
Heat Source Modeling and Residual Stress Analysis for Metal Directed Energy Deposition Additive Manufacturing



Abstract
:1. Introduction
2. FEM Model
2.1. Thermal Analysis
2.2. Mechanical Analysis
2.3. Boundary Condition
2.4. Heat Source Modeling
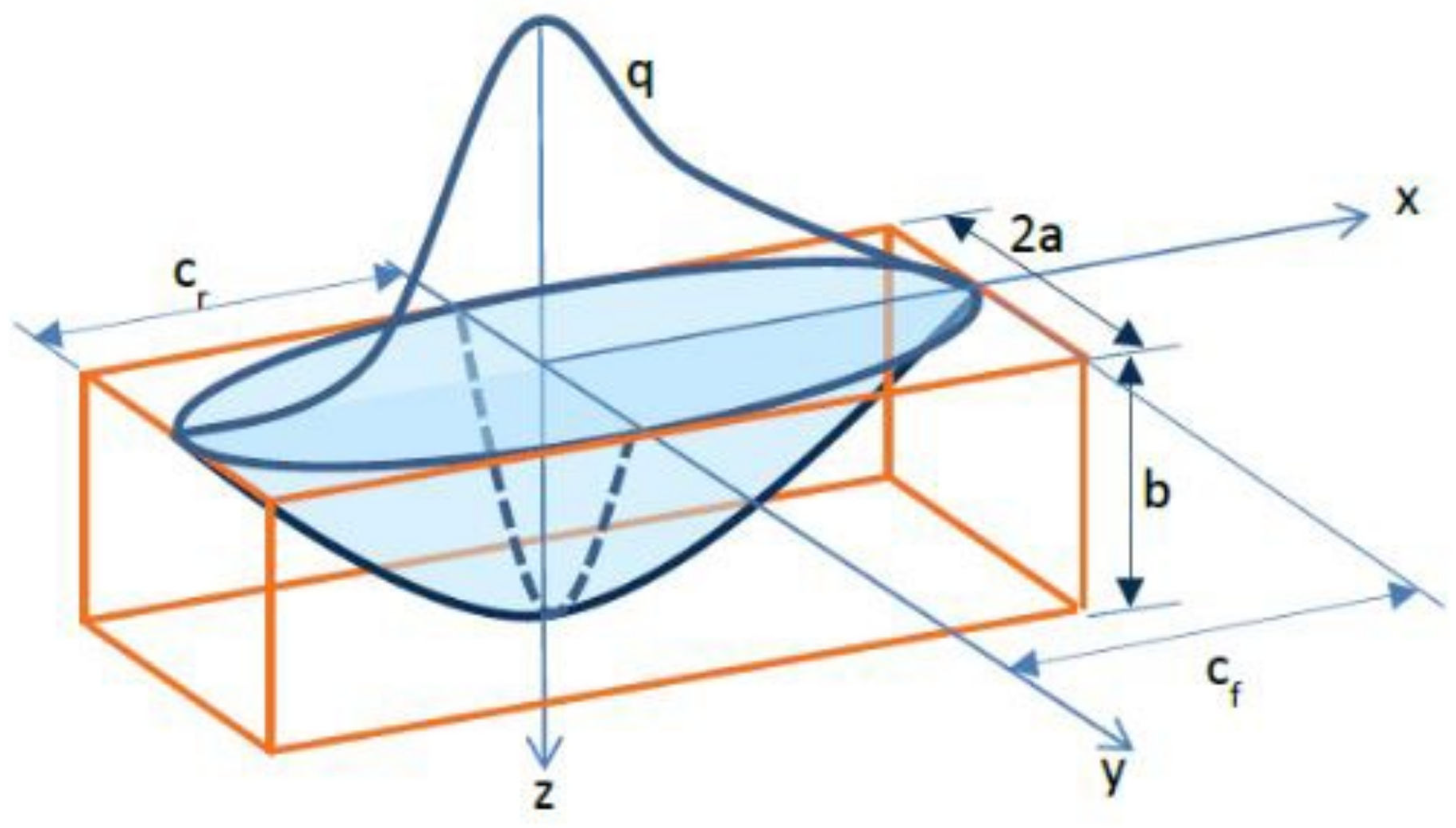
2.4.1. Goldak Model
2.4.2. CH Source Model
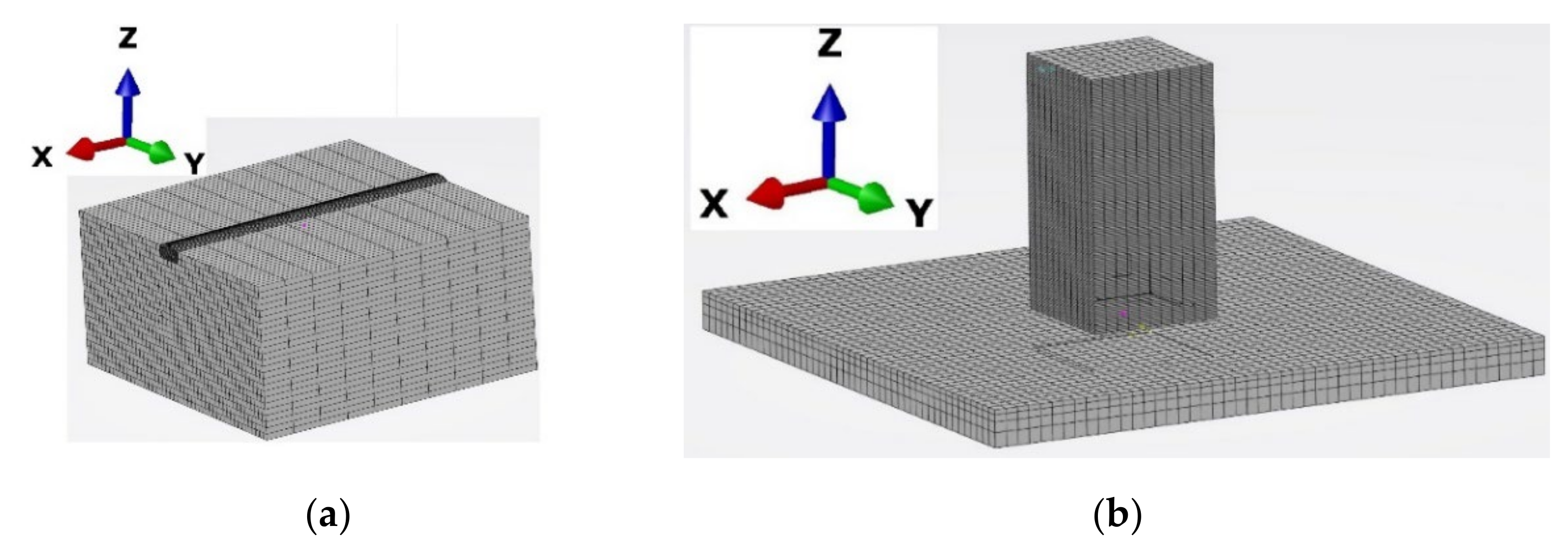
2.5. Meshed Model
3. Materials and Methods
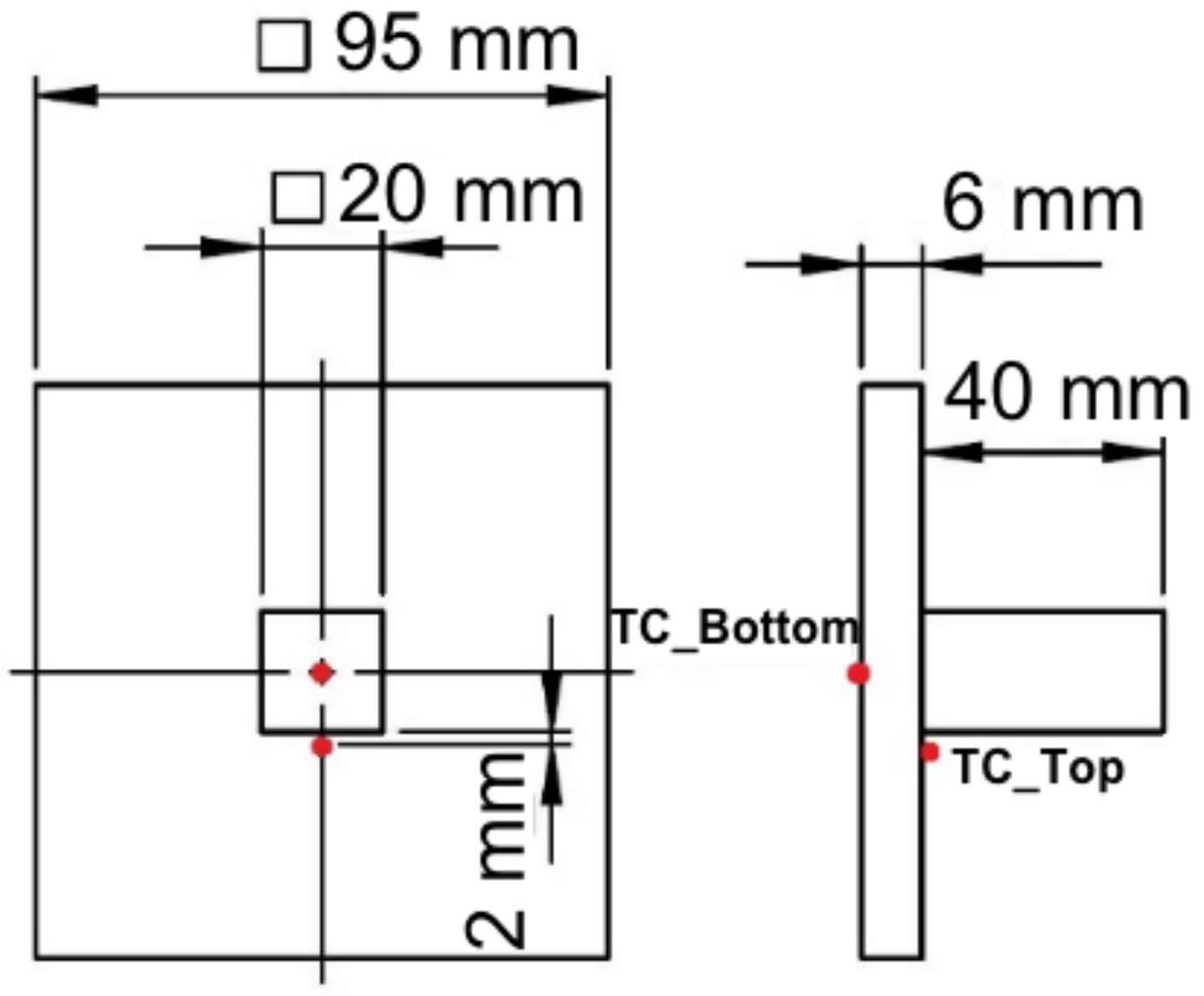
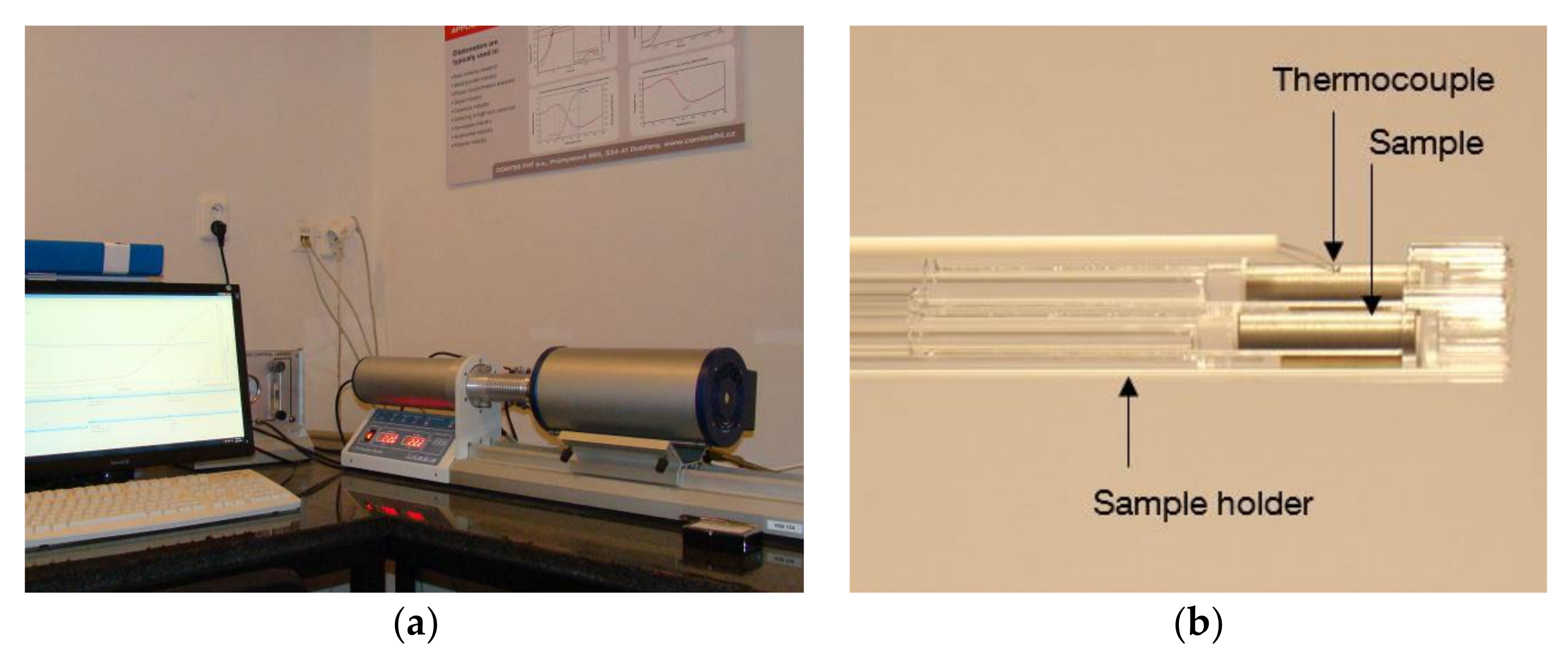
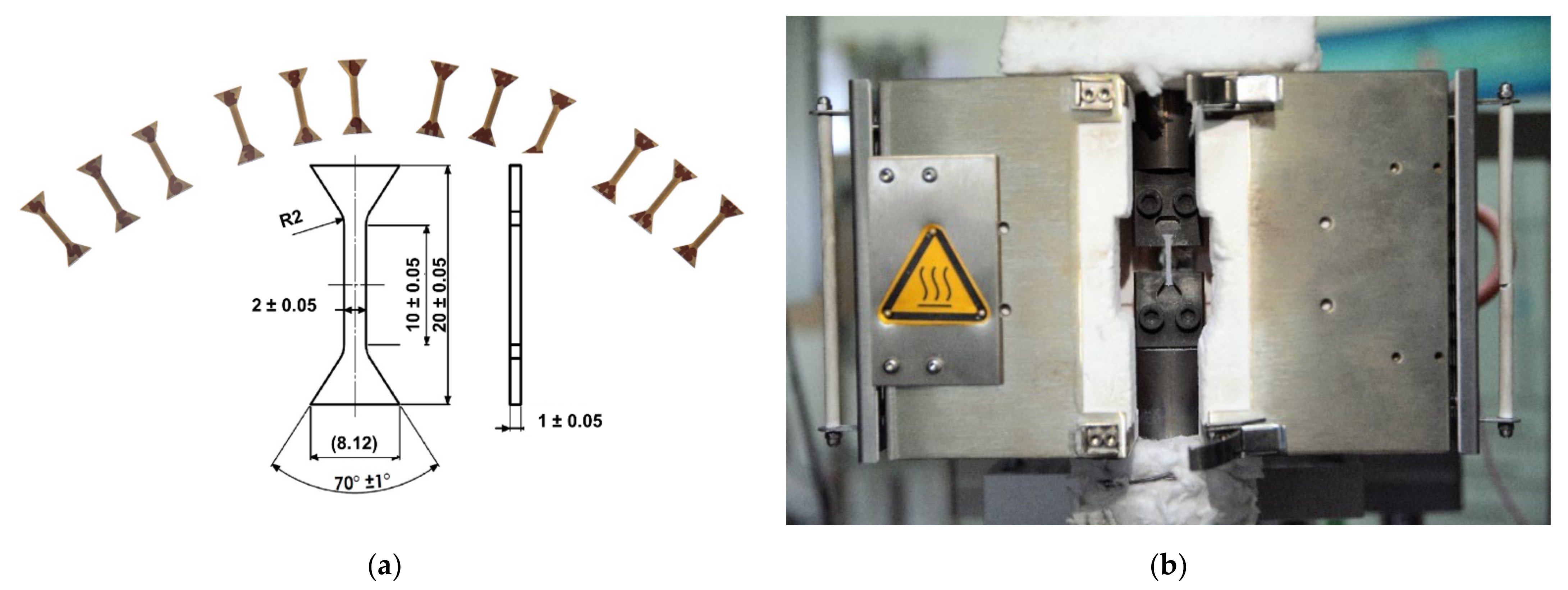
3.1. In Situ Temperature Measurement
3.2. Contour Method
4. Results and Discussion
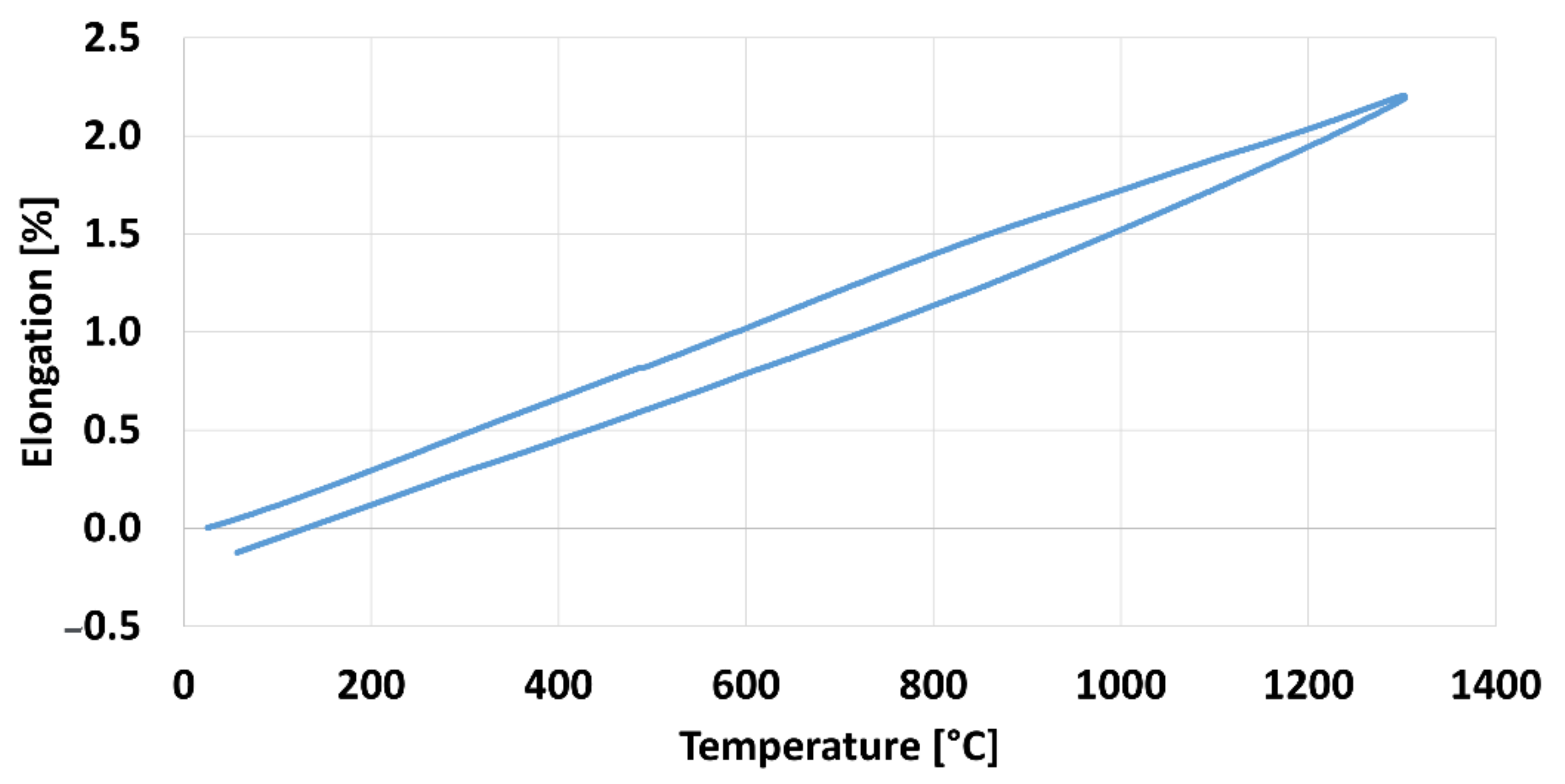
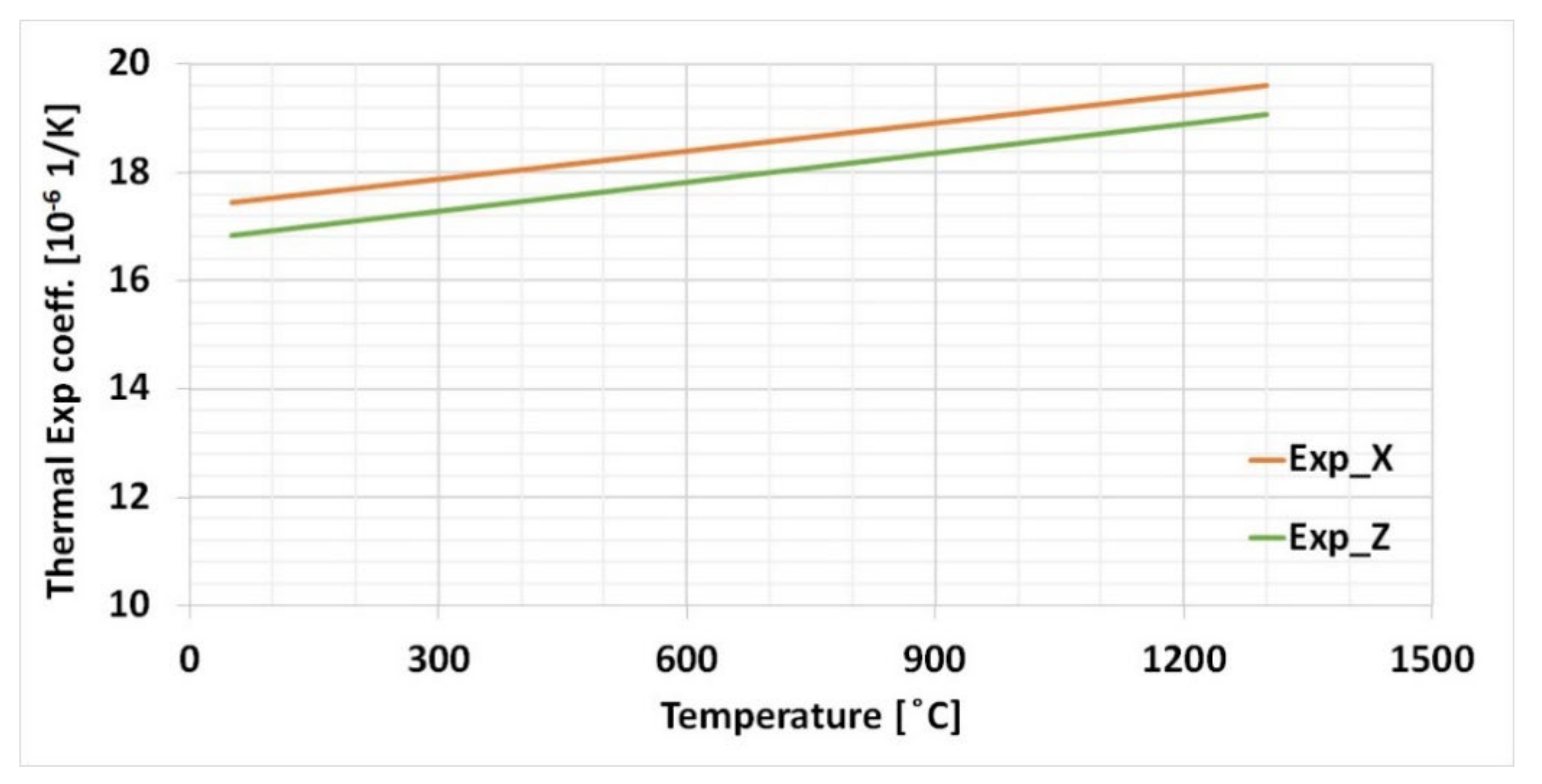
4.1. Coefficient of Thermal Expansion (CTE)
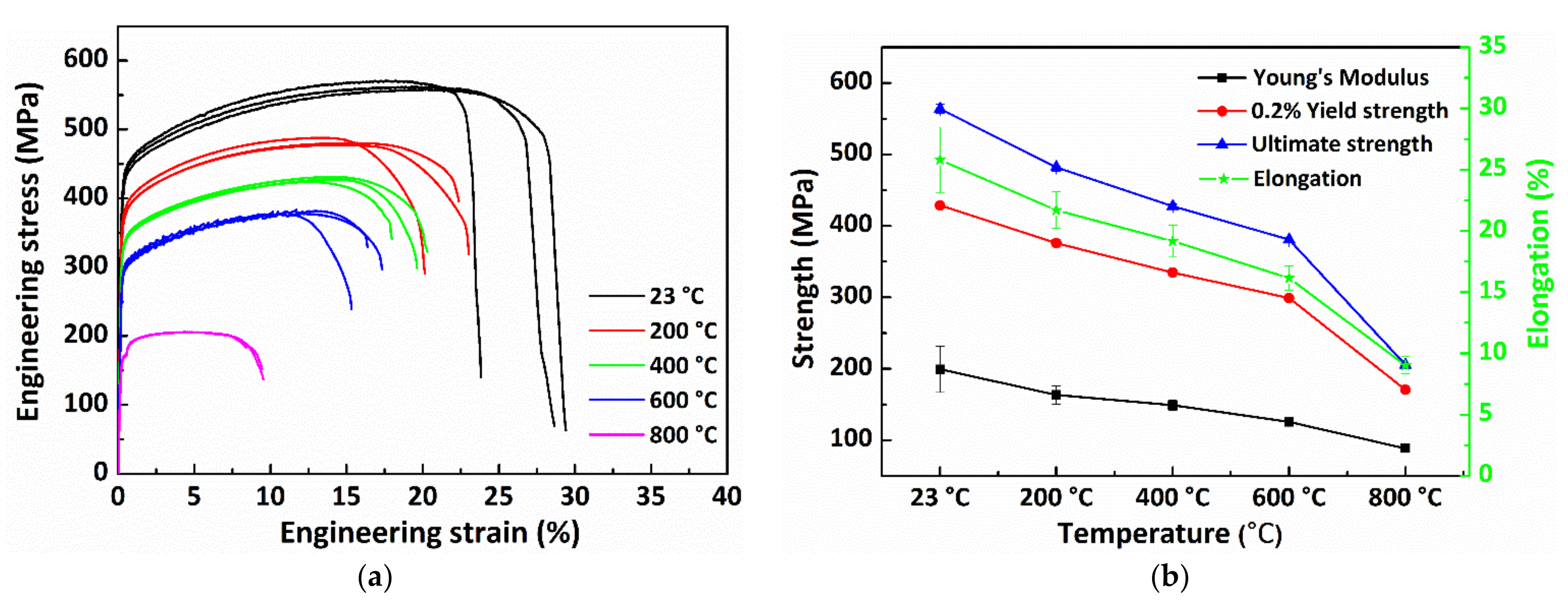
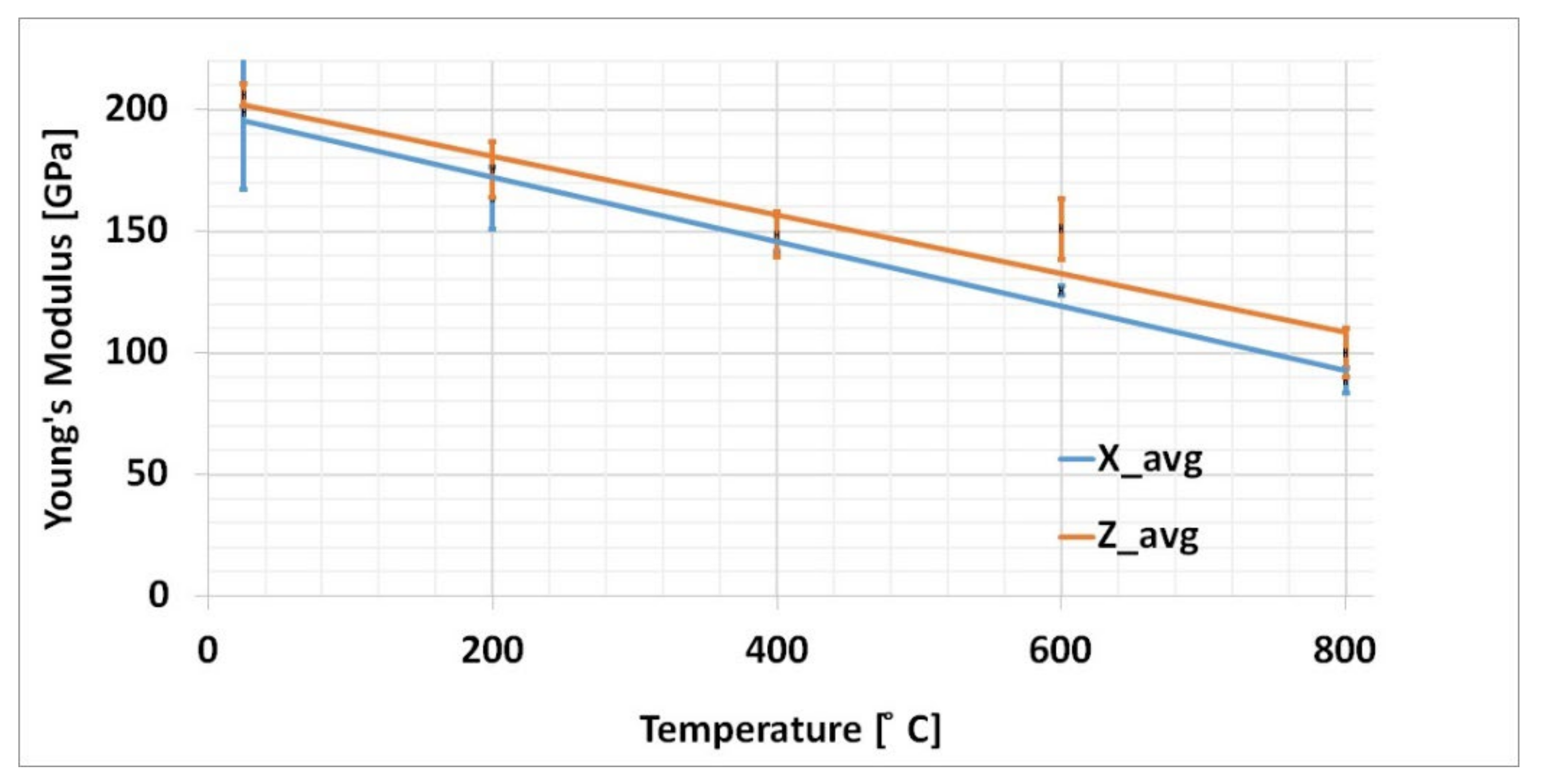
4.2. Young’s Modulus
4.3. Goldak’s Parameters
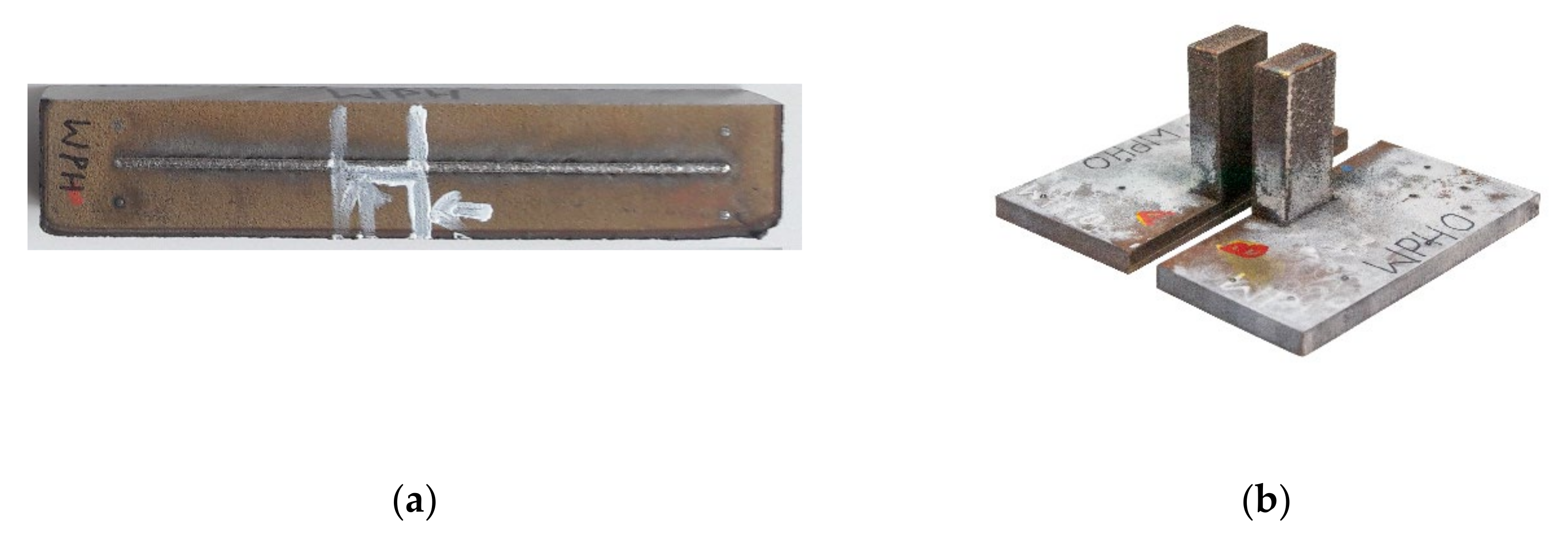
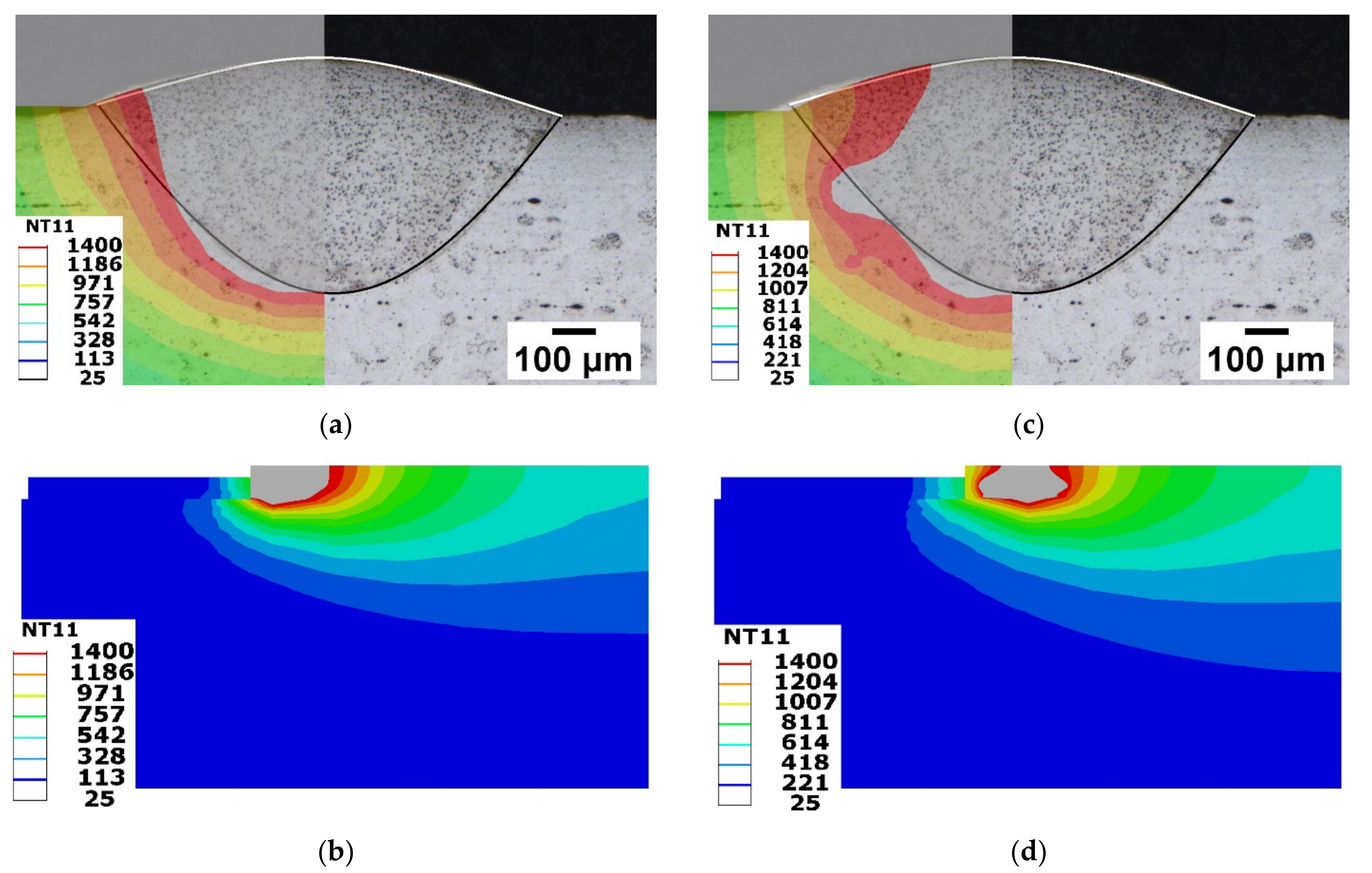
4.4. Single-Track
4.5. Solid Structure
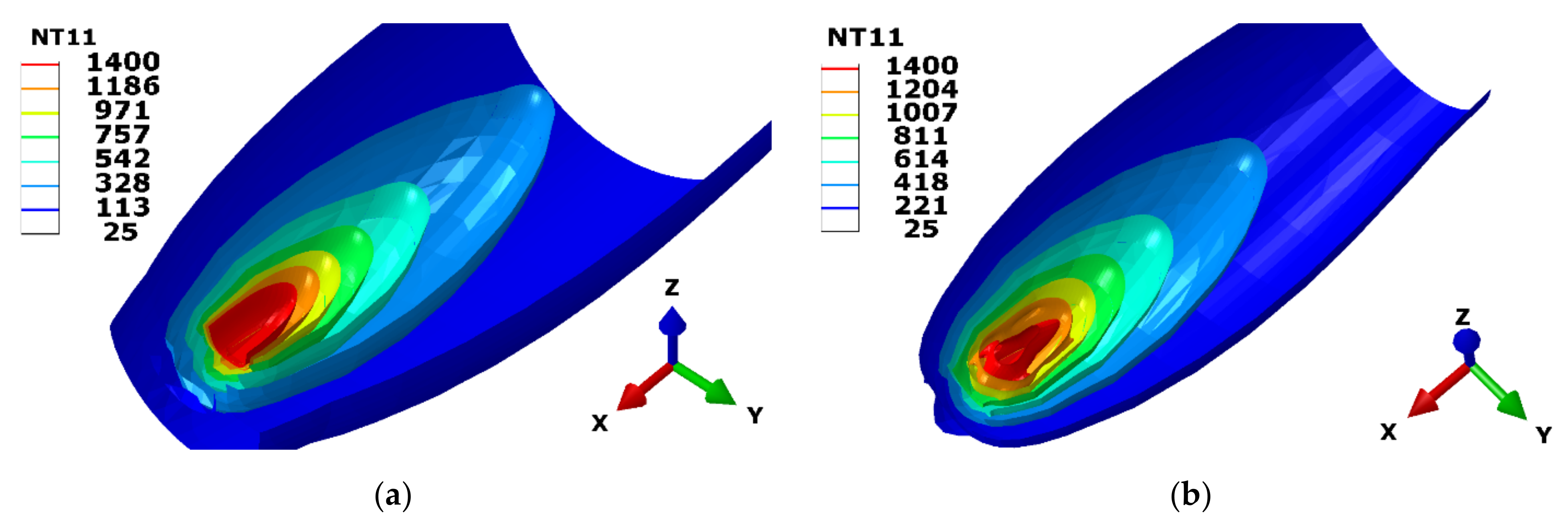
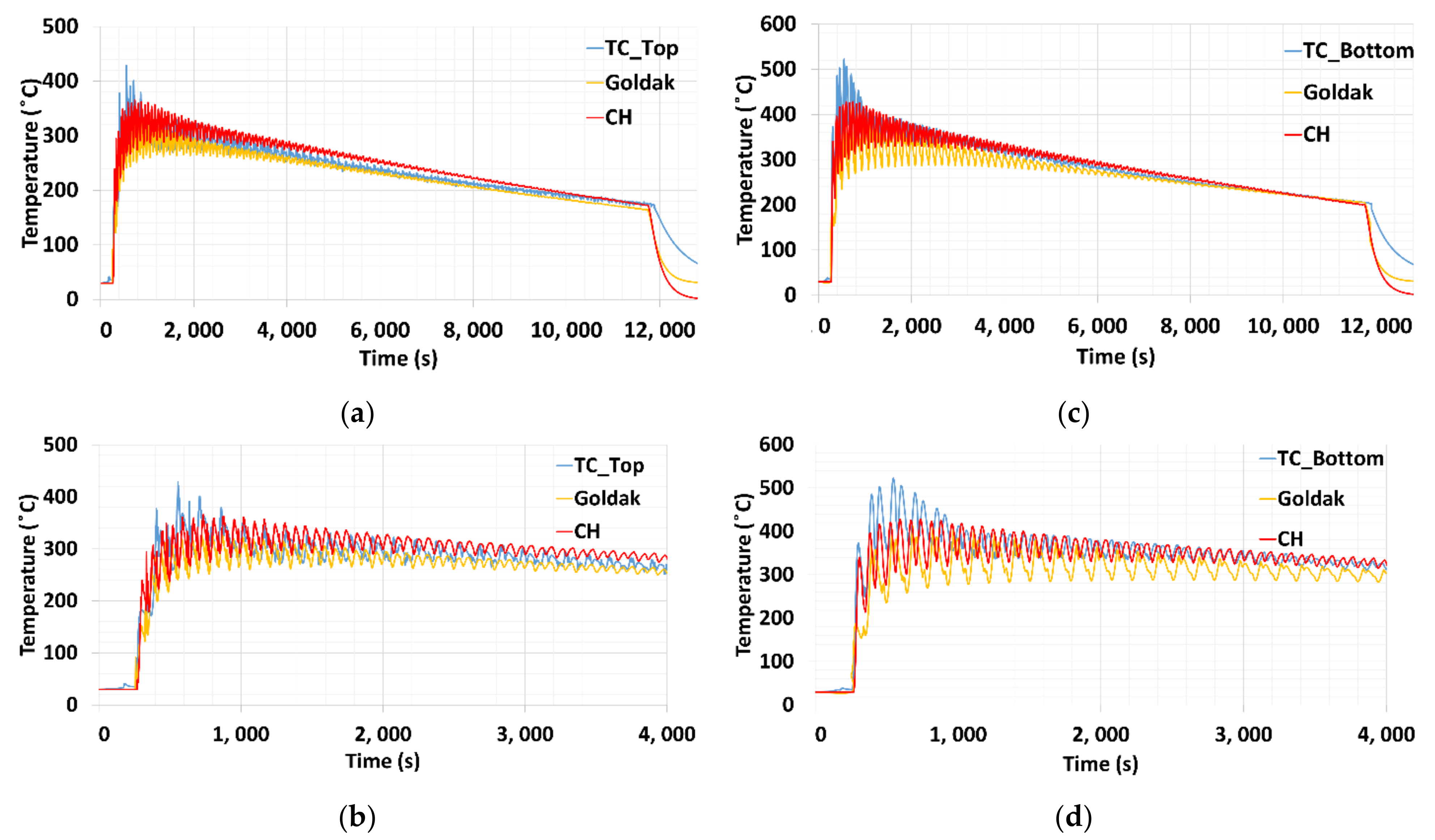
4.5.1. Thermal Simulation
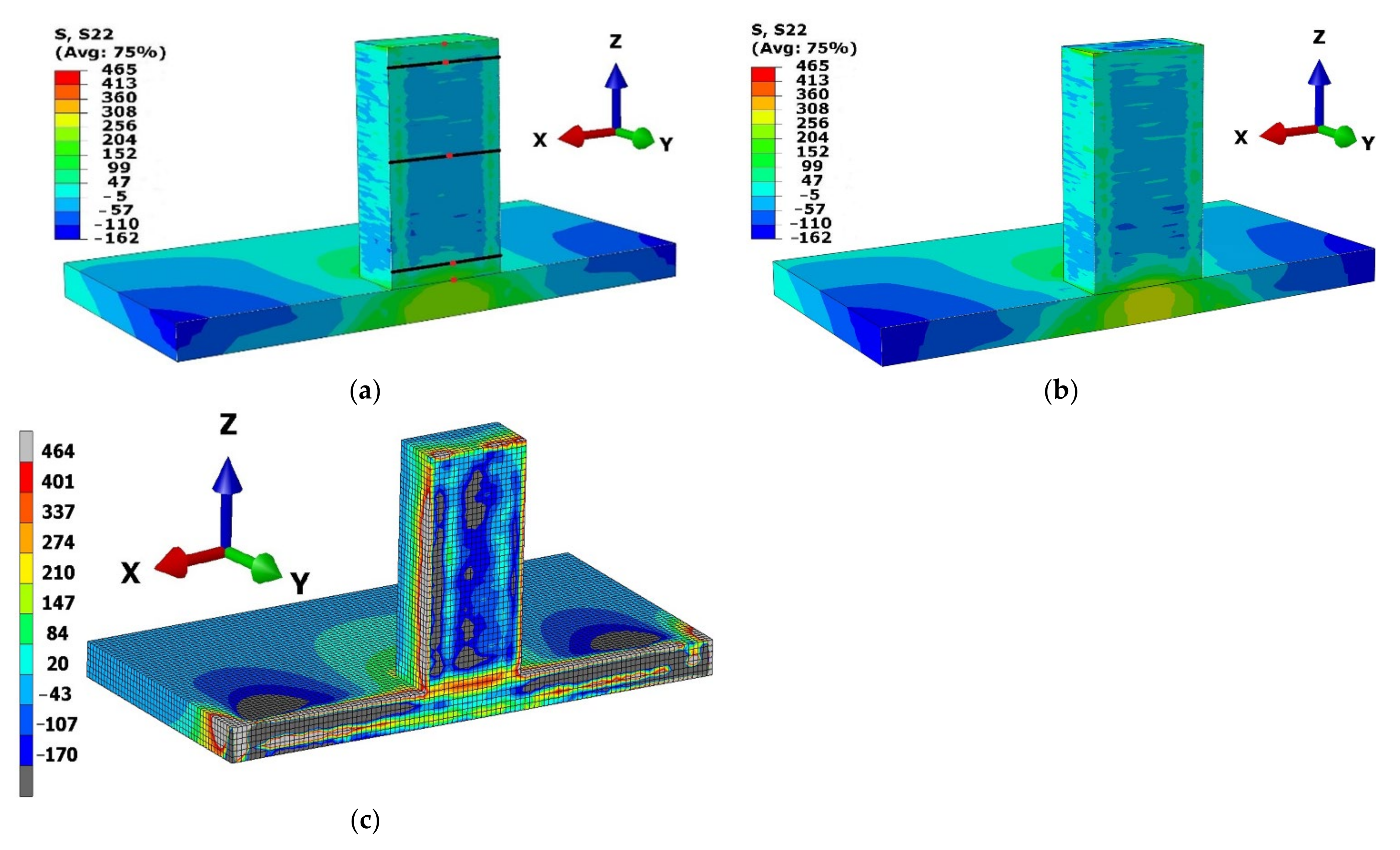
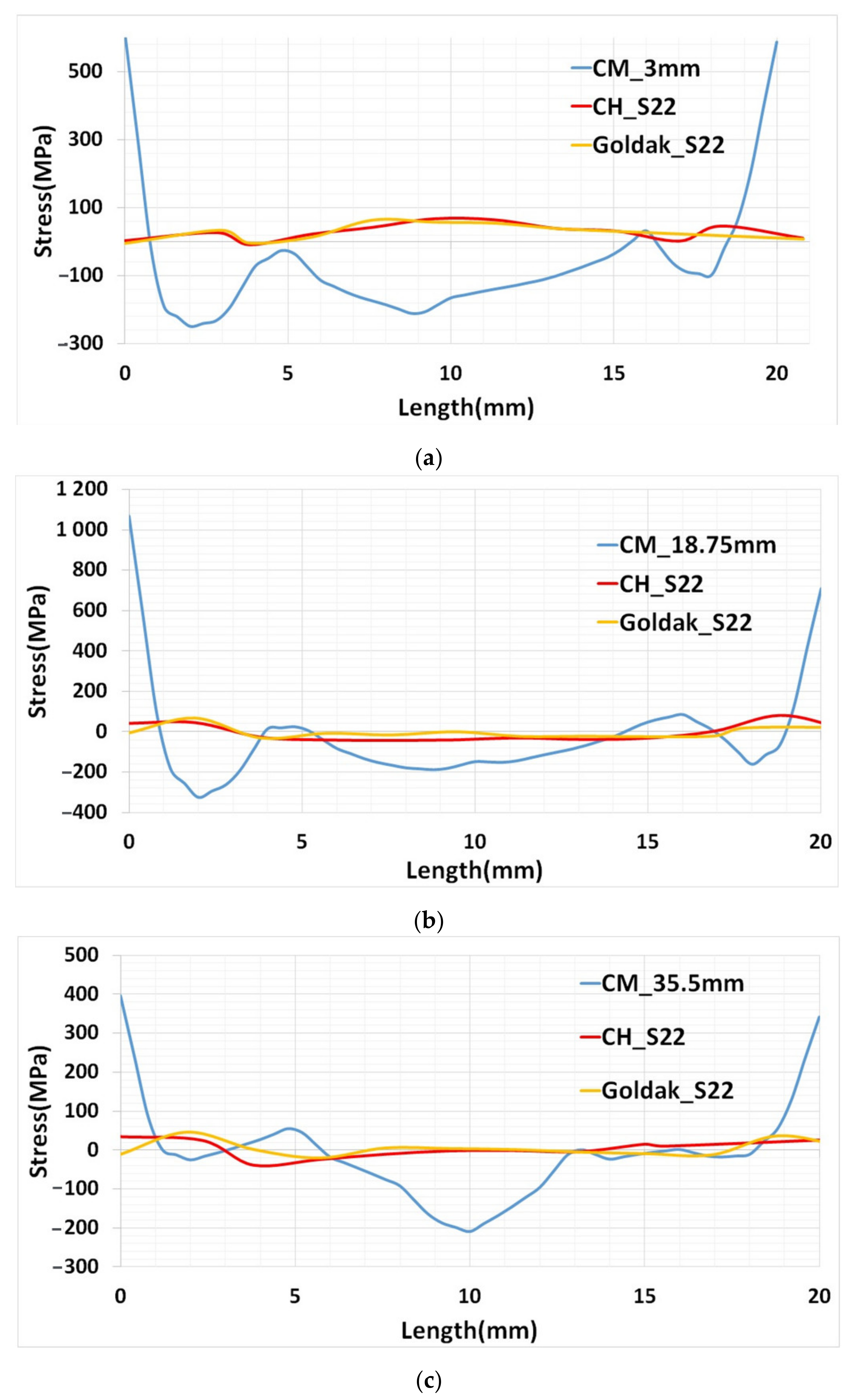
4.5.2. Mechanical Simulation
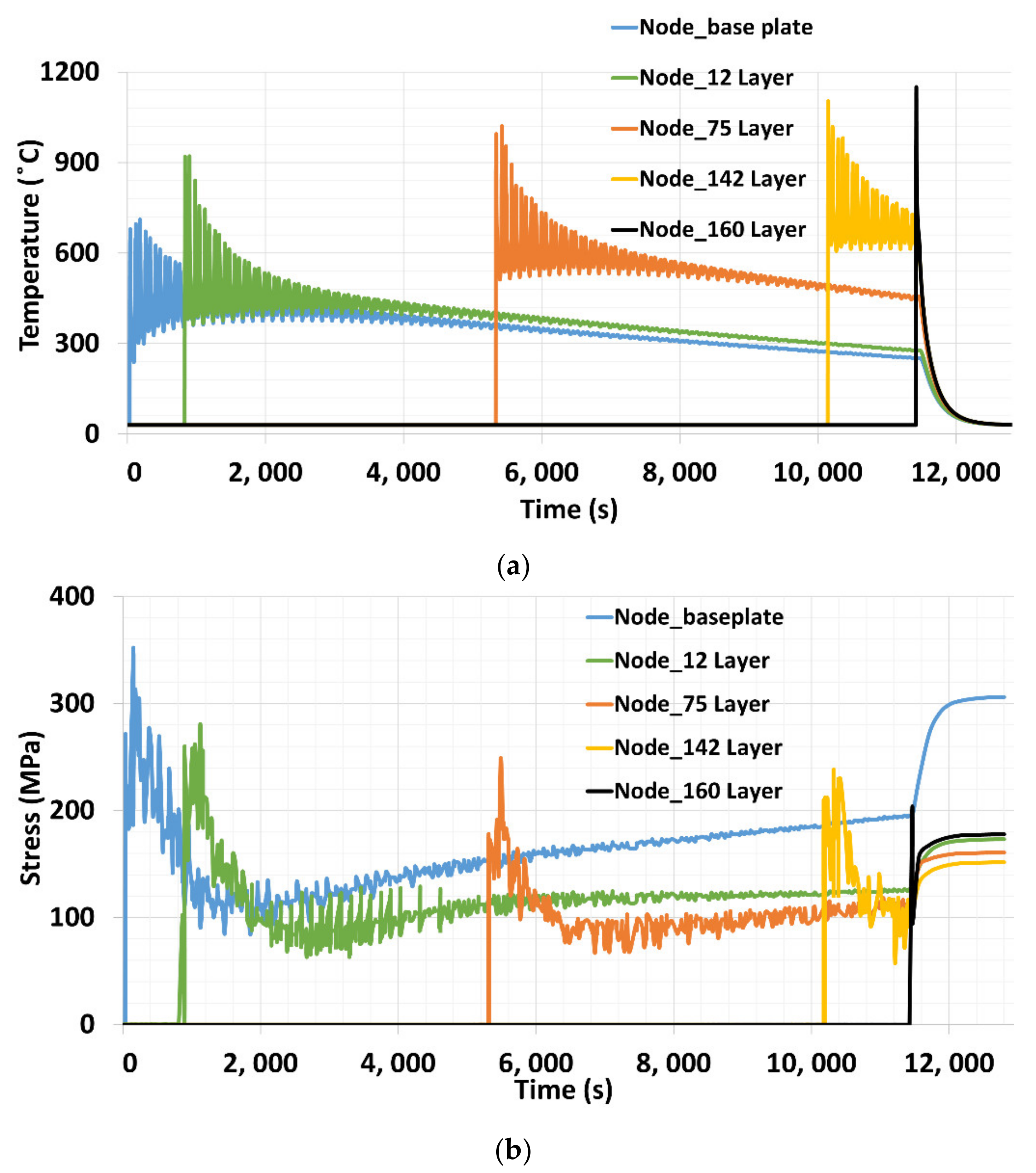
4.5.3. Temperature and Thermal Stress Evolution
5. Conclusions
- (1)
- The CH model is simple, as it does not require melt pool measurement. This directly reduces the complexity of numerical model preparation.
- (2)
- A close agreement was reported for single-track CH model melt pool calculation. This model predicts the melt pool cross-section, with the precision of 87%, to the experimentally determined result, and melt pool depth measurement also falls within the measured data.
