3.2. TEM Observation of an Al-Si-Mg-Cr Alloy
For illustrative purposes, the aging process of the alloy at 175 °C is characterized by TEM. As shown in
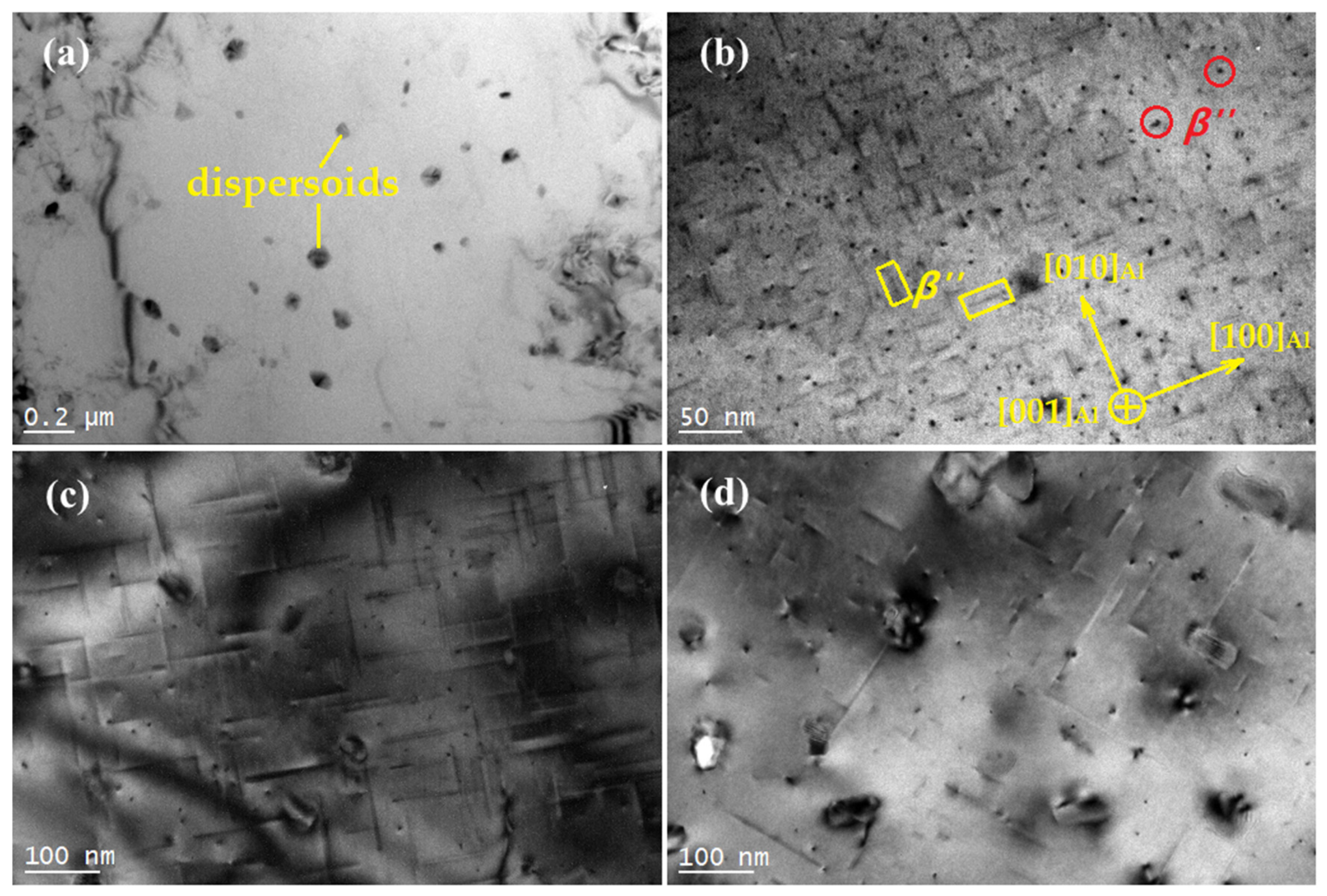
Figure 2a, a large number of nanosized dispersoids can be observed in the solution-treated alloy. In our previous work, we found that most of the dispersoids are
-
[
8]. The solid solution or the supersaturated solid solution may be formed because Mg and Si elements gradually dissolve into the matrix during solid solution treatment. The atomic radius difference between Mg, Si, and Al will cause a large lattice distortion. This kind of distortion can produce a strong stress field, which can bring an obvious strengthening effect to the alloy. Therefore, after solution treatment, the strength of the alloy can be improved to a certain extent, which is mainly from the solution strengthening caused by the supersaturated solid solution and dispersion strengthening caused by dispersoids.
