1. Introduction
One of the aims of developing new materials is to obtain better mechanical properties which ensure higher durability of the mechanical systems in which they are used. The durability, as one of the performance criteria which is considered in the design process of the mechanical systems, is strongly connected to the tribological properties (wear, friction) of the mechanical parts being in contact and in relative motion. One of the domains focused on development of new materials is represented by the polymers, with their subdomain, the polyamides. The development of this field is sustained by the necessity of finding new materials characterized by low friction, with application in areas such as mechanical transmissions, medical devices, the food industry, electronics and the chemical industry.
Polyamide blends with nanostructures of carbon are becoming popular. The chromium impurities’ influence on carbon nanotubes’ electron transport is presented in [
1]. The authors of [
2] studied the physical behavior of silicon carbide crystals and films from the phase transformation point of view, and the correlation with the physical materials’ behavior.
A study of the friction coefficient and wear properties of the polyamide blends (polyamide 66 (PA66) and polyphenylene sulfide (PPS)) is presented in [
3]. Polyamide blends with the lowest wear depending on the adhesive ability of the PP are identified, and the frictional properties depend on the PA melting point.
The polyamide-type materials are implemented in the construction of the mechanical contacts with relative motion due to their high durability and low friction in the case of medium temperatures, high loads and high relative speeds. The influence of the addition of graphite to PA6 on its tribological properties, by using pin-on-disk tribological tests, is investigated in [
4]. The conclusion shows that the tribological properties are enhanced by adding graphite.
The frictional properties of the polyamides are presented in the literature, based on tests measuring friction coefficients on tribometers for the polyamide on steel-type contacts, or measuring friction forces or friction torques in mechanical transmissions. All these measurements are achieved under different test conditions of load, speed and temperature.
The tests performed on tribometers, depending on the devices which are used, follow two directions: one is represented by the ball-on-block-type contacts, where the relative motion is a linear reciprocating one, and the other is represented by the pin-on-disc-type contacts, where the relative motion is a continuous rotational one.
An experimental study of the frictional and wear properties of PA46 and PA46/aramid-fiber composites, under different velocities and loading conditions, was conducted in [
5], on a pin-on-disc tribometer. It was identified that the PA46/aramid-fiber composite blends ensure the lowest friction coefficients and high steady wear rates at high loads and velocities, and the influence of the local temperature on the tested polyamides’ behavior was also studied. Another experimental study [
6] using a tribometer presents results on the tribological behavior of the PA46 and the PA66 under rolling and sliding contact conditions.
The tests presented in [
7,
8] are performed under non-lubricated conditions, on tribometers equipped with a reciprocating module, for a contact between a steel-made ball and a PA66 polyamide plate. The friction coefficient is studied in [
7], considering different loadings and sliding velocities. The results show that the friction coefficient decreases with the increase of the loading and increases with the increase of the speed, with values in the range 0.15–0.4. In [
8], the value of the friction coefficient is increasing with the increase of the frequency, with values in the range 0.22–0.28.
For non-lubricated conditions, in [
9], the test parameters are represented by the values of the normal forces between 50 and 250 N and the value of the velocity up to 0.1 m/s. The value of the friction coefficient for the PA66-made disk in contact with the steel-made pin is increasing with the increase of the force (between 0.15 and 0.23) and is decreasing with the increase of the speed. For the same range of the normal forces, in the case of lubricated conditions, the friction coefficient decreases with the increase of the force (between 0.05 and 0.06). The increase of the friction coefficient for the PA66 polyamide, with values between 0.2 and 0.35, with the increase of the product between the normal pressure and the speed, PV, is noticed in [
10]. In this paper, the value of the friction coefficient was calculated by measuring the friction torque with a torque transducer.
In order to be used for automobile transmission, the development of new polyamides characterized by lower friction for temperatures higher than 100 °C is focused on the area of graphite, glass fiber or polytetrafluoroethylene (PTFE) mixed PA polyamides. Comparative results of the frictional properties for the PA66 and PA46 polyamides are presented in [
11,
12]. According to these papers, at high temperatures (210 °C), in the case of the contacts with steel-made materials, the PA46 polyamides are characterized by smaller friction coefficients than the PA66 polyamides.
