
Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Manufacturing
2.2. Metallography and Microscopy
2.3. SEM/FIB
2.4. XPS
2.5. Pin-on-Disc Tribometer
3. Results
3.1. Al-Alloys Microstructure
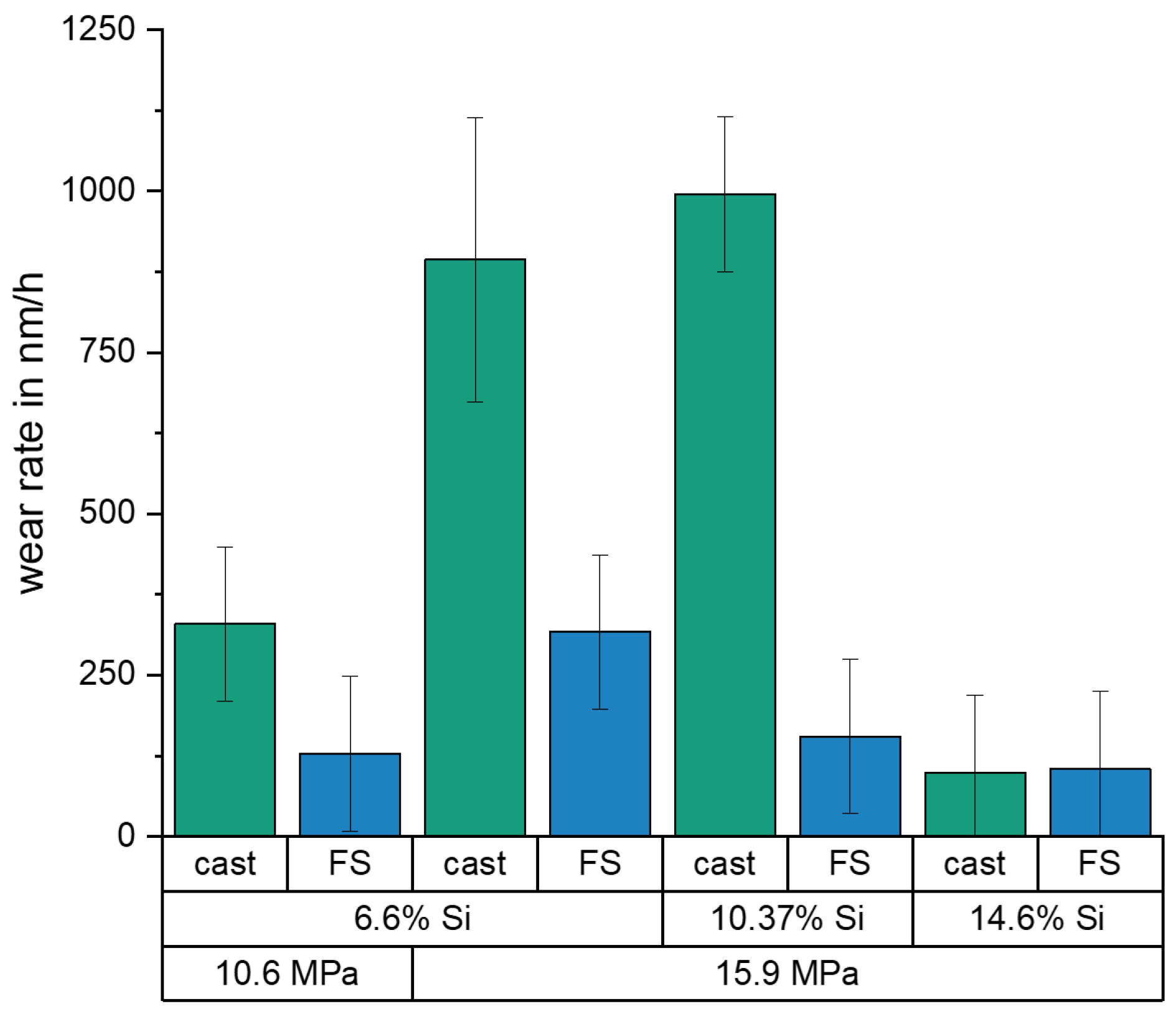
3.2. Friction Coefficients and Wear Rates
3.3. Wear Mechanisms
3.4. 42CrMo4 Discs
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| FIB | Focused ion beam |
| FS | Friction surfacing |
| SEM | Scanning electron microscope |
| WLI | White light interferometry |
| XPS | X-ray photoelectron spectroscopy |
References
- Chandrasekaran, M.; Batchelor, A.W.; Jana, S. Study of the interfacial phenomena during friction surfacing of aluminium with steels. J. Mater. Sci. 1997, 32, 6055–6062. [Google Scholar] [CrossRef]
- Hanke, S.; Beyer, M.; Silvonen, A.; dos Santos, J.F.; Fischer, A. Cavitation erosion of Cr60Ni40 coatings generated by friction surfacing. Wear 2013, 301, 415–423. [Google Scholar] [CrossRef] [Green Version]
- Hanke, S.; Fischer, A.; Beyer, M.; dos Santos, J.F. Cavitation erosion of NiAl-bronze layers generated by friction surfacing. Wear 2011, 273, 32–37. [Google Scholar] [CrossRef]
- Batchelor, A.W.; Jana, S.; Koh, C.P.; Tan, C.S. The effect of metal type and multi-layering on friction surfacing. J. Mater. Process. Technol. 1996, 57, 172–181. [Google Scholar] [CrossRef]
- Tyayar, K.H.A. Friction welding in the reconditioning of worn components. Svarochnoe Proizv. 1959, 1, 3–24. [Google Scholar]
- Akram, J.; Kalvala, P.R.; Misra, M. Stress Rupture Behavior of P91-AISI 304 Weld Transition Joint Developed by Friction Surfaced Additive Manufacturing Method. In Proceedings of the TMS 2015 144th Annual Meeting & Exhibition, Orlando, FL, USA, 15–19 March 2015. [Google Scholar]
- Dilip, J.J.S.; Babu, S.; Varadha Rajan, S.; Rafi, K.H.; Janaki Ram, G.D.; Stucker, B.E. Use of Friction Surfacing for Additive Manufacturing. Mater. Manuf. Process. 2013, 28, 189–194. [Google Scholar] [CrossRef]
- Gandra, J.; Krohn, H.; Miranda, R.M.; Vilaça, P.; Quintino, L.; dos Santos, J.F. Friction surfacing—A review. J. Mater. Process. Technol. 2014, 214, 1062–1093. [Google Scholar] [CrossRef] [Green Version]
- Gandra, J.; Vigarinho, P.; Pereira, D.; Miranda, R.M.; Velhinho, A.; Vilaça, P. Wear characterization of functionally graded Al–SiC composite coatings produced by Friction Surfacing. Mater. Des. 2013, 52, 373–383. [Google Scholar] [CrossRef]
