
Use of Municipal Solid Waste Incineration Fly Ash in Geopolymer Masonry Mortar Manufacturing

Abstract
:1. Introduction
2. Experimental Program
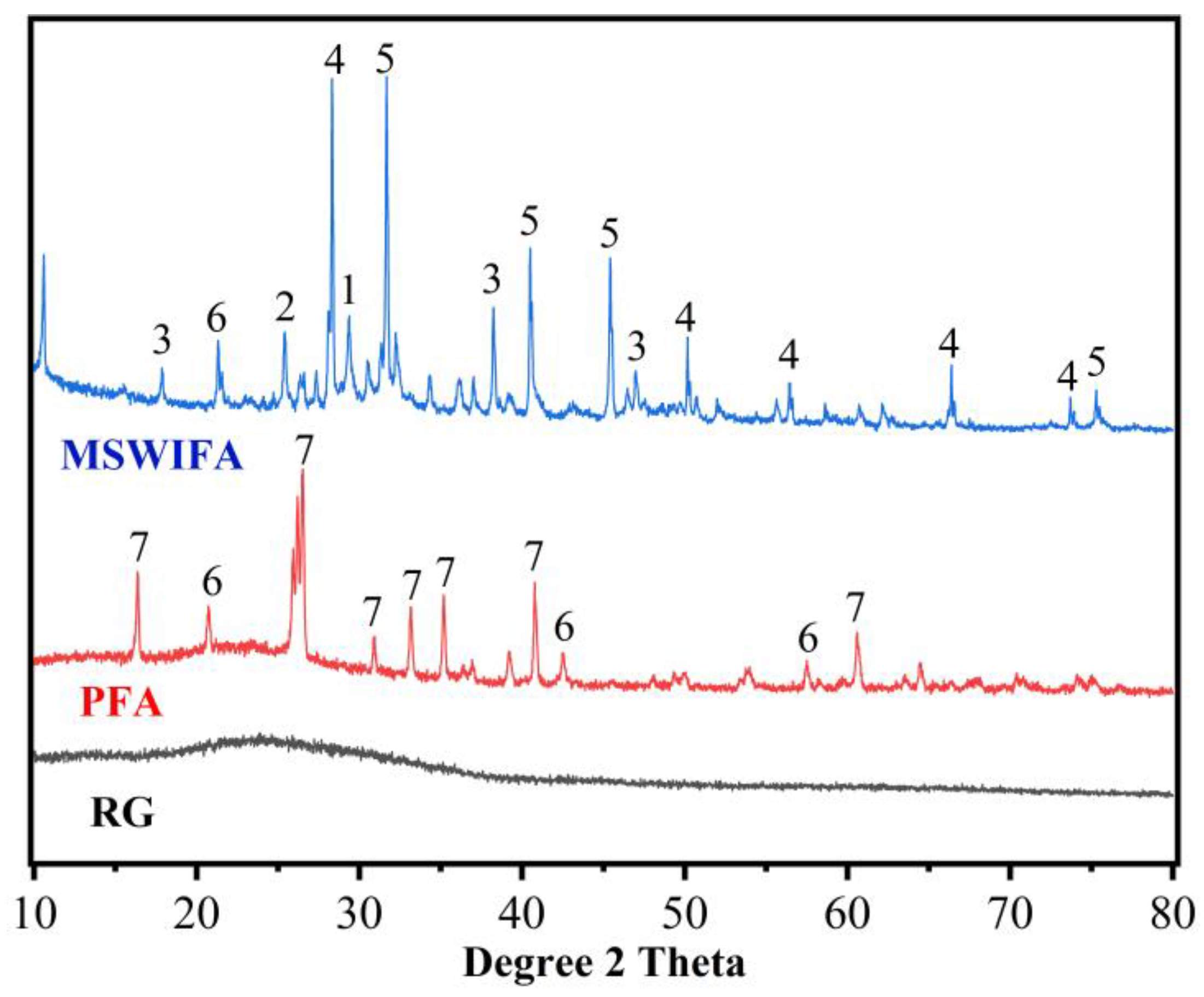
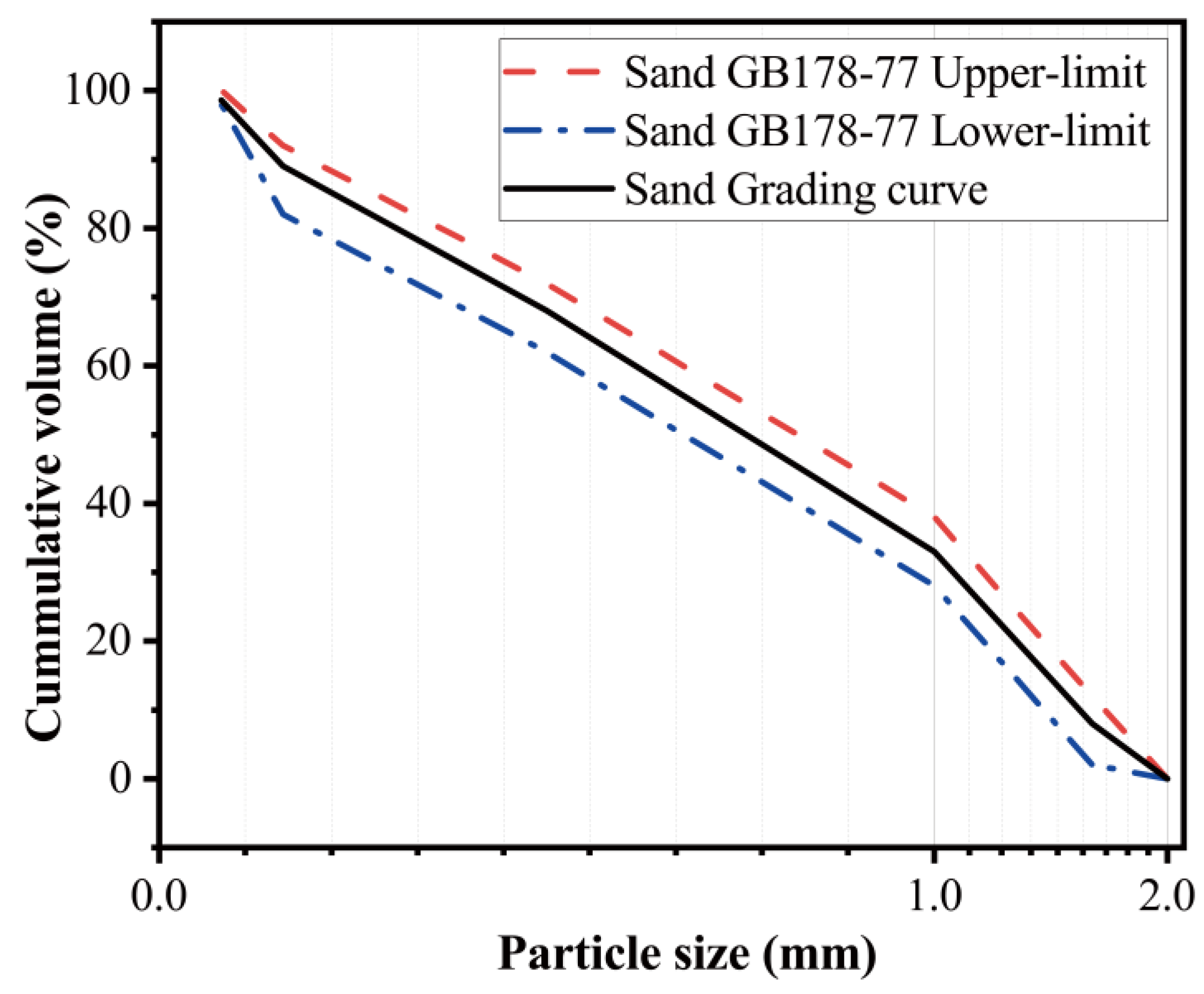
2.1. Raw Materials
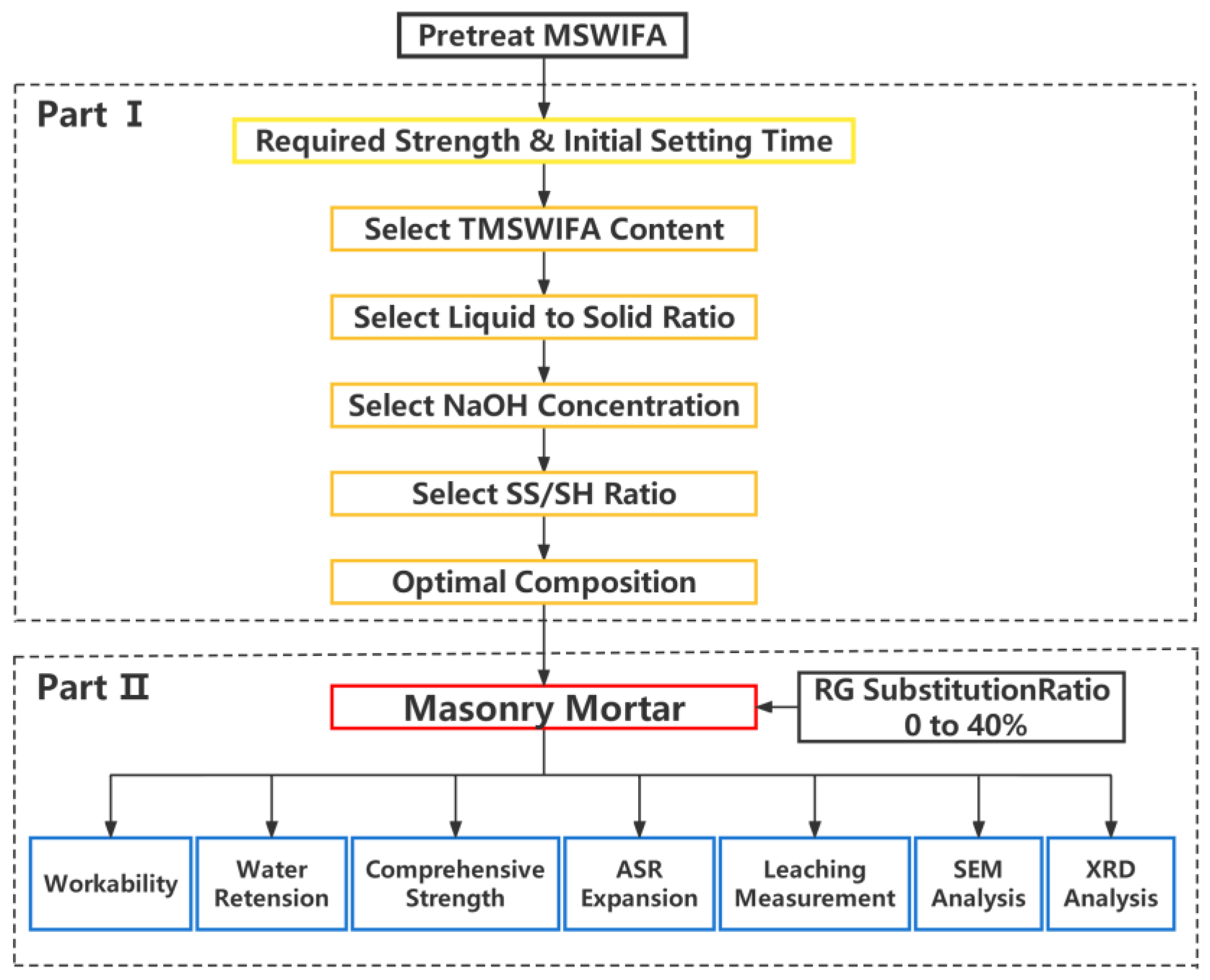
2.2. Pretreatment of MSWI Fly Ash
2.3. Sample Preparation
2.4. Test Method
- (1)
- Work performance test
- (2)
- Compressive strength test
- (3)
- Heavy metal leaching
- (4)
- Alkali-silicic reaction expansion
- (5)
- Spectroscopic/microscopic analysis