Figure 2b shows a TEM image of the alloy after aging for 2 h. It can be seen from the figure that, in addition to the dispersed phase, a high density of dot-like (marked with red circles) and needle-like (marked with yellow rectangles) precipitates are evenly distributed on the matrix. It is obvious that the needle-like precipitate is the
phase perpendicular to the electron beam, while the dot-like precipitate is the
phase parallel to the electron beam. Therefore, when the aging time reaches 2 h, the needle-like
phase begins to precipitate. When the aging time reaches 9 h, the radius of the precipitated phase reaches 3.5 nm and the length of the phase reaches 35 nm, as shown in
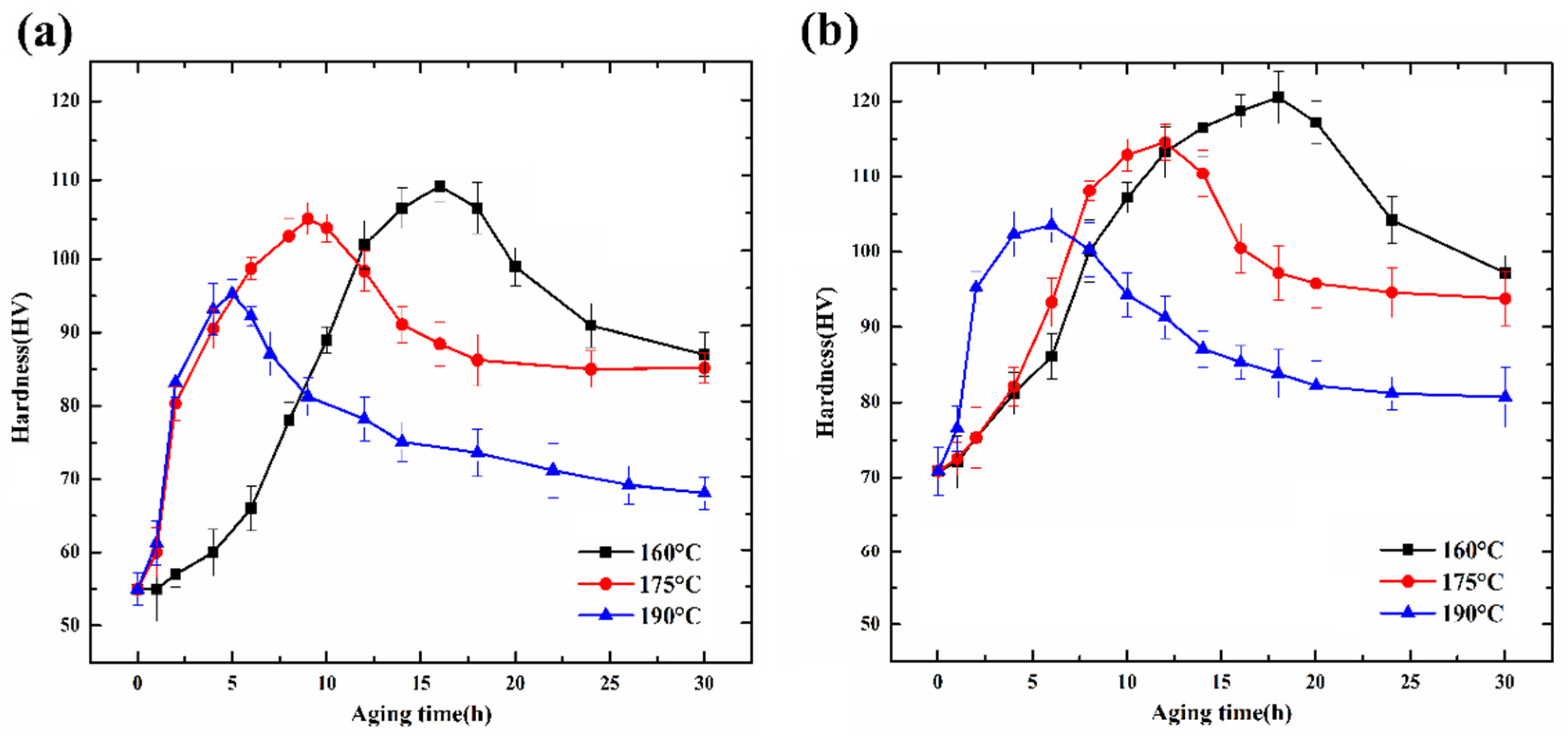
Figure 2c. In the hardness curve, the alloy enters the peak aging stage. At the same time, the number density of the
phases further decreased but remained very high. When the aging time reaches 12 h, the sample begins to enter the overaging stage. As shown in
Figure 2d, there are a large number of dot-like and needle-like precipitates distributed on the Al matrix. Many large-scale needle-like precipitates occur along
and
.
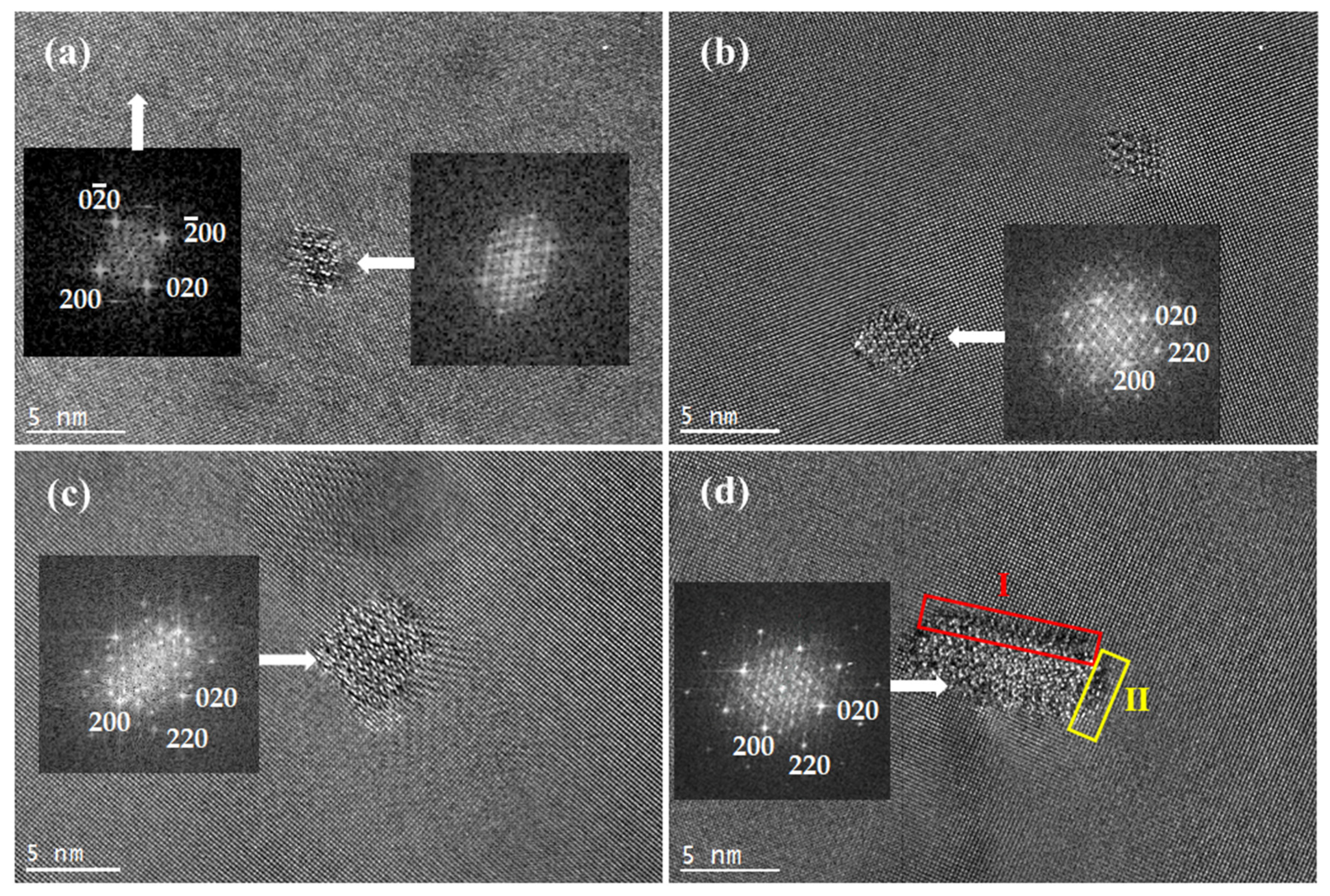
Figure 3 shows the high-resolution transmission electron microscopy (HRTEM) images of the alloy aged at 175 °C.