- Nakama, D.; Katoh, K.; Tokisue, H. Fabrication of 6061 aluminum alloy/Al2O3 particle composites by friction surfacing. J. Jpn. Inst. Light Met. 2008, 58, 299–304. [Google Scholar] [CrossRef] [Green Version]
- Özler, L.; Tosun, G.; Özcan, M.E. Influence of B4C powder reinforcement on coating structure, microhardness and wear in friction surfacing. Mater. Manuf. Process. 2020, 35, 1135–1145. [Google Scholar] [CrossRef]
- Reddy, G.M.; Rao, K.S.; Mohandas, T. Friction surfacing: Novel technique for metal matrix composite coating on aluminium–silicon alloy. Surf. Eng. 2009, 25, 25–30. [Google Scholar] [CrossRef]
- Fukakusa, K. On the characteristics of the rotational contact plane - a fundamental study of friction surfacing. Weld. Int. 1996, 10, 524–529. [Google Scholar] [CrossRef]
- Liu, X.M.; Zou, Z.D.; Zhang, Y.H.; Qu, S.Y.; Wang, X.H. Surface and Coatings Technology. Surf. Coatings Technol. 2008, 202, 1889–1894. [Google Scholar] [CrossRef]
- Rethnam, G.S.N.; Manivel, S.; Sharma, V.K.; Srinivas, C.; Afzal, A.; Razak R.K., A.; Alamri, S.; Saleel, C.A. Parameter Study on Friction Surfacing of AISI316Ti Stainless Steel over EN8 Carbon Steel and Its Effect on Coating Dimensions and Bond Strength. Materials 2021, 14, 4967. [Google Scholar] [CrossRef]
- Gandra, J.; Pereira, D.; Miranda, R.M.; Vilaça, P. Influence of Process Parameters in the Friction Surfacing of AA 6082-T6 over AA 2024-T3. Procedia CIRP 2013, 7, 341–346. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, Z.; Zhao, H.; Zhou, L.; Song, X. Microstructure and corrosion behavior of the ultra-fine grained aluminum coating fabricated by friction surfacing. Mater. Lett. 2019, 250, 174–177. [Google Scholar] [CrossRef]
- Guo, D.; Kwok, C.T.; Chan, S.L.I. Fabrication of stainless steel 316L/TiB2 composite coating via friction surfacing. Surf. Coatings Technol. 2018, 350, 936–948. [Google Scholar] [CrossRef]
- Guo, D.; Kwok, C.T.; Tam, L.M.; Zhang, D.; Li, X. Hardness, microstructure and texture of friction surfaced 17-4PH precipitation hardening stainless steel coatings with and without subsequent aging. Surf. Coatings Technol. 2020, 402, 126302. [Google Scholar] [CrossRef]
- Ehrich, J.; Roos, A.; Hanke, S. Effect of Mg and Si Content in Aluminum Alloys on Friction Surfacing Processing Behavior. In Light Metals 2019; Chesonis, C., Ed.; Springer International Publishing: Cham, Switzerland, 2019; pp. 357–363. [Google Scholar]
