1. Introduction
Concrete has been primarily recognized as the most frequently utilized construction material for several decades. Concrete production requires a lot of raw materials, which leads to a significant amount of energy consumption and pollution of nature [
1]. Cement is one of the fundamental ingredients required in concrete construction, but its manufacturing leads to high CO
2 emissions, which pollute the atmosphere [
2]. The generation of one ton of cement is anticipated to emit approximately one ton of CO
2, with 5–7% of worldwide carbon emissions resulting in environmental deterioration [
3,
4]. Furthermore, cement manufacturing consumes a great deal of energy, making it incompatible for long-term development [
5]. To overcome such ecological and financial concerns, changes and enhancements to the current manufacturing technologies of concrete are necessary.
The concept has prompted concrete science and engineering researchers to look into and explore supplemental waste components that could be employed as alternatives for different elements in concrete manufacturing [
6,
7,
8,
9]. Waste disposal is another serious ecological challenge [
3]. The use of waste products such as agricultural and industrial residues in concrete manufacturing lowers the ecological damage of inappropriate dumping, including the mounds of these wastes loaded in or discarded on fertile land. Since a variety of agricultural and industrial residues have characteristics that are acceptable for concrete manufacturing, a detailed examination of their possible use in making concrete offers significant potential to improve resource efficiency. Agricultural as well as other wastes such as palm oil fuel ash [
10], sugarcane bagasse ash [
11], oyster shell [
12,
13], sawdust [
14,
15], groundnut shell [
16,
17], coconut shell [
18,
19], tobacco waste [
20,
21], and so many more have been demonstrated to efficiently perform as a partial substitute inside the concrete mass, expanding the concrete properties satisfactorily.
Rice is a significant agricultural commodity in Asia [
22,
23]. Its production has increased significantly in the last decade, with worldwide paddy output expected to reach 760 million tons in 2017 [
24]. Furthermore, as the global population is projected to continue expanding through 2050, rice production is likely to increase further [
25]. Rice husk is a residue produced during the processing of rice that contributes roughly 20%–23% of the overall grain weights [
22,
23], implying that over 150 million tons are generated yearly. Unfortunately, around 83% of this amount is just thrown away as waste [
25] that damages water, soil, and the overall environment [
22,
26,
27]. Rice husk ash is a widespread agricultural waste that is a component leftover from the rice husk’s ignition process, which has received extensive attention from several studies [
28,
29]. The ash is frequently dumped in water bodies and landfills, endangering nature. Consequently, it constitutes a safety risk and significantly damages the environment. That is why various sectors are paying more attention to the adequate treatment and application of RHA.
Rice husk contains a high concentration of SiO
2, making it ideal for usage as a pozzolan material [
30]. Pozzolans are siliceous (sometimes siliceous and aluminous) substances with no or little cementing characteristics on their own. To generate cementitious compounds, they can interact with calcium hydroxide chemically at room temperature, in the company of moisture, in a finely dispersed form [
31]. Rice husk can be burned at a temperature below 700 °C to obtain a decent-quality RHA, [
32] which can be utilized as an additional cementing material or as a filler in paint and rubber [
22,
23]. This form of RHA contains a high silica concentration and has a minimal loss on ignition (LOI). RHA is a pozzolanic substance with a high reactivity that has already been effectively utilized in concrete as a substitution for cement [
33,
34,
35] and silica fume [
36,
37], without sacrificing durability or strength properties.
The favorable benefits of RHA on concrete’s mechanical performance and longevity have been extensively studied [
36,
38,
39,
40]. Ganesan et al. [
41] discovered that cement incorporating up to 30% RHA could be manufactured, without compromising the porosity or the strength. They also found that cement with 30% RHA showed approximately 35%, 28%, and 75% reduction in the concrete’s permeability, chloride diffusion, and chloride permeation, respectively. The interaction of RHA with Ca(OH)
2 during the hydration phase of concrete led to the formation of additional C-S-H gel, which considerably increases the strength and durability characteristics. Ge et al. [
42] considered the combined classification models that combine optimization techniques, such as particle swarm optimization, which provide a new level of understanding of the characteristics. Yu et al. [
43] observed that the amorphous silica of RHA interacts with Ca(OH)
2 for generating a specific type of C-S-H gel (Cal.5SiO
3.5.×H
2O) at a temperature of about 40 °C, with the contact of moisture. According to Bouzoubaâ and Fournier [
44], substituting 7.5% to 12.5% RHA with ordinary Portland cement massively enhanced the concrete’s resistance to chloride-ion penetration. Similarly, mahmud et al. [
45] calculated that by combining RHA and superplasticizer, high-strength concrete (HSC) of 80 MPa compressive strength could be formed at 14 days. RHA improved the compressive strength by approximately 40% over the age of 56 days, according to Nehdi et al. [
46], and was more preferable than silica fume. It was stated that about 30% RHA with cement not only improved the strength properties and corrosion resistance but also decreased the permeability and chloride penetration [
47]. Giaccio et al. [
48] found that the RHA particles lessen the porosity of concrete, particularly at the weakest zones of the material—the interfaces between cement paste and aggregates. In addition, they ensure practical usage of agricultural residues and minimize the amount of energy consumed in cement manufacture.