Figure 3a shows the HRTEM image of a dot-like precipitate in the alloy aged for 2 h and its corresponding fast Fourier transform (FFT) pattern. According to the FFT pattern, the dot-like precipitate is identified as the
-
phase. The phase belongs to the monoclinic system, the space group is C2/m, and the crystal parameters are
= 1.51 nm,
= 0.405 nm,
=
, and
= 105° [
21,
22]. It can be seen in the figure that the
phase is completely coherent with the Al matrix. The orientation relationship between the
phases and the matrix is determined as follows:
After calculation, the interface mismatches between
and the matrix,
, and
, are calculated to be 5% and 6%, respectively. The lattice parameters of nanoscale precipitates
and the matrix are different. To maintain the coherent interface between the precipitated phase and the matrix, there will be a large lattice distortion and strain field. The strain field can effectively block the movement of dislocations and improve the strength of the alloy. Because a large amount of
phases precipitate in the matrix, the produced strain field is large enough to produce an effective strengthening effect. Accordingly, the aging curve in
Figure 1a shows that the hardness of the alloy was greatly improved during aging for 2 h.
As shown in the HRTEM images in
Figure 3b, the larger
in the peak aging stage is still coherent with the aluminum matrix. The larger the size, the larger the strain field. At this time, the elastic strain field increases to the highest value, which greatly hinders the dislocation movement and produces the maximum strengthening effect, resulting in the highest hardness value.
Figure 3c,d show the HRTEM images of the precipitates aged for 12 h viewed along
. As shown in
Figure 3c, the dot-like precipitates are actually the cross-section morphology of needle-like
. Metastable
belongs to the hexagonal system, the space group is P63/m, and the lattice parameters are as follows: a = 0.705 nm and c = 0.405 nm. Its chemical formula is
. From the corresponding FFT image in the figure, we can obtain the orientation relationship between the
phase and matrix as follows:
. The above results indicate that overaging occurs
→
. This is the same as the precipitation process of the 6xxx series aluminum alloy [
23]. In addition, it also found that a certain amount of rectangular lath phase is precipitated in the overaging stage, as shown in
Figure 3d. It was confirmed that these phases are the
phase found in the Al-Mg-Si alloy by Dumolt et al. [
24]. The
phase is hexagonal, the space group is P6, and the lattice constants are a = 1.04 nm and c = 0405 nm. From the FFT of the
phase and the surrounding Al matrix, we found that the orientation relationship between the
phase and the matrix is
.
The axial direction of the
phase is
The lattice parameter c is the same as the matrix, so the lath-like phase
is coherent with the Al matrix along the long axis. As shown in
Figure 3d, interface I between
and
is marked by the red box. It is found that the mismatch between
and
is only 0.7%. This shows that the interface in this direction is a coherent interface. At the same time, the yellow box interface II is
and
. The results show that the interface is a semicoherent interface. It can be inferred that to reduce the interface energy during the process of phase growth interface I of the precipitated
phase will dominate the coarsening process, resulting in the length of interface I being much longer than that of interface II, and
presents a strip shape.
In the overaging stage, the average cross-sectional area of the rod-like and slats precipitates are more than 20 nm2, and the axial length of the precipitates is more than 100 nm. The mismatch degree of these large-scale precipitates with the Al matrix is quite high, which cannot meet the completely coherent interface relationship. Therefore, these precipitates can reduce the lattice distortion and the interface energy with the matrix by maintaining a semicoherent interface relationship with the matrix. However, it also leads to the weakening of the strain field with the matrix. The weakening of the strain field reduces the strengthening effect. Therefore, as the aging curve shows, the hardness of the alloy decreased significantly.
It can be inferred that the precipitation of the and phases are further prolonged with aging time, and and phase transformations will occur to form an equilibrium phase. The phase and matrix are noncoherent. The strengthening effect of precipitates will be further reduced. Accordingly, the hardness value is further reduced and tends to be stable.
3.3. TEM Observation of an Al-Si-Mg-Cr-Cu Alloy
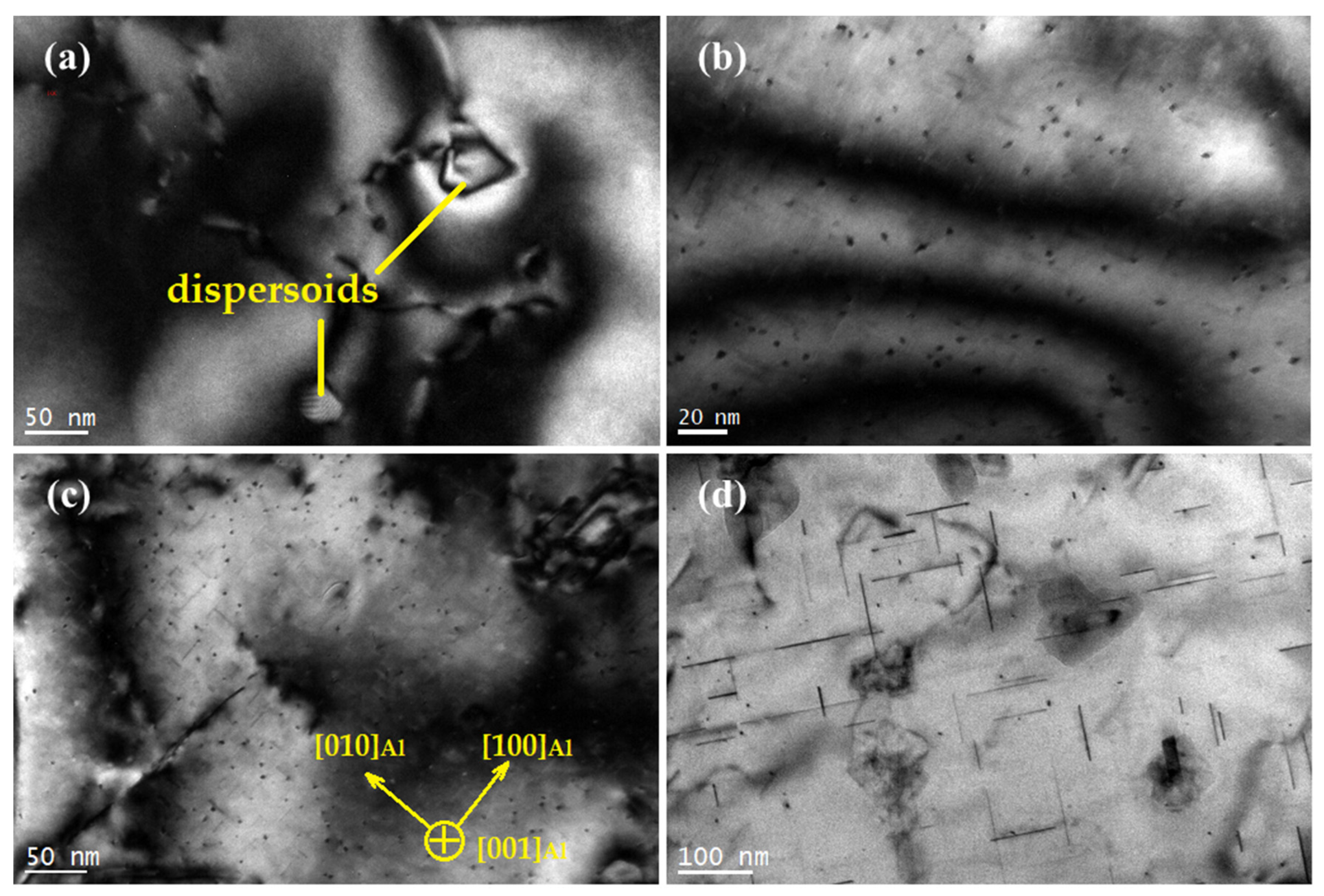
For comparison, microstructures of the Al-7%Si-0.3%Mg-0.3%Cr-1.5%Cu alloy that were as-quenched, underaged, peak-aged, and overaged were observed by TEM, as shown in
Figure 4. In
Figure 4a, only the Cr-containing phase and Si particles are found in the solid solution Al-7%Si-0.3%Mg-0.3%Cr-1.5%Cu alloy. At this time, Cu and Mg elements are completely dissolved into the matrix to form a supersaturated solid solution. After cooling in water, a supersaturated solid solution will be obtained, resulting in an obvious solid solution-strengthening effect. Combined with the aging curve, it can be concluded that the addition of Cu improves the hardness of the solid solution alloy, which is the solution strengthening produced by Cu atoms.
