

Microstructure, Fractography, and Mechanical Properties of Hardox 500 Steel TIG-Welded Joints by Using Different Filler Weld Wires


 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
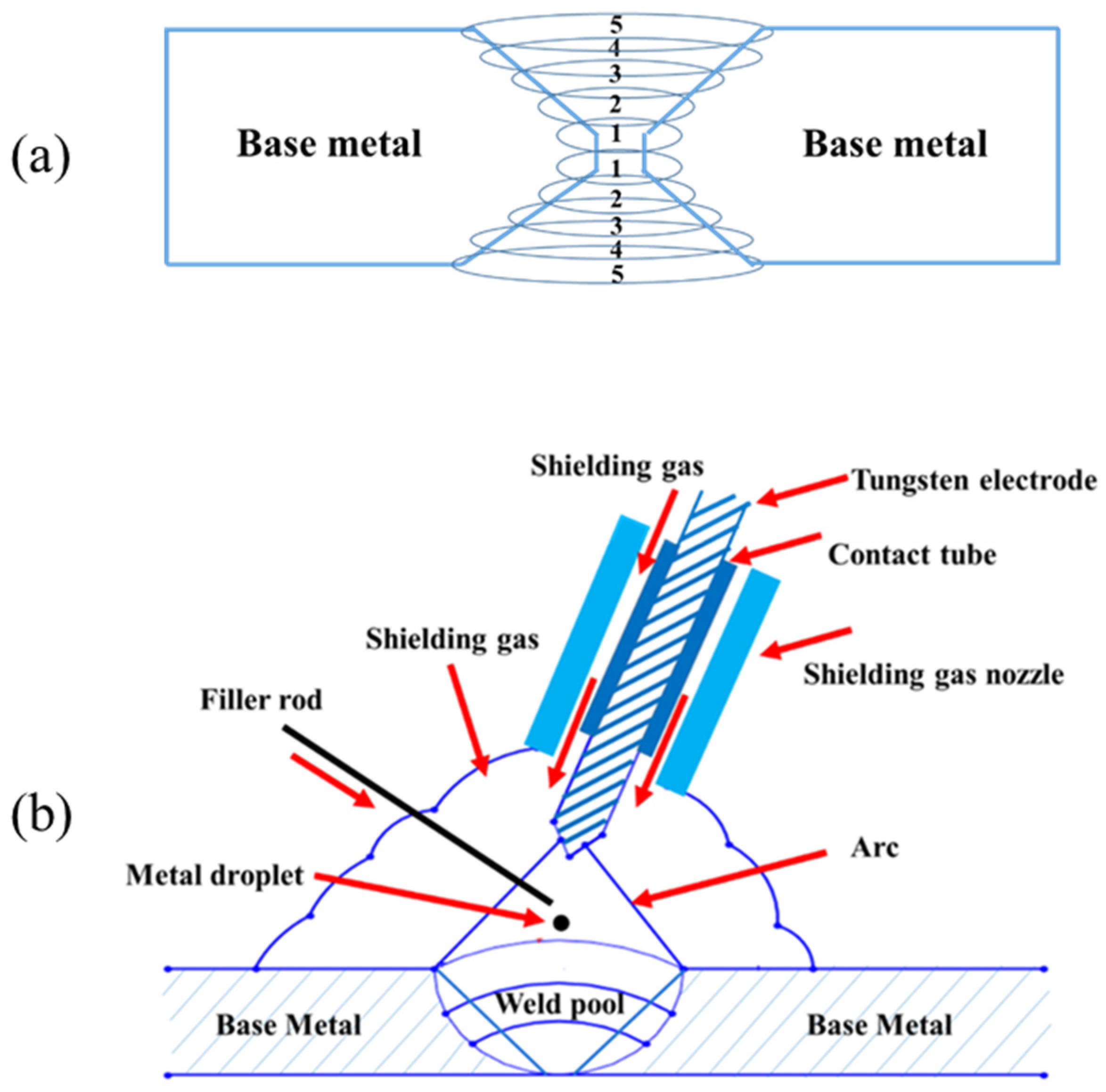
2.2. Welding Process
2.3. Metallographic Preparation and Microscopy Analysis
2.4. Microhardness Tests
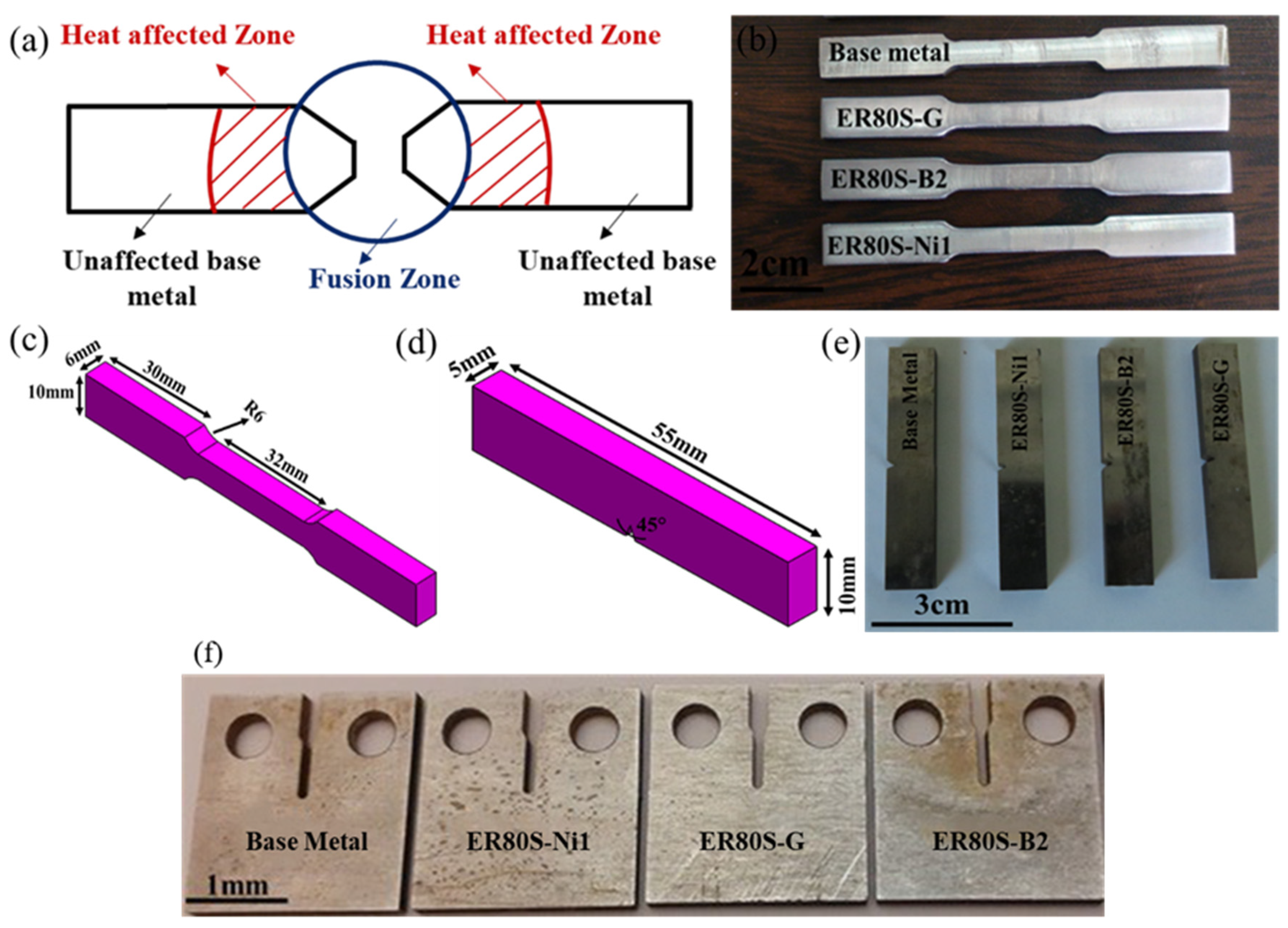
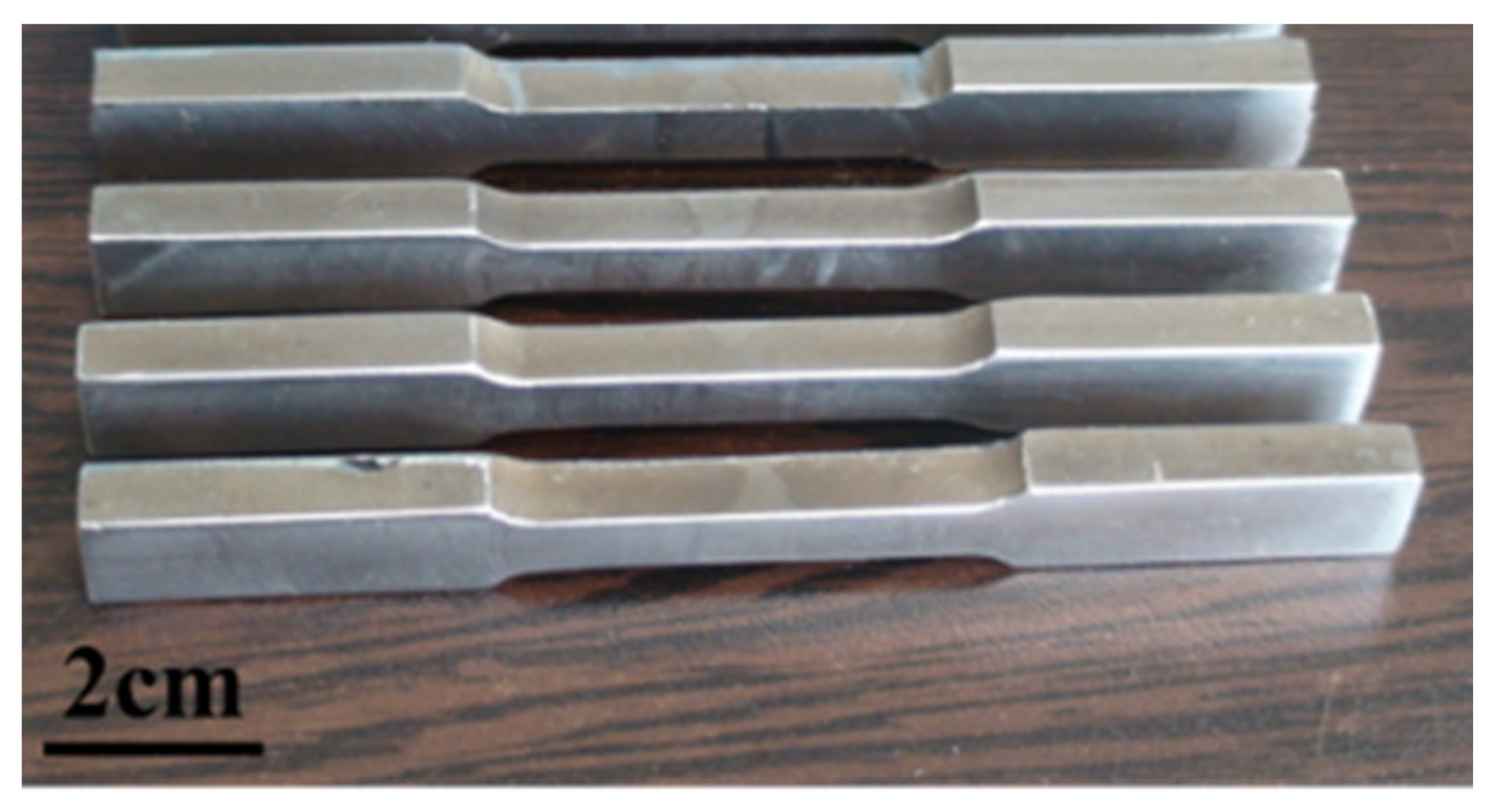
2.5. Tensile Tests
2.6. Charpy Impact Test
2.7. Plane-Stress Fracture Toughness Test
3. Results and Discussion
3.1. Macrostructure Examination
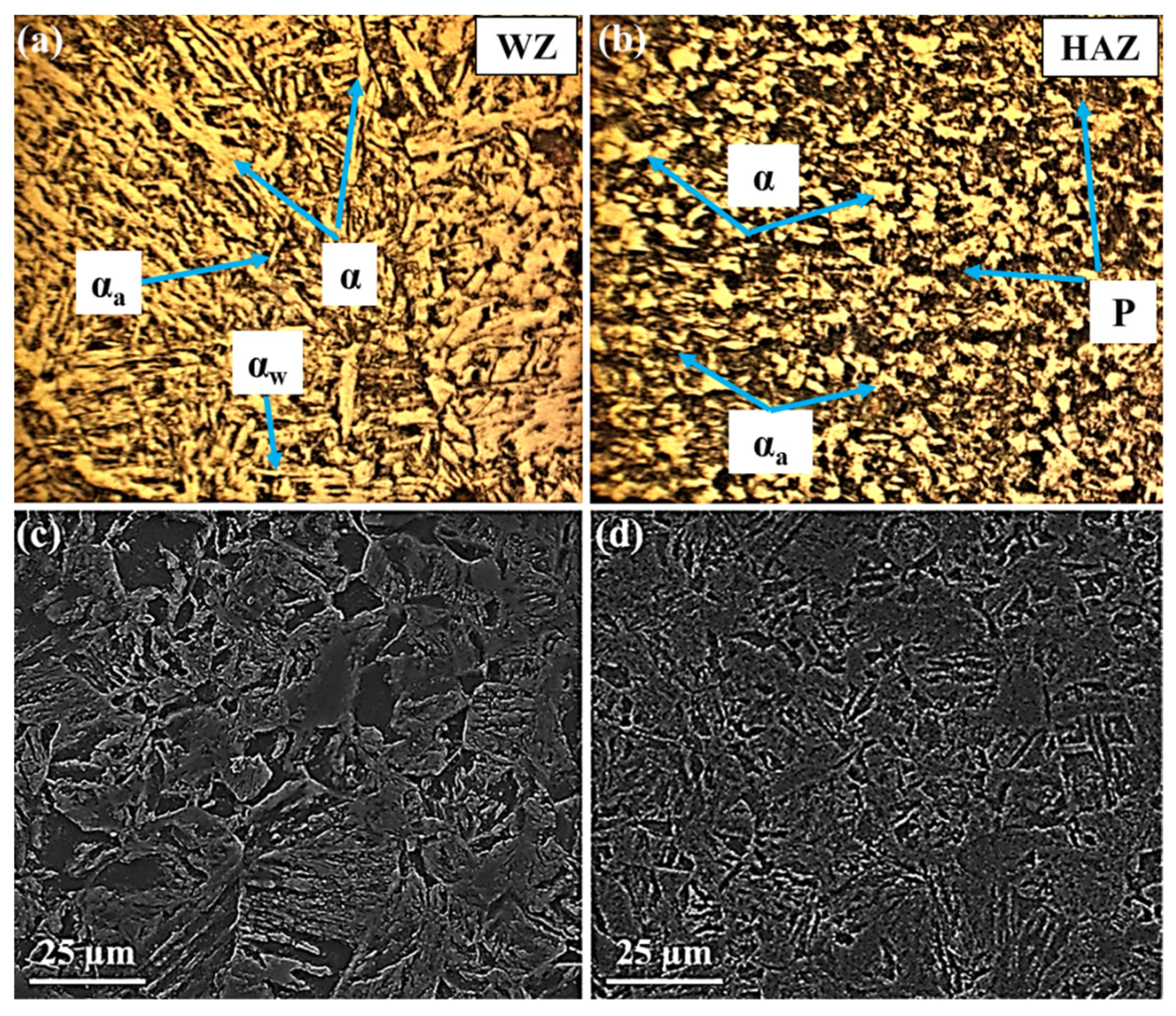
3.2. Microstructure Characterization
3.3. Microhardness Measurement