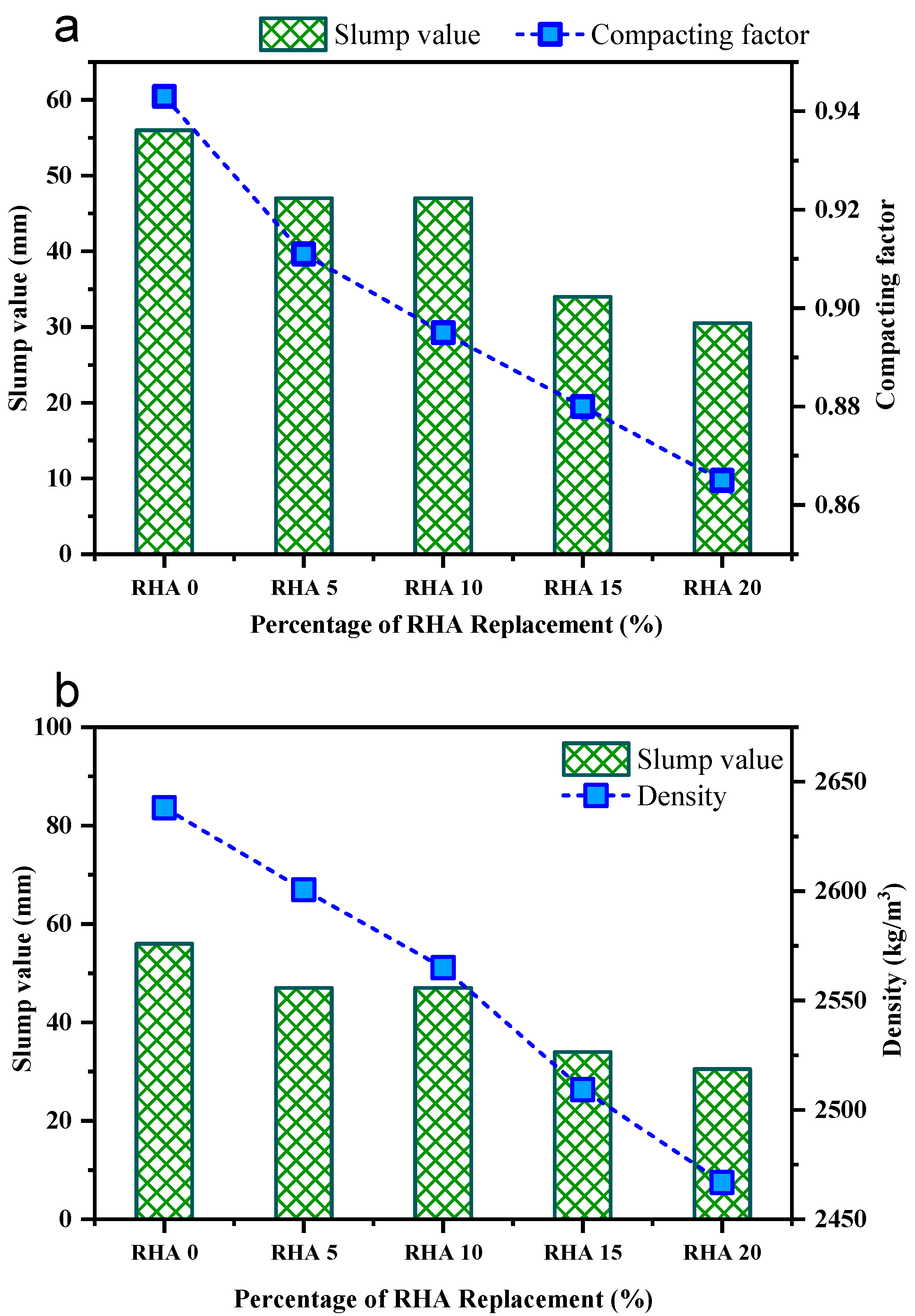
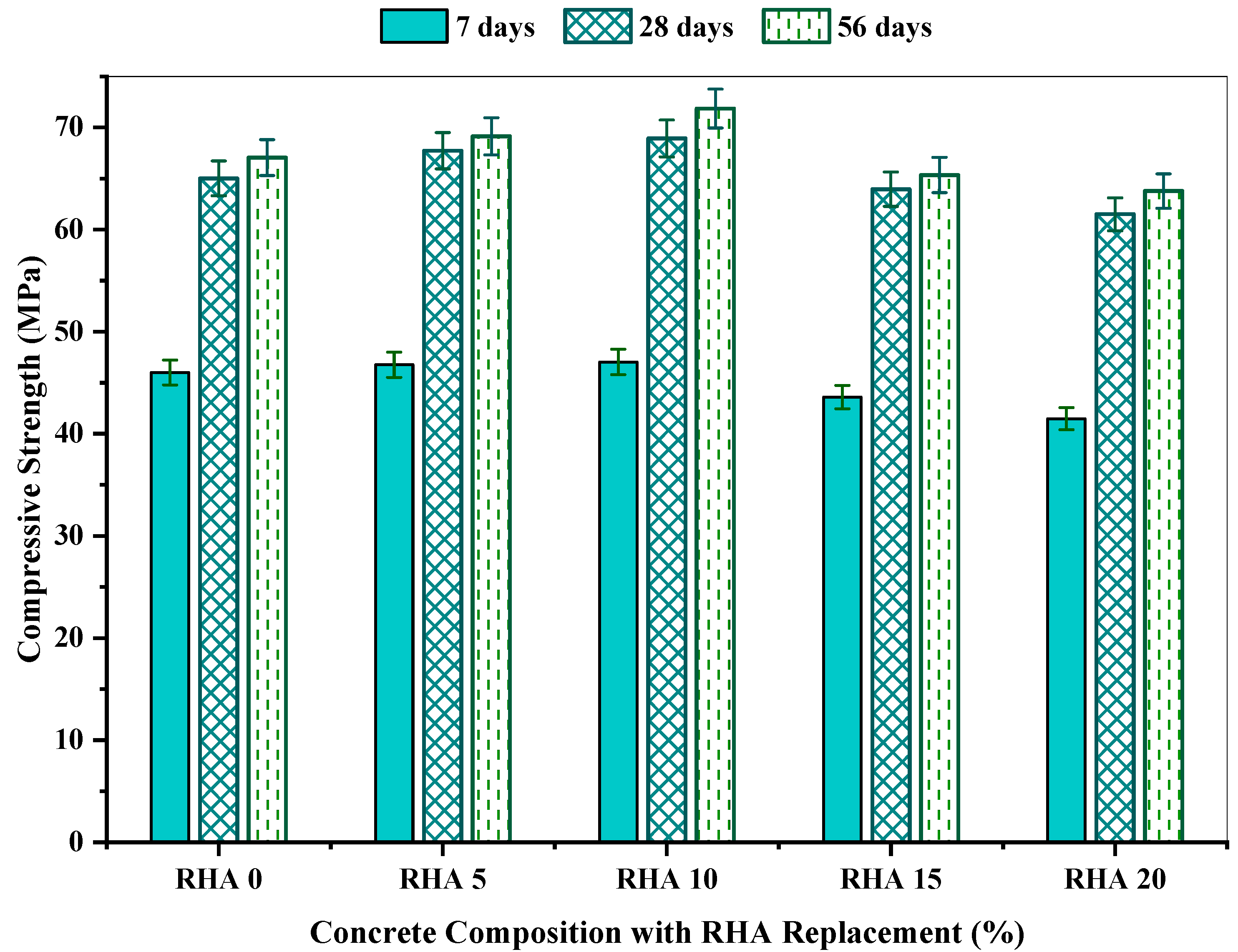
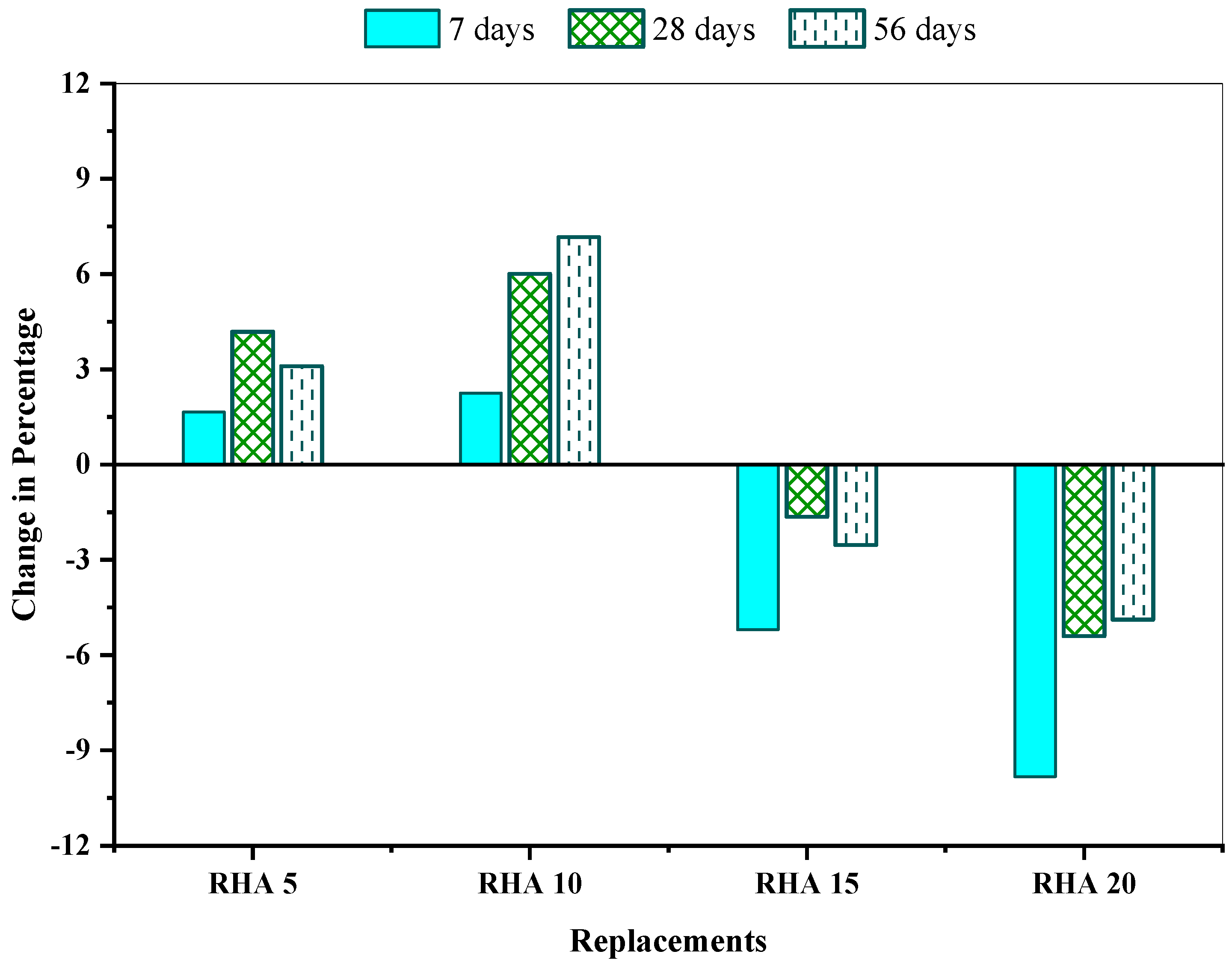
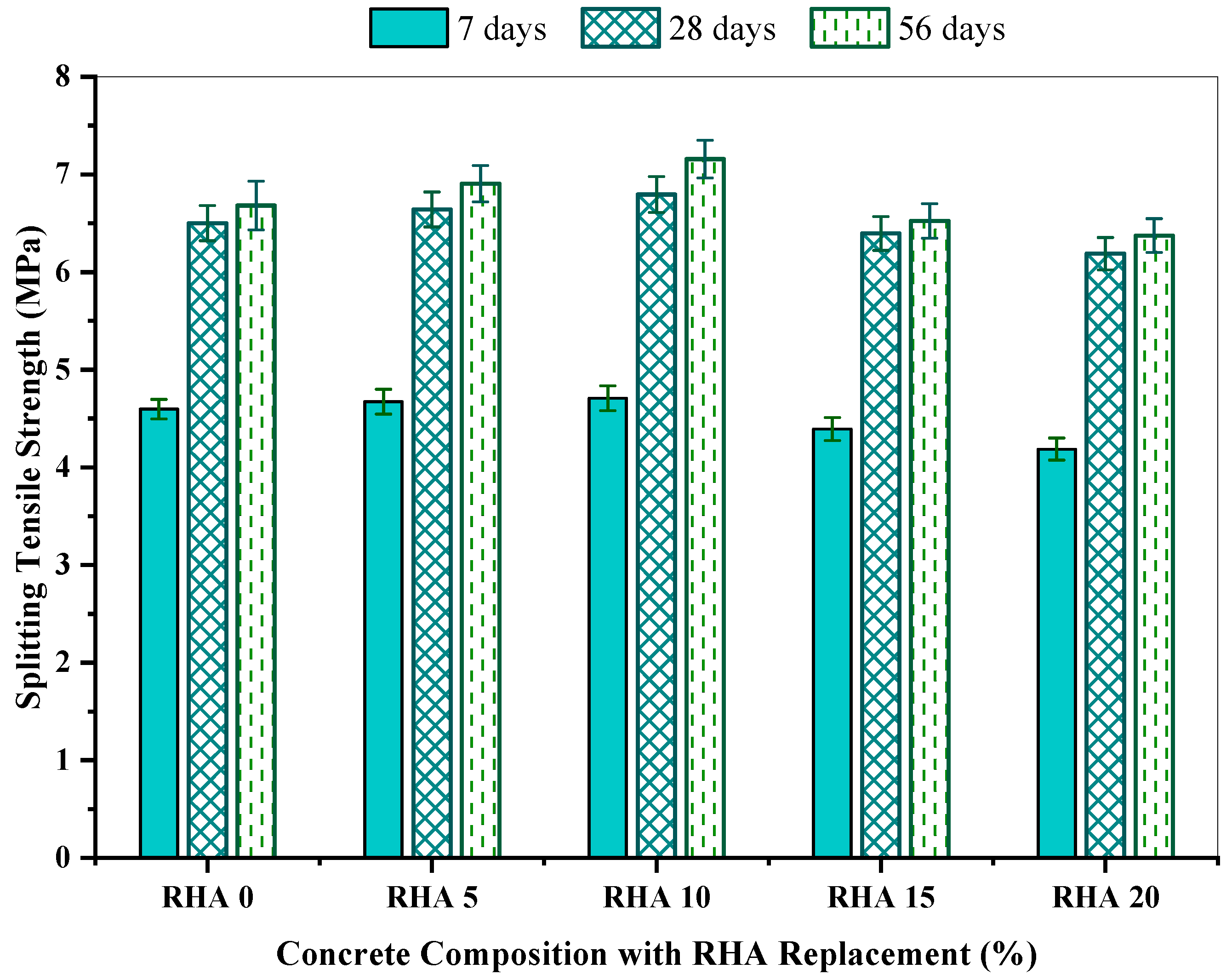
The investigation was directed to reinforce a link between the two research topics, namely the incorporation of waste products in concrete and the demonstration of their relevance. Furthermore, RHA is not frequently employed throughout the Malaysian building industry. The fundamental goal of the study is to evaluate the behavior and performance of high-strength concrete incorporating RHA at various proportions ranging from 0% to 20%, as well as to promote the utilization of waste materials for a sustainable future. Various fresh properties including slump, compacting factor, density, compressive strength, splitting tensile strength, and flexural strength were all evaluated, and the strength properties were compared with conventional HSC. Furthermore, an environmental impact assessment of the produced HSC was investigated.