- (3)
- This model saves enormous time for preprocessing. Noticeably, the computational time required for the CH model was less than half of that required for the Goldak model.
- (4)
- This model is suitable for AM thermal simulation, as AM components contain several thousand overlapped weld tracks. It is economical, in terms of the time required for numerical model preparation, as well as the computational costs.
- (5)
- The CH model results were a close match with the Goldak model for the 3D solid structure thermal and stress results. Therefore, the CH model would be an alternative for the Goldak model during thermo-mechanical AM process simulation.
- (1)
- This model does not provide freedom for modification of melt pool definition. Though, in the present work, CH predicts melt pool in close agreement with the experimental results, this model might not be successful for process-level simulation. It is not recommended to apply for micro or mesoscale.
- (2)
- This model is effective when the size of the finite elements used in thermal analysis is significantly larger than the size of the laser spot.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dietrich, S.; Wunderer, M.; Huissel, A.; Zaeh, M.F. A New Approach for a Flexible Powder Production for Additive Manufacturing. Procedia Manuf. 2016, 6, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Young, B.; Heelan, J.; Langan, S.; Siopis, M.; Walde, C.; Birt, A. Novel Characterization Techniques for Additive Manufacturing Powder Feedstock. Metals 2021, 11, 720. [Google Scholar] [CrossRef]
