
Characterization of the Interface between Aluminum and Iron in Co-Extruded Semi-Finished Products

 , , , ,
, , , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
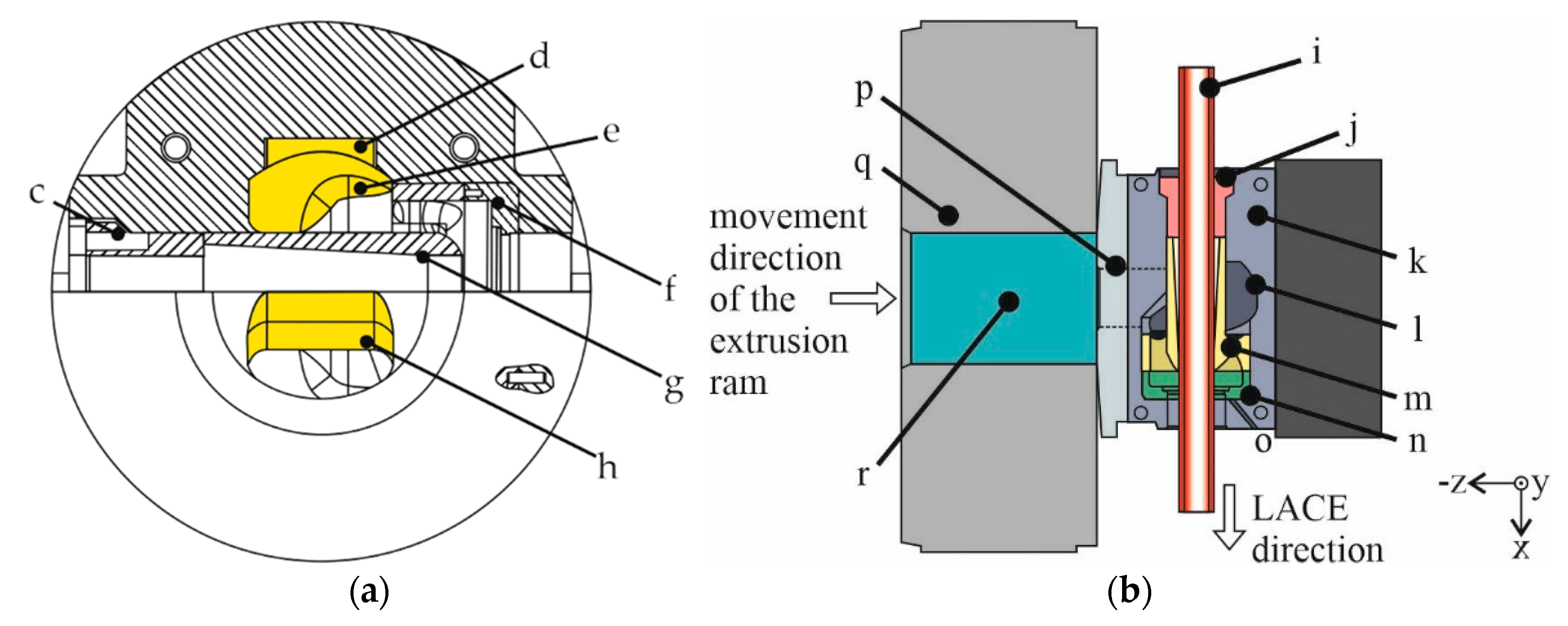
2.1. Co-Extrusion of Aluminum and Steel via LACE
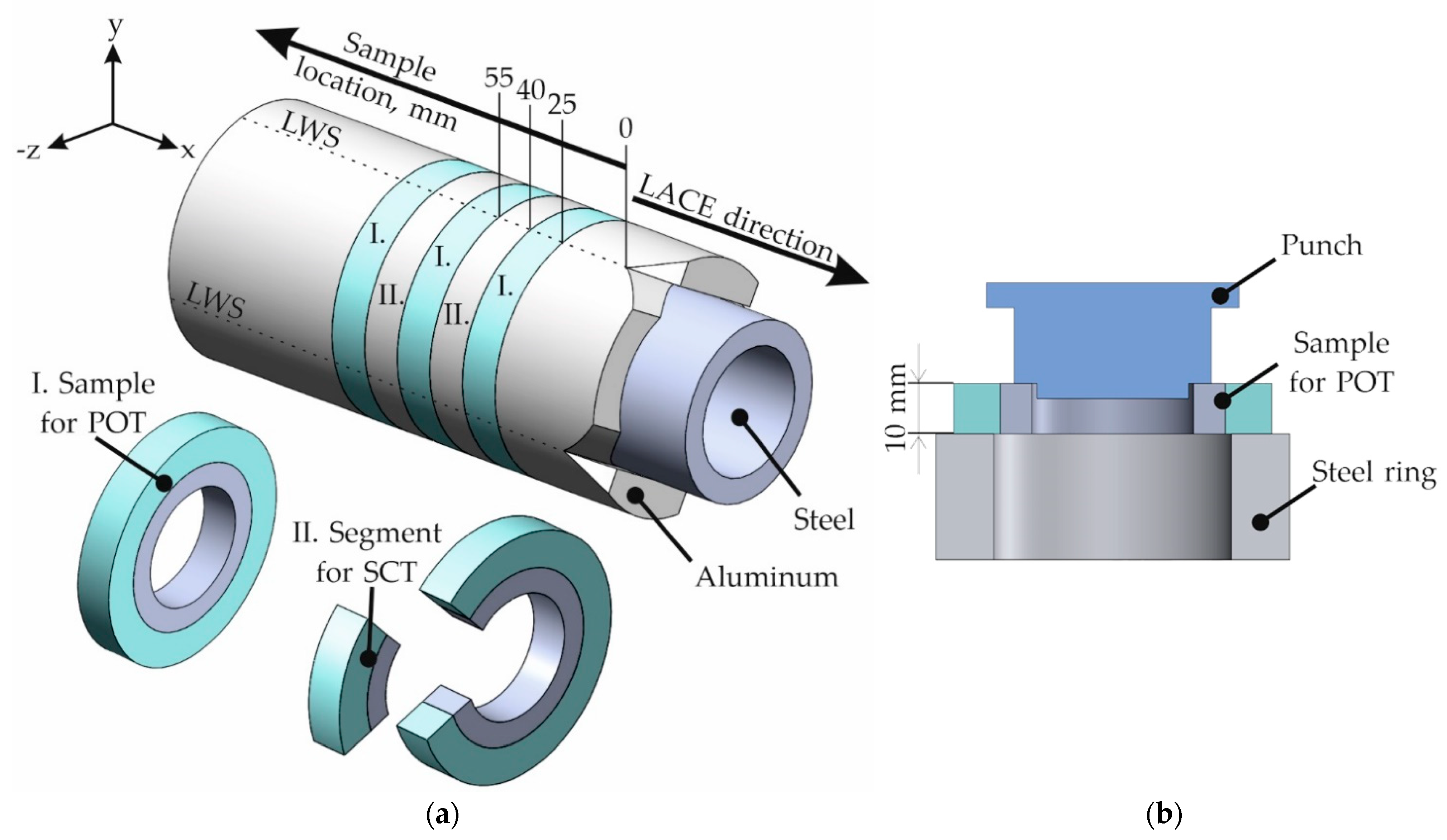