3. Results and Discussion
3.1. MSWIFA Pretreatment
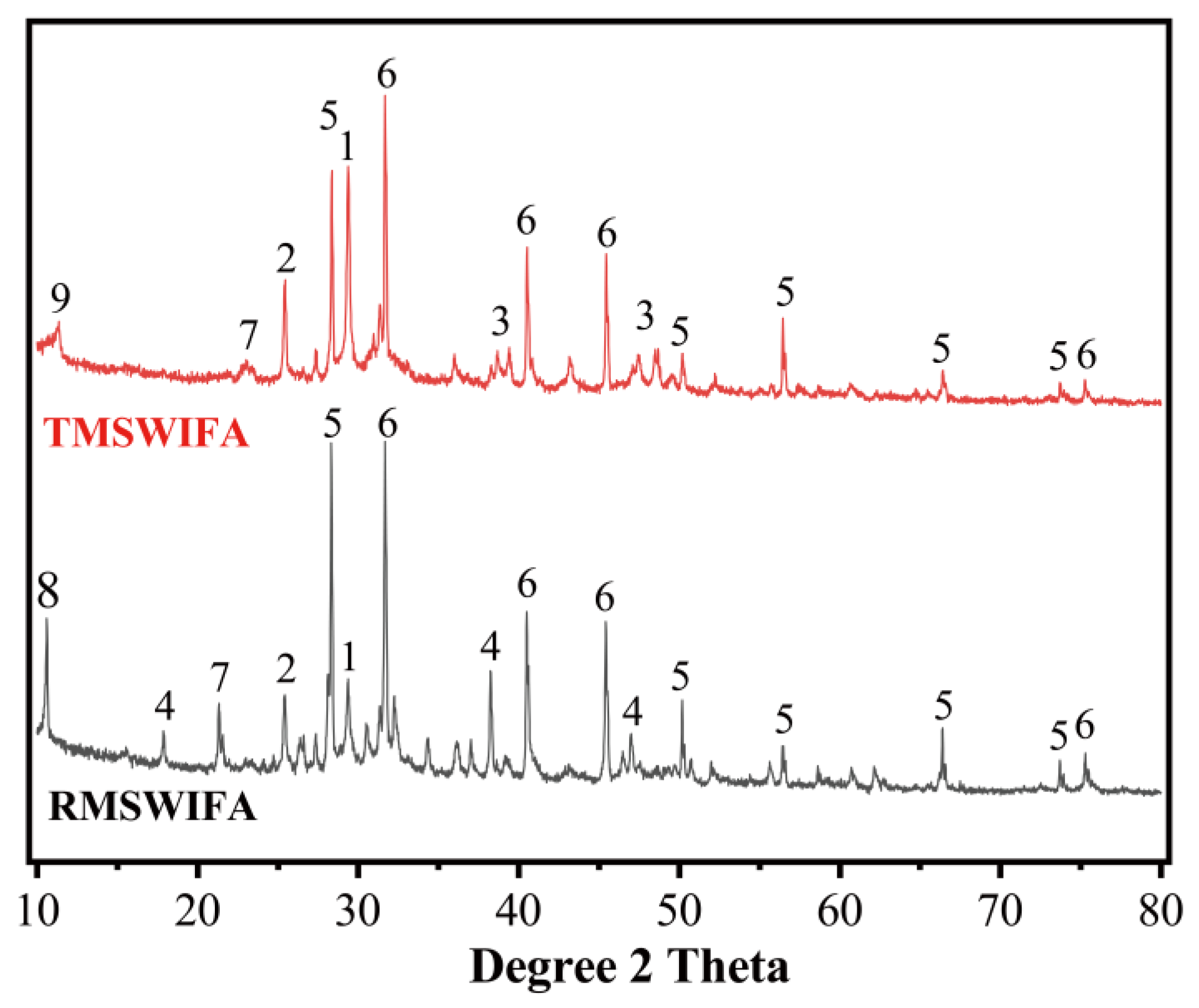
3.1.1. Characteristics of RMSWIFA and TMSWIFA
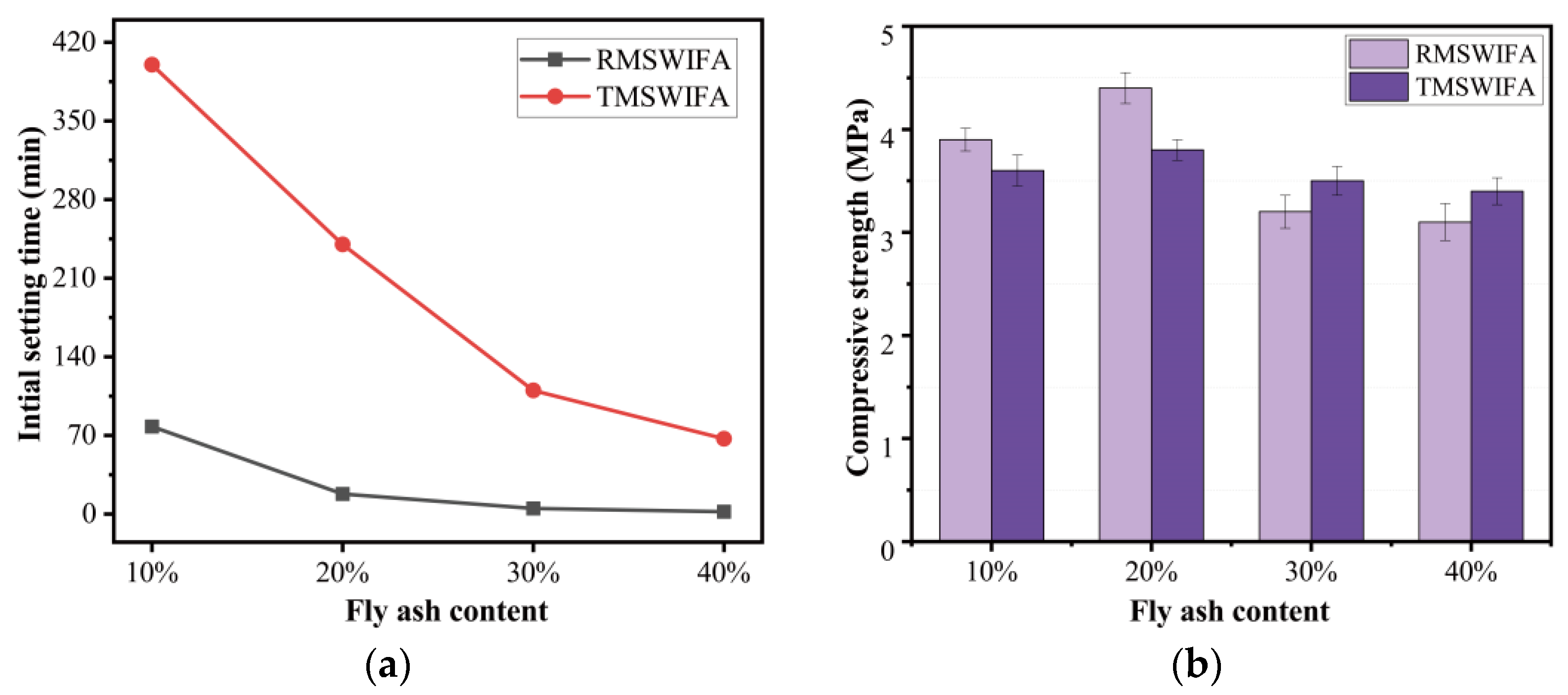
3.1.2. Influence of MSWIFA Content on Properties of Paste
3.2. Paste Mixture Design Parameter Selection
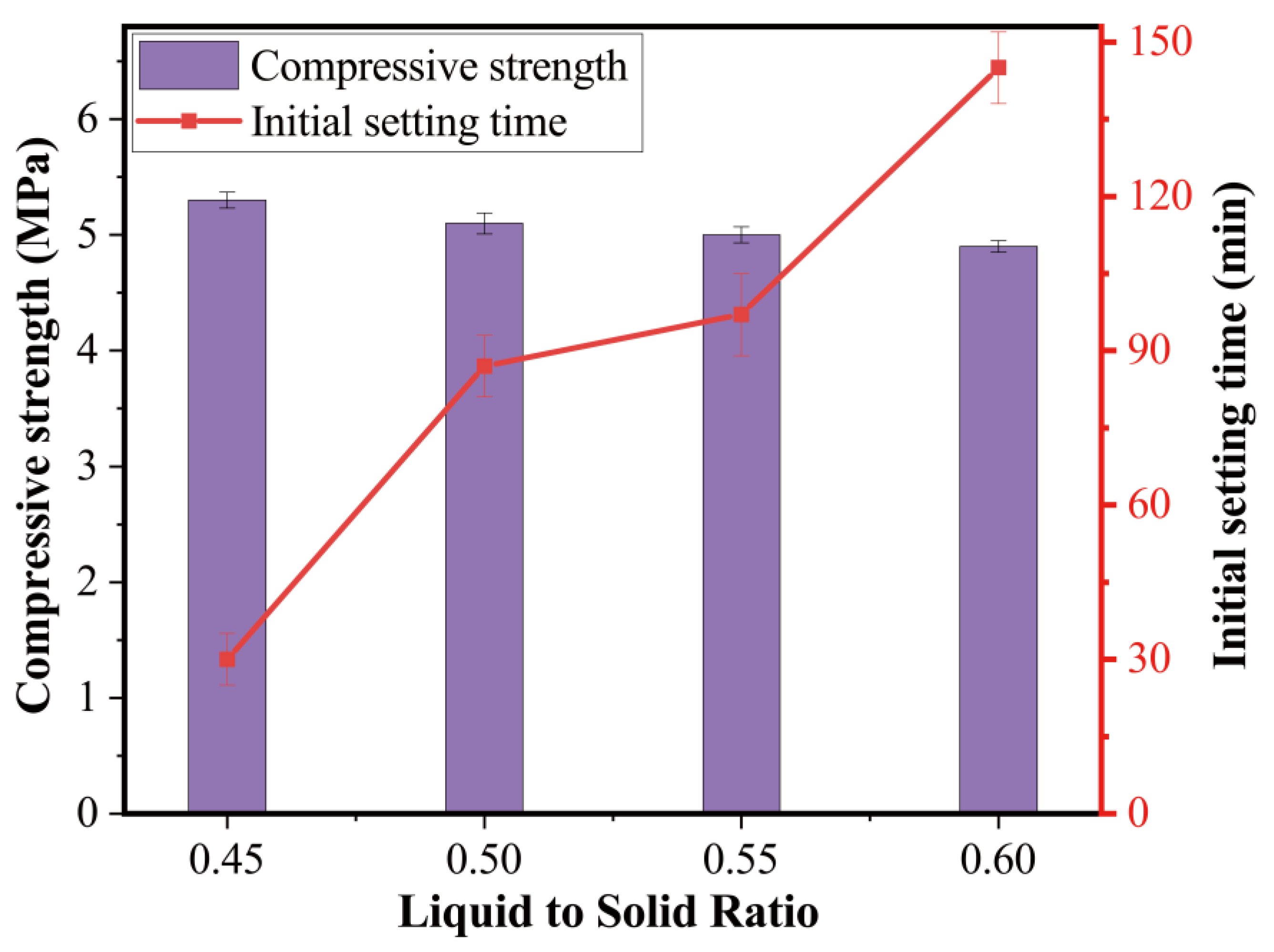
3.2.1. Effect of Liquid–Solid Ratio
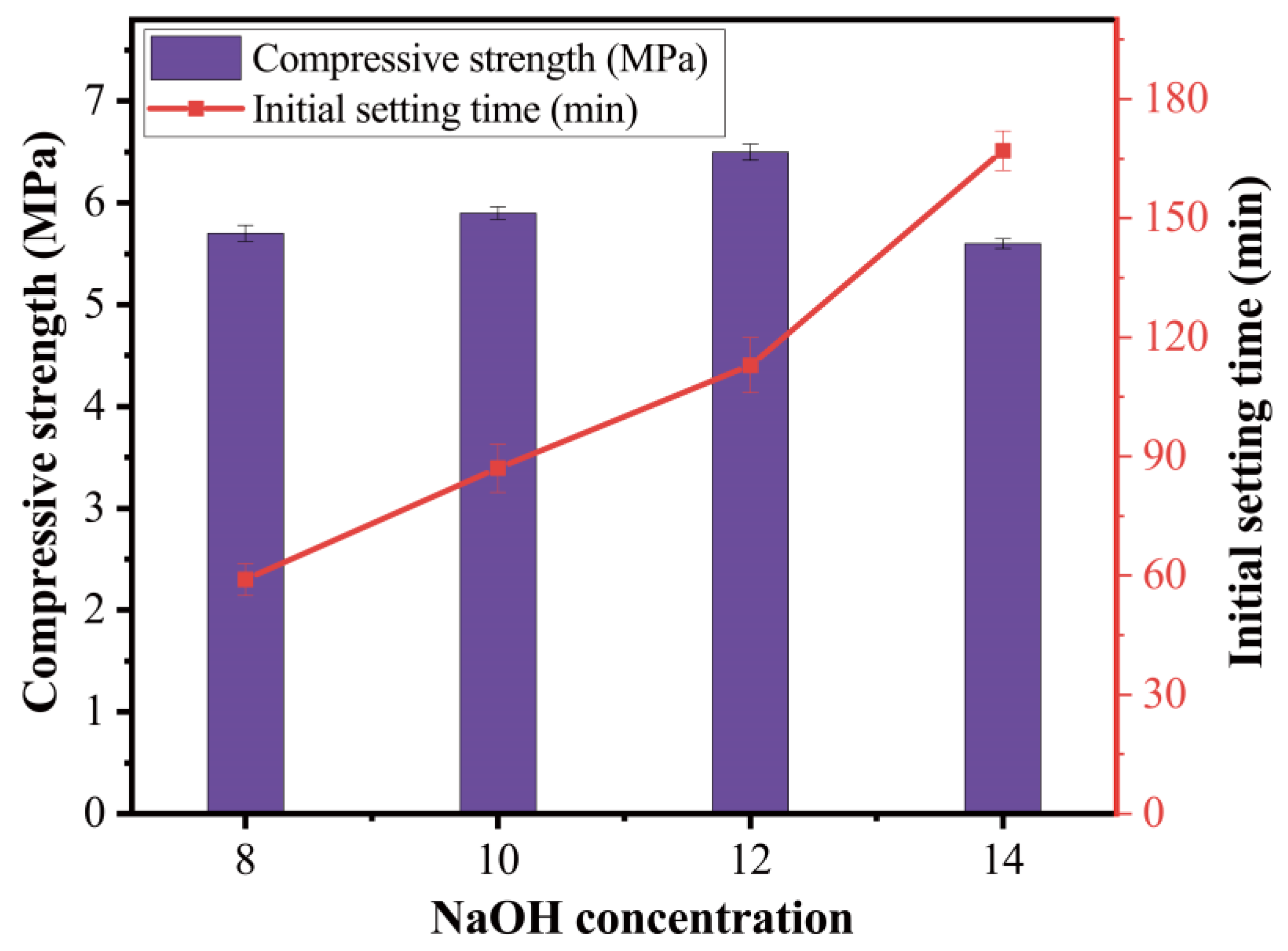
3.2.2. Effect of NaOH Concentration
3.2.3. Effect of Sodium Silicate to Sodium Hydroxide Ratio
3.3. XRD Characterization of Geopolymer Pastes
