
Microstructure and Mechanical Properties of Modified 316L Stainless Steel Alloy for Biomedical Applications Using Powder Metallurgy


 , , , , ,
, , , , ,  ,
,  and
and
Abstract
:1. Introduction
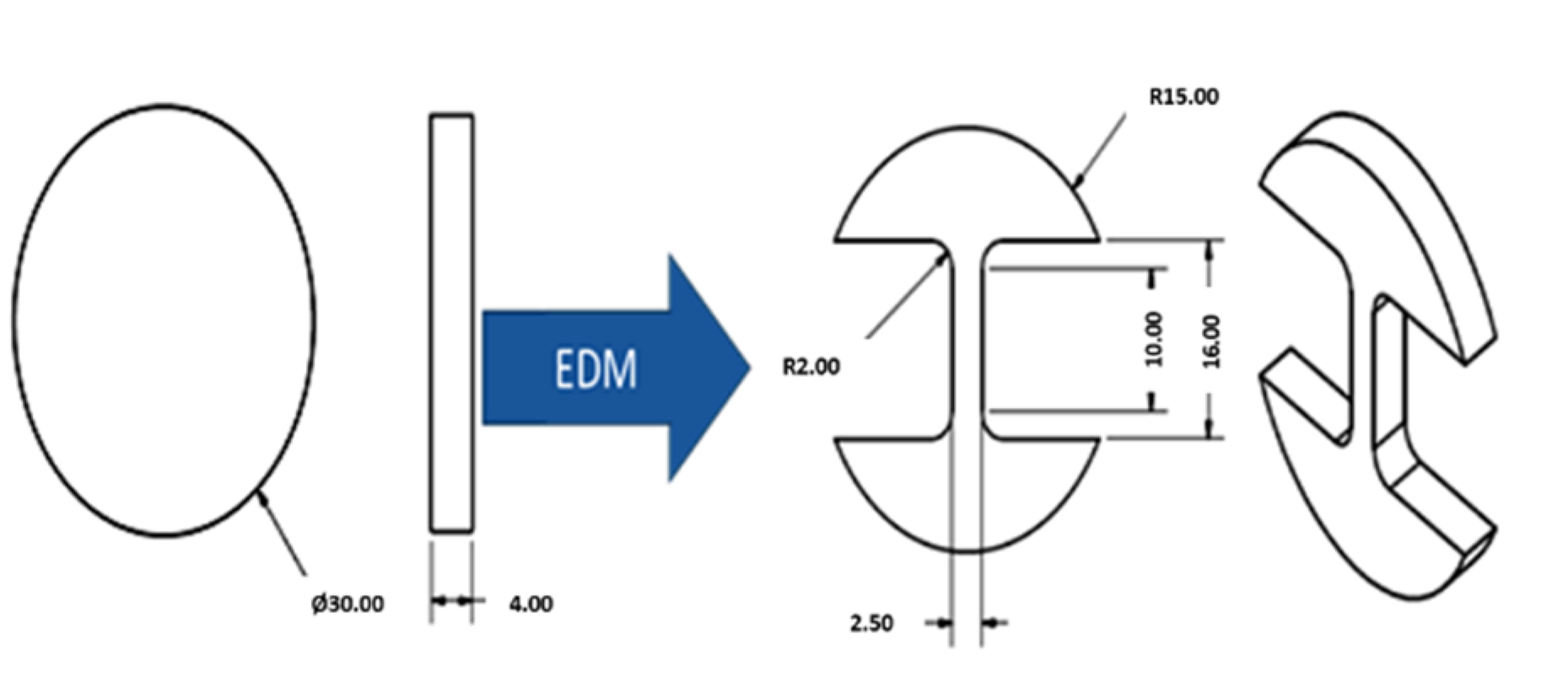
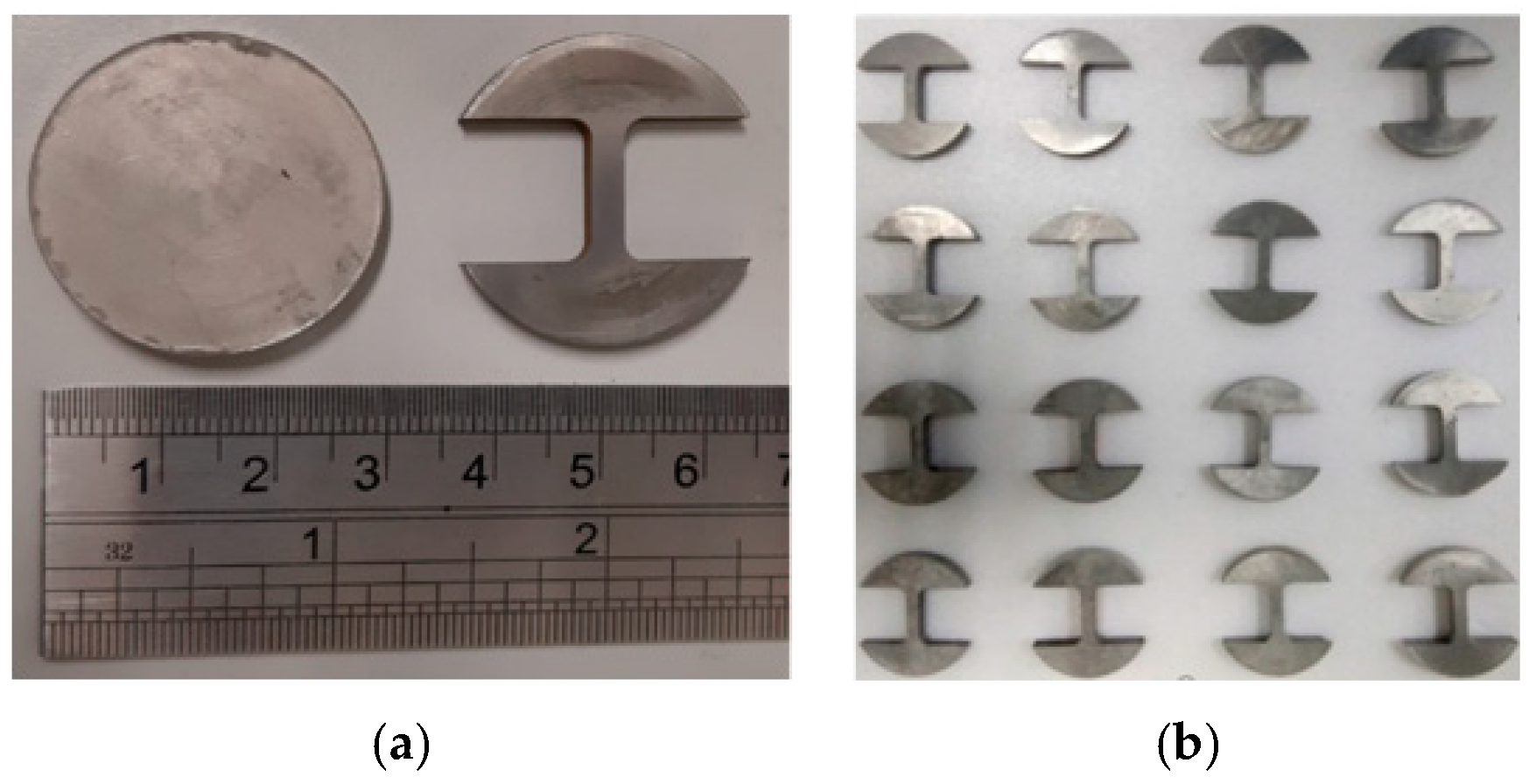
2. Materials and Methods
3. Results and Discussion
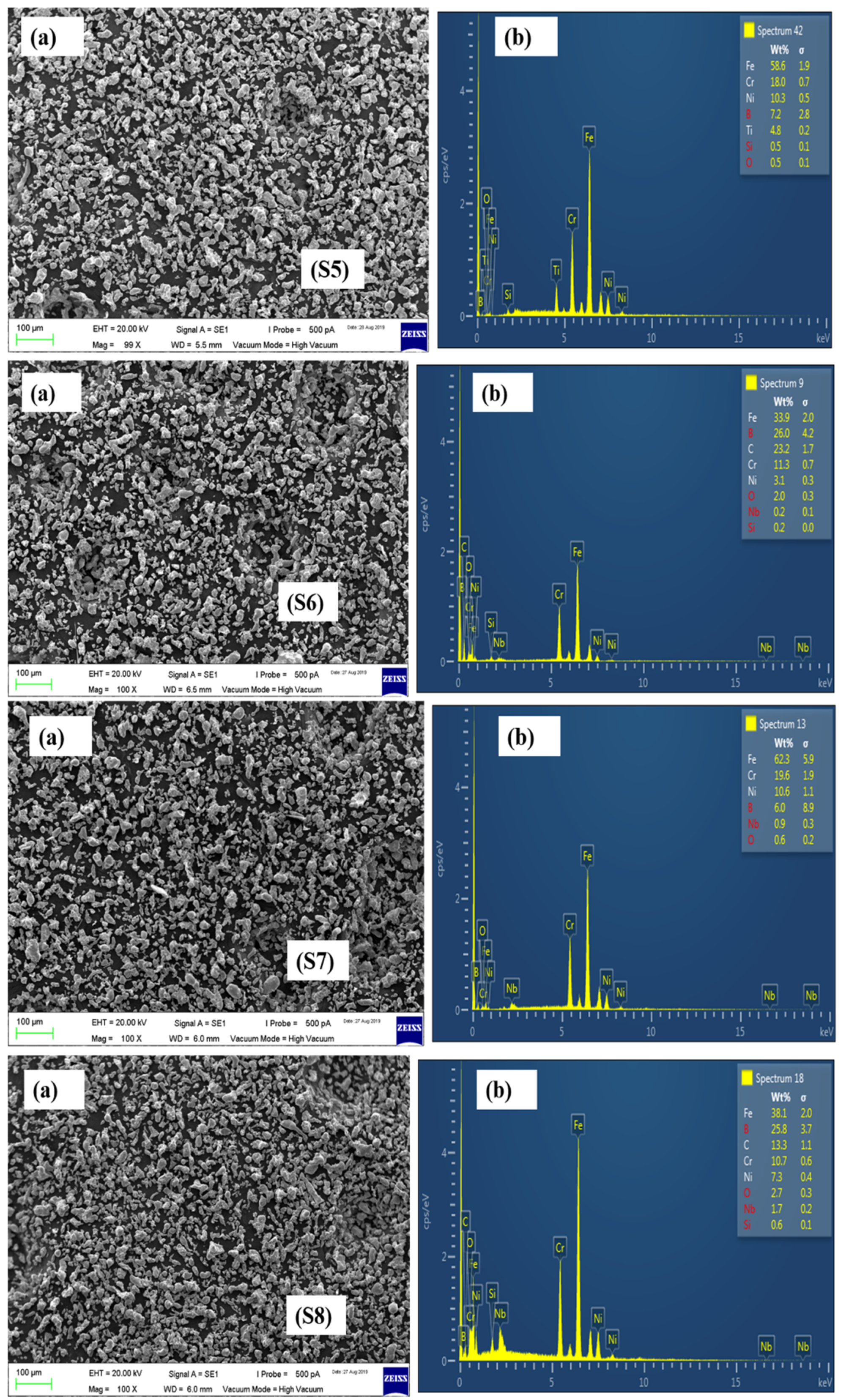
3.1. Characterization of Mixed Proportions
3.2. Density Measurement
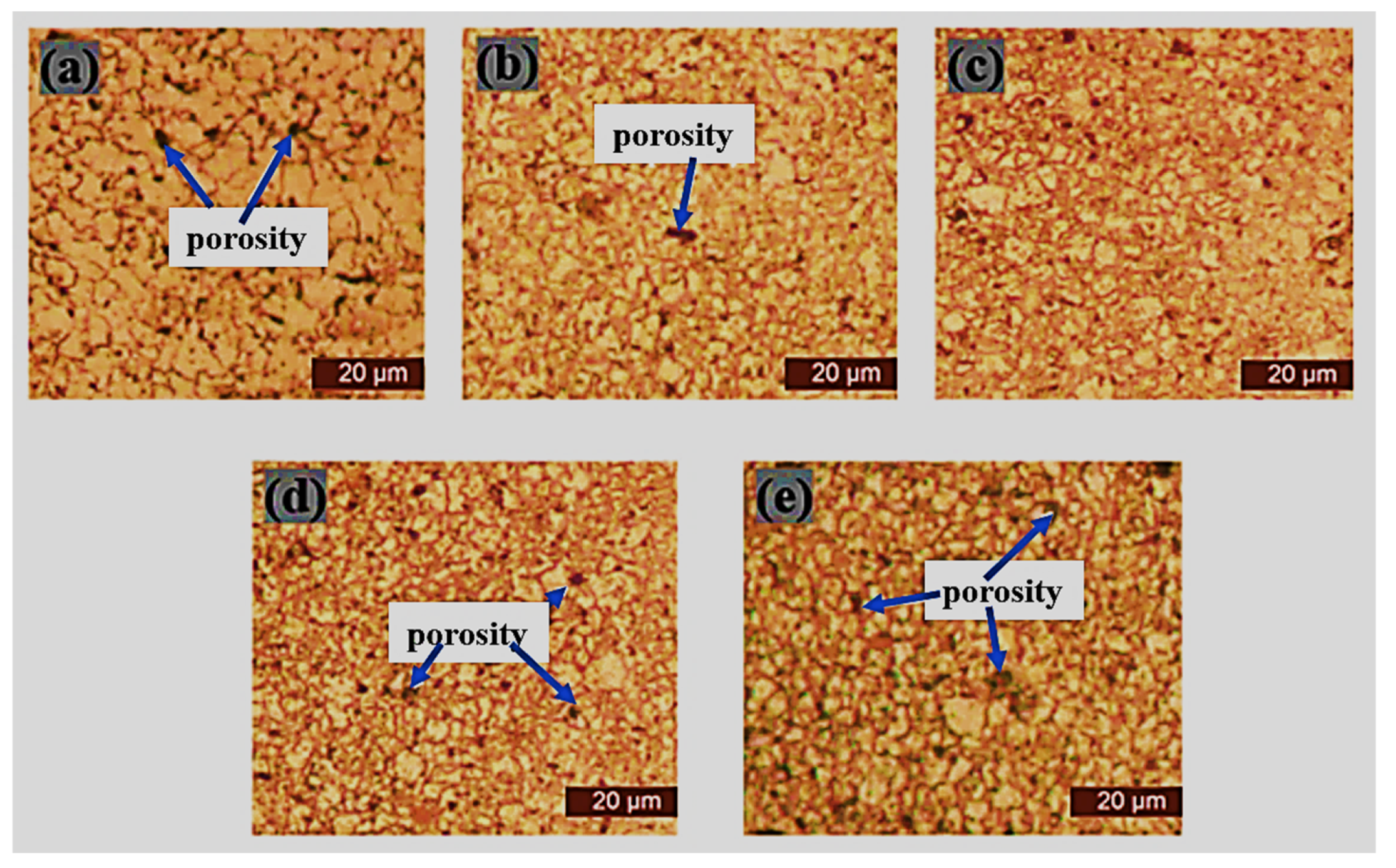
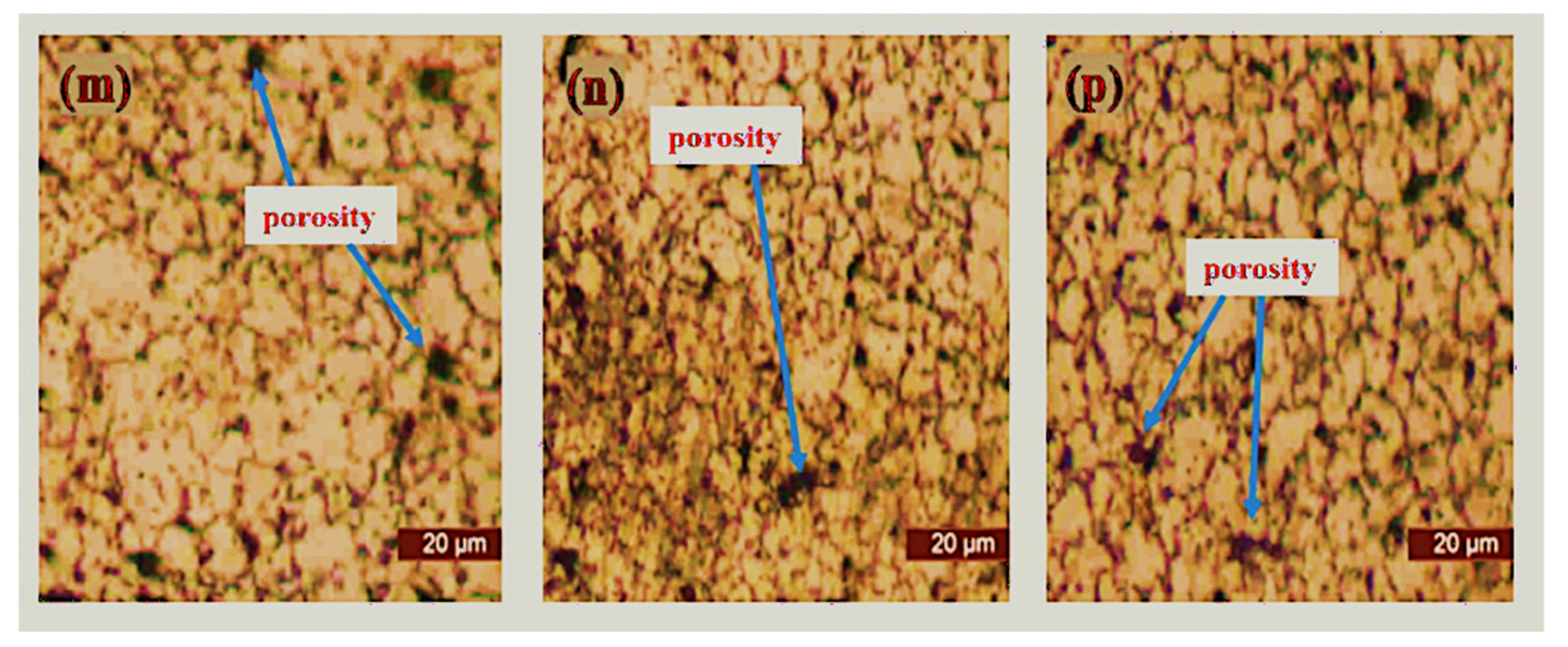
3.3. Optical Microscopy of Sintered Samples
3.4. Microhardness of Sintered Samples
3.5. Tensile Strength and Fracture Analysis
3.6. Compression Testing of Sintered Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kang, C.-W.; Fang, F.-Z. State of the art of bioimplants manufacturing: Part I. Adv. Manuf. 2018, 6, 20–40. [Google Scholar] [CrossRef] [Green Version]