The literature also contains studies regarding the properties of the polyamides used in mechanical and automotive transmissions. According to [
13], the PA6 and the graphite mixed PA6 have self-lubricating properties, which assure good frictional behavior combined with advantages such as a simple and economic manufacturing process. Good tribological properties of the PA-type polyamides are highlighted in [
14,
15].An application of the PA66 polyamides in the construction of the journal bearings is presented in [
16]. Here, the tests show that the wear of the studied polyamides (PA66 and glass fiber MoS
2-reinforced PA66) increases with the increase of the temperature, the pressure and the sliding velocity.
Short carbon/PA66/PTFE hybrid composites are studied in [
17], determining dry friction coefficients, showing a reduction of the friction coefficient and wear for certain concentrations in the mixture.
In order to reduce the fuel consumption in automobiles, one of the research aims is to find solutions for timing chains characterized by low friction. According to this, theoretical models have been developed, such as that in [
18], which allows predicting the friction loss of the timing chain under different conditions. It was found that a reduction of this sliding friction has a high influence on the global friction loss in the timing chain. The tensioning guide of the chain is made by a PA46 polyamide in order to obtain high efficiencies.
The authors of [
19] present a method used to precisely evaluate, by using tests, the friction losses in timing chains. According to the results, almost 25% of the energy losses are coming from the contact between the guide and the chain.
The authors of [
20] studied the friction losses in the two guides of a chain drive transmission by considering different materials, depending on speed. According to the study, some optimizations of the materials used in the chain drive are proposed in order to reduce the friction. A solution used for reducing the friction in timing chains is presented in [
21], by identifying a new polyamide PA46-type material which is applied on the active side of the tensioning guide. This material was a PTFE nanotube mixed PA46, similar to the one studied in the current paper. The authors present a study on the influence of the temperature, oil viscosity, oil age and surface roughness on the frictional losses from the guide/chain contact. The influence of load and speed is not presented. The influence of the PA66 and PA46 polyamide materials used for the construction of the tensioning guides in chain drive transmissions on the frictional losses is presented in [
22]. The influence of load and speed on friction coefficients is studied on tribometers. It is highlighted that the PA46 polyamides have a better frictional behavior which ensures lower fuel consumptions and lower CO
2 emissions.
The authors of [
23] present an evaluation of the friction coefficients for the PTFE mixed PA46, the PA46 and the PA66 polyamides. The tests were performed for speeds between 0.025 and 2 m/s and medium pressures between 0.159 and 3.183 MPa. The conclusions of the paper highlight that the PTFE mixed PA46 has the smallest friction coefficients for all the testing conditions and a smaller sensitivity of the friction coefficient with the variation of the temperature, speed and local pressure. All the tests showed a decrease of friction coefficients with the increase of speed and pressure. In comparison with the current study, the friction coefficient measured on PTFE mixed PA46 in [
23], at a speed of 2 m/s, 3.183 MPa medium pressure and 90 °C temperature, was around 0.06.
All of the discussions in [
23] are based on tests performed on a pin-on-disk tribometer. Even with lubrication in an oil bath, these tests are far from the conditions of the case of the tensioning system of timing chains. On the tribometers, the speed is limited, due to limitations of the diameter of the disk. The lubricating conditions on the tribometer are proper for boundary lubrication but not for hydrodynamic lubrication. This is the reason why the present paper studies the frictional behavior of the PTFE mixed PA46, the PA46 and the PA66 polyamides in conditions much closer to the case of the contact between the active part of the tensioning guide (made from polyamides) and the timing chain drive used for combustion engines. Conclusions drawn from the comparison with the friction tests on the tribometer, for the same three types of polyamides, are presented for a better understanding of the influence of real lubricating conditions on the frictional behavior of the tested polyamides.
The literature offers results regarding tests which highlight the frictional properties of polyamides, but less on the frictional losses in chain drive transmissions (with or without guides) depending on speed and load. The aim of this paper is to evaluate the frictional losses, depending on speed and load, in a practical use of the polyamides as the active part of the tensioning guide used in a chain drive transmission. The frictional losses are highlighted comparatively for three types of polyamides: the PTFE mixed PA46, the PA46 and the PA66. The obtained results provide information on which type of polyamides should be used in tensioning guides for smaller frictional losses, and on the differences in friction losses in the case of different ranges of speed and normal load.