3.4. Factors Affecting the Initial Setting Time and Compressive Strength of Pastes
3.5. Preparation of Geopolymer Masonry Mortar
3.6. Fresh Properties of Masonry Mortar
3.6.1. Workability of Mortars
3.6.2. Water Retention of Mortars
3.7. Hardened Properties of Masonry Mortar
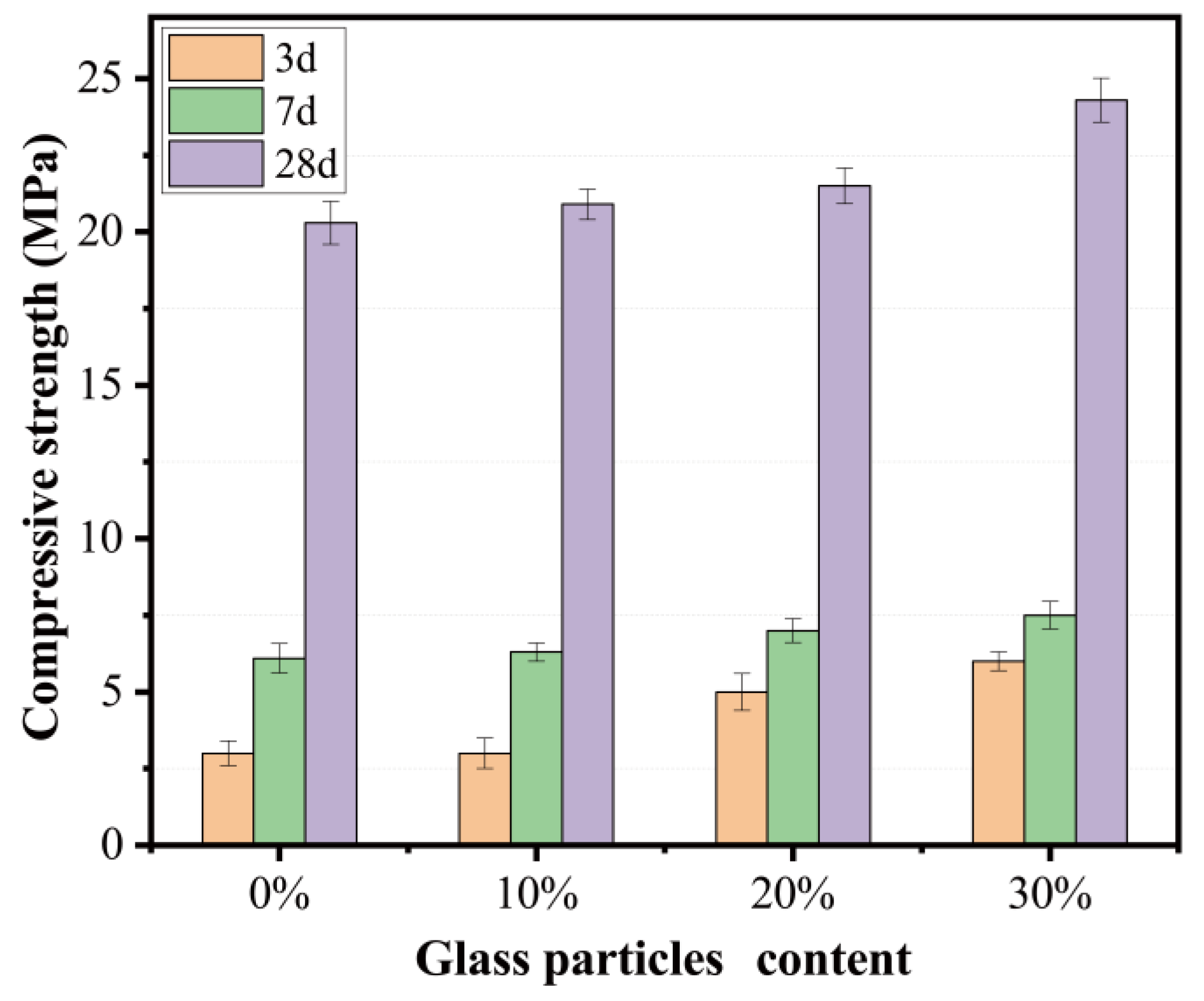
3.7.1. Compressive Strength
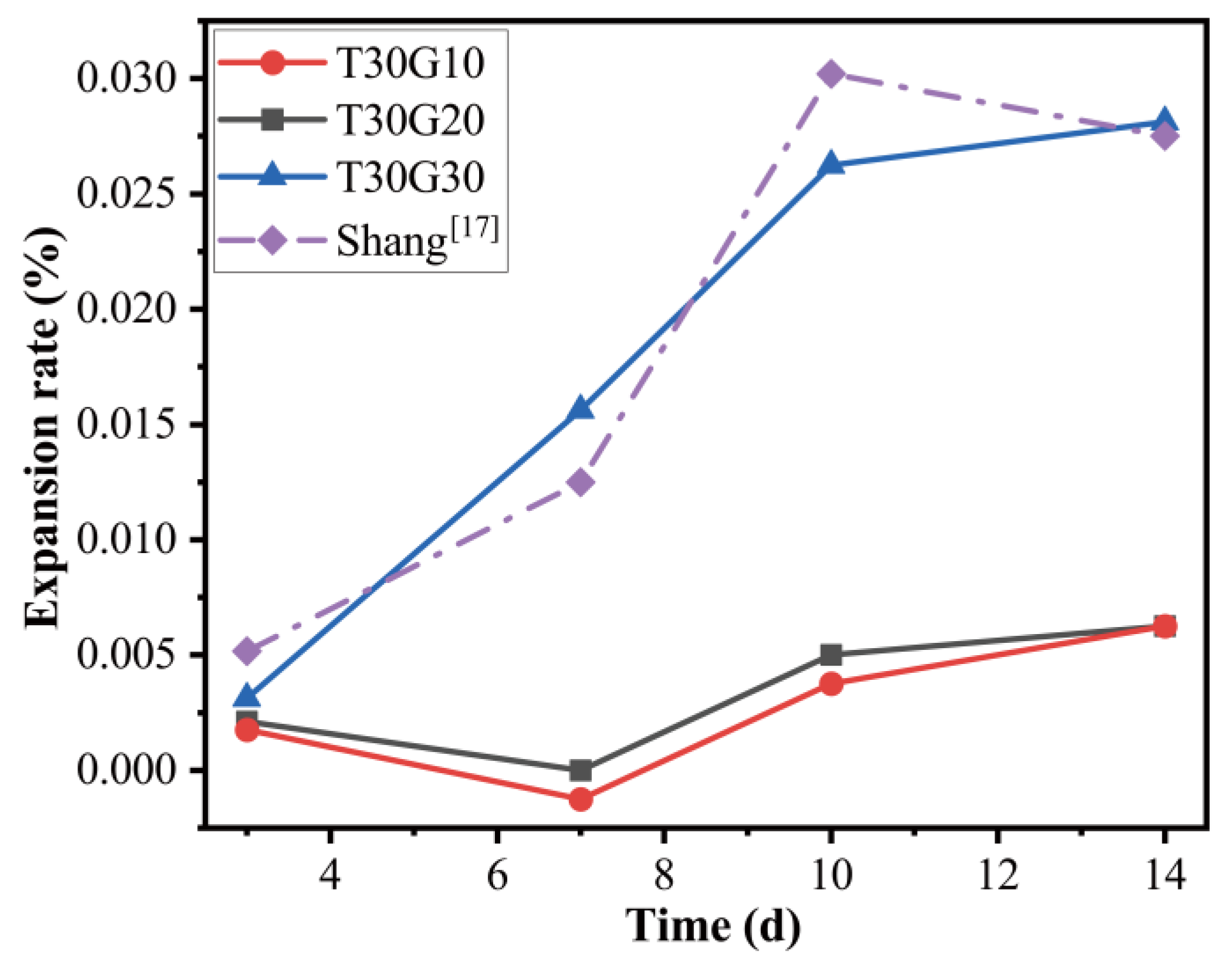
3.7.2. Alkali–Silica Reaction Expansion
3.8. Heavy Metal Leaching
3.9. Mechanism Analysis
3.9.1. SEM Results
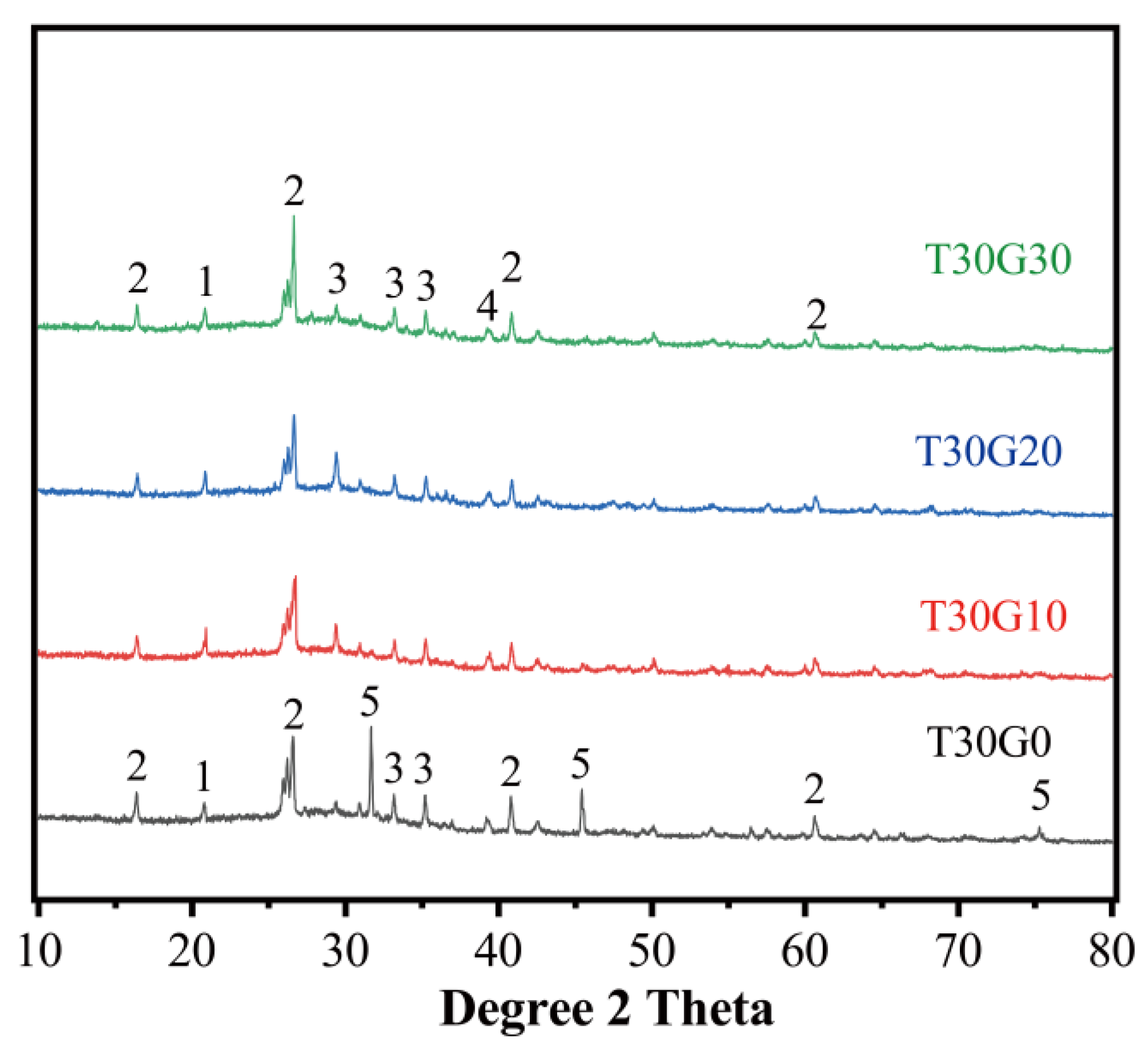
3.9.2. XRD Results