- Aliyu, A.A.; Abdul-Rani, A.M.; Ginta, T.L.; Prakash, C.; Axinte, E.; Razak, M.A.; Ali, S. A review of additive mixed-electric discharge machining: Current status and future perspectives for surface modification of biomedical implants. Adv. Mater. Sci. Eng. 2017, 2017, 8723239. [Google Scholar] [CrossRef] [Green Version]
- Manivasagam, G.; Dhinasekaran, D.; Rajamanickam, A. Biomedical implants: Corrosion and its prevention—A review. Recent Pat. Corros. Sci. 2010, 2, 40–54. [Google Scholar] [CrossRef] [Green Version]
- Ali, S.; Rani, A.M.A.; Baig, Z.; Ahmed, S.W.; Hussain, G.; Subramaniam, K.; Hastuty, S.; Rao, T.V. Biocompatibility and corrosion resistance of metallic biomaterials. Corros. Rev. 2020, 38, 381–402. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Nakano, T. Mechanical properties of metallic biomaterials. In Metals for Biomedical Devices; Elsevier: Amsterdam, The Netherlands, 2010; pp. 71–98. [Google Scholar]
- Kang, C.-W.; Fang, F.-Z. State of the art of bioimplants manufacturing: Part II. Adv. Manuf. 2018, 6, 137–154. [Google Scholar] [CrossRef] [Green Version]