Figure 4a also shows the interaction of dislocations with dispersoids, where dislocation looping took place. The dislocation-particle interaction has been explained by Safyari et al. [
25] that dislocation loops can leave the dispersoids by slip, which is the Orowan mechanism.
Figure 4b is the TEM image of the alloy after aging for 6 h. In the figure, it can be seen that many dot-like precipitates appear and are evenly distributed.
Figure 4c shows the microstructure of the alloy aged for 12 h. As shown in the figure, a large number of needle-like phases precipitate on the matrix, and the axial direction of the needle-like phase is parallel to
. The axial size of the acicular phase is approximately 35 nm. The aging curve shows that the hardness of the alloy reaches its peak value after aging for 12 h; in other words, the alloy enters the peak aging stage.
Figure 4d shows the microstructure of the alloy aged for 16 h. Similarly, many acicular and punctate phases are uniformly distributed on the matrix. The axial direction of acicular precipitates is parallel to
or
. The axial dimension is approximately 150 nm.
To understand the role of Cu atoms during the precipitation of the Al-Si-Mg-Cr alloy, the specimens aged at 175 °C for 1 h, 2 h, 6 h, 12 h, and 16 h are further investigated by the atomic-scale HAADF-STEM.
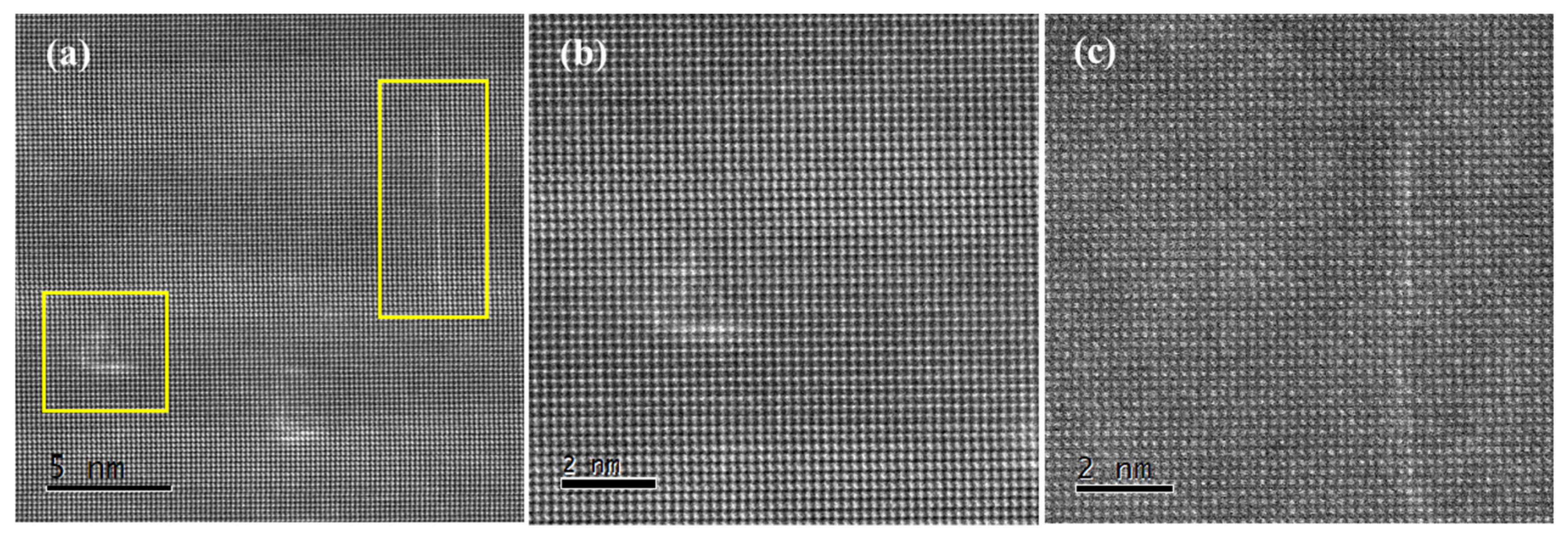
Figure 5 is a set of HAADF-STEM images of precipitates. It is obvious that the precipitates are actually clusters of specific solute atoms, i.e., the GP zone. It is well known that the intensity in the HAADF-STEM images is approximately proportional to Z
1.7, where Z is the atomic number. There is no doubt that these bright lines are composed of elements heavier than Al because their contrast is much brighter. According to the later part of the study, these heavier atoms are supposed to be Cu. Two kinds of GP zones are observed after aging for 1 h, as shown in
Figure 5a.
Figure 5b shows that the two short lines perpendicular to each other present high contrast. It is believed that the Cu atoms are segregated on the interface between the precipitates and the matrix. The typical structures can be classified as type I GP zones. In addition, a relatively long line composed of high-contrast atoms is observed, as shown by the arrow in
Figure 5c. It is quite different from the type I GP zone, and this structure is named the type II GP zone. Both the type I GP zone and type II GP zones are completely coherent with the matrix. In fact, there is no structural difference between the GP zones and matrix at this stage. Thus, it is concluded that GP zones formed in the first stage of precipitation have two kinds of structures: one is the perpendicular-line structure (type I GP zone) and the other is the single-line structure (type II GP zone).