3.4. Tensile Tests
3.5. Impact Toughness Analysis
3.6. Fracture Toughness Analysis
4. Conclusions
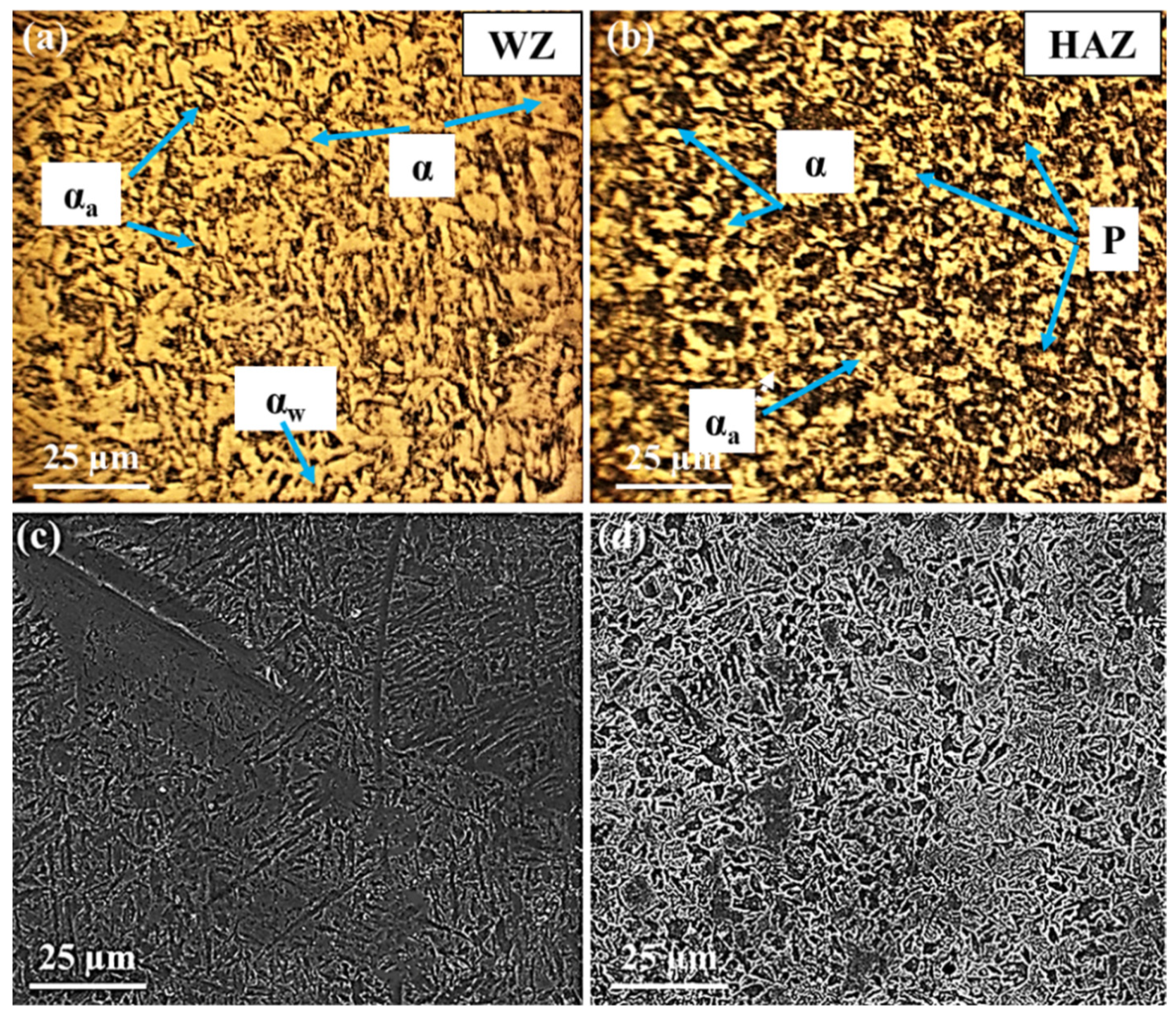
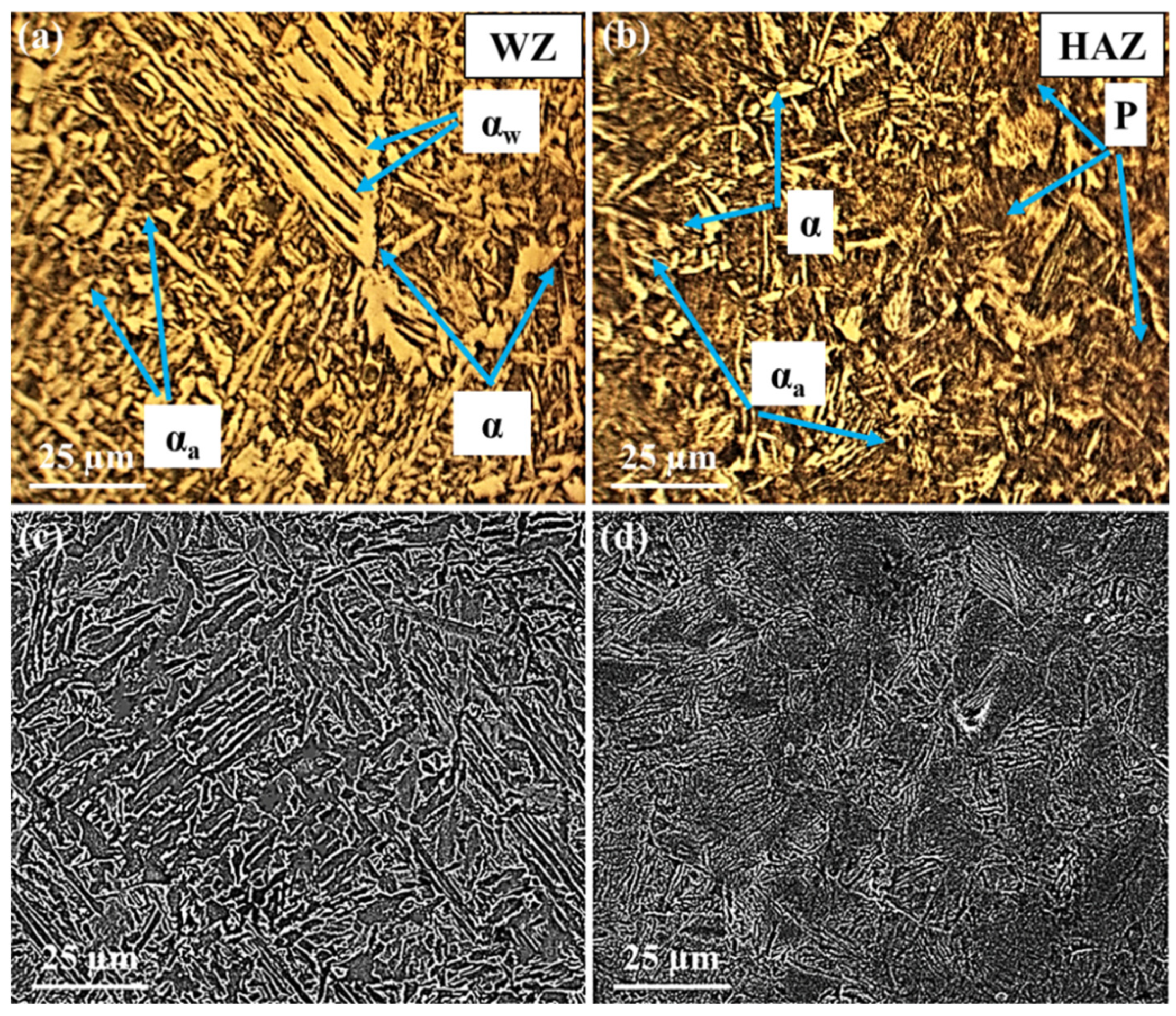
- According to the OM images, carbides and inclusions not only promote the nucleation and growth of acicular ferrite but also slow down the growth of allotriomorphic and Widmanstätten ferrites. Moreover, the second weld metal with higher content of Mn and S certainly causes inclusions by which the nucleation of the acicular ferrite is likely to take place within the weld. The HAZ regions displayed ferrite and pearlite phases. During heating and cooling, the