.05 |
| 7 | 5 | 0.35 | - | <0.05 | <0.05 |
| 8 | 5 | 0.5 | - | <0.05 | <0.05 |
| 9 | 5 | 0.5 | 0.1 | <0.05 | <0.05 |
| 10 | 5 | 0.5 | 0.25 | <0.05 | <0.05 |
| 11 | 5 | 0.5 | 0.5 | <0.05 | <0.05 |
| Pass No. | Initial Thickness, mm | Final Thickness, mm | Thickness Reduction, % |
|---|---|---|---|
| 1 | 30 | 27 | 10 |
| 2 | 27 | 24 | 11.1 |
| 3 | 24 | 21 | 12.5 |
| 4 | 21 | 19 | 9.5 |
| 5 | 19 | 17 | 10.5 |
| 6 | 17 | 15 | 11.8 |
| 7 | 15 | 13 | 13.3 |
| 8 | 13 | 12 | 7.7 |
| 9 | 12 | 11 | 8.3 |
| 10 | 11 | 10 | 9.1 |
| 11 | 10 | 8 | 20 |
| 12 | 8 | 6 | 25 |
| 13 | 6 | 4 | 33.3 |
| 14 | 4 | 3 | 25 |
| Spectrum | Particle | Elements Content, % | |||||
|---|---|---|---|---|---|---|---|
| Al | Mg | Mn | Cu | Fe | Si | ||
| 15 | Al6(FeMn) | 69.23 | 0.64 | 10.6 | - | 17.55 | 1.98 |
| 16 | Al3Mg2 | 67.50 | 32.29 | - | - | - | 0.22 |
| 74 | Al6(FeMn) | 68.09 | 1.08 | 15.73 | 3.93 | 11.17 | - |
| 75 | Al6Cu2Mn3 | 75.10 | 0.65 | 12.01 | 0.52 | 11.72 | - |
| 152 | Mg2Si | 51.73 | 25.94 | - | - | - | 22.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aryshenskii, V.; Grechnikov, F.; Aryshenskii, E.; Erisov, Y.; Konovalov, S.; Tepterev, M.; Kuzin, A. Alloying Elements Effect on the Recrystallization Process in Magnesium-Rich Aluminum Alloy. Materials 2022, 15, 7062. https://doi.org/10.3390/ma15207062
Aryshenskii V, Grechnikov F, Aryshenskii E, Erisov Y, Konovalov S, Tepterev M, Kuzin A. Alloying Elements Effect on the Recrystallization Process in Magnesium-Rich Aluminum Alloy. Materials. 2022; 15(20):7062. https://doi.org/10.3390/ma15207062
Chicago/Turabian StyleAryshenskii, Vladimir, Fedor Grechnikov, Evgenii Aryshenskii, Yaroslav Erisov, Sergey Konovalov, Maksim Tepterev, and Alexander Kuzin. 2022. "Alloying Elements Effect on the Recrystallization Process in Magnesium-Rich Aluminum Alloy" Materials 15, no. 20: 7062. https://doi.org/10.3390/ma15207062
APA StyleAryshenskii, V., Grechnikov, F., Aryshenskii, E., Erisov, Y., Konovalov, S., Tepterev, M., & Kuzin, A. (2022). Alloying Elements Effect on the Recrystallization Process in Magnesium-Rich Aluminum Alloy. Materials, 15(20), 7062. https://doi.org/10.3390/ma15207062