- Kiran, A.; Hodek, J.; Vavřík, J.; Lukáš, O.; Urbánek, M. Distortion modelling of steel 316l symmetric base plate for additive manufacturing process and experimental calibration. In Proceedings of the 29th International Conference on Metallurgy and Materials METAL 2020, Brno, Czech Republic, 20–22 May 2020; pp. 862–867. [Google Scholar] [CrossRef]
- Acanfora, V.; Corvino, C.; Saputo, S.; Sellitto, A.; Riccio, A. Application of an Additive Manufactured Hybrid Metal/Composite Shock Absorber Panel to a Military Seat Ejection System. Appl. Sci. 2021, 11, 6473. [Google Scholar] [CrossRef]
- Acanfora, V.; Castaldo, R.; Riccio, A. On the Effects of Core Microstructure on Energy Absorbing Capabilities of Sandwich Panels Intended for Additive Manufacturing. Materials 2022, 15, 1291. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia Cirp 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Pidge, P.A.; Kumar, H. Additive manufacturing: A review on 3 D printing of metals and study of residual stress, buckling load capacity of strut members. Mater. Today Proc. 2020, 21, 1689–1694. [Google Scholar] [CrossRef]
- Kiran, A.; Hodek, J.; Vavřík, J.; Brázda, M.; Urbánek, M.; Cejpek, J. Design & Modelling of Double Cantilever structure by Stainless Steel 316L deposited using Additive Manufacturing Directed Energy Deposition Process. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1178, 012027. [Google Scholar] [CrossRef]
- Molina, C.; Araujo, A.; Bell, K.; Mendez, P.F.; Chapetti, M. Fatigue life of laser additive manufacturing repaired steel component. Eng. Fract. Mech. 2021, 241, 107417. [Google Scholar] [CrossRef]
- Kiran, A.; Hodek, J.; Vavřík, J.; Urbánek, M.; Džugan, J. Numerical Simulation Development and Computational Optimization for Directed Energy Deposition Additive Manufacturing Process. Materials 2020, 13, 2666. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 5, 220–234. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Lee, S.H.; Kim, E.S.; Park, J.-Y.; Choi, J. MIG Welding Optimization of Muffler Manufacture by Microstructural Change andThermal Deformation Analysis. J. Weld. Join. 2017, 35, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Tchoumi, T.; Peyraut, F.; Bolot, R. Influence of the welding speed on the distortion of thin stainless steel plates—Numerical and experimental investigations in the framework of the food industry machines. J. Mater. Process. Technol. 2016, 229, 216–229. [Google Scholar] [CrossRef]
- Chujutalli, J.H.; Lourenço, M.I.; Estefen, S.F. Experimental-based methodology for the double ellipsoidal heat source parameters in welding simulations. Mar. Syst. Ocean Technol. 2020, 15, 110–123. [Google Scholar] [CrossRef]
- Podder, D.; Mandal, N.R. Heat Source Modeling and Analysis of Submerged Arc Welding. Weld. J. 2014, 93, 183–192. [Google Scholar]
- Yang, Q.; Zhang, P.; Cheng, L.; Min, Z.; Chyu, M.; To, A.C. Finite element modeling and validation of thermomechanical behavior of Ti-6Al-4V in directed energy deposition additive manufacturing. Addit. Manuf. 2016, 12, 169–177. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Gouge, M.; Irwin, J.; Michaleris, P. Thermomechanical model development and in situ experimental validation of the Laser Powder-Bed Fusion process. Addit. Manuf. 2017, 16, 73–80. [Google Scholar] [CrossRef]
- Cui, Z.; Hu, X.; Dong, S.; Yan, S.; Zhao, X. Numerical Simulation and Experimental Study on Residual Stress in the Curved Surface Forming of 12CrNi2 Alloy Steel by Laser Melting Deposition. Materials 2020, 13, 4316. [Google Scholar] [CrossRef]