pro-eutectoid ferrite and the cementite nucleated and formed, followed by the nucleation and formation of pearlite nodules at the austenite grain boundaries.
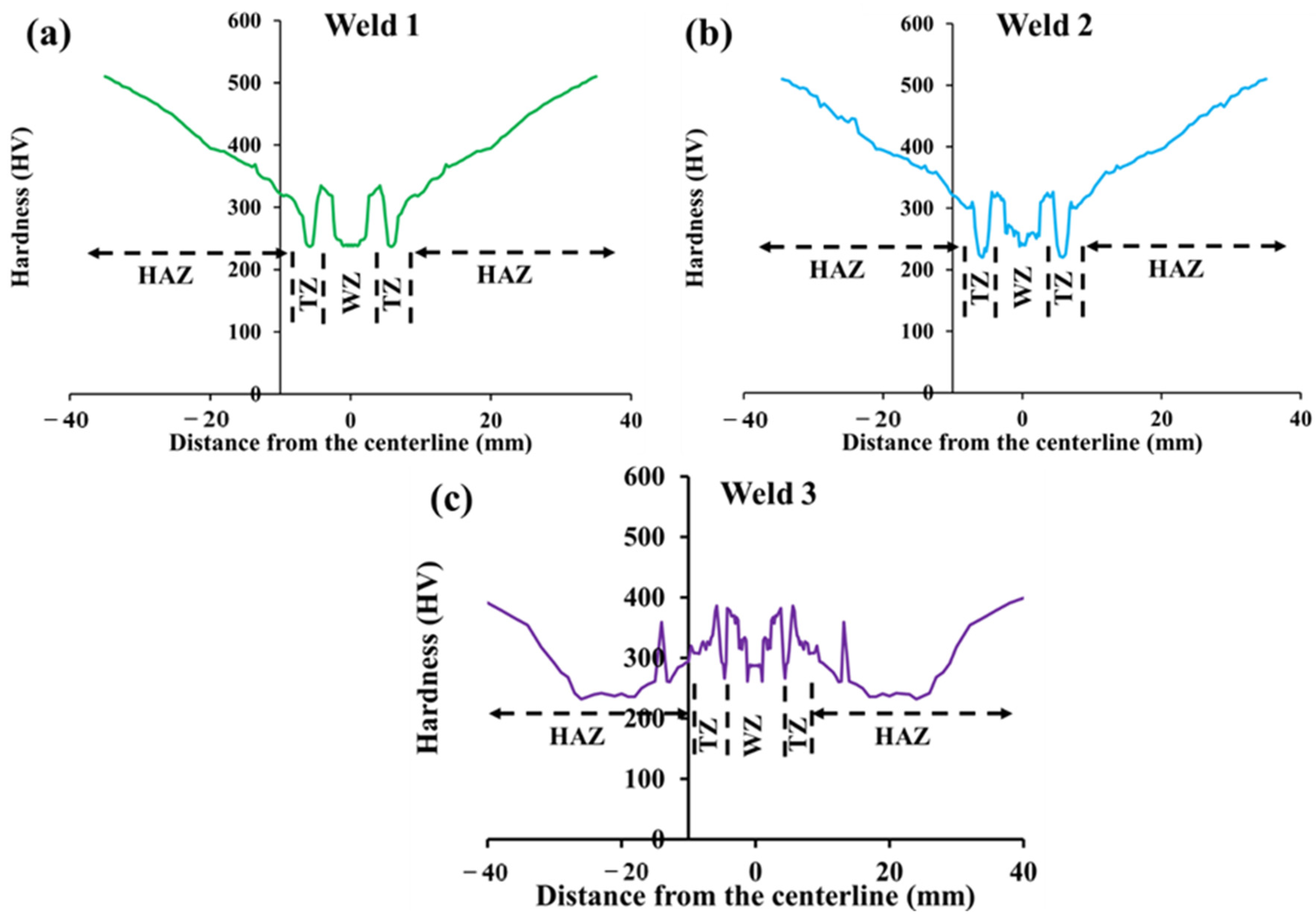
- The gradual rise of the microhardness in the WZ is attributed to carbides while the lowest values that occurred in the transition zone are due to the segregation of alloying elements and impurities. However, the modest increase in the HAZ is related to the existence of ferrite and particularly pearlite phases. However, the lower values of hardness in the third weld are due to the higher amount of acicular ferrite rather than allotriomorph ferrite.