4. Conclusions
- (1)
- MSWIFA has a high pH of 12.06 which provides sufficient OH− in the water immersion process for removing the metallic Al existing in the ash. The volume expansion of the specimens prepared with the treated MSWIFA was considerably mitigated compared to the specimens prepared with the raw MSWIFA.
- (2)
- The initial setting time of mixes with RMSWIFA was much shorter than that of mixes with TMSWIFA. This is due to the fact that Ca2+ from CaClOH may react with silicate (from sodium silicate) to accelerate the reaction at an early age. The water immersion method could remove the CaClOH existing in MSWIFA.
- (3)
- SEM images of the MSWIFA blended PFA geopolymer mostly illustrated an amorphous geopolymeric gel and calcium-containing hydration product. The calcium-containing hydration product filled the voids within the geopolymeric matrix, resulting in the reasonable strength development of specimens without heat curing.
- (4)
- The inclusion of up to 30% fine recycled glass in masonry mortar production did not remarkably affect the mortars’ properties in the fresh and hardened states except for the ASR potential. When the RG content was higher than 20%, the expansion strain increased obviously. The expansion of the mortar with 30% RG could reach 0.028% after 14 days of alkaline immersion. This value was still lower than the limitation proposed by GB/T 14684-2011 standard.
- (5)
- The MSWIFA blended PFA geopolymer mortar with an A/B ratio of 0.5, SS/SH ratio of 3, and SH concentration of 12 M reported the highest twenty-eight-day compressive strength (24.3 MPa) at ambient curing conditions.