Significance of This Study
With growing environmental consciousness at all levels of society, the pollution and health hazards specifically associated with the concrete, cement, and clay brick industries are coming under intense scrutiny from environmentalists and governments. A significant amount of RHA is generated in Malaysia, which imposes tremendous environmental challenge. Even worse, the high population growth and shortage of waste-disposal sites in Malaysia pose a challenge to deal with this kind of toxic waste. They pose environmental problems such as air pollution and the leaching of hazardous and toxic chemicals (arsenic, beryllium, boron, cadmium, chromium, chromium (VI), cobalt, lead, manganese, mercury, molybdenum, selenium, strontium, thallium, and vanadium, along with dioxins, polycyclic aromatic hydrocarbon compounds, etc.) when dumped in landfills, quarries, rivers, and oceans. Consequently, air and water pollution have been inextricably linked to environmental problems and climate change. This study was conducted to maximize the application of RHA, which may help to reduce the environmental challenge, and to find a cost-effective sustainable solution for producing high-strength concrete.
2. Materials and Methods
Ordinary Portland cement (OPC) was collected from local vendors and considered the prime binder material for the concrete mixes that corresponded to the standard BS EN 196-1:2016 [
49]. The cement was Type I OPC, fulfilling the requirements of every aspect. Along with OPC, rice husk ash (RHA) is employed as a subsidiary cementitious agent in quantities ranging from 0% to 20%. The chemical composition of the binders (ordinary Portland cement and RHA) utilized in the investigation is shown in
Table 1. Chemical composition was done by X-ray fluorescence (XRF) to find the percentages of chemical constituents.
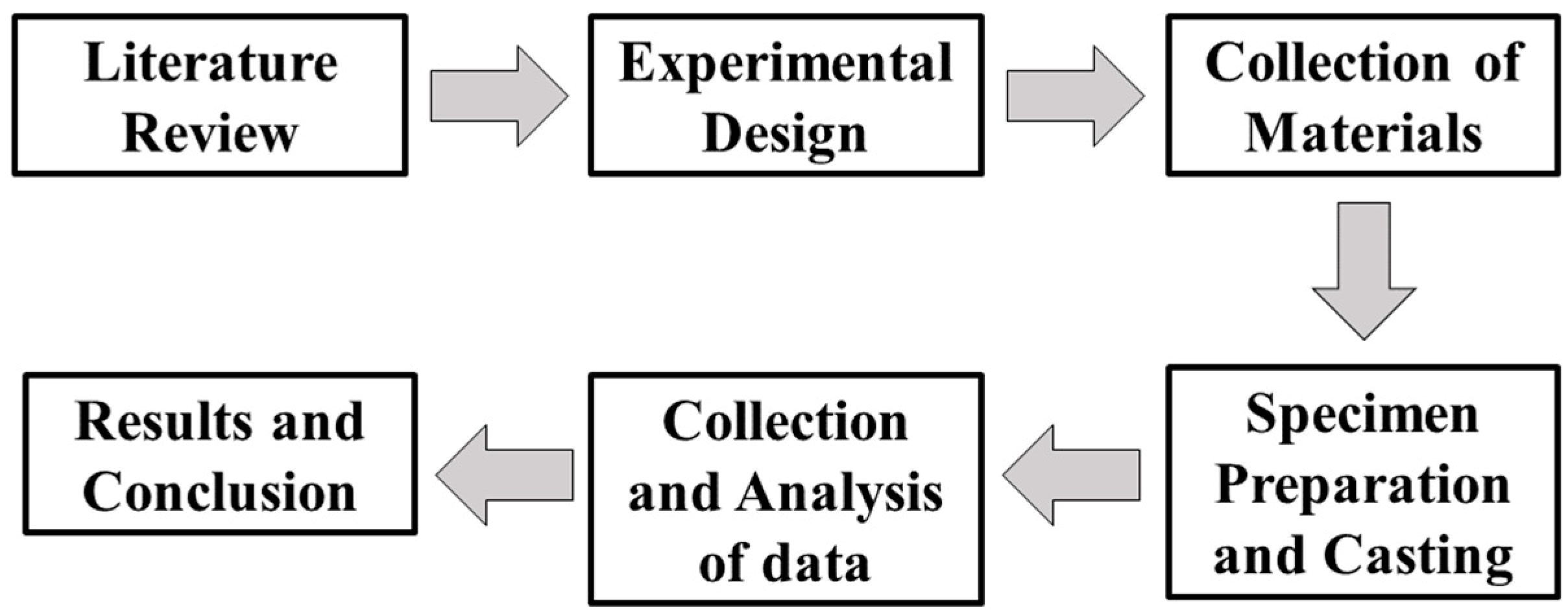
This study’s experimental procedure includes the evaluation of fresh properties, mechanical properties, microstructural properties, environmental impact, and cost–benefit assessment. So, the sequential works are represented in this study, as shown in
Figure 1.
Rice husk was gathered from a mill located in Kuala Selangor, Malaysia, and incinerated inside a ferrocement furnace at the University of Malaya to generate RHA. After about an hour of keeping the flame beneath the furnace, the husk began to smolder itself for around 24 h. Then, the ash was kept for settling within the furnace for the next 24 h, before being extracted and pulverized with a Los Angeles machine. The specimen of rice husk ash utilized in this research is illustrated in
Figure 2.