2. Materials and Methods
2.1. Testing Equipment
The tests referring to the friction between the tensioning guide and the chain were performed on the test rig presented in [
24], where more details on the rig and testing procedures are presented. The test rig is used for measuring friction losses in mechanical transmissions with a transmission ratio equal to 1 and can be equipped with a guiding system. The test rig is equipped with a torquemeter for torque measurement at the input shaft of the transmission, T. The measured torque represents the total amount of the resistant torques from the mechanical transmission which, according to the transmission’s typology, could be represented by the friction in bearings, the friction in the chain and the friction in the guide.
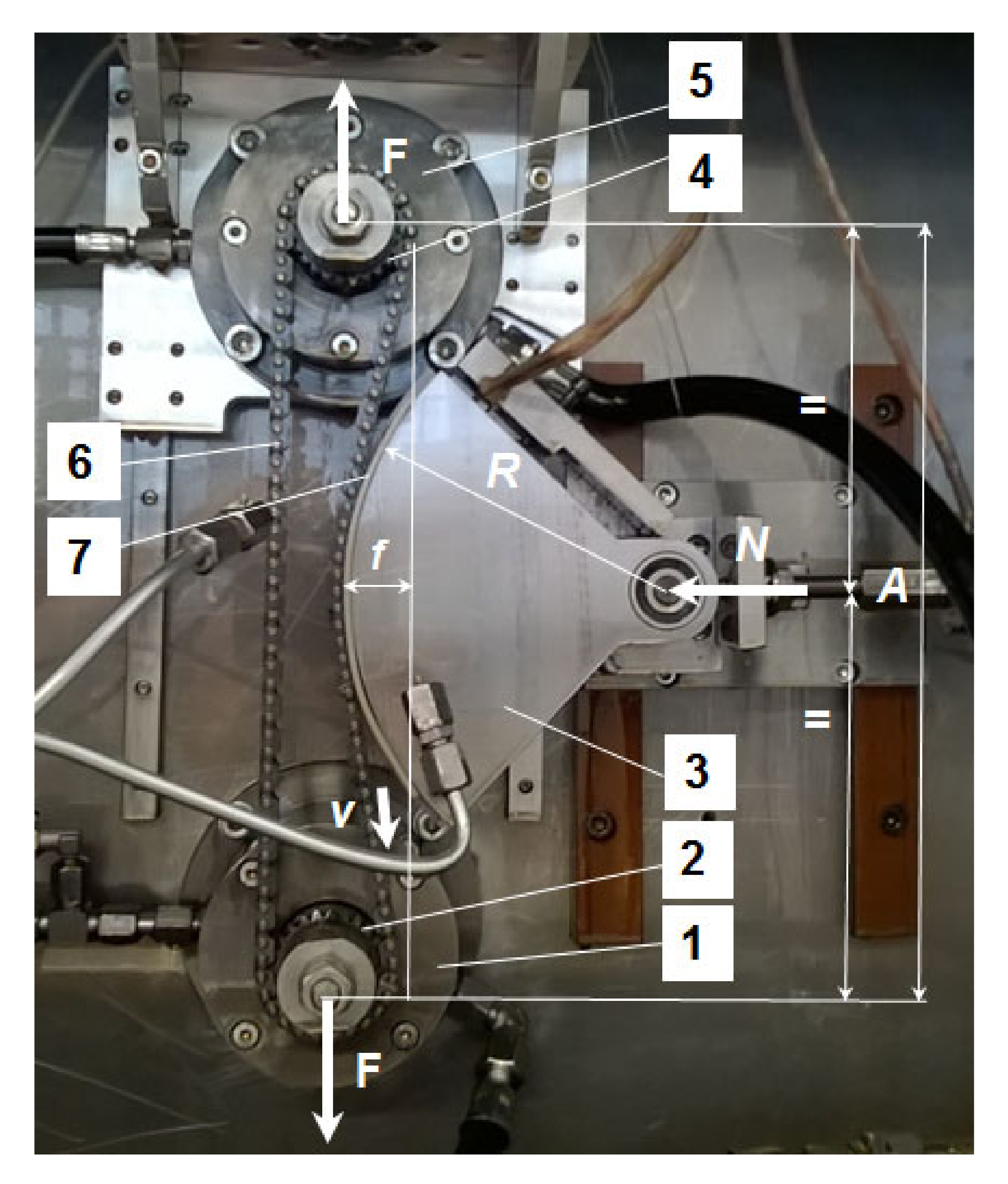
Figure 1 presents the front view of the chain transmission mounted on the test rig, together with the tensioning guide, as it was used for the tests presented in this paper.