- (6)
- The concentration of leachable heavy metals of MSWIFA blended PFA geopolymer mortar significantly plummeted to less than 1%. For all curing days, including 7 and 28 days, the concentrations of all six metals were within the limitations presented in the relevant standard.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.; Hu, L.; Tang, L.; Ren, J. Utilisation of Municipal Solid Waste Incinerator (MSWI) Fly Ash with Metakaolin for Preparation of Alkali-Activated Cementitious Material. J. Hazard. Mater. 2021, 402, 123451. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Chen, L.; Tsang, D.C.W.; Zhou, Y.; Rinklebe, J.; Song, H.; Kwon, E.E.; Baek, K. Mechanistic insights into red mud, blast furnace slag, or metakaolin-assisted stabilization/solidification of arsenic-contaminated sediment. Prog. Environ. Sci. 2019, 133, 105247. [Google Scholar] [CrossRef] [PubMed]
- Ren, J.; Sun, H.; Li, Q.; Li, Z.; Ling, L.; Zhang, X.; Wang, Y.; Xing, F. Experimental comparisons between one-part and normal (two-part) alkali-activated slag binders. Constr. Build. Mater. 2021, 309, 125177. [Google Scholar] [CrossRef]
- Ren, J.; Sun, H.; Cao, K.; Ren, Z.; Zhou, B.; Wu, W.; Xing, F. Effects of natural seawater mixing on the properties of alkali-activated slag binders. Constr. Build. Mater. 2021, 294, 123601. [Google Scholar] [CrossRef]
- Mo, Z.; Mingyu, N.; Zhenjia, Y.; Yupeng, S.; Maurice, G.; Zhu, P. Study on mechanical properties and solidification mechanism of stabilized dredged materials with recycled GFRP fibre reinforced geopolymer. Case Stud. Constr. Mater. 2022, 17, e01187. [Google Scholar]
- Pan, Z.; Tao, Z.; Cao, Y.F.; Wuhrer, R. Measurement and prediction of thermal properties of alkali-activated fly ash/slag binders at elevated temperatures. Mater. Struct. 2018, 51, 108. [Google Scholar] [CrossRef]
- Li, Y.; Min, X.; Ke, Y.; Liu, D.; Tang, C. Preparation of red mud-based geopolymer materials from MSWI fly ash and red mud by mechanical activation. Waste Manag. 2019, 83, 202–208. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, T.; Wan, S.; Hu, B.; Tong, J.; Sun, H.; Chen, Y.; Zhang, J. Immobilizatiaon of heavy metals in municipal solid waste incineration fly ash with red mud-coal gangue. J. Mater. Cycles Waste Manag. 2020, 22, 1953–1964. [Google Scholar] [CrossRef]
- Zhan, X.; Kirkelund, G.M. Electrodialytic remediation of municipal solid waste incineration fly ash as pre-treatment before geopolymerisation with coal fly ash. J. Hazard. Mater. 2021, 412, 125220. [Google Scholar] [CrossRef]
- Yang, T.; Zhang, Z.; Wang, Q.; Wu, Q. ASR potential of nickel slag fine aggregate in blast furnace slag-fly ash geopolymer and Portland cement mortars. Constr. Build. Mater. 2020, 262, 119990. [Google Scholar] [CrossRef]
- Li, X.; Yu, L.; Zhou, H.; Huang, G.; Yang, C.; Wu, F.; Zhang, Y. An environment-friendly pretreatment process of municipal solid waste incineration fly ash to enhance the immobilization efficiency by alkali-activated slag cement. J. Clean. Prod. 2021, 290, 125728. [Google Scholar] [CrossRef]
- Xuan, D.; Poon, C.S. Removal of metallic Al and Al/Zn alloys in MSWI bottom ash by alkaline treatment. J. Hazard. Mater. 2018, 344, 73–80. [Google Scholar] [CrossRef] [PubMed]
- Chandler, A.J.; Eighmy, T.T.; Hartlen, J.; Hjelmar, O.; Kosson, D.S.; Sawell, S.E. Municipal Solid Waste Incinerator Residues; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Dontriros, S.; Likitlersuang, S.; Janjaroen, D. Mechanisms of chloride and sulfate removal from municipal-solid-waste-incineration fly ash (MSWI FA): Effect of acid-base solutions. Waste Manag. 2020, 101, 44–53. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Sun, X.; Tao, Z.; Pan, Z. Effect of silica fume on compressive strength of ultra-high-performance concrete made of calcium aluminate cement/fly ash based geopolymer. J. Build. Eng. 2022, 62, 105398. [Google Scholar] [CrossRef]
- Palomo, A.; Monteiro, P.; Martauz, P.; Bilek, V.; Jimenez, A.F. Hybrid binders: A journey from the past to a sustainable future (opus caementicium futurum). Cem. Concr. Res. 2019, 124, 105829. [Google Scholar] [CrossRef]
- Rattanasak, U.; Pankhet, K.; Chindaprasirt, P. Effect of chemical admixtures on properties of high-calcium fly ash geopolymer, International Journal of Minerals. Metall. Mater. 2011, 18, 364–369. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Use of OPC to improve setting and early strength properties of low calcium fly ash geopolymer concrete cured at room temperature. Cem. Concr. Compos. 2015, 55, 205–214. [Google Scholar] [CrossRef]
- Shang, J.; Dai, J.G.; Zhao, T.J.; Guo, S.Y.; Zhang, P.; Mu, B. Alternation of traditional cement mortars using fly ash-based geopolymer mortars modified by slag. J. Clean. Prod. 2018, 203, 746–756. [Google Scholar] [CrossRef]
- Lizcano, M.; Gonzalez, A.; Basu, S.; Lozano, K.; Radovic, M. Effects of Water Content and Chemical Composition on Structural Properties of Alkaline Activated Metakaolin-Based Geopolymers. J. Am. Ceram. Soc. 2012, 95, 2169–2177. [Google Scholar] [CrossRef]
- Palomoa, A.; Grutzeck, M.W.; Blancoa, M.T. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Criado, M.; Palomo, A.; Fernandez-Jimenez, A. Alkali activation of fly ashes. Part 1: Effect of curing conditions on the carbonation of the reaction products. Fuel 2005, 84, 2048–2054. [Google Scholar] [CrossRef]
- Zeng, C.; Gan, Y.; Ke, G.; Li, S. Experimental Study on the Mechanical Property of Waste Glass Powder Concrete. Bull. Chin. Ceram. Soc. 2014, 33, 5. [Google Scholar] [CrossRef]