- Pyo, C.; Kim, J.; Kim, J. Estimation of Heat Source Model’s Parameters for GMAW with Non-linear Global Optimization—Part I: Application of Multi-island Genetic Algorithm. Metals 2020, 10, 885. [Google Scholar] [CrossRef]
- Hua, L.; Tian, W.; Liao, W.; Zeng, C. Numerical Simulation of Temperature Field and Residual Stress Distribution for Laser Cladding Remanufacturing. Adv. Mech. Eng. 2014, 6, 291615. [Google Scholar] [CrossRef]
- Gery, D.; Long, H.; Maropoulos, P. Effects of welding speed, energy input and heat source distribution on temperature variations in butt joint welding. J. Mater. Process. Technol. 2005, 167, 393–401. [Google Scholar] [CrossRef]
- Azar, A.S.; Ås, S.K.; Akselsen, O.M. Determination of welding heat source parameters from actual bead shape. Comput. Mater. Sci. 2012, 54, 176–182. [Google Scholar] [CrossRef]
- Sreekanth, S.; Ghassemali, E.; Hurtig, K.; Joshi, S.; Andersson, J. Effect of Direct Energy Deposition Process Parameters on Single-Track Deposits of Alloy 718. Metals 2020, 10, 96. [Google Scholar] [CrossRef] [Green Version]
- Kiani, P.; Dupuy, A.D.; Ma, K.; Schoenung, J.M. Directed energy deposition of AlSi10Mg: Single track nonscalability and bulk properties. Mater. Des. 2020, 194, 108847. [Google Scholar] [CrossRef]
- Saboori, A.; Tusacciu, S.; Busatto, M.; Lai, M.; Biamino, S.; Fino, P.; Lombardi, M. Production of Single Tracks of Ti-6Al-4V by Directed Energy Deposition to Determine the Layer Thickness for Multilayer Deposition. J. Vis. Exp. 2018, 133, e56966. [Google Scholar] [CrossRef]
- Sreekanth, S.; Hurtig, K.; Joshi, S.; Andersson, J. Influence of laser-directed energy deposition process parameters and thermal post-treatments on Nb-rich secondary phases in single-track Alloy 718 specimens. J. Laser Appl. 2021, 33, 022024. [Google Scholar] [CrossRef]