The following parameters could be measured and controlled: the rotations at the driving sprocket,
n, the tensioning force,
F, of the chain drive transmission, which determines the push force,
N, of the circular guide (see
Figure 1), and the oil temperatures and pressures from the two flow circuits (in bearings and in the chain drive and the tensioning guide).
2.2. Testing Procedure
There are two mechanical configuration cases which allow performing measurements on the test rig: one without a tensioning guide and one with a tensioning guide.
In the case without a tensioning guide, the measured torque (
T) consists of the resistant torque from the bearings and the resistant torque from the chain (with the transmission ratio equal to 1) and is measured depending on the rotational speed,
n, at the driving sprocket and the tensioning force,
F (see
Figure 1), for constant temperature and pressures of the oil in the bearings and chain drive flow circuits. Mathematically, this can be expressed as:
In the case where a tensioning guide is used, the measured torque contains the resistant torque from the bearings, the resistant torque from the chain (with the transmission ratio equal to 1) and the resistant torque from the guide friction. The torque is measured depending on the rotational speed,
n, at the motor and the tensioning force,
F, for a given position,
f, of the tensioning guide (see
Figure 1), for constant temperatures and pressures for the oil in the bearings and chain drive flow circuits. Mathematically, this can be expressed as:
Finally, the friction loss in the guide results as the difference between the torque measurements from the previous two tests:
The tests were repeated for one chain (C), with three samples (S1, S2 and S3) of each of the three guide materials (PA66, PA46 and PTFE PA46).
Table 1 presents the subject of testing (C—chain or C + guide, where the guide material is one of the three samples, S1, S2 and S3, of PA66, PA46 and PTFE PA46), the type of tests (R—running-in, M—measurements), controlled test parameters, number of repetitions and duration, in the order of testing.
At first, because the chain is new, a running-in type test (R) was performed on the chain without the tensioning guide. The test was achieved over a period of 50 h in constant test parameter conditions. The rotational speed of the driver sprocket is n = 1800 rpm, the tensioning force is F = 500 N, the oil in the bearings’ flow has a temperature t = 40–45 °C and the oil in the chain flow has a temperature t = 50–60 °C. The torque was measured during the running-in test, showing that the friction losses were stabilized. After the first 10 h of running-in, the measured torque dropped by approximately 10%, while during the following 40 h of running-in, the total drop of torque was 1%. This value assures that no important changes in chain friction took place in the following tests, which in total took another 50 h.
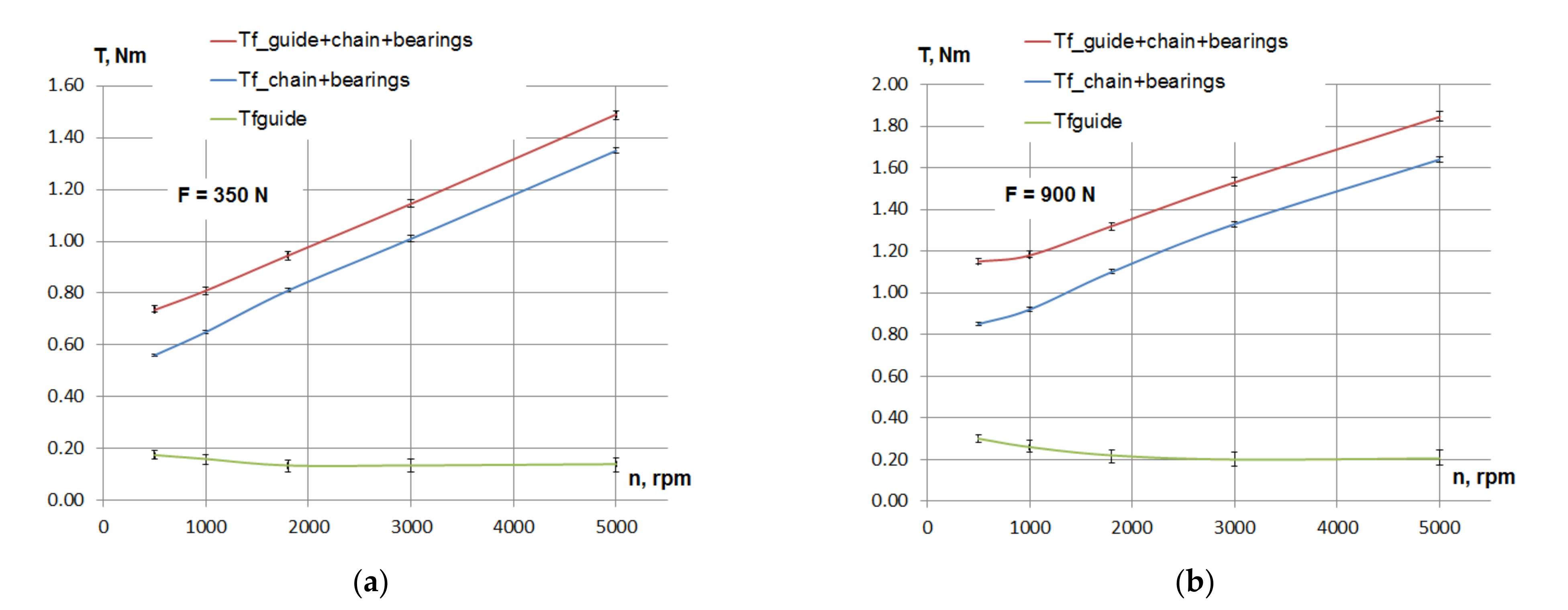
The next type of tests were measurement tests (M), performed on the chain without the tensioning guide. The tests were repeated 3 times. The measured torque, Tf_bearings+chain, contains the friction from the bearings and from the chain and is highlighted depending on the rotational speed, n, and the tensioning force, F.