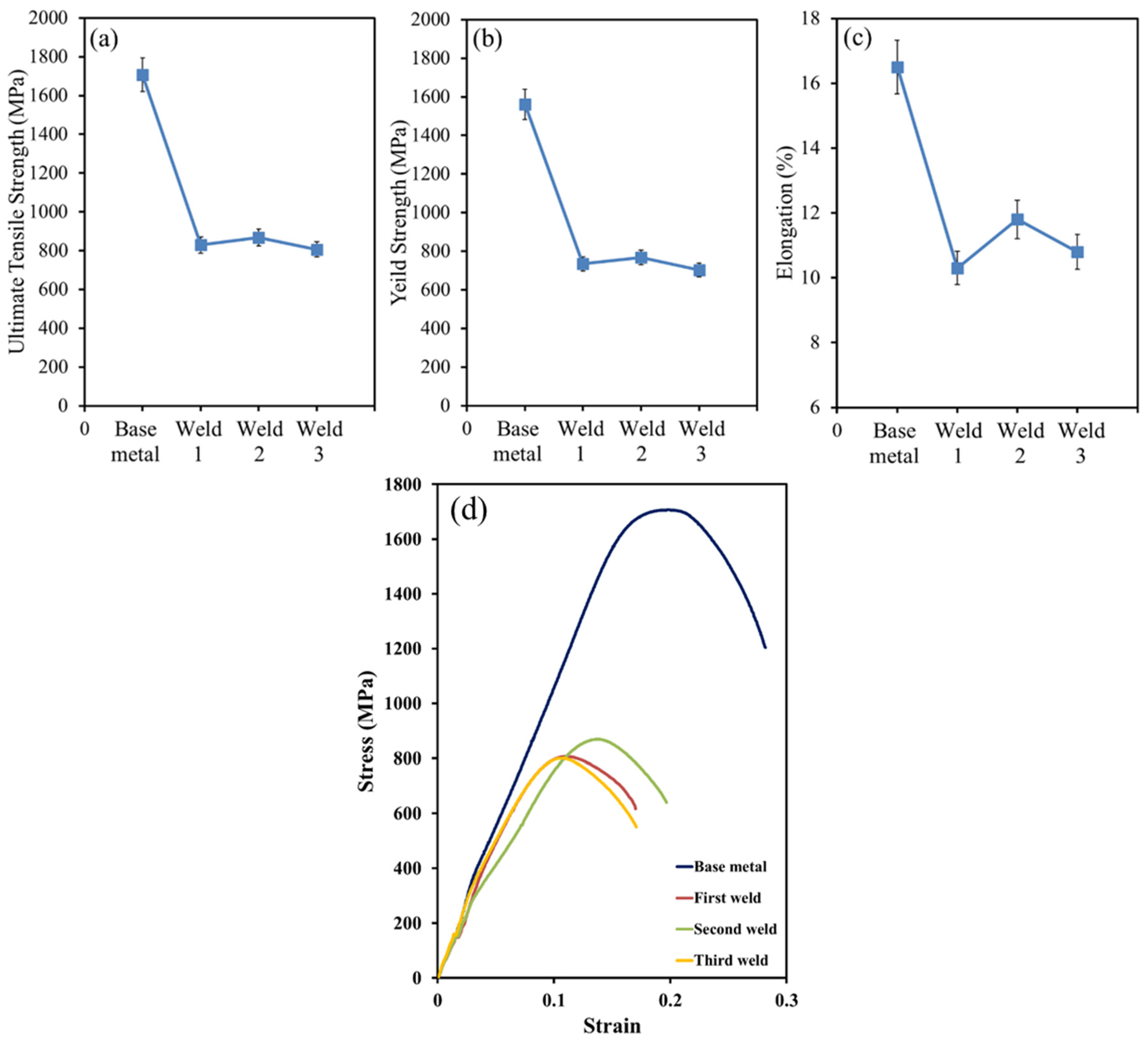
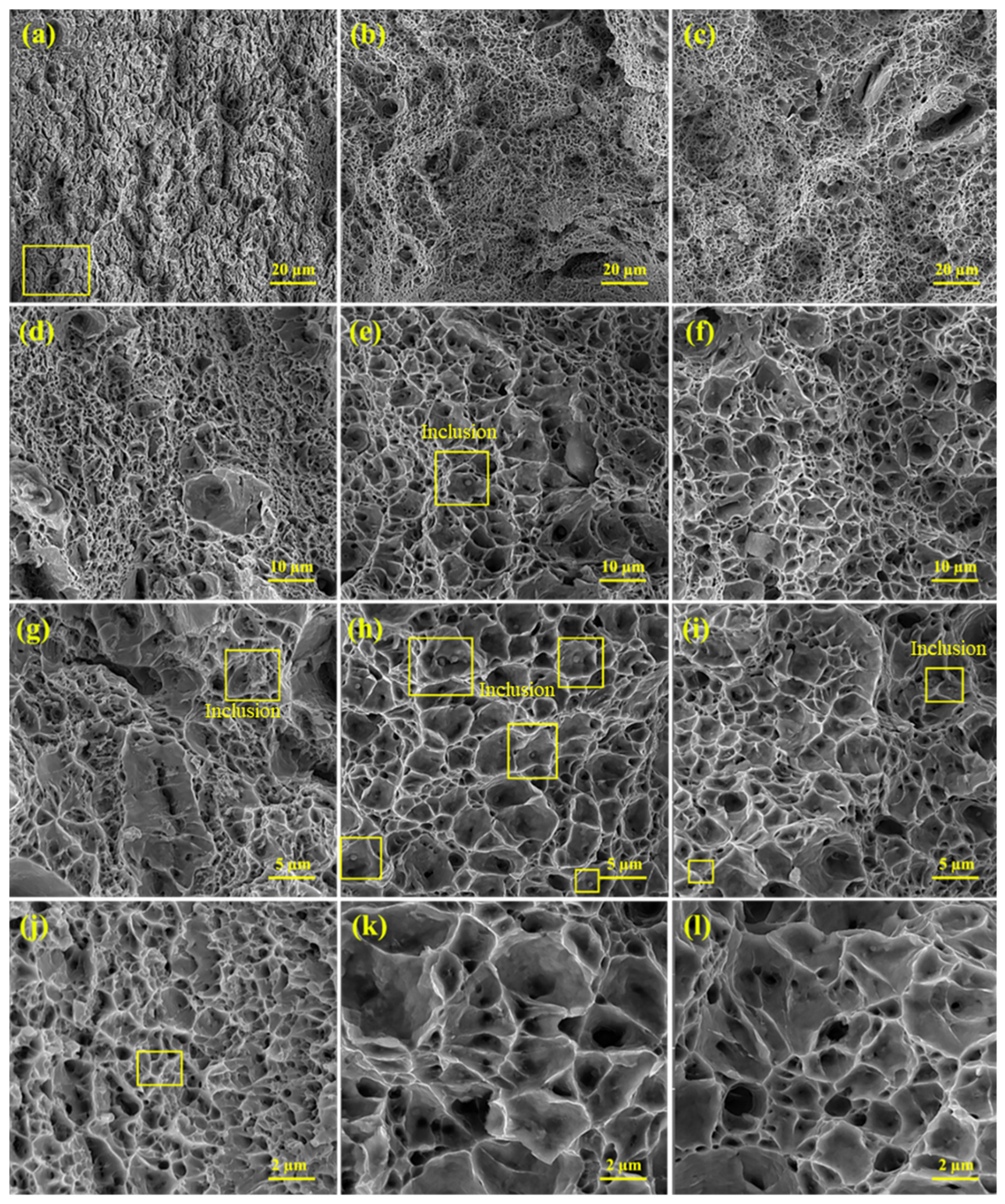
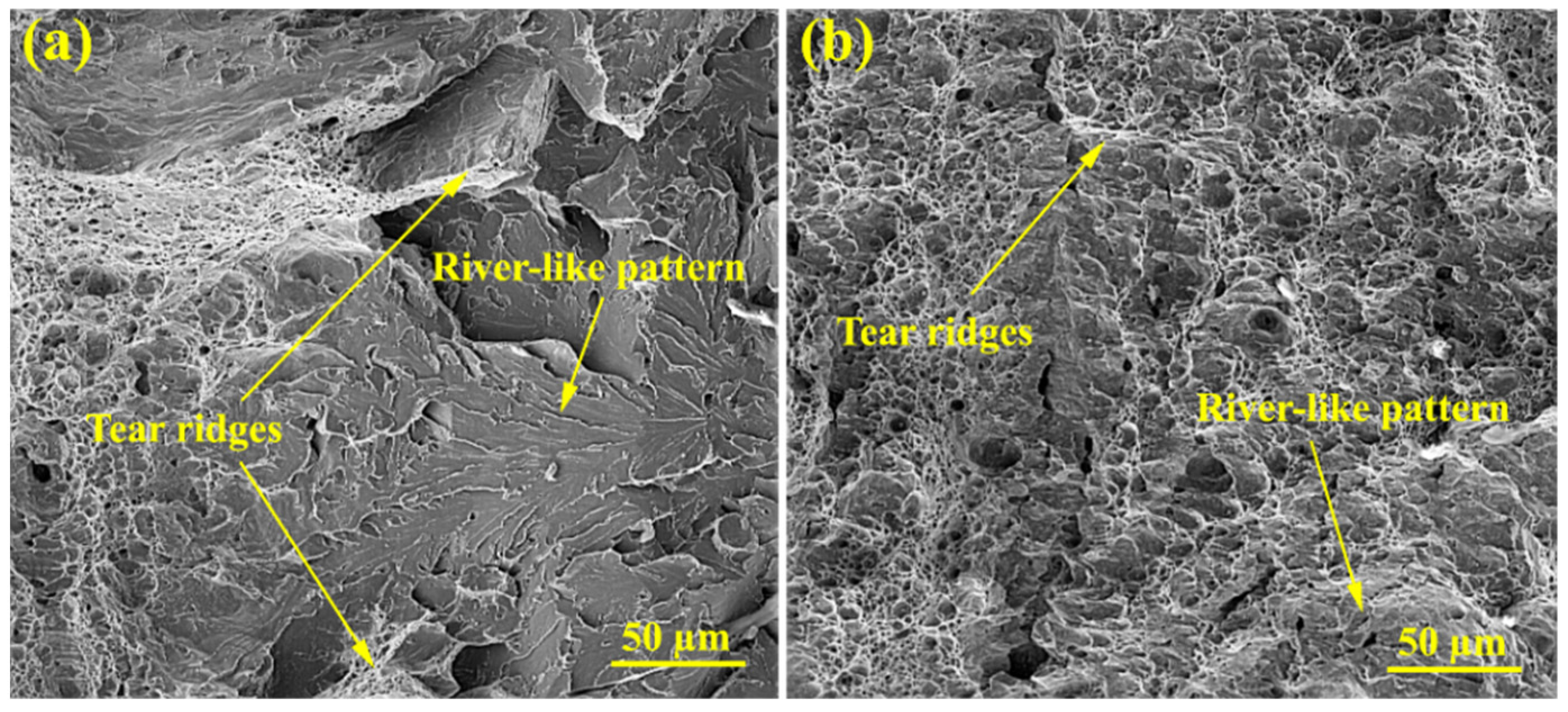
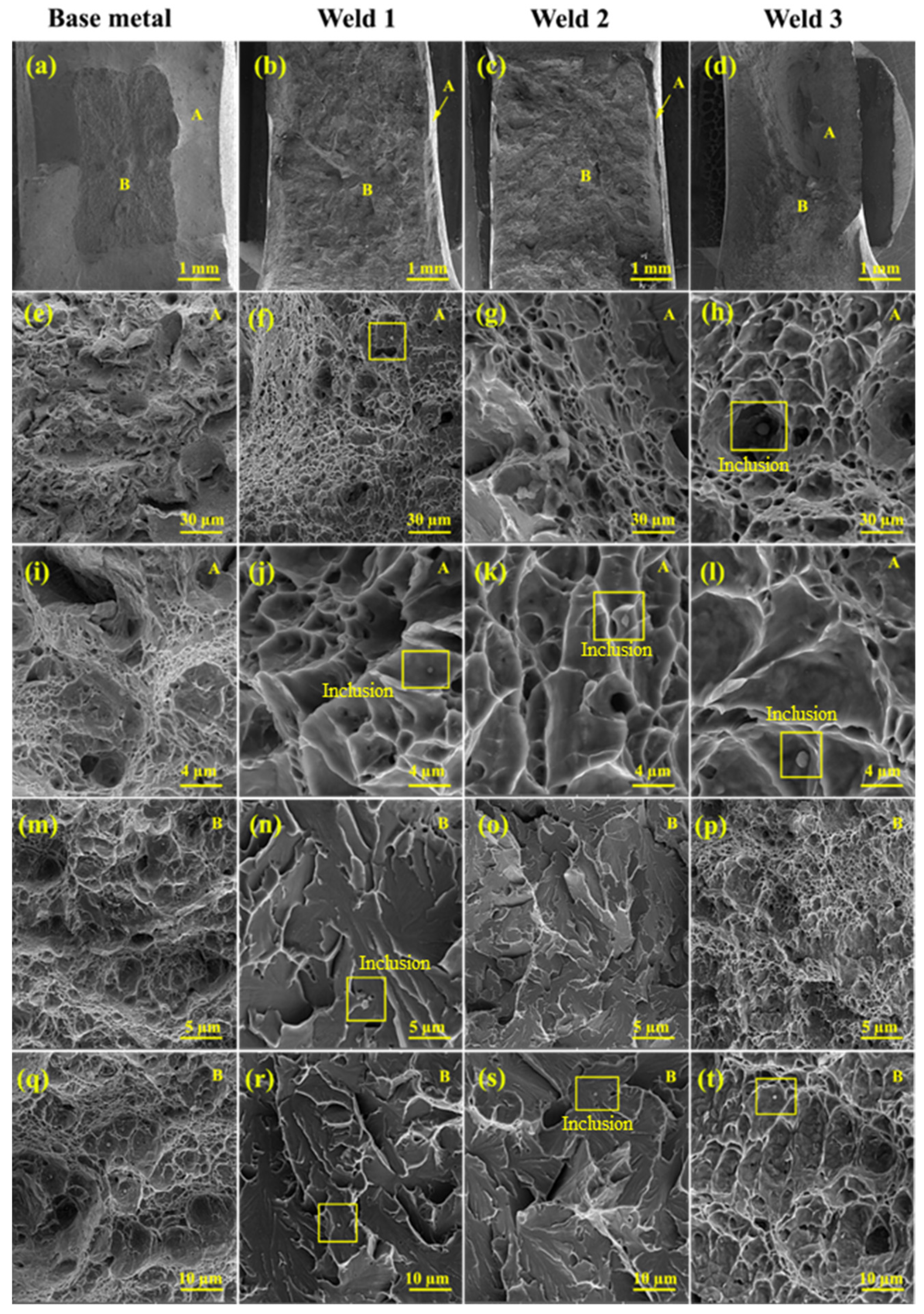
- The differences in the values of ultimate tensile stress, yield stress, and elongation are quite relevant to the amount of acicular ferrite in the WZ compared to other ferritic phases. Acicular ferrite was mostly observed in the weld joints of the second filler with ferritic microstructure. The fracture surfaces of tensile tests represented shallow and deep voids, which indicate ductile fracture