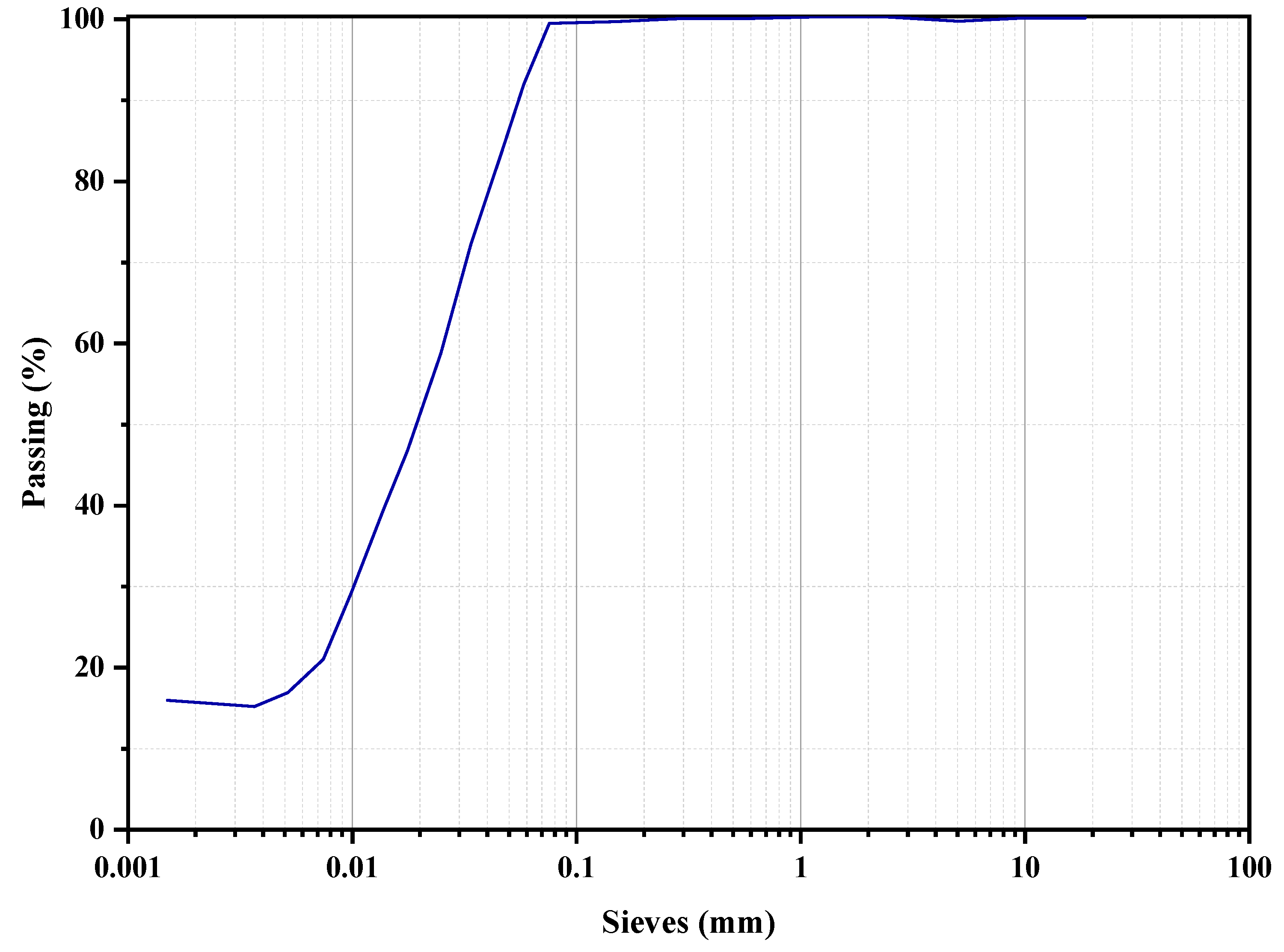
Physical properties also can be understood by the particle-size distribution curve. The distribution curve of RHA is shown in
Figure 3, considering the unit as the micro-meter. Values for the particle distribution curve re taken from the hydrometer test analysis. The result ranges from 1.0 µm to around 60 µm.
This investigation used crushed aggregates from the quarry as coarse aggregate (CA), collected from local suppliers with a nominal size of 20 mm, complying with BS 812-103.1:1985 [
50]. The fineness modulus was found to be 5.94. The physical properties of coarse aggregates are highlighted in
Table 2. In contrast, the fine aggregate was obtained from the local market and air-dried to achieve the saturated surface dry status to maintain the water–cement ratio. The characteristics of fine aggregate are also represented in the below table. These properties were determined per ASTM C29, ASTM C127, ASTM C128, and ASTM C136 [
51,
52,
53,
54].
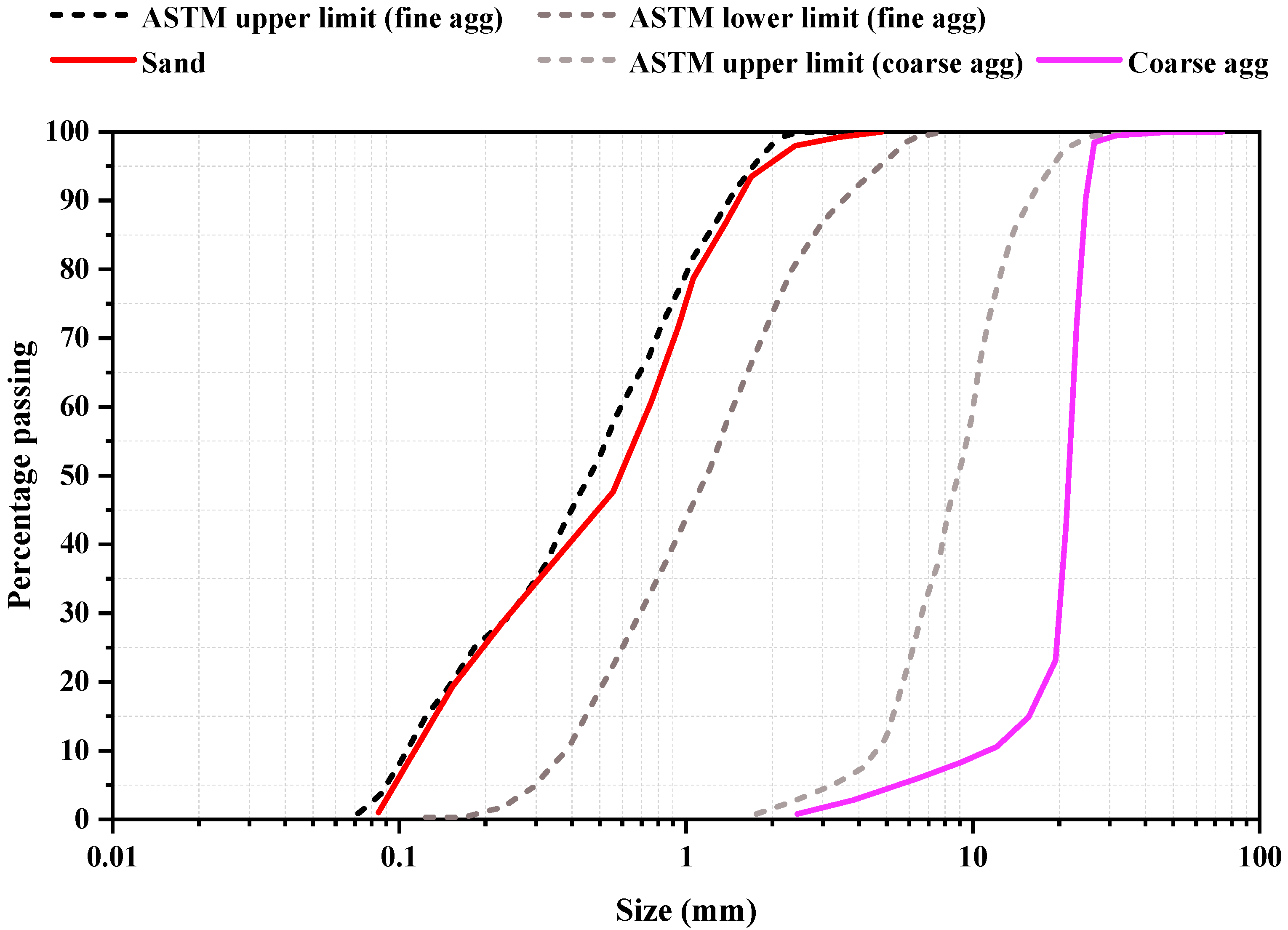
Figure 4 depicts the gradation curve of coarse and fine aggregate derived from the sieve analysis, complying with ASTM C33 [
55]. The graph also represents the comparison of used materials with the standard ASTM lower and upper limit for coarse and fine aggregates. As a high-range water-reducing admixture, R1000 superplasticizer was utilized that is dark brown, chloride-free sulfonated naphthalene formaldehyde, which can dissolve in water and is 40% solid content with 1.2 specific gravity. Potable water was used to make all of the concrete combinations.