- Malmelöv, A.; Lundbäck, A.; Lindgren, L.-E. History Reduction by Lumping for Time-Efficient Simulation of Additive Manufacturing. Metals 2020, 10, 58. [Google Scholar] [CrossRef] [Green Version]
- Reddy, S.; Kumar, M.; Panchagnula, J.S.; Parchuri, P.K.; Kumar, S.S.; Ito, K.; Sharma, A. A new approach for attaining uniform properties in build direction in additive manufactured components through coupled thermal-hardness model. J. Manuf. Process. 2019, 40, 46–58. [Google Scholar] [CrossRef]
- Li, Z.; Xu, R.; Zhang, Z.; Kucukkoc, I. The influence of scan length on fabricating thin-walled components in selective laser melting. Int. J. Mach. Tools Manuf. 2018, 126, 1–12. [Google Scholar] [CrossRef]
- Zhao, X.; Iyer, A.; Promoppatum, P.; Yao, S.-C. Numerical modeling of the thermal behavior and residual stress in the direct metal laser sintering process of titanium alloy products. Addit. Manuf. 2017, 14, 126–136. [Google Scholar] [CrossRef]
- Xing, W.; Ouyang, D.; Li, N.; Liu, L. Estimation of Residual Stress in Selective Laser Melting of a Zr-Based Amorphous Alloy. Materials 2018, 11, 1480. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kiran, A.; Koukolíková, M.; Vavřík, J.; Urbánek, M.; Džugan, J. Base Plate Preheating Effect on Microstructure of 316L Stainless Steel Single Track Deposition by Directed Energy Deposition. Materials 2021, 14, 5129. [Google Scholar] [CrossRef] [PubMed]
- Hodek, J.; Prantl, A.; Džugan, J.; Strunz, P. Determination of Directional Residual Stresses by the Contour Method. Metals 2019, 9, 1104. [Google Scholar] [CrossRef] [Green Version]
- Prime, M.B. Cross-Sectional Mapping of Residual Stresses by Measuring the Surface Contour After a Cut. J. Eng. Mater. Technol. 2001, 123, 162–168. [Google Scholar] [CrossRef] [Green Version]