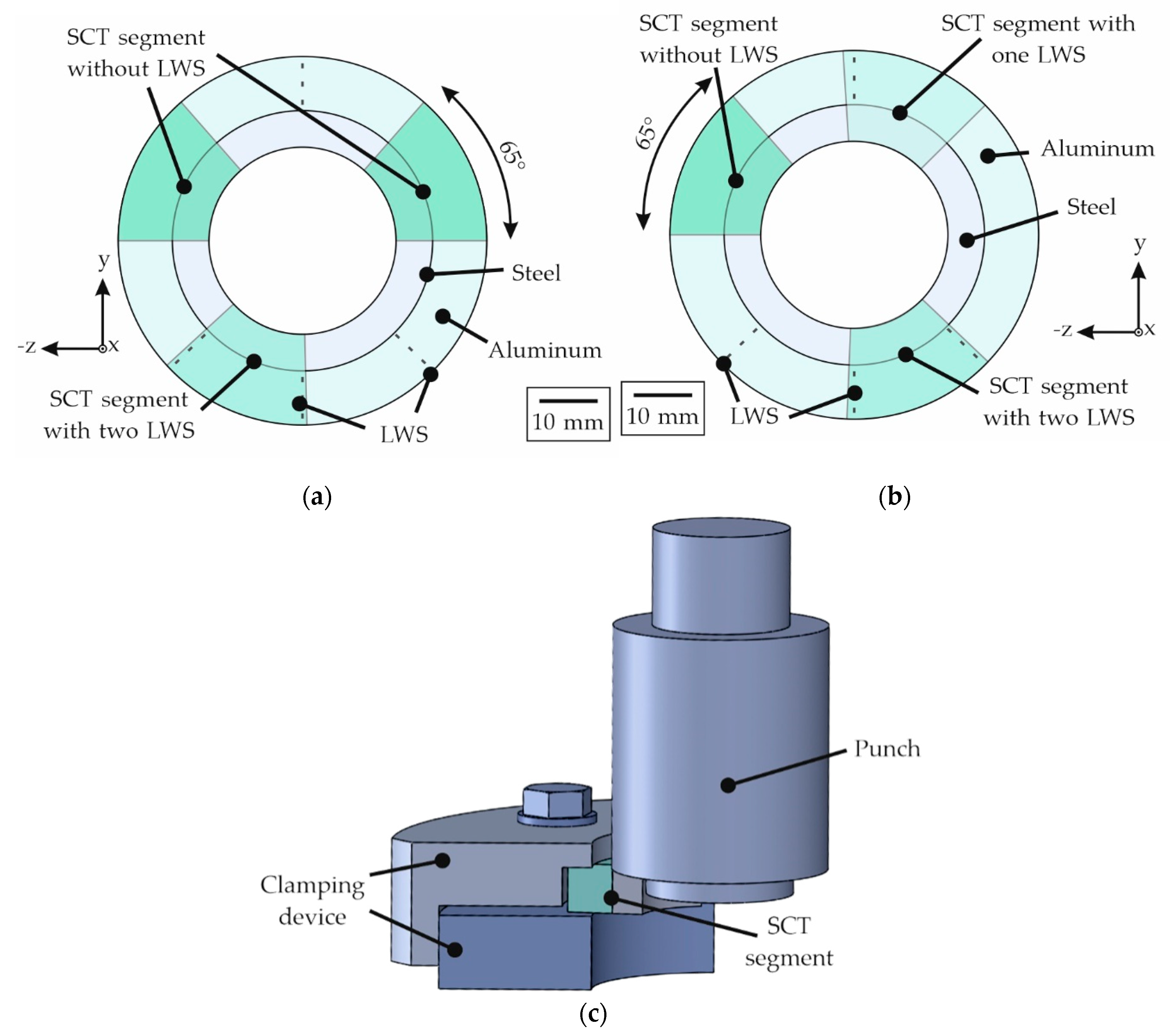
2.2. Determination of the Mechanical Properties of the Interface
2.3. Microstructural Characterization of the Interface
3. Results
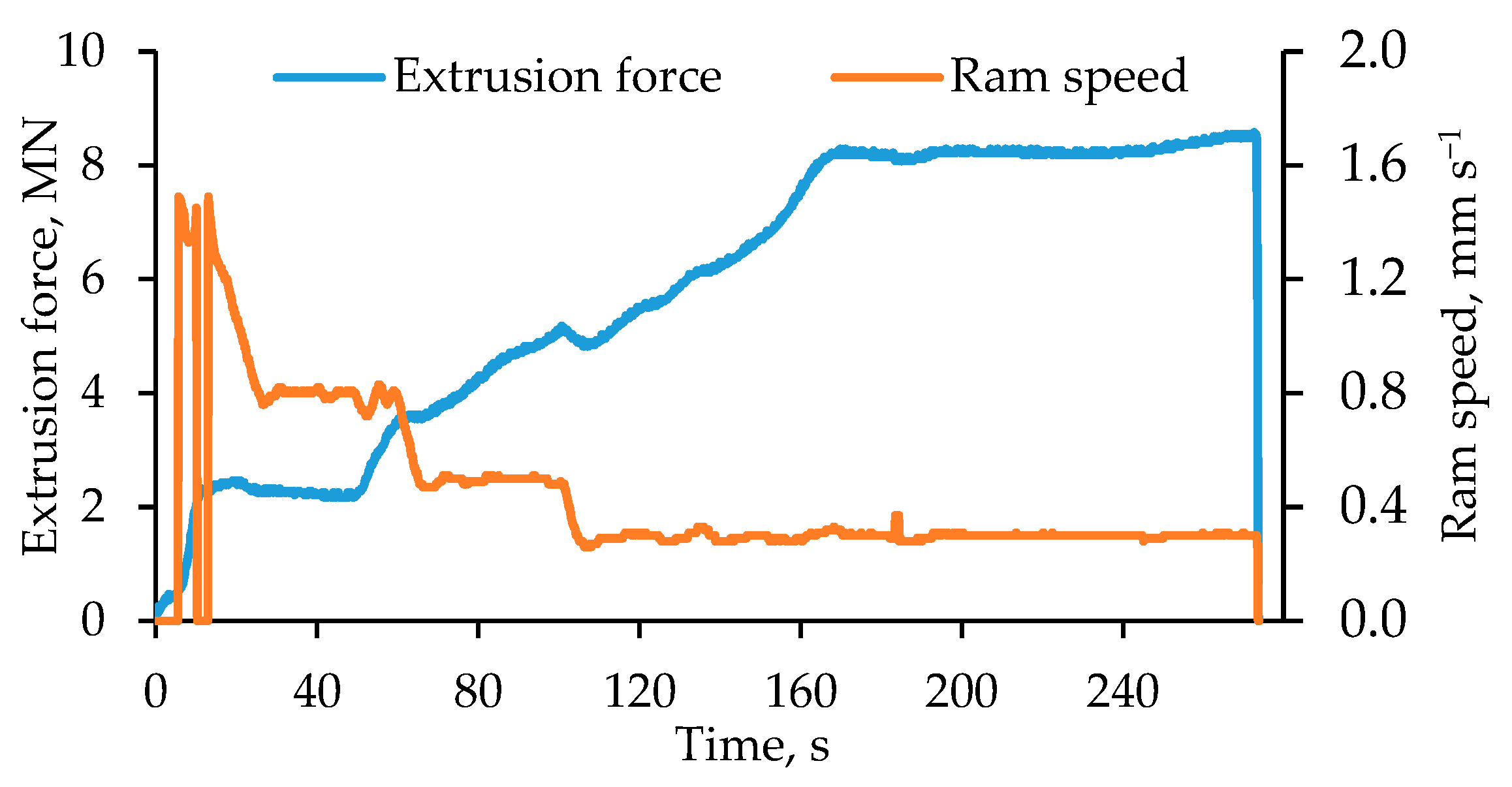
3.1. Evolution of the Extrusion Force during the LACE Process
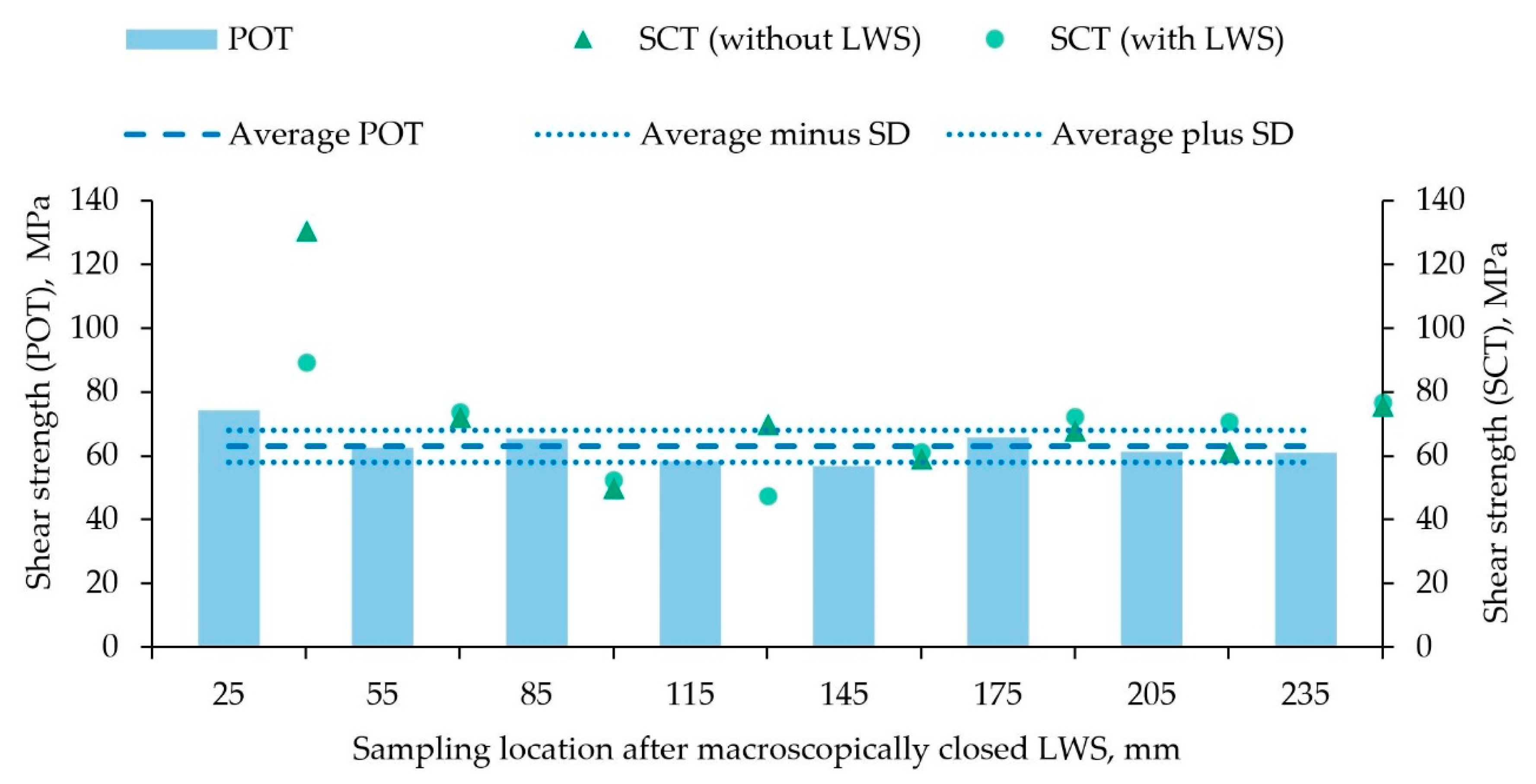
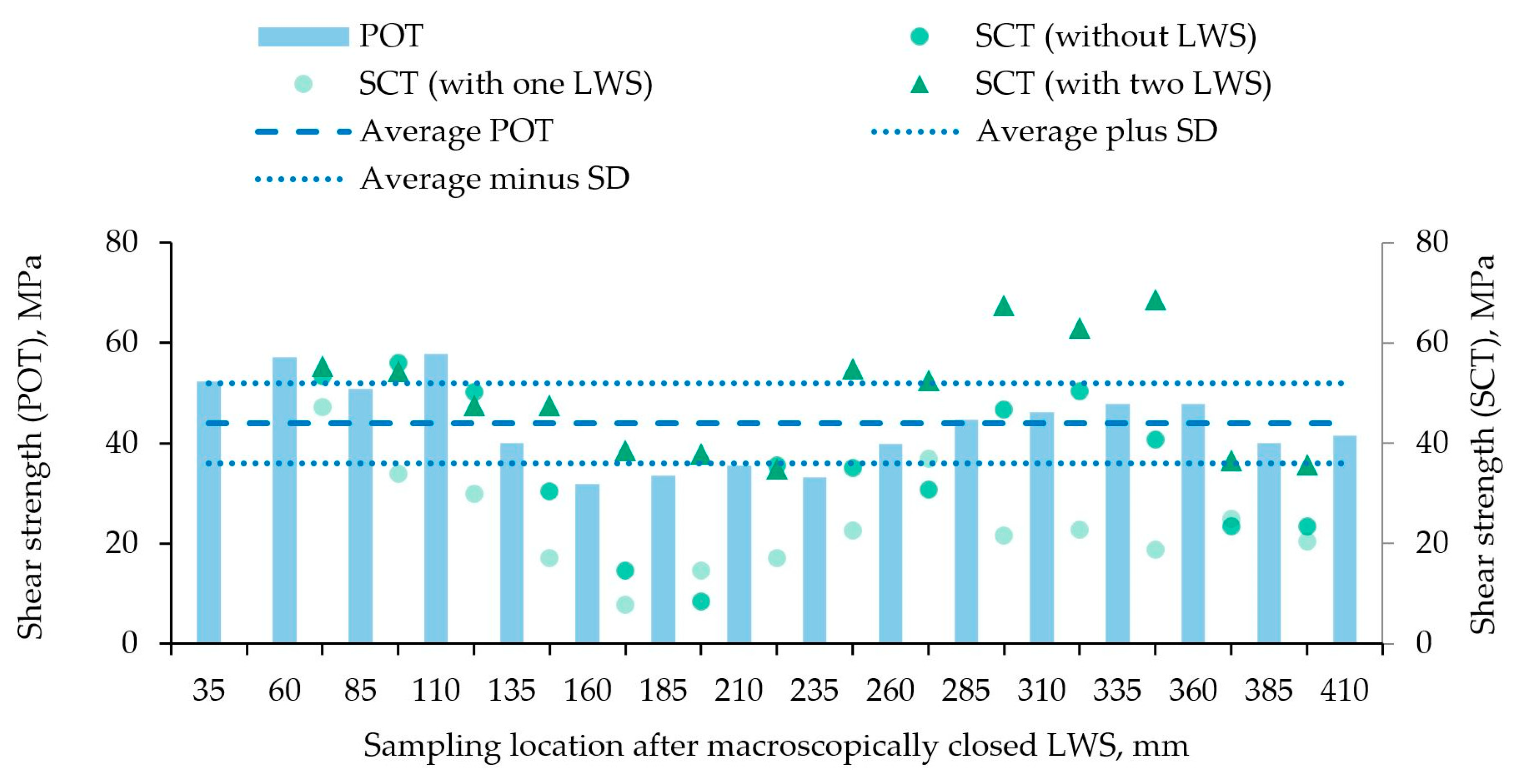