- Martínez, P.S.; Cortina, M.G.; Martínez, F.F.; Sanchez, A.R. Comparative study of three types of fine recycled aggregates from construction and demolition waste (CDW), and their use in masonry mortar fabrication. J. Clean. Prod. 2016, 118, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Chen, L.; Xiang, Y.; Wen, Z.; Wang, X. Preparation of Geopolymer from Glass Powders and Fly-ash. Bull. Chin. Ceram. Soc. 2016, 35, 5. [Google Scholar] [CrossRef]
- Shang, M. Analysis of the Effects of Glass Aggregates on the Properties of Geoash Mortar. Master’s Thesis, Changsha University of Science and Technology, Changsha, China, 2019. [Google Scholar]
- Li, Z.; Zhang, S.; Zuo, Y.; Chen, W.; Ye, G. Chemical deformation of metakaolin based geopolymer. Cem. Concr. Res. 2019, 120, 108–118. [Google Scholar] [CrossRef]
- Hassan, G.; Dan, Z.; Robert, L. Predicting ASR aggregate reactivity in terms of its activation energy. Constr. Build. Mater. 2010, 24, 1101–1108. [Google Scholar]
- Hassan, G.; Dan, Z.; Robert, L. Determination of the Main Parameters of Alkali Silica Reaction Using System Identification Method. J. Mater. Civ. Eng. 2010, 22, 9. [Google Scholar] [CrossRef]
- Mahipal, K.; Thomas, M.D.A. Role of the alkalis of supplementary cementing materials in controlling pore solution chemistry and alkali-silica reaction. Cem. Concr. Res. 2022, 162, 107007. [Google Scholar]
- Lv, W.; Sun, Z.; Su, Z. Study of seawater mixed one-part alkali activated GGBFS-fly ash. Cem. Concr. Compos. 2020, 106, 103484. [Google Scholar] [CrossRef]
- Lee, Y.; Kim, M.; Chen, Z.; Lee, H.; Lim, S. Chloride-Binding Capacity of Portland Cement Paste Blended with Synthesized CA2 (CaO·2Al2O3). Adv. Mater. Sci. Eng. 2018, 2018, 5418930. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Keulen, A.; Arbi, K.; Ye, G. Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cem. Concr. Res. 2017, 102, 29–40. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent (%) | SiO2 | Al2O3 | CaO | MgO | Fe2O3 | Na2O | K2O | SO3 | Cl | Loss |
|---|---|---|---|---|---|---|---|---|---|---|
| MSWIFA | 4.95 | 1.16 | 43.07 | 0.91 | 0.94 | 10.53 | 6.37 | 6.68 | 23.66 | 1.73 |
| PFA | 45.11 | 24.21 | 5.62 | 0.54 | 3.35 | 0.31 | 2.24 | 0.69 | 17.63 | |
| RG | 63.88 | 0.45 | 8.90 | 0.45 | 0.63 | 12.43 | 0.56 | 12.52 |
| Mix No. | Designation | RMSWIFA | PFA | TMSWIFA | Liquid-to-Solid Ratio | NaOH Concentration | SS/SH |
|---|---|---|---|---|---|---|---|
| 0 | P100 | - | 100% | - | 0.5 | 10 | 2.5 |
| 1 | R10 | 10% | 90% | 10% | 0.5 | 10 | 2.5 |
| 2 | R20 | 20% | 80% | 20% | 0.5 | 10 | 2.5 |
| 3 | R30 | 30% | 70% | 30% | 0.5 | 10 | 2.5 |
| 4 | R40 | 40% | 60% | 40% | 0.5 | 10 | 2.5 |
| 5 | T10 | - | 90% | 10% | 0.5 | 10 | 2.5 |
| 6 | T20 | - | 80% | 20% | 0.5 | 10 | 2.5 |
| 7 | T30 | - | 70% | 30% | 0.5 | 10 | 2.5 |
| 8 | T40 | - | 60% | 40% | 0.5 | 10 | 2.5 |
| 9 | T30L45 | - | 70%. | 30% | 0.45 | 10 | 2.5 |
| 10 | T30L50 | - | 70% | 30% | 0.50 | 10 | 2.5 |
| 11 | T30L55 | - | 70% | 30% | 0.55 | 10 | 2.5 |
| 12 | T30L60 | - | 70% | 30% | 0.60 | 10 | 2.5 |
| 13 | T30N8 | - | 70% | 30% | 0.5 | 8 | 2.5 |
| 14 | T30N10 | - | 70% | 30% | 0.5 | 10 | 2.5 |
| 15 | T30N12 | - | 70% | 30% | 0.5 | 12 | 2.5 |
| 16 | T30N14 | - | 70% | 30% | 0.5 | 14 | 2.5 |
| 17 | T30S1.5 | - | 70% | 30% | 0.5 | 12 | 1.5 |
| 18 | T30S2.0 | - | 70% | 30% | 0.5 | 12 | 2.0 |
| 19 | T30S2.5 | - | 70% | 30% | 0.5 | 12 | 2.5 |
| 20 | T30S3.0 | - | 70% | 30% | 0.5 | 12 | 3.0 |
| Heavy Metal | Cd | Pb | Ni | Cu | Zn | Ba | Hg | Se |
|---|---|---|---|---|---|---|---|---|
| Raw MSWI fly ash | 4.20 | 0.48 | 0.02 | 0.11 | 76.6 | 1.06 | 0.0002 | 0.004 |
| GB5085.3 leaching limit | 0.15 | 0.25 | 0.5 | 40 | 100 | 25 | 0.05 | 0.1 |
| Constituent (%) | SiO2 | Al2O3 | CaO | MgO | Fe2O3 | Na2O | K2O | SO3 | Cl | Loss |
|---|---|---|---|---|---|---|---|---|---|---|
| RMSWIFA | 4.95 | 1.16 | 43.07 | 0.91 | 0.94 | 10.53 | 6.37 | 6.68 | 23.66 | 1.73 |
| TMSWIFA | 5.71 | 2.88 | 49.51 | 1.79 | 1.59 | 5.72 | 4.22 | 7.12 | 18.62 | 2.74 |
| Mix No. | Designation | Cementitious Material | Fine Aggregate | Activator | ||||
|---|---|---|---|---|---|---|---|---|
| PFA | TMSWIFA | GR | Sand | Liquid-to-Solid Ratio | NaOH Concentration | SS/SH | ||
| 21 | T30G0 | 70% | 30% | 0% | 100% | 0.5 | 12 M | 3.0 |
| 22 | T30G10 | 70% | 30% | 10% | 90% | 0.5 | 12 M | 3.0 |
| 23 | T30G20 | 70% | 30% | 20% | 80% | 0.5 | 12 M | 3.0 |
| 24 | T30G30 | 70% | 30% | 30% | 70% | 0.5 | 12 M | 3.0 |
| Heavy Metal | RG Content | MSWIFA Leaching Limit | ||
|---|---|---|---|---|
| 0 | 10% | 30% | ||
| Cd(mg/L) | 0.0005 | 0.0003 | 0.00028 | 0.15 |
| Pb(mg/L) | 0.0239 | 0.0168 | 0.0114 | 0.25 |
| Ni(mg/L) | <0.0001 | <0.0001 | <0.0001 | 0.5 |
| Cu(mg/L) | 0.0103 | 0.00847 | 0.0075 | 40 |
| Zn(mg/L) | 0.0468 | 0.0759 | 0.0265 | 100 |
| Ba(mg/L) | 0.038 | 0.0716 | 0.0455 | 25 |
| Hg(mg/L) | <0.0001 | <0.0001 | <0.0001 | 0.05 |
| Se(mg/L) | <0.0001 | <0.0001 | <0.0001 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, N.; Ran, X.; Pan, Z.; Korayem, A.H. Use of Municipal Solid Waste Incineration Fly Ash in Geopolymer Masonry Mortar Manufacturing. Materials 2022, 15, 8689. https://doi.org/10.3390/ma15238689
Lu N, Ran X, Pan Z, Korayem AH. Use of Municipal Solid Waste Incineration Fly Ash in Geopolymer Masonry Mortar Manufacturing. Materials. 2022; 15(23):8689. https://doi.org/10.3390/ma15238689
Chicago/Turabian StyleLu, Ning, Xin Ran, Zhu Pan, and Asghar Habibnejad Korayem. 2022. "Use of Municipal Solid Waste Incineration Fly Ash in Geopolymer Masonry Mortar Manufacturing" Materials 15, no. 23: 8689. https://doi.org/10.3390/ma15238689
APA StyleLu, N., Ran, X., Pan, Z., & Korayem, A. H. (2022). Use of Municipal Solid Waste Incineration Fly Ash in Geopolymer Masonry Mortar Manufacturing. Materials, 15(23), 8689. https://doi.org/10.3390/ma15238689