5. Environmental Impact and Cost–Benefit Assessment
Cement production accounts for around 10% of worldwide CO
2 emissions [
80,
81,
82]. Due to the activities involved in preparing raw materials, concrete, the world’s most widely used building material, has a substantial carbon footprint. Since OPC is the primary binding material of concrete, it is responsible for between 75% and 90% of the total CO
2 emissions [
82] produced by concrete. The awareness of Global Warming Potential (kgCO
2-eq/kg material) has enabled the development of alternative binders to reduce concrete’s reliance on OPC as its primary binder.
Although using SCMs will undoubtedly lower the overall embodied CO
2 emissions of concrete, the embodied CO
2 emissions of different waste materials will vary. Regarding the present investigation, RHA was partially utilized as a binder to replace OPC. To highlight the impact of RHA on the overall embedded CO
2 emissions of HSC, this study estimates the total CO
2 emissions, by considering the equivalent CO
2 releases for each material. These numbers were extracted from relevant research studies and are presented in
Table 7.
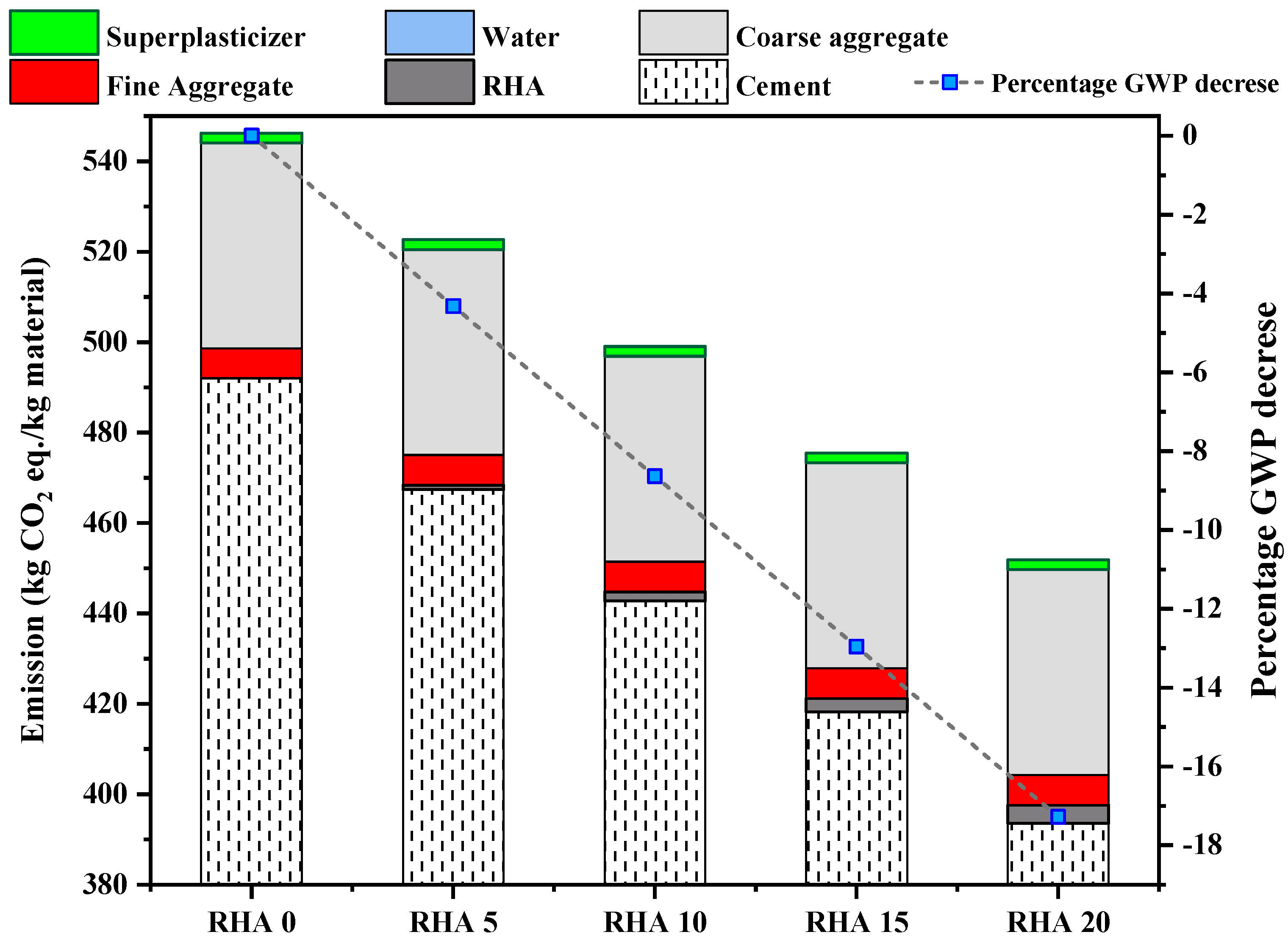
The embodied GWP for each mixture was calculated by multiplying the weight of each ingredient required to manufacture one cubic meter of concrete by the embodied CO
2 of each material and then adding the results. As seen in
Figure 18, the OPC has the highest CO
2 content compared to other materials. OPC is responsible for roughly 89.10% of the total CO
2 emissions for the control mix (RHA0). This was significantly reduced by substituting 20% OPC with RHA (RHA20). For the RHA20 mix, the CO
2 contribution of OPC input decreased from 492 to 393.6 kg-CO
2/m
3. In addition, RHA5, RHA10, RHA15, and RHA20 reduced 4.31%, 8.63%, 12.95%, and 17.27% of the CO
2 emissions, respectively.
The eco-strength efficiency of concrete is another metric that may be applied to the environmental impact assessment for evaluation. Alnahhal et al. [
88] used the term eco-strength efficiency, while Damineli et al. [
89] referred to it as the CO
2 intensity, which can be defined as the quantity of CO
2 emissions produced per unit of performance. It was determined using Formula (11)
where
Ci represents the eco-strength efficiency, which is the intensity of CO
2, CO
2 represents the embodied carbon dioxide emissions released by the concrete mixes as determined using
Table 4, and
Cs represents the compressive strength.