mode. Acicular ferrite was responsible for this mode of fracture. Additionally, the fragment of phases, and cup and cone type of fracture may be produced by alloying elements and carbides.
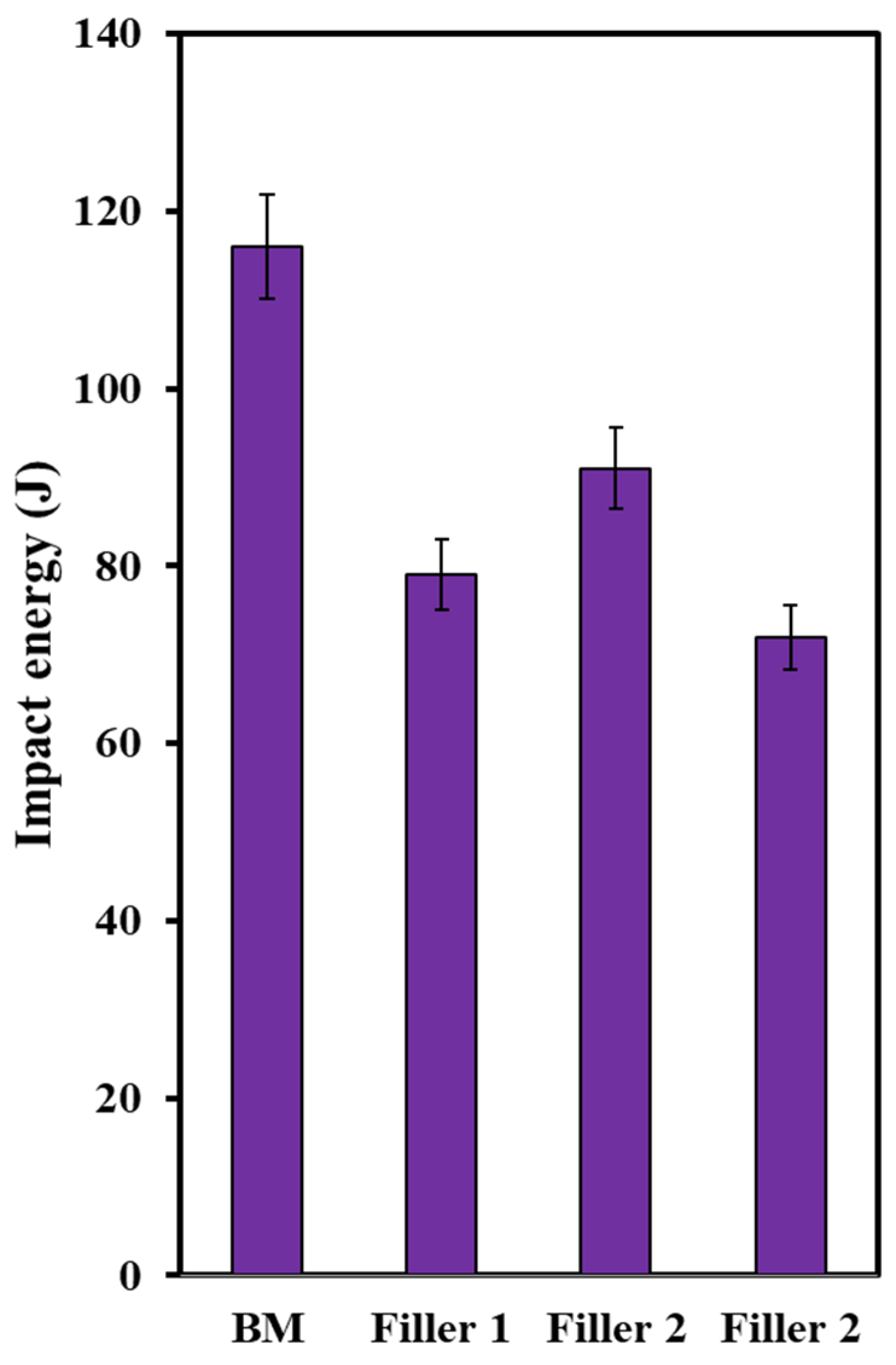
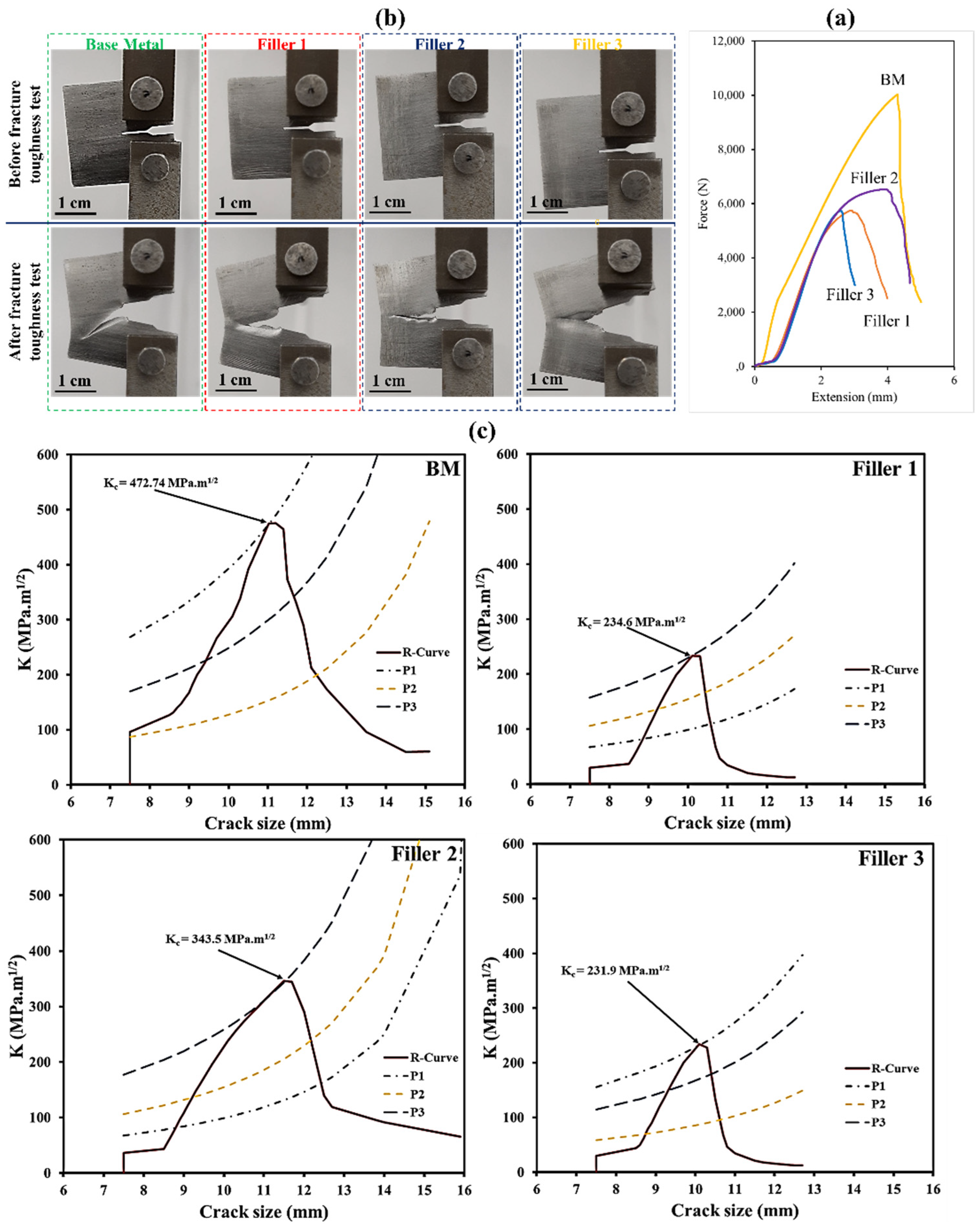
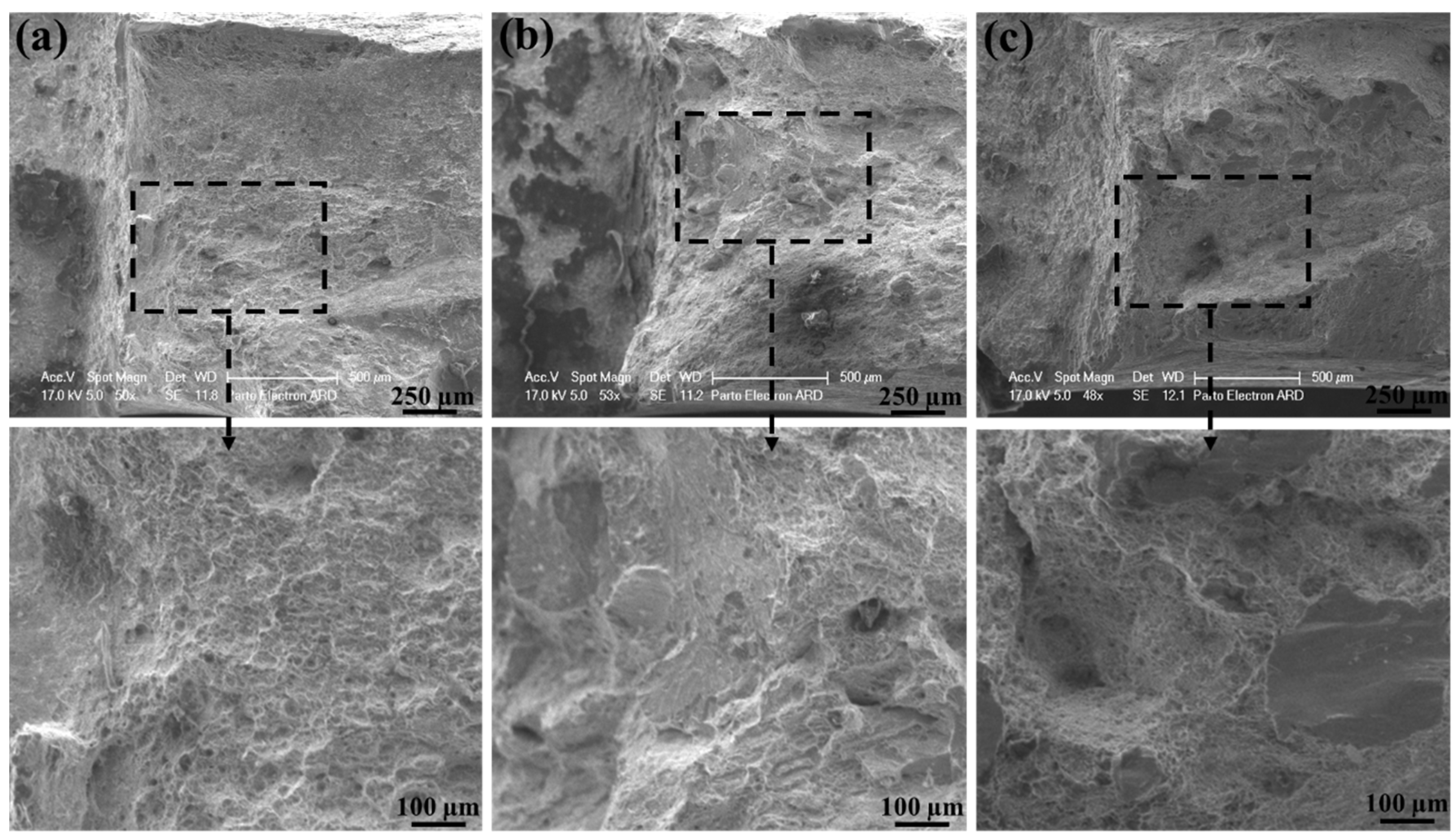
- The findings of the impact toughness and fracture toughness tests showed that the values of energies of all three welds are less than the toughness of BM but are acceptable. This means when the welding of Hardox 500 steels is needed, these filler metals and TIG welding can be applied. However, the higher value of the second weld is because of the presence of acicular ferrite and also due to the amount of alloying elements, such as Ti, C, S, and Mn. The weld joints of fillers with ferritic and austenitic microstructures represented the highest and the lowest values of mechanical properties due to the amount of acicular ferrite. This is because the weld zone (WZ) of the first filler mostly consisted of acicular ferrite, whereas the WZ of other fillers comprise allotriomorphic and Widmanstätten ferrites.