3.2. Mechanical Properties of the Compound Profiles
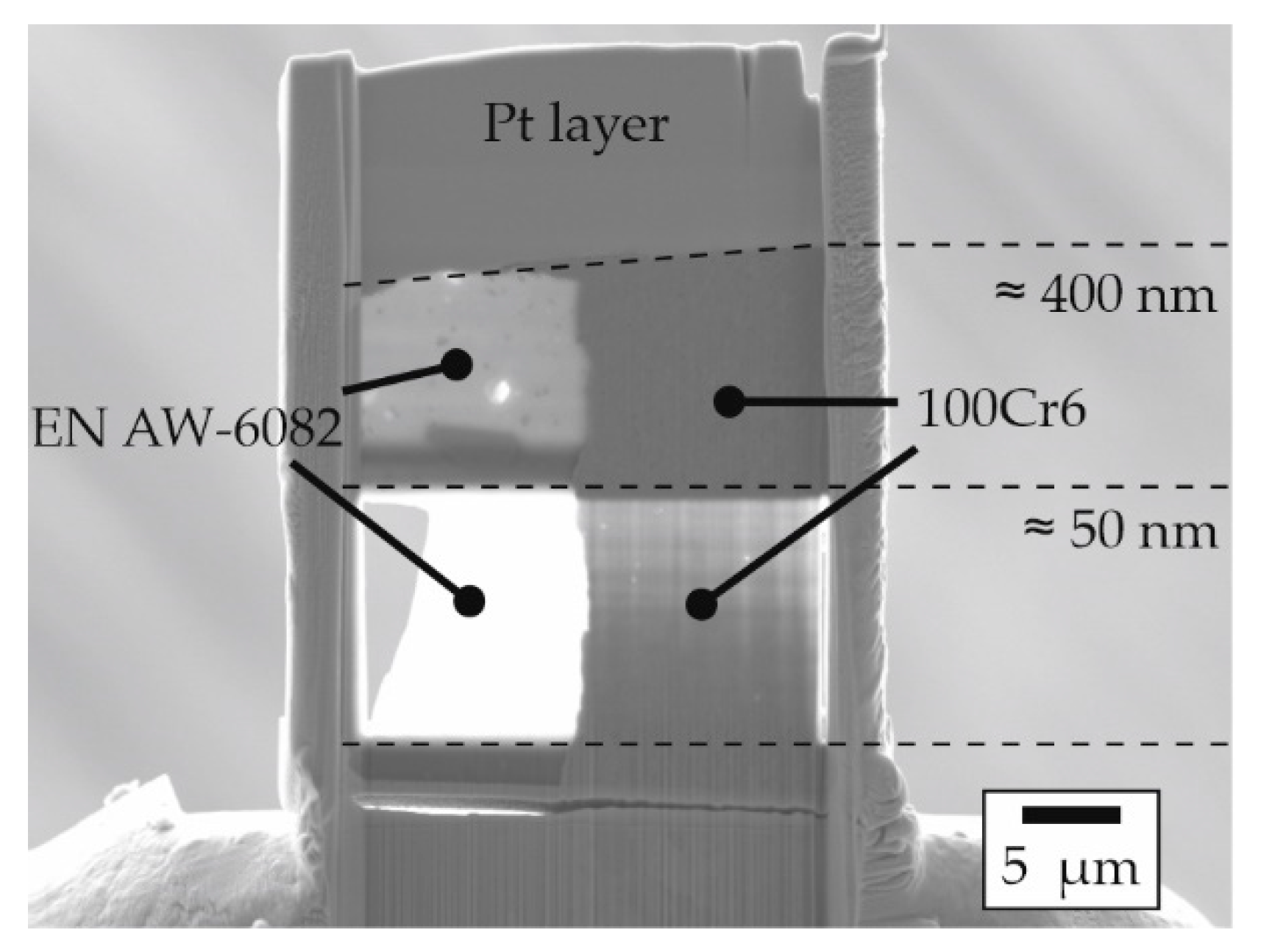
3.3. Characterization of the Interface
4. Discussion
5. Conclusions
- For the material combination EN AW-6082/X5CrNi18-10, a high strength of up to 131 MPa could be demonstrated in SCT on segments cut from the compound profile;