The third type of tests were performed with the circular tensioning guide mounted on the test rig. Three samples each of the PA66, PA46 and PTFE mixed PA46 polyamide tapes assembled on the tensioning guide were tested with the same chain.
For each pair of chain/polyamide, the measurement tests (M) have been repeated 2 times and were preceded by 3 h running-in (R), dedicated to the new polyamides’ tapes, at a constant rotational speed n = 1800 rpm, a constant tensioning force F = 500 N, a temperature of the oil in the bearings flow of t = 55–65 °C and a temperature of the oil in the chain flow of t = 90–100 °C. For each pair of chain/polyamide, the tests, including running-in, took about 6 h.
All the measurements were achieved for constant functioning conditions (constant rotational speed, tensioning force, oil temperature) when the measured torque is stabilized.
2.3. Materials for Testing
The tests were achieved for a single-row, silent chain drive with a transmission ratio equal to 1, with 126 links and 8 mm pitch. The number of teeth of the sprockets is
z = 23. The center distance is
A = 300 mm, and the position of the tensioning guide in the horizontal direction is
f = 25 mm; in the vertical direction, the guide is positioned at half of center distance
A (see
Figure 1). The temperature of the chain and guide lubrication oil is 100 °C ± 1%, similar to the running conditions in a combustion engine, while the temperature of the bearings’ lubrication oil is 60 °C ± 1%. The oil used for the lubrication is a 5W30 type, designed for combustion engines.
Three types of polyamides (PA66, PA46 and PTFE mixed PA46) were tested, assembled as 2 mm thick tapes on the circular part of the tensioning guide, where the circular part has the radius
R = 122 mm. The same three types of polyamides have been tested before on a pin-on-disk tribometer (disk made of polyamide), and the results [
23] show friction coefficients depending on the type of polyamides, speed, pressure and oil temperature. In the tests presented in the current paper, the range of speed is larger and the conditions of lubrication, allowing possible hydrodynamic lubrication, depend on the application of polyamide on steel contact for the tensioning device of the timing chains.
The mechanical properties of the polyamides used as the active parts of the tensioning guides are presented as follows [
23]: The PA66 polyamide was obtained by injection molding, unreinforced and heat-stabilized, with a humidity absorption of 2.5%, a tensile modulus of 3000 MPa, the deflection temperature at 1.8 MPa stress was 75 °C and the melting temperature was 260 °C [
23]. The PA46 polyamide was obtained by injection molding, unreinforced and heat-stabilized, with a humidity absorption of 3.4%, a tensile modulus of 2800 MPa, the deflection temperature at 1.8 MPa stress was 190 °C and the melting temperature was 295 °C [
23]. The PTFE mixed PA46 polyamide was heat-stabilized and friction-modified, with a humidity absorption of 3.2% and a tensile modulus of 3100 MPa.
4. Discussion
The authors of [
21] presented a study on friction torque in chains, measured on a full engine with three guides, with similar results to ours, about the ranking of the three types of polyamides, showing the same ranking results as [
23].