- Bedford, G.M. Friction surfacing for wear applications. Met. Mater. 1990, 6, 702–705. [Google Scholar]
- Ostermann, F. Anwendungstechnologie Aluminium, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Ye, H. An overview of the development of Al-Si-Alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Bührig-Polaczek, A.; Michaeli, W.; Spur, G. Handbuch Urformen, 2nd ed.; Hanser: München, Germany, 2014; p. 63. [Google Scholar]
- Linsler, D. Einlaufverhalten einer untereutektischen AlSi-Legierung unter Berücksichtigung des Randzonengefüges. In Proceedings of the Dissertation, Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany, 24 February 2016. [Google Scholar]
- Hafiz, M.F.; Kobayashi, T. A study on the microstructure -fracture behavior relations in Al-Si casting alloys. Scr. Metall. Mater. 1994, 30, 475–480. [Google Scholar] [CrossRef]
- Dienwiebel, M.; Pöhlmann, K.; Scherge, M. Origins of the wear resistance of AlSi cylinder bore surfaces studies by surface analytical tools. Tribol. Int. 2007, 40, 1597–1602. [Google Scholar] [CrossRef]
- Slattery, B.E.; Edrisy, A.; Perry, T. Investigation of wear induced surface and subsurface deformation in a linerless Al–Si engine. Wear 2010, 269, 298–309. [Google Scholar] [CrossRef]
- Slattery, B.E.; Perry, T.; Edrisy, A. Microstructural evolution of a eutectic Al–Si engine subjected to severe running conditions. Mater. Sci. Eng. A 2009, 512, 76–81. [Google Scholar] [CrossRef]
- Walker, J.C.; Rainforth, W.M.; Jones, H. Lubricated sliding wear behaviour of aluminium alloy composites. Wear 2005, 259, 577–589. [Google Scholar] [CrossRef] [Green Version]
- Walker, J.C.; Ross, I.M.; Rainforth, W.M.; Lieblich, M. TEM characterisation of near surface deformation resulting from lubricated sliding wear of aluminium alloy and composites. Wear 2007, 263, 707–718. [Google Scholar] [CrossRef] [Green Version]
- Patel, V.; Li, W.; Vairis, A.; Badheka, V. Recent Development in Friction Stir Processing as a Solid-State Grain Refinement Technique: Microstructural Evolution and Property Enhancement. Crit. Rev. Solid State Mater. Sci. 2019, 44, 378–426. [Google Scholar] [CrossRef]
- Singh, S.K.; Immanuel, R.J.; Babu, S.; Panigrahi, S.K.; Janaki Ram, G.D. Influence of multi-pass friction stir processing on wear behaviour and machinability of an Al-Si hypoeutectic A356 alloy. J. Mater. Process. Technol. 2016, 236, 252–262. [Google Scholar] [CrossRef]