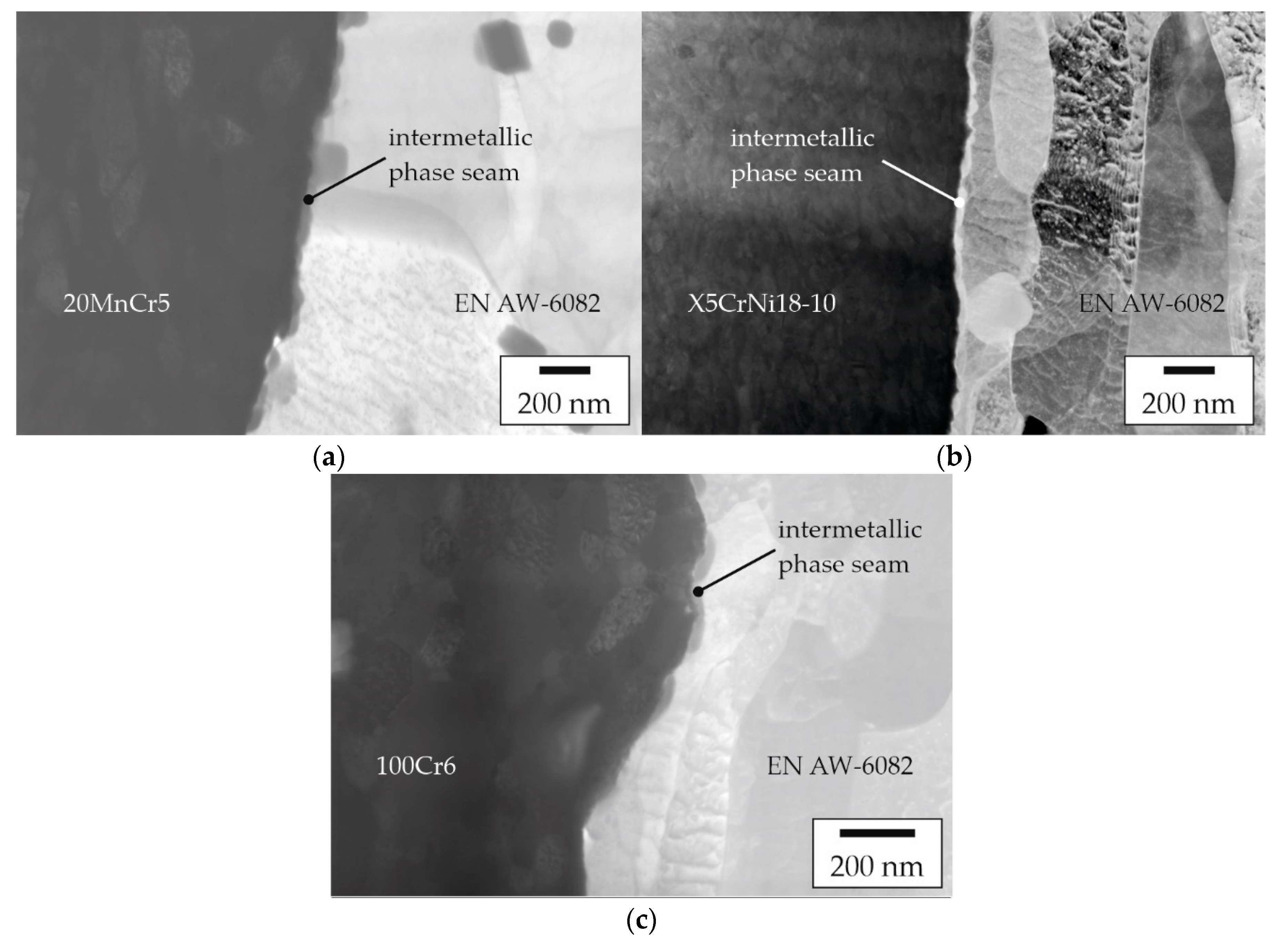
- Using FIB lamellae, it was possible to locally investigate the interface of shear compression specimens that exhibited particularly high strength. It could be demonstrated that there was a metallurgical bond between the aluminum alloy EN AW-6082 and the different steel grades employed;