- Dzugan, J.; Seifi, M.; Prochazka, R.; Rund, M.; Podany, P.; Konopik, P.; Lewandowski, J. Effects of thickness and orientation on the small scale fracture behaviour of additively manufactured Ti-6Al-4V. Mater. Charact. 2018, 143, 94–109. [Google Scholar] [CrossRef]
- Chvostová, E.; Horváth, J.; Konopík, P.; Rzepa, S.; Melzer, D. Optimization of test specimen dimensions for thermal power station exposure device. IOP Conf. Ser. Mater. Sci. Eng. 2020, 723, 012009. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Voisin, T.; Forien, J.-B.; Perron, A.; Aubry, S.; Bertin, N.; Samanta, A.; Baker, A.; Wang, Y.M. New insights on cellular structures strengthening mechanisms and thermal stability of an austenitic stainless steel fabricated by laser powder-bed-fusion. Acta Mater. 2021, 203, 116476. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Singh, N.; Singh, V. Effect of temperature on tensile properties of near-α alloy Timetal 834. Mater. Sci. Eng. A 2008, 485, 130–139. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Fachinotti, V.D.; Cardona, A. Semi-analytical solution of the thermal field induced by a moving double-ellipsoidal welding heat source in a semi-infinite body. Comput. Mech. 2008, 12, 1519–1530. [Google Scholar]
- Sharma, A.; Chaudhary, A.K.; Arora, N.; Mishra, B.K. Estimation of heat source model parameters for twin-wire submerged arc welding. Int. J. Adv. Manuf. Technol. 2009, 45, 1096–1103. [Google Scholar] [CrossRef]
- Mohanty, U.K.; Sharma, A.; Abe, Y.; Fujimoto, T.; Nakatani, M.; Kitagawa, A.; Tanaka, M.; Suga, T. Thermal modelling of alternating current square waveform arc welding. Case Stud. Therm. Eng. 2021, 25, 100885. [Google Scholar] [CrossRef]