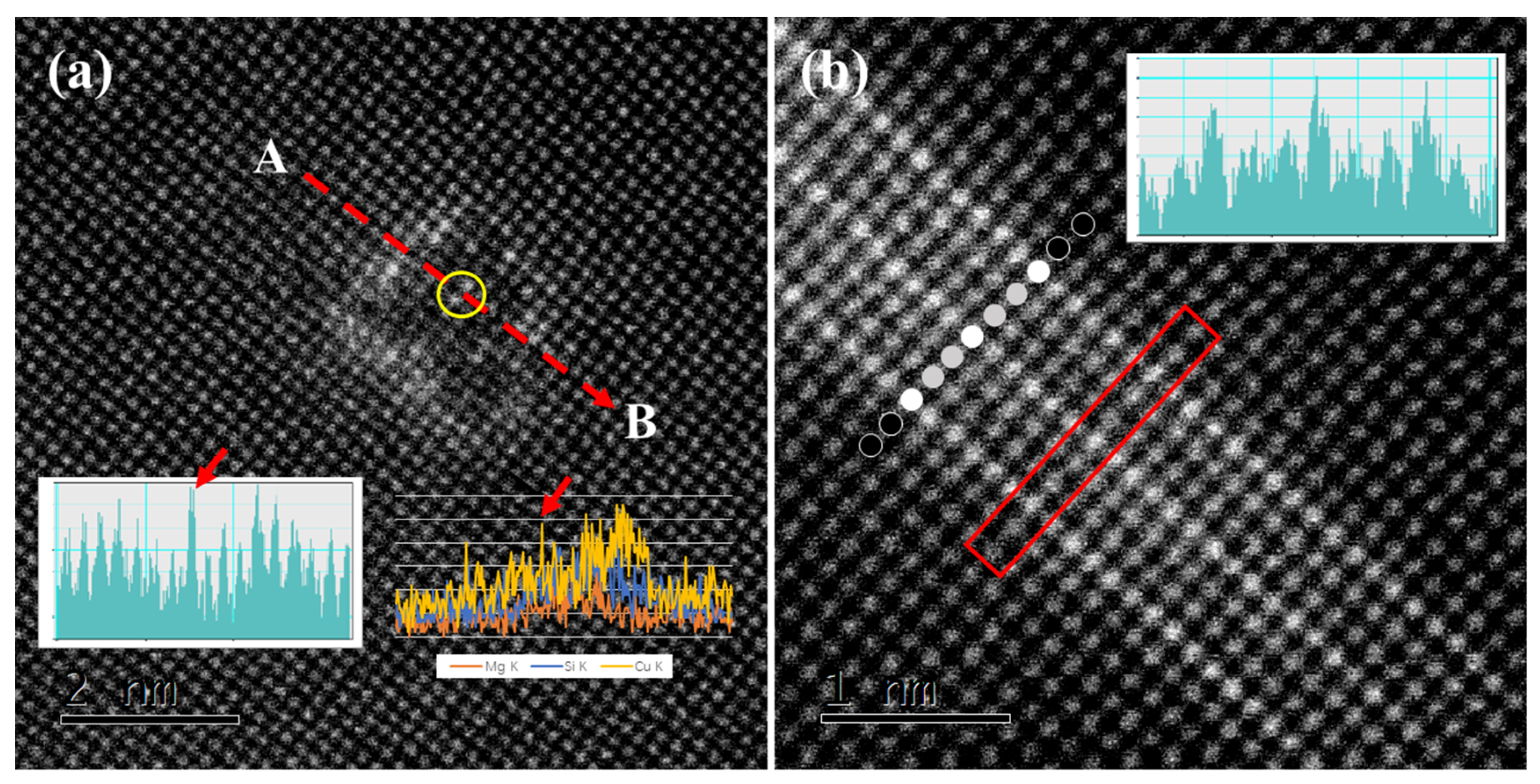
Figure 6 shows the HAADF-STEM images obtained from the alloy after aging for 2 h. The difference between the two types of GP zones is more obvious. In
Figure 6a, the measured cross-section size of the type I GP zone is approximately 2 nm. The GP zone is completely surrounded by atoms with high contrast. In addition, high-contrast atomic columns are also found inside the GP zone, as marked by the yellow circle in
Figure 6a. The corresponding intensity distribution spectrum also shows that these atomic columns have higher intensity, as inserted in
Figure 6a. This shows that the Cu atoms not only enriched on the boundary of the GP zone but also diffused to the interior of the GP zone.
Figure 6b shows the HAADF-STEM image of the type II GP zone,
. The single-line structure has developed into a parallel-line structure. The degree in the figure is divided into three levels: super high contrast, high contrast, and dark contrast, which are shown in white, grey, and black, respectively. The contrast of the precipitates is higher than that of the matrix, which proves that the interface of the precipitates is rich in Cu atoms, but some atomic layers in the axial morphology show higher contrast, which indicates that these atomic layers have heavier atom segregation. The period of this contrast change is one layer in every three layers. The intensity distribution spectrum in the red frame also shows the periodicity and heavy atom segregation in the GP zone.
The contrast analysis and EDS line scan results from A to B are inserted in
Figure 6a, from which we can see the enrichment of Si, Mg, and Cu, which shows that the GP zone contains Si, Mg, and Cu elements. Therefore, Cu atoms are mainly concentrated at the interface between the GP zone and matrix, while Si and Mg elements are mainly concentrated in the GP zone. It is well known that the maximum solid solubility of Cu, Mg, and Si in an Al matrix is 5.65%, 1.85%, and 1.65%, respectively. Compared with Cu, the solid solubility of Si and Mg in the Al matrix is much lower. The diffusion rate of Cu atoms in the Al matrix is lower than that of Mg and Si atoms [
26,
27,
28,
29]. It is assumed that Si and Mg atoms in supersaturated solid solutions tend to diffuse and aggregate at the beginning of aging and then form atom clusters. Cu atoms form new clusters at the boundary of the formed Si-Mg clusters. At the same time, the relevant research shows that in the Al solid solution, the atomic radius of Mg is 12% larger than that of Al, Si is 6% smaller than that of Al, and Cu is 15% smaller than that of Al [
30]. Although the type I GP zone is completely coherent with the matrix, there is a certain elastic strain energy around the GP zone and the matrix due to the difference in the atomic radius between the solute atom and the matrix. The Cu atom with the smallest radius can be segregated at the boundary to minimize this elastic strain energy. Therefore, with increasing aging time, the Cu atom will still gather at the interface between the precipitated phase and the matrix. However, with the coarsening of the precipitates, a small amount of Cu atoms also diffuses into the GP zone, such as place C in
Figure 6a.
On the other hand, due to the formation of the GP zone, there is a radius difference between the atoms in the GP zone and the matrix, but to meet the coherent interface relationship between the two phases, lattice distortion will occur at the interface, resulting in an elastic strain field. The strain field can effectively pin dislocations, so it can improve the strength of the alloy. Accordingly, the hardness of the alloy increases.