The experimental studies on polyamides under lubricated conditions, performed on tribometers [
10,
13,
15,
22,
23], show a decrease of the friction coefficient with linear speed. According to Stribeck’s curve, this indicates the presence of boundary friction, as mentioned in [
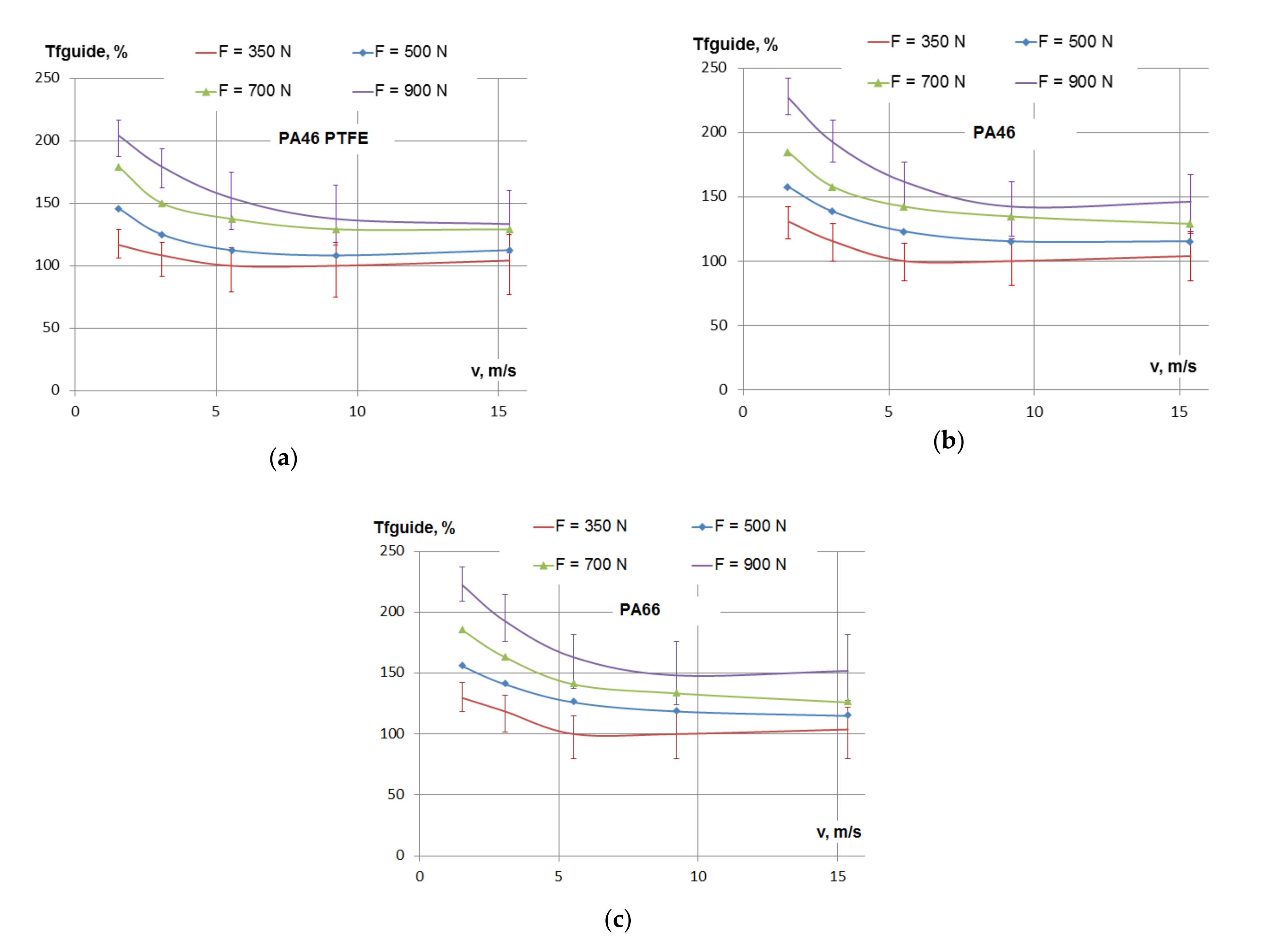
22]. The diagrams from
Figure 4 and
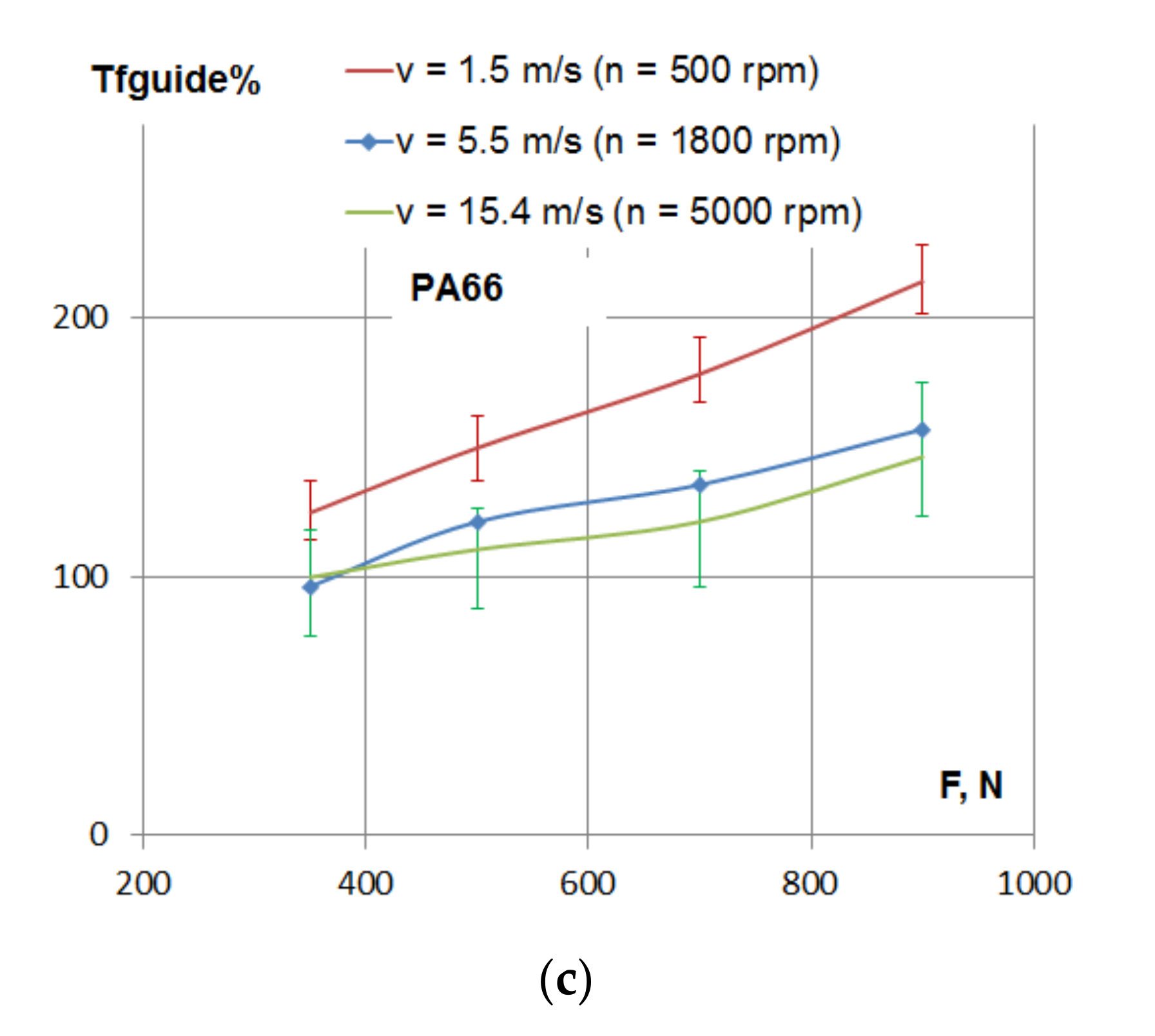
Figure 5, presenting the influence of speed on friction, are similar to Stribeck’s curve, since, for constant tensioning, the friction torque and friction coefficient are directly dependent on each other. For a small linear speed, the decrease of friction with the increase of linear speed suggests that the chain–guide contact is subject to boundary friction. All the links of the chain in contact with the guide have the same linear speed, but not the same pressure. Pressure is higher at the middle of the guide and smaller on the links entering and exiting the guide. The results from [
21] and [
23] show a decrease of the friction coefficient with the increase of speed, with a trend of stabilization starting from a 1 m/s linear speed. The tests performed in this study (see
Figure 5) showed that the decrease of friction continued up to a 5 m/s speed, where the stabilization began. Since boundary lubrication is the case in tribometer tests, in the case of guide on chain tests, with better lubrication, it is possible that mixed or hydrodynamic lubrication may occur, explaining the continuous drop of friction with higher speeds (mainly at the links of the chain entering the contact with the guide, where pressure is smaller, and where the oil is thrown on the guide). The smaller values of friction coefficients determined on the chain–guide testing, in comparison to measurements on tribometers, suggest the same explanation.