- Al-Amin, M.; Abdul-Rani, A.M.; Danish, M.; Rubaiee, S.; Mahfouz, A.B.; Thompson, H.M.; Ali, S.; Unune, D.R.; Sulaiman, M.H. Investigation of coatings, corrosion and wear characteristics of machined biomaterials through hydroxyapatite mixed-EDM process: A Review. Materials 2021, 14, 3597. [Google Scholar] [CrossRef]
- Bhat, S.V. Overview of biomaterials. In Biomaterials; Springer: Berlin/Heidelberg, Germany, 2002; pp. 1–11. [Google Scholar]
- Mahapatro, A. Metals for biomedical applications and devices. J. Biomater. Tissue Eng. 2012, 2, 259–268. [Google Scholar] [CrossRef]
- Okazaki, Y. Selection of metals for biomedical devices. In Metals for Biomedical Devices, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 31–94. [Google Scholar] [CrossRef]
- Patnaik, L.; Maity, S.R.; Kumar, S. Status of nickel free stainless steel in biomedical field: A review of last 10 years and what else can be done. Mater. Today Proc. 2020, 26, 638–643. [Google Scholar] [CrossRef]
- Gabilondo, M.; Cearsolo, X.; Arrue, M.; Castro, F. Influence of build orientation, chamber temperature and infill pattern on mechanical properties of 316l parts manufactured by bound metal deposition. Materials 2022, 15, 1183. [Google Scholar] [CrossRef]
- Motallebzadeh, A.; Peighambardoust, N.S.; Sheikh, S.; Murakami, H.; Guo, S.; Canadinc, D. Microstructural, mechanical and electrochemical characterization of TiZrTaHfNb and Ti1.5ZrTa0.5Hf0.5Nb0.5 refractory high-entropy alloys for biomedical applications. Intermetallics 2019, 113, 106572. [Google Scholar] [CrossRef]
- Ali, S.; Rani, A.M.A.; Mufti, R.A.; Azam, F.I.; Hastuty, S.; Baig, Z.; Hussain, M.; Shehzad, N. The influence of nitrogen absorption on microstructure, properties and cytotoxicity assessment of 316l stainless steel alloy reinforced with boron and niobium. Processing 2019, 7, 506. [Google Scholar] [CrossRef] [Green Version]
- Essa, K.; Jamshidi, P.; Zou, J.; Attallah, M.; Hassanin, H. Porosity control in 316L stainless steel using cold and hot isostatic pressing. Mater. Des. 2018, 138, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Talha, M.; Behera, C.; Sinha, O.P. A