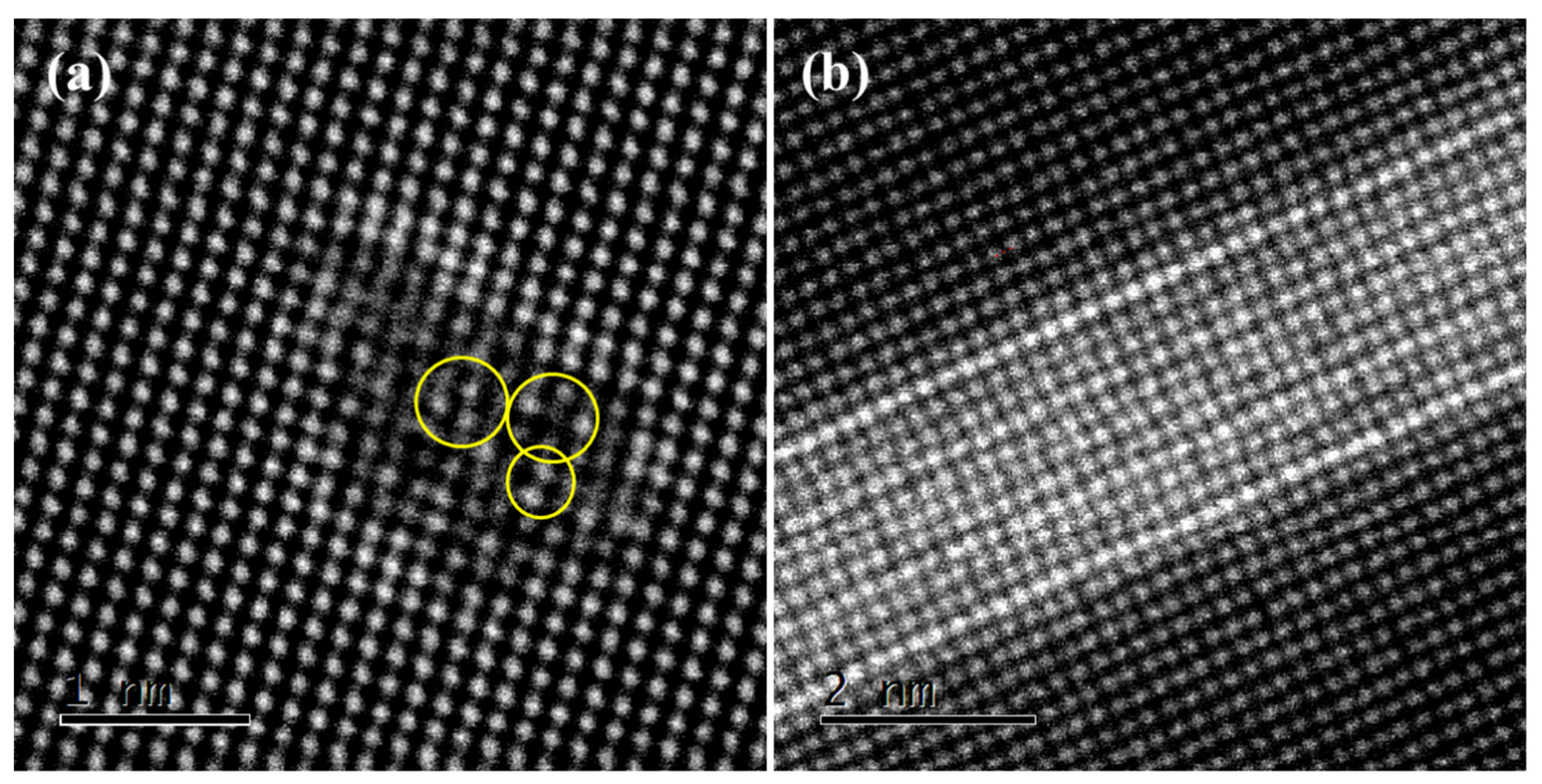
When the aging time is extended to 6 h, as shown in
Figure 7a, the size of the type I GP zone grows further, with a cross-section size of approximately 2.5 nm. Cu atoms are enriched at the interface between the GP zone and matrix and it is found that the content of Cu increases inside the larger GP zone, as shown by the yellow circles in the figure. This shows that with the coarsening of the GP zone, Cu still tends to concentrate at the interface, reducing the overall interface energy. At the same time, the length of the type II GP zone is almost unchanged, while its width has increased, as shown in
Figure 7b.
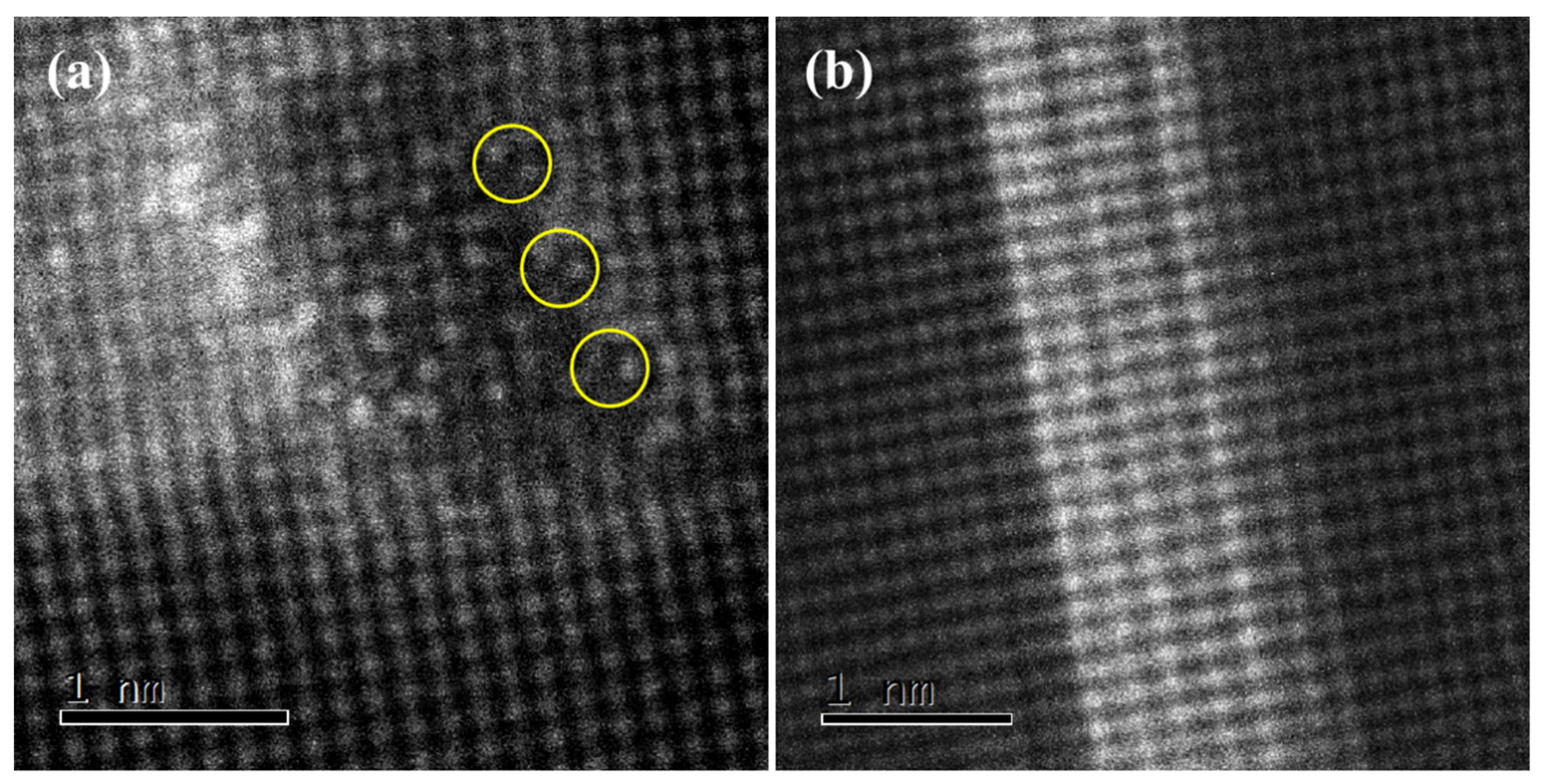
Figure 8 shows the HAADF-STEM images obtained from the alloy after aging for 12 h. The low magnification of the HAADF-STEM image shows that the precipitates or GP zone have similar morphology characteristics at this time, and Cu atoms are segregated at the interface between the precipitated phase and the matrix. However, the high magnification of the HAADF-STEM image in
Figure 8a shows that the precipitated area is the
phase instead of the GP zone. The addition of Cu atoms does not change the type of precipitate but occupies a specific position of the cell of the precipitate
. To distinguish it from
in the Al-Si-Mg-Cr alloy, we named it
. From the Z-contrast and intensity distribution spectrum, it can be seen that the Cu atom tends to not only segregate at the interface but also occupy the position of the Si atom in the