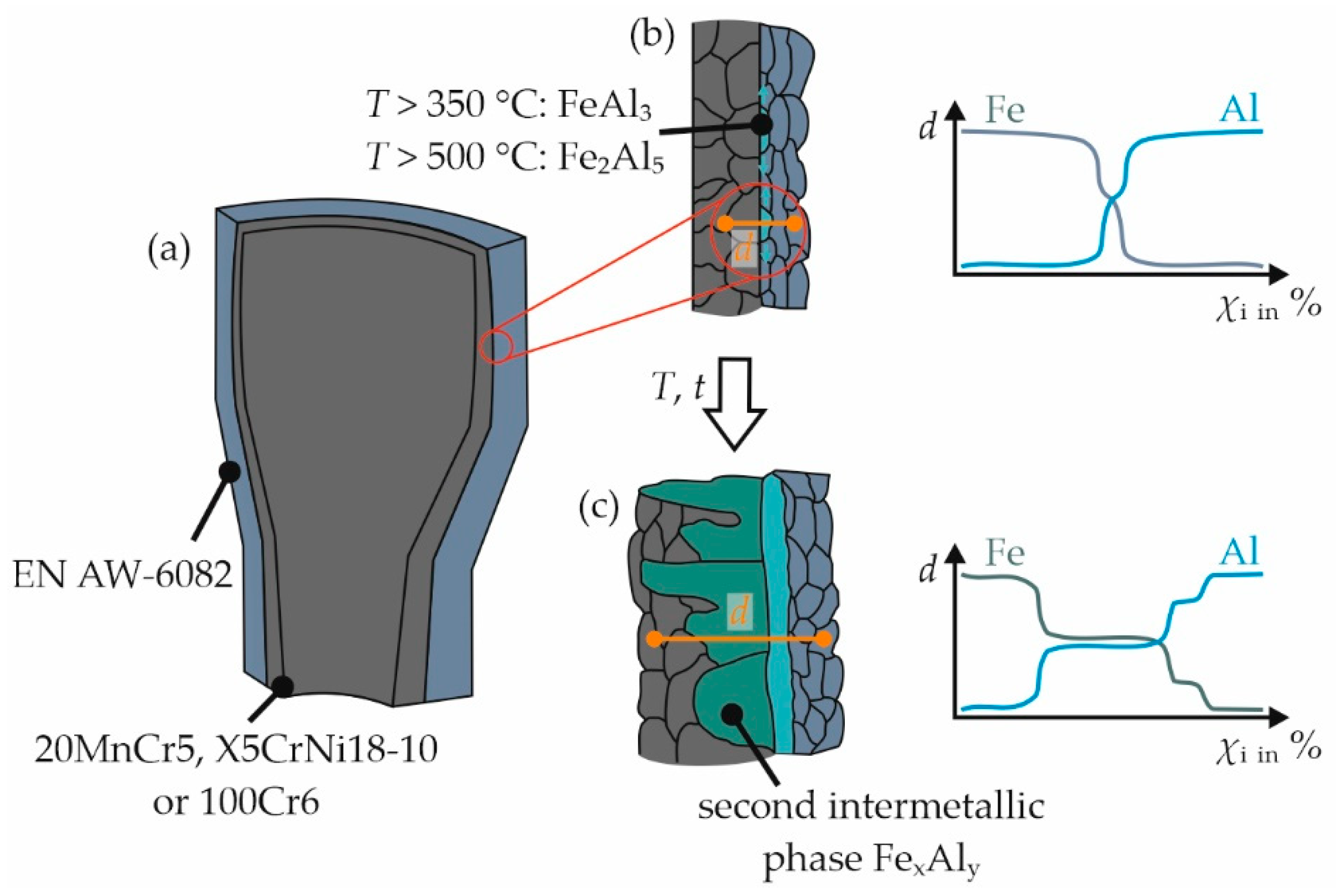
- While 20MnCr5 and X5CrNi18-10 showed a diffusion zone as well as local intermetallic phases in the form of narrow island-like structures, the higher-alloyed steel X5CrNi18-10 showed a continuous phase seam as well as a broad diffusion zone.