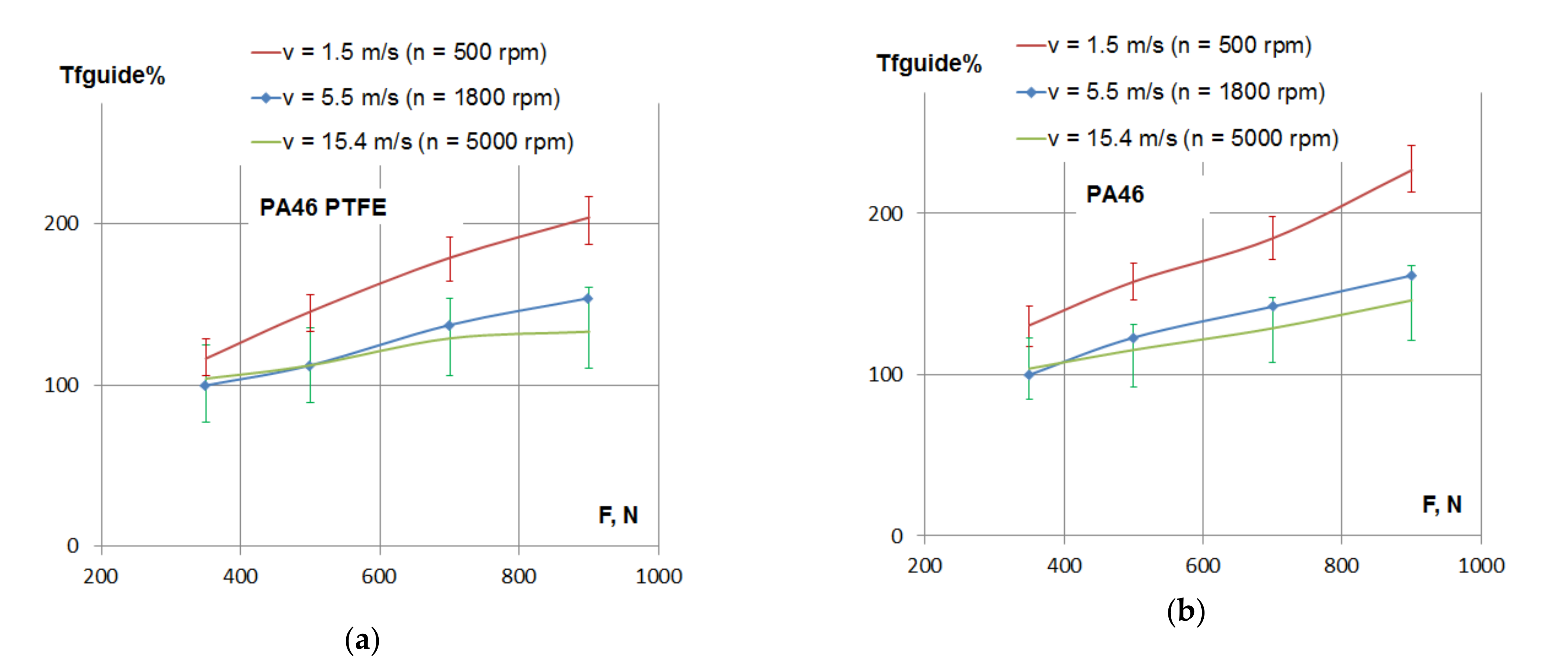
The experimental studies on polyamides under lubricated conditions, performed on tribometers [
10,
15,
21,
22,
23], have shown a decrease of the friction coefficient with increasing pressure, which was also shown by the results presented in
Figure 9. This is opposite to Stribeck’s curve for boundary friction and is explained [
22,
23] by adhesion-dominated friction on polyamides.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}