phase cell, as shown in the yellow circles in
Figure 8a. In addition, the cross-section size of the precipitates exceeded 3 nm, and they were completely coherent with the matrix. The segregation of Cu at the interface lowers the mismatch degree of the two phases. To satisfy the coherent interface relationship, the interface between the
phase and the matrix will produce a large lattice distortion and strain field, while the elastic strain field can effectively pin dislocation and improve the strength of the alloy. Therefore, in the peak aging stage, the GP zone has been completely transferred into
. A large distortion field is generated at the interface of the phase, which can improve the hardness of the alloy to the greatest extent. At the same time, the width of the type II GP zone is almost unchanged, as shown in
Figure 8b.
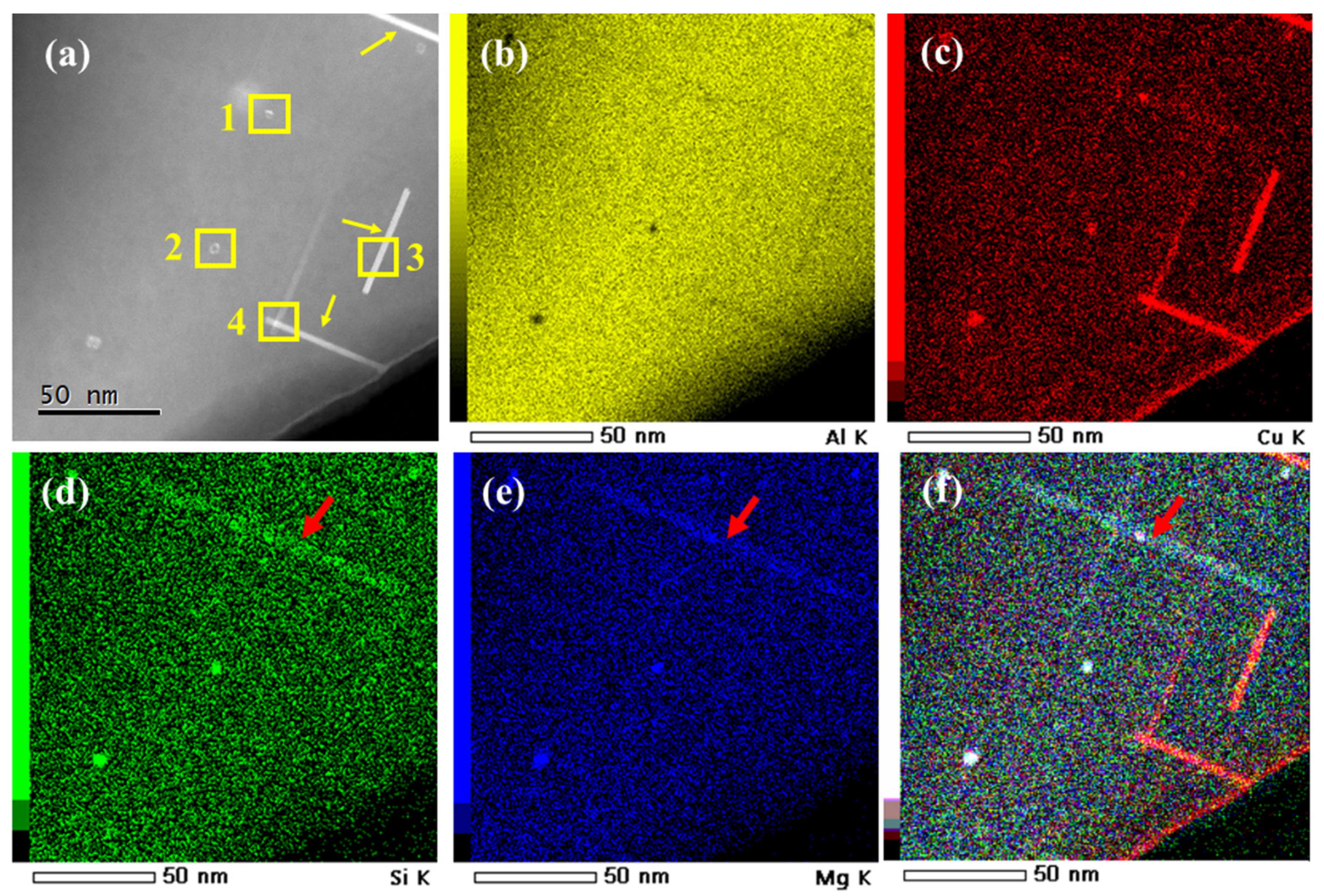
The HAADF imaging combined with EDS elemental mapping was performed to further identify the precipitates.
Figure 9a–f shows a typical HAADF-STEM image of precipitates after aging for 16 h, and the elemental maps were simultaneously recorded. Referring to the TEM results above, it is apparent that the alloy contains needle-shaped phases, as marked by
Figure 9a. According to the intensity in the HAADF images, there is no doubt that these phases are composed of elements heavier than Al because their contrast is much brighter.
Figure 9b–e shows the EDS maps of Al, Cu, Si, and Mg, respectively.