- Schlarb, T. Einlaufverhalten einer Untereutektischen Aluminium-Silicium-Legierung unter Berücksichtigung des Ausgangsgefüges. Master’s Thesis, Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany, 11 June 2014. [Google Scholar]
- Sekino, K.; Midonoya, M.; Udono, H.; Yamada, Y. Preparation of Schottky contacts on n-type Mg2Si single crystalline substrate. Phys. Procedia 2011, 11, 171–173. [Google Scholar] [CrossRef] [Green Version]
- Edachery, V.; Swamybabu, V.; Gurupatham, A.; Paramasamy, M.; Kailas, S.V. The Role of Surface Topography and Normal Load in the Initiation of Ratchetting-Peak Friction, Seizure, Scuffing, and Elastic Shakedown. J. Tribol. 2021, 144, 1–12. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Z.; Wang, Y.Q.; Zhou, B.L. Microstructural evolution of the in situ Al-15wt.%Mg2Si composite with extra Si contents. Scr. Mater. 2000, 42, 1101–1106. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| alloy | Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti |
|---|---|---|---|---|---|---|---|---|---|
| 6.6% Si | bal | 6.61 | 0.198 | 0.016 | 0.009 | 0.253 | 0.002 | 0.003 | 0.017 |
| 10.4% Si | bal | 10.37 | 0.201 | 0.011 | 0.009 | 0.245 | 0.002 | 0.003 | 0.014 |
| 14.6% Si | bal | 14.6 | 0.227 | 0.011 | 0.010 | 0.232 | 0.002 | 0.001 | 0.013 |
| Sample | HV0.2 |
|---|---|
| 6.6% Si Cast | 86.7 ± 4.4 |
| 6.6% Si FS | 84.3 ± 14.2 |
| 10.4% Si Cast | 96.8 ± 6.2 |
| 10.4% Si FS | 88.5 ± 3.5 |
| 14.6% Si Cast | 103.2 ± 7.4 |
| 14.6% Si FS | 114.6 ± 17.3 |
| Alloy | Fe | C | Si | Mn | Cr | Mo | S, P |
|---|---|---|---|---|---|---|---|
| 42CrMo4 | 0.38–0.43 | 0.14–0.35 | 0.75–1.00 | 0.80–1.10 | 0.009 | 0.15–0.25 | <0.035 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schütte, M.R.; Ehrich, J.; Linsler, D.; Hanke, S. Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents. Materials 2022, 15, 1641. https://doi.org/10.3390/ma15051641
Schütte MR, Ehrich J, Linsler D, Hanke S. Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents. Materials. 2022; 15(5):1641. https://doi.org/10.3390/ma15051641
Chicago/Turabian StyleSchütte, Malte R., Jonas Ehrich, Dominic Linsler, and Stefanie Hanke. 2022. "Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents" Materials 15, no. 5: 1641. https://doi.org/10.3390/ma15051641
APA StyleSchütte, M. R., Ehrich, J., Linsler, D., & Hanke, S. (2022). Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents. Materials, 15(5), 1641. https://doi.org/10.3390/ma15051641