- Park, J.; Kim, J.; Ji, I.; Lee, S.H. Numerical and Experimental Investigations of Laser Metal Deposition (LMD) Using STS 316L. Appl. Sci. 2020, 10, 4874. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Cr |
|---|---|
| Laser power | 500 W |
| Scanning speed | 14 mm/s |
| Laser beam diameter | 0.8 mm |
| Powder feed rate | 3 g/min |
| Shielding and carrier gas | Argon |
| Shielding gas consumption | 5 L/min |
| Laser standoff distance | 9 mm |
| Fe | Cr | Ni | Mo | Mn | Si | |
|---|---|---|---|---|---|---|
| Powder (316 L) | Bal. | 17.2 | 10.4 | 2.3 | 1.3 | 0.8 |
| Base Plate (316 L) | Bal. | 16.24 | 10.49 | 2.14 | 1.12 | 0.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiran, A.; Li, Y.; Hodek, J.; Brázda, M.; Urbánek, M.; Džugan, J. Heat Source Modeling and Residual Stress Analysis for Metal Directed Energy Deposition Additive Manufacturing. Materials 2022, 15, 2545. https://doi.org/10.3390/ma15072545
Kiran A, Li Y, Hodek J, Brázda M, Urbánek M, Džugan J. Heat Source Modeling and Residual Stress Analysis for Metal Directed Energy Deposition Additive Manufacturing. Materials. 2022; 15(7):2545. https://doi.org/10.3390/ma15072545
Chicago/Turabian StyleKiran, Abhilash, Ying Li, Josef Hodek, Michal Brázda, Miroslav Urbánek, and Jan Džugan. 2022. "Heat Source Modeling and Residual Stress Analysis for Metal Directed Energy Deposition Additive Manufacturing" Materials 15, no. 7: 2545. https://doi.org/10.3390/ma15072545
APA StyleKiran, A., Li, Y., Hodek, J., Brázda, M., Urbánek, M., & Džugan, J. (2022). Heat Source Modeling and Residual Stress Analysis for Metal Directed Energy Deposition Additive Manufacturing. Materials, 15(7), 2545. https://doi.org/10.3390/ma15072545