Figure 9b shows that the Al distributes evenly throughout the matrix but diminishes in the phase regions. The needle-shaped phases are rich in Cu and free of Mg and Si. With respect to the HAADF-STEM images and EDS results, these phases are estimated to be
-Al
2Cu phases. However, the distribution of Si and Mg exactly coincides with other needle-shaped phases, as shown by the red arrows in
Figure 9d,e. They are invisible in the HAADF image due to the very close atomic numbers of Mg (12), Al (13), and Si (14). In the TEM results, these phases are estimated to be
-Mg
2Si precipitates. In addition, a very small amount of Cu is found to be enriched in these phases.
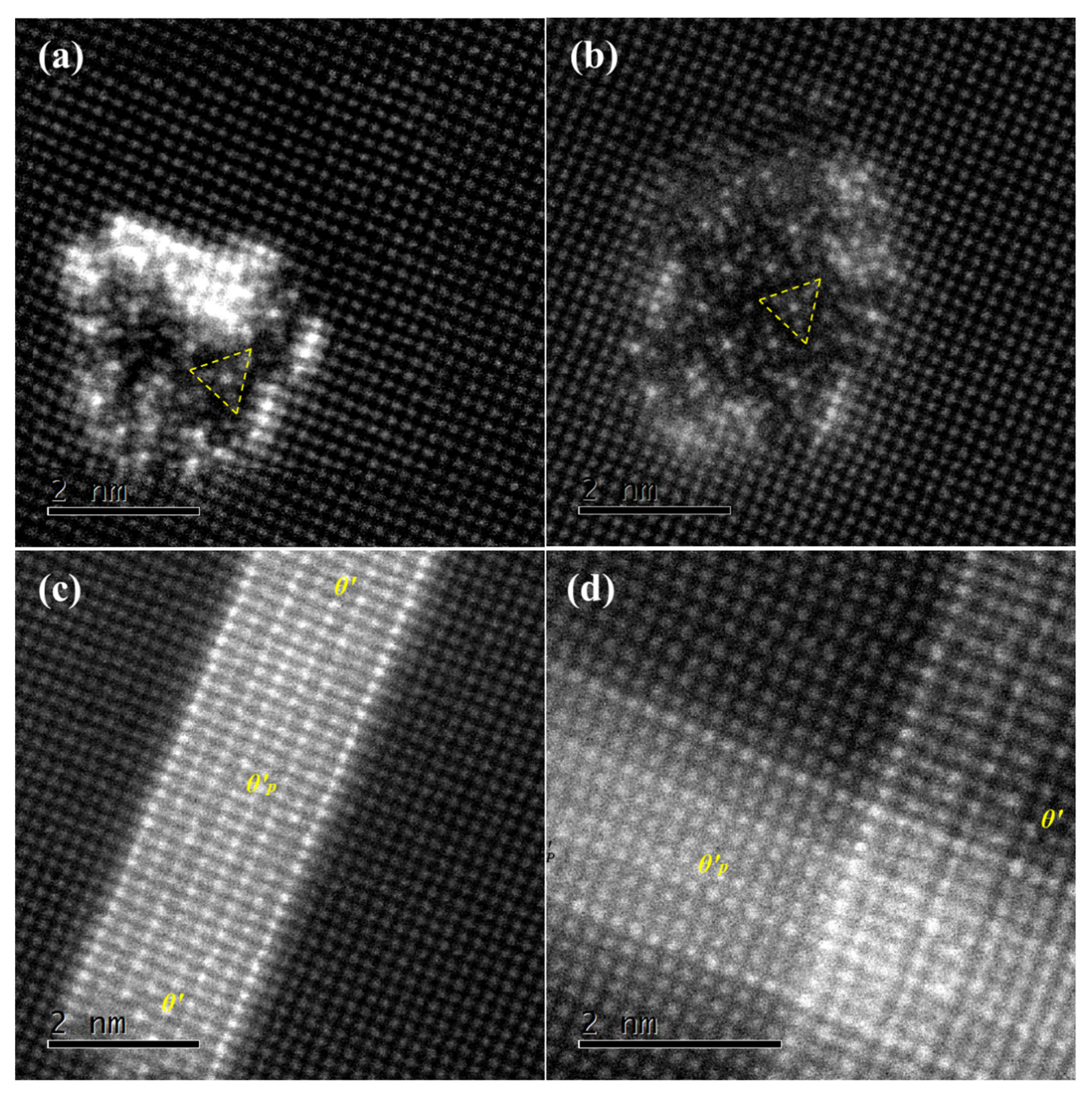
The atomic-scale HAADF-STEM was applied to further characterize the phases.
Figure 10 shows the enlarged areas from the yellow rectangles (marked by 1,2,3,4) in
Figure 9a, respectively. By analyzing the atomic-scale HAADF-STEM images in
Figure 10a,b, we can see that this is a
phase. The composition of the
phase is
. It belongs to the hexagonal system, the space group is P-6, and the lattice parameters are a = 1.03 nm and b = 0.403 nm. The
phase has a structure similar to that of the
phase. In addition, it can be seen from the figure that there is a triangular substructure in the precipitate, as shown in the yellow triangle in
Figure 10a,b. The Cu atom occupies the center of the Mg triangle. This substructure is composed of Mg, Si, and Cu atoms, with Cu atoms as the center and Mg atoms as the framework. Therefore, it can be concluded that the alloy indeed enters the overaging stage. Thus, it is concluded that the addition of Cu inhibits the transformation from the
phase to the
phase and promotes the transformation from the
phase to the
phase. The
phase structure model shows that Si is arranged in the quadrilateral frame and that Cu atoms are in the interior of the Si frame. It can be inferred that the Cu atom promotes the structural transformation centered on it. In addition, the Cu atom still tends to be enriched at the interface between the
phase and the matrix, as shown in
Figure 10a,b.
Figure 10c,d shows the formation of another precipitate during the overaging process. The precipitate is a lamellar
-
phase and evolves from the type II GP zone. It belongs to the tetragonal system, and its thickness direction is
and parallel to
. When the thickness direction is perpendicular to the electron beam, the
phase shows a long axial shape. It can be seen from the figure that the atomic spacing in the thickness direction is approximately 0.29 nm, which is consistent with the theoretical value. The corresponding FFT also proves that it is
. Due to the relatively high content of Cu, the Cu atom promotes the formation of
-
.
As discussed above, the type I GP zone evolved into the phase, while the type II GP zone evolved into the phase during the aging process. Both the phase and the phase maintain a semicoherent interface with the matrix. Therefore, the elastic strain field of the interface between the precipitated phase and the matrix decreases, so the hardness of the alloy will decrease at this time. At the same time, when the aging time of the alloy is further extended, the phase and the phase will be converted into and . The phase and the matrix are semicoherent, but the phase and matrix are noncoherent. Therefore, the hardness of the alloy will be further reduced to a stable value.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}