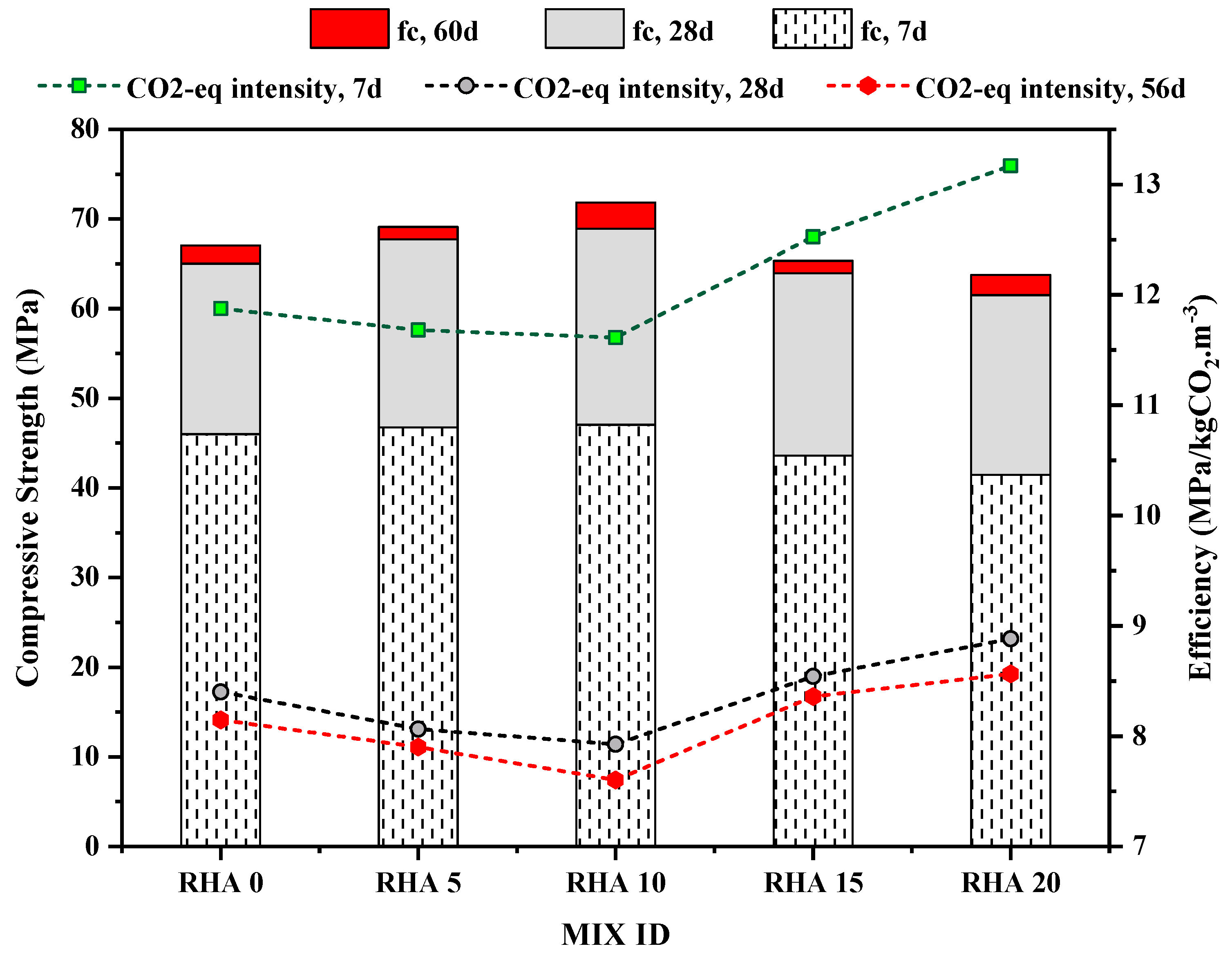
The eco-strength efficiency of the various mixes is compared with their compressive strength to facilitate an organized and consistent comparison of the mixes.
Figure 19 depicts the results of the study. The compressive strength values for 7 days, 28 days, and 60 days are represented by the bar chart from bottom to top, while the CO
2 intensity is represented by the line along the secondary axis. The CO
2 intensity allows for the evaluation of both the performance and contribution of concrete mixes to Global Warming Potential per their unit strength, which makes it a good predictor of the impact of concrete use (Damineli et al.) [
89]. In most cases, the concentration of CO
2 rises when there is a greater amount of Portland cement in the concrete mixture. Substituting cement with RHA, CO
2 intensity can be reduced for a given strength, particularly at later ages. For instance, lowering the percentage of Portland cement from 100% (RHA0) to 20% (RHA20) resulted in a decrease in the CO
2 intensity from 11.89 MPa/kgCO
2-eq.m
−3 to 8.1 MPa/kgCO
2-eq.m
−3.
Before adopting any newer or mixed concrete, the construction industry considers the environmental impact assessment and the cost–benefit analysis as two of the most critical factors. The cost–benefit analysis of concrete, which was the subject of this study, was computed for each mix, based on the costs of the individual materials in the area.
Table 8 displays, in USD, the cost of one kilogram of each commodity when converted from BDT (1 USD = 93 BDT). The availability of various materials in a given region significantly impacts their respective pricing. Due to this, the price of RHA, a pozzolanic material, is considerably less than the cost of OPC.