- Finally, even though three different filler metals were used to weld Hardox steels, several potential limitations need to be considered. First, other types of filler metals with different chemical compositions can be examined. Second, the welding conditions can be altered to achieve better-quality of weld joints. Third, heat treatment can be applied to control the final microstructure. For future work, it is suggested that heat treatment (normalizing, quenching, and low temperature tempering) could be applied to the welds in order to better control the microstructure in terms of the phases and having no incompatibilities, such as cracks. Moreover, properties such as hardness and tensile strength could be enhanced. The variation of microstructures in WZ and HAZ can be reduced. Their differences compared to BM can be reduced.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmed, M.M.; Abdelazem, K.A.; El-Sayed Seleman, M.M.; Alzahrani, B.; Touileb, K.; Jouini, N.; El-Batanony, I.G.; El-Aziz, H.M.A. Friction stir welding of 2205 duplex stainless steel: Feasibility of butt joint groove filling in comparison to gas tungsten arc welding. Materials 2021, 14, 4597. [Google Scholar] [CrossRef] [PubMed]
- Phillips, D.H. Welding Engineering: An Introduction; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Soltani, H.M.; Tayebi, M. Comparative study of AISI 304L to AISI 316L stainless steels joints by TIG and Nd: YAG laser welding. J. Alloys Compd. 2018, 767, 112–121. [Google Scholar] [CrossRef]
- Avazzadeh, M.; Alizadeh, M.; Tayyebi, M. Structural, mechanical and corrosion evaluations of Cu/Zn/Al multilayered composites subjected to CARB process. J. Alloys Compd. 2021, 867, 158973. [Google Scholar] [CrossRef]
- Messler, R.W., Jr. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Tayyebi, M.; Rahmatabadi, D.; Karimi, A.; Adhami, M.; Hashemi, R. Investigation of annealing treatment on the interfacial and mechanical properties of Al5052/Cu multilayered composites subjected to ARB process. J. Alloys Compd. 2021, 871, 159513. [Google Scholar] [CrossRef]
- Li, X.; Yang, X.; Yi, D.; Liu, B.; Zhu, J.; Li, J.; Gao, C.; Wang, L. Effects of NbC content on microstructural evolution and mechanical properties of laser cladded Fe50Mn30Co10Cr10-xNbC composite coatings. Intermetallics 2021, 138, 107309. [Google Scholar] [CrossRef]
- Li, X.; Yi, D.; Wu, X.; Zhang, J.; Yang, X.; Zhao, Z.; Feng, Y.; Wang, J.; Bai, P.; Liu, B.; et al. Effect of construction angles on microstructure and mechanical properties of AlSi10Mg alloy fabricated by selective laser melting. J. Alloys Compd. 2021, 881, 160459. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; Wiley: Hoboken, NJ, USA, 2002; p. 188. [Google Scholar]
- Mwema, F.M.; Akinlabi, E.T.; Oladijo, O.P.; Fatoba, O.S.; Akinlabi, S.A.; Tălu, S. Advances in manufacturing analysis: Fractal theory in modern manufacturing. In Modern Manufacturing Processes; Elsevier: Amsterdam, The Netherlands, 2020; pp. 13–39. [Google Scholar]
- Ţălu, Ş. Micro and Nanoscale Characterization of Three Dimensional Surfaces. Basics and Applications; Napoca Star Publishing House: Cluj-Napoca, Romania, 2015. [Google Scholar]
- Sharifi, H.; Raisi, S.; Tayebi, M. The effect of stress relieving treatment on mechanical properties and microstructure of different welding areas of A517 steel. Mater. Res. Express 2017, 4, 126508. [Google Scholar] [CrossRef]
- Sadeghi, B.; Sharifi, H.; Rafiei, M.; Tayebi, M. Effects of post weld heat treatment on residual stress and mechanical properties of GTAW: The case of joining A537CL1 pressure vessel steel and A321 austenitic stainless steel. Eng. Fail. Anal. 2018, 94, 396–406. [Google Scholar] [CrossRef]
- Soltani, H.M.; Tayebi, M. Microstructural and mechanical investigation of brazing 304L Stainless Steel with corner joint using a Ni-based shim and wire. Mater. Res. Express 2021, 8, 046532. [Google Scholar] [CrossRef]
- Li, Y.; Macdonald, D.D.; Yang, J.; Qiu, J.; Wang, S. Point defect model for the corrosion of steels in supercritical water: Part I, film growth kinetics. Corros. Sci. 2020, 163, 108280. [Google Scholar] [CrossRef]
- Theyssier, M.-C. Manufacturing of advanced high-strength steels (AHSS). In Welding and Joining of Advanced High Strength Steels (AHSS); Elsevier: Amsterdam, The Netherlands, 2015; pp. 29–53. [Google Scholar]
- Frydman, S.; Pękalski, G. Structure and hardness changes in welded joints of Hardox steels. Arch. Civ. Mech. Eng. 2008, 8, 15–27. [Google Scholar] [CrossRef]
- Xie, J.; Chen, Y.; Yin, L.; Zhang, T.; Wang, S.; Wang, L. Microstructure and mechanical properties of ultrasonic spot welding TiNi/Ti6Al4V dissimilar materials using pure Al coating. J. Manuf. Process. 2021, 64, 473–480. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, F.; Zhang, H.; Zhang, T.; Wang, H.; Xu, Y.; Ma, Q. Influence of CeO2 addition on forming quality and microstructure of TiCx-reinforced CrTi4-based laser cladding composite coating. Mater. Charact. 2021, 171, 110732. [Google Scholar] [CrossRef]
- Zhong, Y.; Xie, J.; Chen, Y.; Yin, L.; He, P.; Lu, W. Microstructure and mechanical properties of micro laser welding NiTiNb/Ti6Al4V dissimilar alloys lap joints with nickel interlayer. Mater. Lett. 2022, 306, 130896. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Balasubramanian, T.; Reddy, G.M. Effect of welding consumables on tensile and impact properties of shielded metal arc welded high strength, quenched and tempered steel joints. Sci. Technol. Weld. Join. 2008, 13, 97–105. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M.; Balasubramanian, T. Effect of welding processes and consumables on tensile and impact properties of high strength quenched and tempered steel joints. J. Iron Steel Res. Int. 2008, 15, 87–94. [Google Scholar] [CrossRef]
- Sharma, V.; Shahi, A. Quenched and tempered steel welded with micro-alloyed based ferritic fillers. J. Mater. Process. Technol. 2018, 253, 2–16. [Google Scholar] [CrossRef]
- Rubio-Ramirez, C.; Giarollo, D.F.; Mazzaferro, J.E.; Mazzaferro, C.P. Prediction of angular distortion due GMAW process of thin-sheets Hardox 450® steel by numerical model and artificial neural network. J. Manuf. Process. 2021, 68, 1202–1213. [Google Scholar] [CrossRef]
- Konat, Ł.; Białobrzeska, B.; Białek, P. Effect of welding process on microstructural and mechanical characteristics of Hardox 600 steel. Metals 2017, 7, 349. [Google Scholar] [CrossRef] [Green Version]
- Gupta, A.; Sharma, V.; Kumar, P.; Thakur, A. Investigating the effect of ferritic filler materials on the mechanical and metallurgical properties of Hardox 400 steel welded joints. Mater. Today Proc. 2021, 39, 1640–1646. [Google Scholar] [CrossRef]
- Beköz Üllen, N. Weldabılıty of The Hardox Wear Plates Used in the Truck Industry. In Proceedings of the ICPAT’18 International Conference on Progresses in Automotive Technologies, İstanbul, Turkey, 10–12 May 2018. [Google Scholar]
- Assari, A.H.; Eghbali, B. Solid state diffusion bonding characteristics at the interfaces of Ti and Al layers. J. Alloys Compd. 2019, 773, 50–58. [Google Scholar] [CrossRef]
- Cui, X.; Li, C.; Zhang, Y.; Said, Z.; Debnath, S.; Sharma, S.; Ali, H.M.; Yang, M.; Gao, T.; Li, R. Grindability of titanium alloy using cryogenic nanolubricant minimum quantity lubrication. J. Manuf. Process. 2022, 80, 273–286. [Google Scholar] [CrossRef]
- Gao, T.; Li, C.; Wang, Y.; Liu, X.; An, Q.; Li, H.N.; Zhang, Y.; Cao, H.; Liu, B.; Wang, D.; et al. Carbon fiber reinforced polymer in drilling: From damage mechanisms to suppression. Compos. Struct. 2022, 286, 115232. [Google Scholar] [CrossRef]
- Gong, P.; Wang, D.; Zhang, C.; Wang, Y.; Jamili-Shirvan, Z.; Yao, K.; Wang, X. Corrosion behavior of TiZrHfBeCu (Ni) high-entropy bulk metallic glasses in 3.5 wt.% NaCl. Npj Mater. Degrad. 2022, 6, 77. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, Z.; Wu, Y.; Wang, Y.; Ma, G.; Shi, J.; Zhong, Z.; Hong, Z.; Jin, Z.; Zhao, Y. Synergic realization of electrical insulation and mechanical strength in liquid nitrogen for high-temperature superconducting tapes with ultra-thin acrylic resin coating. Supercond. Sci. Technol. 2022, 35, 075014. [Google Scholar] [CrossRef]
- Huang, J.; Tayyebi, M.; Assari, A.H. Effect of SiC particle size and severe deformation on mechanical properties and thermal conductivity of Cu/Al/Ni/SiC composite fabricated by ARB process. J. Manuf. Process. 2021, 68, 57–68. [Google Scholar] [CrossRef]
- Ibrahim, A. Performance and combustion characteristics of a diesel engine fuelled by butanol–biodiesel–diesel blends. Appl. Therm. Eng. 2016, 103, 651–659. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Wang, H.; Li, H. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar] [CrossRef]
- Liu, J.; Sui, M.; Song, S.; Huang, L.; Belfiore, L.A.; Tang, J. Towards applicable photoacoustic micro-fluidic pumps: Tunable excitation wavelength and improved stability by fabrication of Ag-Au alloying nanoparticles. J. Alloys Compd. 2021, 884, 161091. [Google Scholar] [CrossRef]