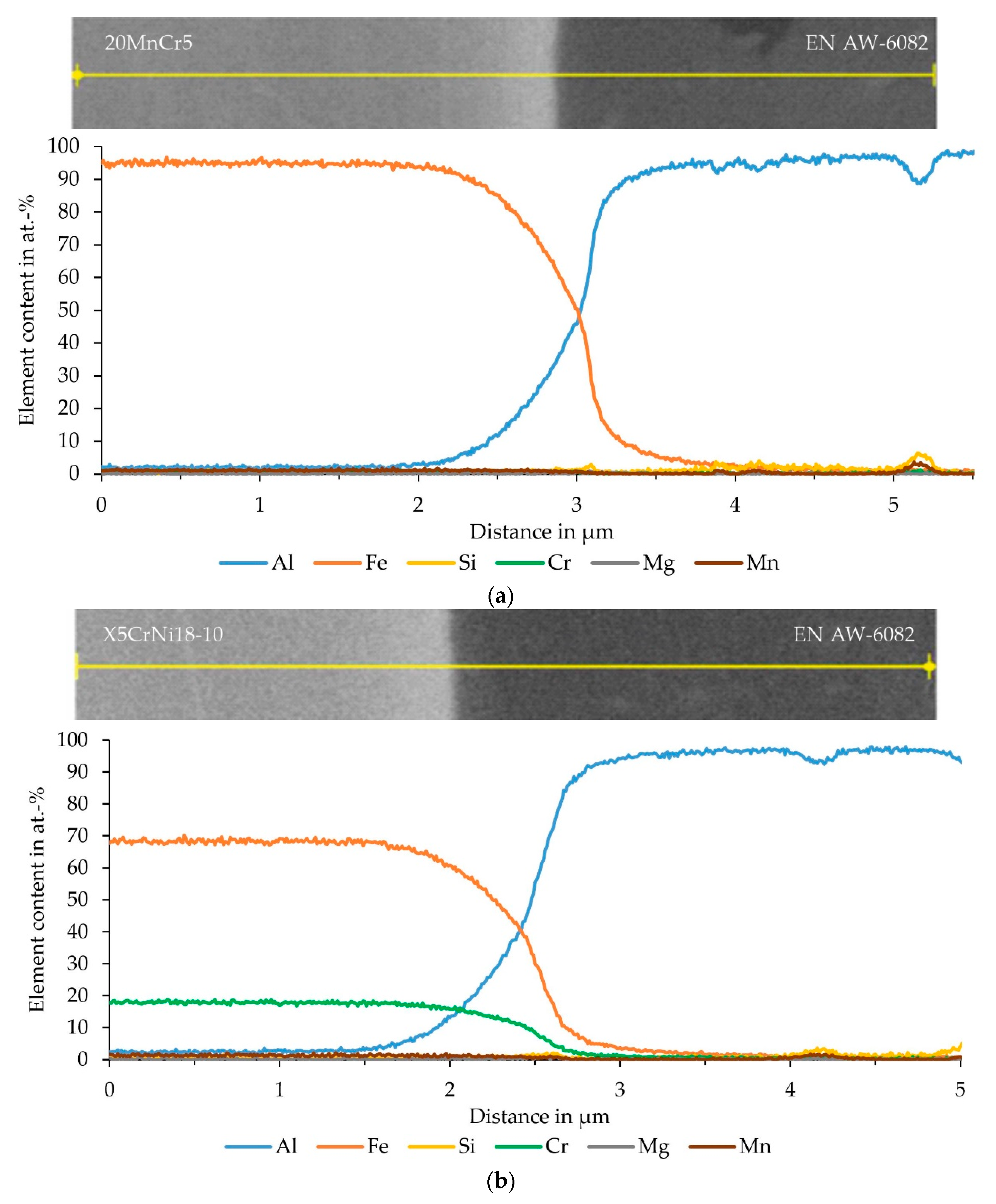
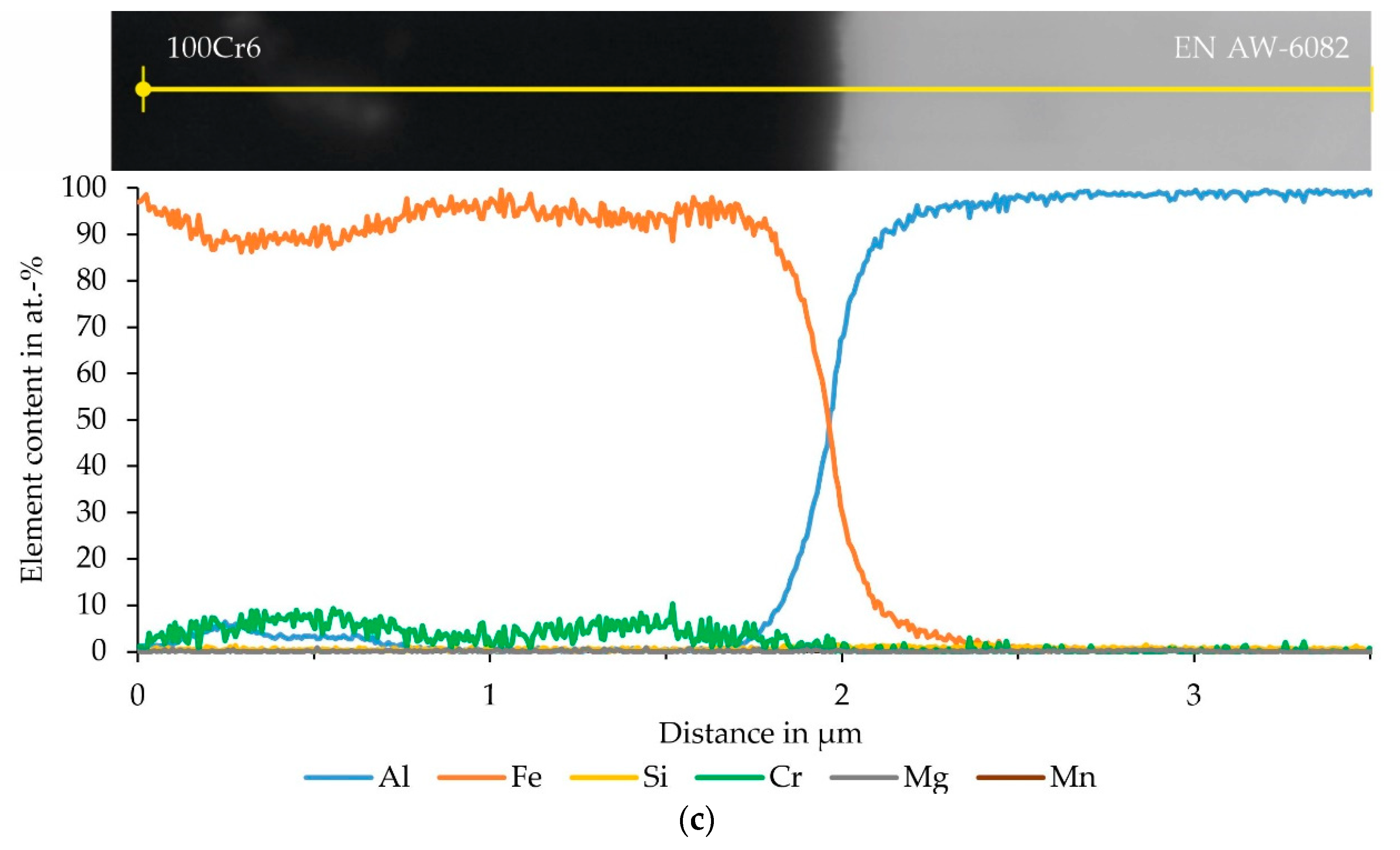
- An enrichment of the main alloying elements of the steel (chromium and nickel) near the interface could not be confirmed. However, the bond appeared to be microstructurally more homogenous with X5CrNi18-10 than with 20MnCr5 and 100Cr6.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hirsch, J. Aluminium in innovative lightweight car design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef] [Green Version]
- Thürer, S.E.; Chugreeva, A.; Heimes, N.; Uhe, J.; Behrens, B.-A.; Maier, H.J.; Klose, C. Process chain for the manufacture of hybrid bearing bushings. Prod. Eng. 2021, 15, 137–150. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, H.; Yeon, S.M.; Aranas, C., Jr.; Choi, K.; Yoon, J.; Yang, S.W.; Lee, H. Selective compositional range exclusion via directed energy deposition to produce a defect-free Inconel 718/SS 316L functionally graded material. Addit. Manuf. 2021, 47, 102288. [Google Scholar] [CrossRef]
- Bach, F.-W.; Lau, K. Einsatz moderner Hochleistungsfügetechnik zur Herstellung von Stahl-Aluminium-Hybridstrukturen. Aachen. Ber. Fügetechnik 2007, 461–475. [Google Scholar]
- Reichardt, A.; Shapiro, A.A.; Otis, R.; Dillon, R.P.; Borgonia, J.P.; Mcenerney, B.W.; Hosemann, P.; Beese, A.M. Advances in additive manufacturing of metal-based functionally graded materials. Int. Mater. Rev. 2021, 66, 1–29. [Google Scholar] [CrossRef]
- Napierala, O.; Dahnke, C.; Tekkaya, A.E. Simultaneous deep drawing and cold forging of multi-material components: Draw-forging. CIRP Ann. 2019, 68, 269–272. [Google Scholar] [CrossRef]
- Taban, E.; Gould, J.E.; Lippold, J.C. Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel: Properties and microstructural characterization. Mater. Des. 2010, 31, 2305–2311. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.J.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Achar, D.G.R.; Ruge, J.; Sundaresan, S. Metallurgical and Mechanical Investigations of Aluminium-Steel Fusion Welds. Aluminium 1980, 6, 391–397. [Google Scholar]
- Kobayashi, S.; Yakou, T. Control of intermetallic compound layers at interface between steel and aluminum by diffusion-treatment. Mater. Sci. Eng. A 2002, 338, 44–53. [Google Scholar] [CrossRef]
- Jank, N.; Staufer, H.; Bruckner, J. Schweißverbindungen von Stahl und Aluminium–eine Perspektive für die Zukunft. BHM Berg- Hüttenmännische Mon. 2008, 153, 189–192. [Google Scholar] [CrossRef]
- Herbst, S.; Maier, H.J.; Nürnberger, F. Strategies for the Heat Treatment of Steel-Aluminium Hybrid Components. HTM J. Heat Treat. Mater. 2017, 73, 268–282. [Google Scholar] [CrossRef]
- Ryabov, V.R. Welding of aluminium alloys to steels. Weld. Surf. Rev. 1998, 9, 1–142. [Google Scholar]
- Negendank, M.; Mueller, S.; Reimers, W. Coextrusion of Mg–Al macro composites. J. Mater. Process. Technol. 2012, 212, 1954–1962. [Google Scholar] [CrossRef]