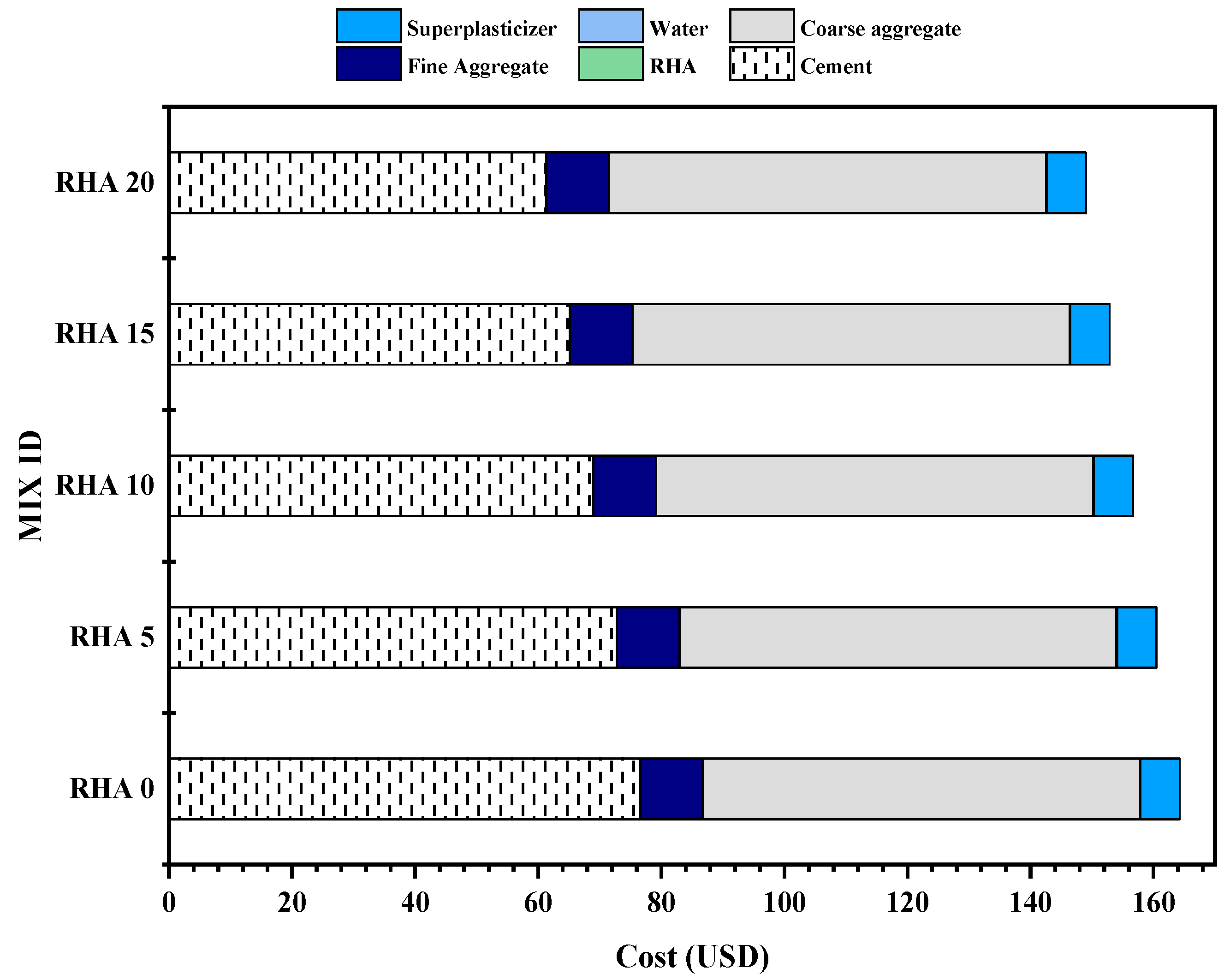
Figure 20 depicts the cost of each concrete mixture per 1 cubic meter. It can be seen that the RHA0 mix has a price of USD 164.28 per m
3 of concrete. The OPC and the superplasticizer are the primary factors that determine the pricing. The RHA20 mix has the lowest overall cost, costing USD 149.02 per m
3 of concrete produced. Compared to the control mix, this is approximately 9.28% less expensive.
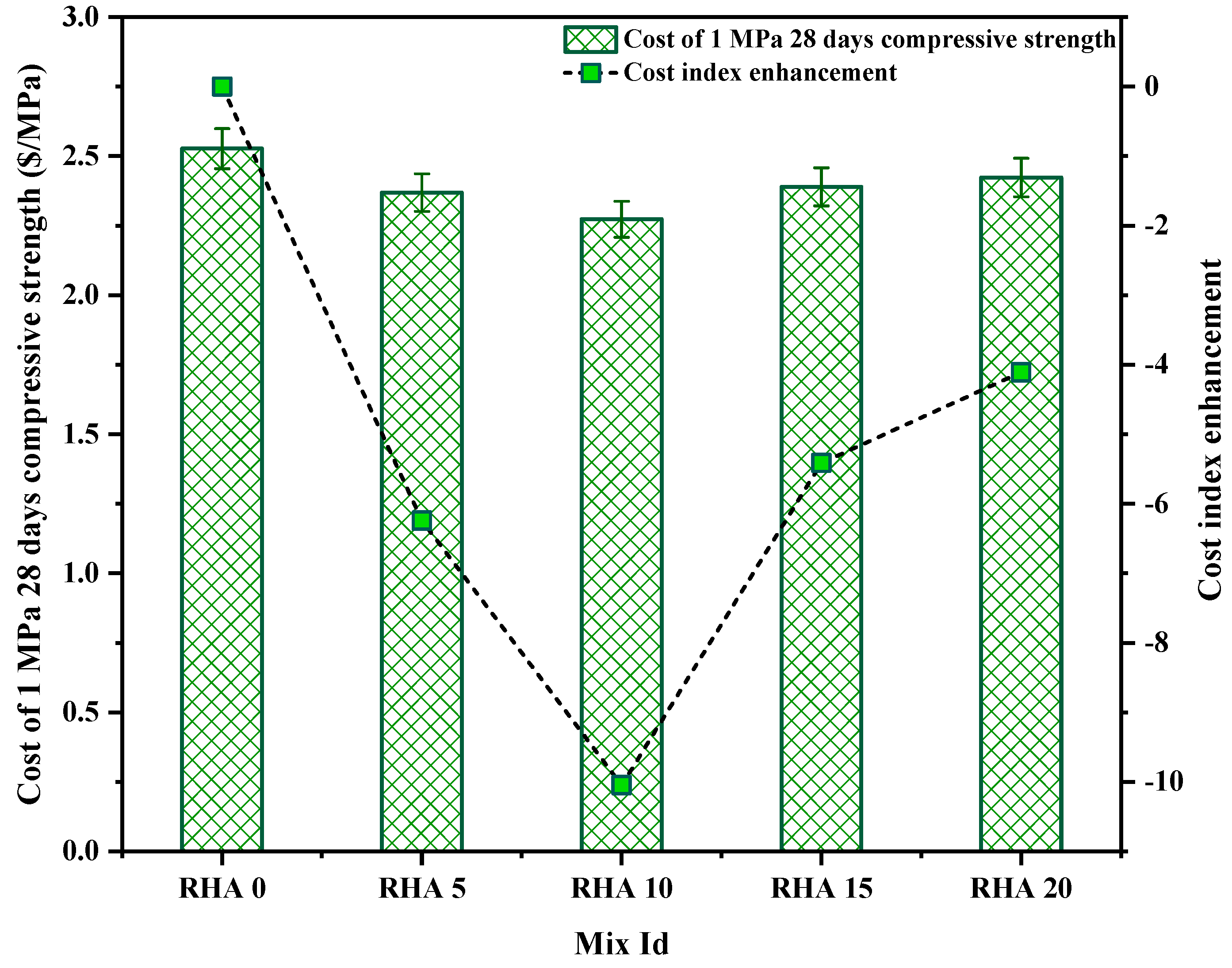
As observed in
Figure 21, the overall cost of each mix varies; however, a comprehensive cost–benefit analysis cannot be considered complete without assessing the cost to produce 1 MPa of strength for each mix. Therefore, the cost to produce a 1-MPa compressive strength at 28 days is calculated and shown in
Figure 20. The lowest cost of producing 1 MPa was exhibited by the RHA10 mix, at 2.27 USD/MPa, with a reduction of 10.04% compared to the control mix. Moreover, the RHA5, RHA15, and RHA20 mixes depicted the cost index of 2.369, 2.390, and 2.423 USD/MPa, respectively.



 ,
, 
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}