- Luo, J.; Yarigarravesh, M.; Assari, A.H.; Amin, N.H.; Tayyebi, M.; Paidar, M. Investigating the solid-state diffusion at the interface of Ni/Ti laminated composite. J. Manuf. Process. 2022, 75, 670–681. [Google Scholar] [CrossRef]
- Tang, L.; Zhang, Y.; Li, C.; Zhou, Z.; Nie, X.; Chen, Y.; Cao, H.; Liu, B.; Zhang, N.; Said, Z.; et al. Biological stability of water-based cutting fluids: Progress and application. Chin. J. Mech. Eng. 2022, 35, 3. [Google Scholar] [CrossRef]
- Tayyebi, M.; Adhami, M.; Karimi, A.; Rahmatabadi, D.; Alizadeh, M.; Hashemi, R. Effects of strain accumulation and annealing on interfacial microstructure and grain structure (Mg and Al3Mg2 layers) of Al/Cu/Mg multilayered composite fabricated by ARB process. J. Mater. Res. Technol. 2021, 14, 392–406. [Google Scholar] [CrossRef]
- Tayyebi, M.; Alizadeh, M. A novel two-step method for producing Al/Cu functionally graded metal matrix composite. J. Alloys Compd. 2022, 911, 165078. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Zhang, Y.; Ali, H.M.; Sharma, S.; Li, R.; Yang, M.; Said, Z.; Liu, X. Tribology of enhanced turning using biolubricants: A comparative assessment. Tribol. Int. 2022, 174, 107766. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Zhang, Y.; Said, Z.; Debnath, S.; Sharma, S.; Yang, M.; Gao, T. Influence of texture shape and arrangement on nanofluid minimum quantity lubrication turning. Int. J. Adv. Manuf. Technol. 2022, 119, 631–646. [Google Scholar] [CrossRef]
- Wang, Y.; Tayyebi, M.; Assari, A. Fracture toughness, wear, and microstructure properties of aluminum/titanium/steel multi-laminated composites produced by cross-accumulative roll-bonding process. Arch. Civ. Mech. Eng. 2022, 22, 49. [Google Scholar] [CrossRef]
- Wang, Z.; Qiang, H.; Wang, J.; Duan, L. Experimental Investigation on Fracture Properties of HTPB Propellant with Circumferentially Notched Cylinder Sample. Propellants Explos. Pyrotech. 2022, 47, e202200046. [Google Scholar] [CrossRef]
- Wu, Y.; Chen, J.; Zhang, L.; Ji, J.; Wang, Q.; Zhang, S. Effect of boron on the structural stability, mechanical properties, and electronic structures of γ′-Ni3Al in TLP joints of nickel-based single-crystal alloys. Mater. Today Commun. 2022, 31, 103375. [Google Scholar] [CrossRef]
- Xin, T.; Tang, S.; Ji, F.; Cui, L.; He, B.; Lin, X.; Tian, X.; Hou, H.; Zhao, Y.; Ferry, M. Phase transformations in an ultralight BCC Mg alloy during anisothermal ageing. Acta Mater. 2022, 239, 118248. [Google Scholar] [CrossRef]
- Zhang, H.; Li, L.; Ma, W.; Luo, Y.; Li, Z.; Kuai, H. Effects of welding residual stresses on fatigue reliability assessment of a PC beam bridge with corrugated steel webs under dynamic vehicle loading. Structures 2022, 45, 1561–1572. [Google Scholar] [CrossRef]
- Konat, Ł. Technological, Microstructural and Strength Aspects of Welding and Post-Weld Heat Treatment of Martensitic, Wear-Resistant Hardox 600 Steel. Materials 2021, 14, 4541. [Google Scholar] [CrossRef] [PubMed]
- Altuğ, M. Investigation of Hardox 400 Steel exposed to heat treatment processes in WEDM. Politek. Derg. 2019, 22, 237–244. [Google Scholar] [CrossRef] [Green Version]
- Pawlak, K. A review of high-strength wear-resistant steel–HARDOX. Politechnika Wrocławska, Wydział Mechaniczny, Katedra Materiałoznawstwa, Wytrzymałości i Spawalnictwa, ul. Smoluchowskiego 2015, 25, 50–370. [Google Scholar]
- Tarasiuk, W.; Napiórkowski, J.; Ligier, K.; Krupicz, B. Comparison of the wear resistance of Hardox 500 steel and 20MnCr5. Tribologia 2017, 273, 165–170. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Honeycombe, R. Steels: Microstructure and Properties; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Bhadeshia, H.; Svensson, L. Modelling the evolution of microstructure in steel weld metal. Math. Model. Weld Phenom. 1993, 1, 109–182. [Google Scholar]
- Chuaiphan, W.; Srijaroenpramong, L. Heat input and shielding gas effects on the microstructure, mechanical properties and pitting corrosion of alternative low cost stainless steel grade 202. Results Mater. 2020, 7, 100111. [Google Scholar] [CrossRef]
- Osorio, A.; Souza, D.; Dos Passos, T.; Dalpiaz, L.; Aires, T. Effect of niobium addition on the flux of submerged arc welding of low carbon steels. J. Mater. Process. Technol. 2019, 266, 46–51. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, M.; Trivedi, V.; Bhatnagar, R. Evaluation of mechanical and microstructural properties of cast iron with effect of pre heat and post weld heat treatment. SSRG Int. J. Mech. Eng. 2017, 4, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Habibi, M.; Hashemi, R.; Tafti, M.F.; Assempour, A. Experimental investigation of mechanical properties, formability and forming limit diagrams for tailor-welded blanks produced by friction stir welding. J. Manuf. Process. 2018, 31, 310–323. [Google Scholar] [CrossRef]
- Li, Y.; Du, P.F.; Jiang, Z.H.; Yao, C.L.; Bai, L.; Wang, Q.; Xu, G.; Chen, C.Y.; Zhang, L.; Li, H.B. Effects of TiC on the microstructure and formation of acicular ferrite in ferritic stainless steel. Int. J. Miner. Metall. Mater. 2019, 26, 1385–1395. [Google Scholar] [CrossRef]
- Jo, M.C.; Park, J.; Sohn, S.S.; Kim, S.; Oh, J.; Lee, S. Effects of untransformed ferrite on Charpy impact toughness in 1.8-GPa-grade hot-press-forming steel sheets. Mater. Sci. Eng. A 2017, 707, 65–72. [Google Scholar] [CrossRef]
- Sarwar, M.; Priestner, R. Influence of ferrite-martensite microstructural morphology on tensile properties of dual-phase steel. J. Mater. Sci. 1996, 31, 2091–2095. [Google Scholar] [CrossRef]
- Konat, Ł. Structural aspects of execution and thermal treatment of welded joints of hardox extreme steel. Metals 2019, 9, 915. [Google Scholar] [CrossRef] [Green Version]
- Pai, A.; Sogalad, I.; Basavarajappa, S.; Kumar, P. Results of tensile, hardness and bend tests of modified 9Cr 1Mo steel welds: Comparison between cold wire and hot wire gas tungsten arc welding (GTAW) processes. Int. J. Press. Vessel. Pip. 2019, 169, 125–141. [Google Scholar] [CrossRef]
- Cao, Z.Q.; Bao, Y.P.; Xia, Z.H.; Luo, D.; Guo, A.M.; Wu, K.M. Toughening mechanisms of a high-strength acicular ferrite steel heavy plate. Int. J. Miner. Metall. Mater. 2010, 17, 567–572. [Google Scholar] [CrossRef]
- Korkmaz, E.; Meran, C. Mechanical properties and microstructure characterization of GTAW of micro-alloyed hot rolled ferritic XPF800 steel. Eng. Sci. Technol. Int. J. 2021, 24, 503–513. [Google Scholar] [CrossRef]
- Milani, A.M.; Paidar, M.; Khodabandeh, A.; Nategh, S. Influence of filler wire and wire feed speed on metallurgical and mechanical properties of MIG welding–brazing of automotive galvanized steel/5754 aluminum alloy in a lap joint configuration. Int. J. Adv. Manuf. Technol. 2016, 82, 1495–1506. [Google Scholar] [CrossRef]
- Wallin, K. Fracture Toughness of Engineering Materials: Estimation and Application; EMAS Publishing: Warrington, UK, 2011. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | S | Al | Cu | Ti | Co | V | Fe | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Base metal | Martensitic | 0.272 | 0.470 | 1.180 | 0.150 | 0.030 | 0.090 | - | - | - | - | - | - | Bal. |
| Filler 1 (ER80S-Ni1) | Ferritic + Austenitic | 0.191 | 0.517 | 1.157 | 0.136 | 0.039 | 0.435 | 0.008 | 0.029 | 0.065 | 0.006 | 0.007 | 0.018 | Bal. |
| Filler 2 (ER80S-G) | Ferritic | 0.194 | 0.614 | 1.378 | 0.100 | 0.027 | 0.077 | 0.011 | 0.025 | 0.090 | 0.006 | 0.003 | 0.019 | Bal. |
| Filler 3 (ER80S-B2) | Austenitic | 0.208 | 0.508 | 1.171 | 0.743 | 0.312 | 0.080 | 0.008 | 0.034 | 0.114 | 0.007 | 0.004 | 0.019 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, Z.; Haowei, M.; Yarigarravesh, M.; Assari, A.H.; Tayyebi, M.; Tayebi, M.; Hamawandi, B. Microstructure, Fractography, and Mechanical Properties of Hardox 500 Steel TIG-Welded Joints by Using Different Filler Weld Wires. Materials 2022, 15, 8196. https://doi.org/10.3390/ma15228196
Zuo Z, Haowei M, Yarigarravesh M, Assari AH, Tayyebi M, Tayebi M, Hamawandi B. Microstructure, Fractography, and Mechanical Properties of Hardox 500 Steel TIG-Welded Joints by Using Different Filler Weld Wires. Materials. 2022; 15(22):8196. https://doi.org/10.3390/ma15228196
Chicago/Turabian StyleZuo, Zhaoyang, Ma Haowei, Mahdireza Yarigarravesh, Amir Hossein Assari, Moslem Tayyebi, Morteza Tayebi, and Bejan Hamawandi. 2022. "Microstructure, Fractography, and Mechanical Properties of Hardox 500 Steel TIG-Welded Joints by Using Different Filler Weld Wires" Materials 15, no. 22: 8196. https://doi.org/10.3390/ma15228196
APA StyleZuo, Z., Haowei, M., Yarigarravesh, M., Assari, A. H., Tayyebi, M., Tayebi, M., & Hamawandi, B. (2022). Microstructure, Fractography, and Mechanical Properties of Hardox 500 Steel TIG-Welded Joints by Using Different Filler Weld Wires. Materials, 15(22), 8196. https://doi.org/10.3390/ma15228196