- Apperley, M.H.; Sorrell, C.C.; Crosky, A. The Co-extrusion of Metal-Sheathed High-Temperature Superconductors. J. Mater. Process. Technol. 2000, 102, 193–202. [Google Scholar] [CrossRef]
- Chatti, S.; Pietzka, D.; Ben Khalifa, N.; Jäger, A.; Selvaggio, A.; Tekkaya, A.E. Lightweight Construction by Means of Profiles. Key Eng. Mater. 2012, 504, 369–374. [Google Scholar]
- Agudo, L.; Jank, N.; Wagner, J.; Weber, S.; Schmaranzer, C.; Arenholz, E.; Bruckner, E.; Hackl, H.; Pyzalla, A. Investigation of Microstructure and Mechanical Properties of Steel-Aluminium Joints Produced by Metal Arc Joining. Steel Res. Int. 2008, 79, 530–535. [Google Scholar] [CrossRef]
- Thürer, S.E.; Peddinghaus, J.; Heimes, N.; Bayram, F.C.; Bal, B.; Uhe, J.; Behrens, B.-A.; Maier, H.J.; Klose, C. Lateral angular co-extrusion: Geometrical and mechanical properties of compound profiles. Metals 2020, 10, 1162. [Google Scholar] [CrossRef]
- Weidenmann, K.A.; Kerscher, E.; Schulze, V.; Lohe, D. Characterization of the interfacial properties of compound-extruded lightweight profiles using the push-out-technique. Mater. Sci. Eng. A 2006, 424, 205–211. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Klose, C.; Thürer, S.E.; Heimes, N.; Uhe, J. Numerical modeling of the development of intermetallic layers between aluminium and steel during co-extrusion. In AIP Conference Proceedings; Galdos, L., Arrazola, P., Saenz De Argandoña, E., Otegi, N., Mendiguren, J., Madariaga, A., Saez De Buruaga, M., Eds.; AIP Publishing: Vitoria-Gasteiz, Spain, 2019; Volume 2113, pp. 040029-1–040029-6. [Google Scholar]
- Behrens, B.-A.; Kosch, K.G. Development of the heating and forming strategy in compound forging of hybrid steel-aluminum parts. Mater. Werkst. 2011, 42, 973–978. [Google Scholar] [CrossRef]
- Weidenmann, K.A. Verbundstrangpressen Mit Modifizierten Kammerwerkzeugen: Werkstofftechnik, Fertigungstechnik, Simulation; Habilitation Thesis; Karlsruher Institut für Technologie (KIT): Karlsruhe, Germany, 2012; ISBN 978-3-86644-890-2. [Google Scholar]
- Haddadi, F. Rapid intermetallic growth under high strain rate deformation during high power ultrasonic spot welding of aluminium to steel. Mater. Des. 2015, 66, 459–472. [Google Scholar] [CrossRef]
- Khalid, M.Z.; Friis, J.; Ninive, P.H.; Marthinsen, K.; Strandlie, A. First-principles study of tensile and shear strength of Fe-Al and α-AlFeSi intermetallic compound interfaces. Comput. Mater. Sci. 2021, 187, 110058. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, H.; Peng, Y.; Ma, X. Microstructure and tensile strength of aluminum/stainless steel joint welded by inertia friction and continuous drive friction. Weld World 2020, 64, 1799–1809. [Google Scholar] [CrossRef]
- Wang, T.; Sidhar, H.; Mishra, R.S.; Hovanski, Y.; Upadhyay, P.; Carlson, B. Evaluation of intermetallic compound layer at aluminum/steel interface joined by friction stir scribe technology. Mater. Des. 2019, 174, 107795. [Google Scholar] [CrossRef]
- Eggeler, G.; Auer, W.; Kaesche, H. On the influence of silicon on the growth of the alloy layer during hot dip aluminizing. J. Mater. Sci. 1986, 21, 3348–3350. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | |
|---|---|---|---|---|---|---|---|---|
| Sample EN AW-6082 | 1.30 ± 0.04 | 0.20 ± 0.007 | 0.08 ± 0.02 | 0.76 ± 0.02 | 0.86 ± 0.08 | 0.02 ± 0.001 | 0.05 ± 0.001 | 0.02 ± 0.001 |
| C | Si | Mn | P | S | Cr | Mo | Ni | N | |
|---|---|---|---|---|---|---|---|---|---|
| Sample 20MnCr5 | 0.209 ± 0.01 | 0.245 ± 0.01 | 1.19 ± 0.01 | 0.011 ± 0.01 | 0.027 ± 0.01 | 1.11 ± 0.01 | - | - | - |
| Sample X5CrNi18-10 | 0.032 ± 0.01 | 0.392 ± 0.01 | 1.47 ± 0.01 | 0.025 ± 0.01 | 0.023 ± 0.01 | 18.61 ± 0.05 | - | 8.95 ± 0.09 | 0.07 ± 0.01 |
| Sample 100Cr6 | 0.971 ± 0.02 | 0.234 ± 0.01 | 0.334 ± 0.01 | 0.012 ± 0.01 | 0.008 ± 0.01 | 1.48 ± 0.02 | 0.018 ± 0.01 | 0.075 ± 0.01 | - |
| Standard X5CrNi18-10 | 0.07 | 1.00 | 2.00 | 0.045 | 0.03 | 17.00–19.50 | - | 8.00–10.50 | 0.10 |
| Standard X10CrNi18-10 | 0.05–0.15 | 2.00 | 2.00 | 0.045 | 0.03 | 16.00–19.00 | 0.8 | 6.00–9.50 | 0.10 |
| Standard 100Cr6 | 0.93–1.05 | 0.15–0.35 | 0.25–0.45 | 0.025 | 0.015 | 1.35–1.60 | 0.1 | 0.3 | - |
| Material Combination | Average Shear Strength (POT), MPa | Max. Shear Strength (SCT) of the Sample Used for Further Investigations, MPa |
|---|---|---|
| EN AW-6082/20MnCr5 [18] | 54 ± 5 | 92 |
| EN AW-6082/X5CrNi18-10 | 63 ± 5 | 131 |
| EN AW-6082/100Cr6 | 44 ± 8 | 69 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thürer, S.E.; Peters, K.; Heidenblut, T.; Heimes, N.; Peddinghaus, J.; Nürnberger, F.; Behrens, B.-A.; Maier, H.J.; Klose, C. Characterization of the Interface between Aluminum and Iron in Co-Extruded Semi-Finished Products. Materials 2022, 15, 1692. https://doi.org/10.3390/ma15051692
Thürer SE, Peters K, Heidenblut T, Heimes N, Peddinghaus J, Nürnberger F, Behrens B-A, Maier HJ, Klose C. Characterization of the Interface between Aluminum and Iron in Co-Extruded Semi-Finished Products. Materials. 2022; 15(5):1692. https://doi.org/10.3390/ma15051692
Chicago/Turabian StyleThürer, Susanne Elisabeth, Kai Peters, Torsten Heidenblut, Norman Heimes, Julius Peddinghaus, Florian Nürnberger, Bernd-Arno Behrens, Hans Jürgen Maier, and Christian Klose. 2022. "Characterization of the Interface between Aluminum and Iron in Co-Extruded Semi-Finished Products" Materials 15, no. 5: 1692. https://doi.org/10.3390/ma15051692
APA StyleThürer, S. E., Peters, K., Heidenblut, T., Heimes, N., Peddinghaus, J., Nürnberger, F., Behrens, B. -A., Maier, H. J., & Klose, C. (2022). Characterization of the Interface between Aluminum and Iron in Co-Extruded Semi-Finished Products. Materials, 15(5), 1692. https://doi.org/10.3390/ma15051692