review on nickel-free nitrogen containing austenitic stainless steels for biomedical applications. Mater. Sci. Eng. C 2013, 33, 3563–3575. [Google Scholar] [CrossRef]
- Hamidi, M.F.F.A.; Harun, W.S.W.; Samykano, M.; Ghani, S.A.C.; Ghazalli, Z.; Ahmad, F.; Sulong, A.B. A review of biocompatible metal injection moulding process parameters for biomedical applications. Mater. Sci. Eng. C 2017, 78, 1263–1276. [Google Scholar] [CrossRef] [Green Version]
- Saini, M.; Singh, Y.; Arora, P.; Arora, V.; Jain, K. Implant biomaterials: A comprehensive review. World J. Clin. Cases 2015, 3, 52. [Google Scholar] [CrossRef]
- Fathi, M.; Salehi, M.; Saatchi, A.; Mortazavi, V.; Moosavi, S. In vitro corrosion behavior of bioceramic, metallic, and bioceramicmetallic coated stainless steel dental implants. Dent. Mater. 2003, 19, 188–198. [Google Scholar] [CrossRef]
- Asri, R.I.M.; Harun, W.S.W.; Samykano, M.; Lah, N.A.C.; Ghani, S.A.C.; Tarlochan, F.; Raza, M.R. Corrosion and surface modification on biocompatible metals: A review. Mater. Sci. Eng. C 2017, 77, 1261–1274. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tracana, R.B.; Sousa, J.; Carvalho, G.S. Mouse inflammatory response to stainless steel corrosion products. J. Mater. Sci. Mater. Electron. 1994, 5, 596–600. [Google Scholar] [CrossRef]
- Fellah, M.; Labaïz, M.; Assala, O.; Iost, A.; Dekhil, L. Tribological behaviour of AISI 316L stainless steel for biomedical applications. Tribol. Mater. Surf. Interfaces 2013, 7, 135–149. [Google Scholar] [CrossRef]
- Lei, M.; Zhu, X. In vitro corrosion resistance of plasma source ion nitrided austenitic stainless steels. Biomaterials 2001, 22, 641–647. [Google Scholar] [CrossRef]
- Ali, S.; Rani, A.M.A.; Razak, M.A.A.; Aliyu, A.A.A.; Subramaniam, K. The impact of sintering dwell time on nitrogen absorption, densification and microhardness of 316L stainless steel using powder metallurgy. In Progress in Engineering Technology II; Springer: Berlin/Heidelberg, Germany, 2020; Volume 131, pp. 235–242. [Google Scholar]
- Contraception, H.; Therapy, H. IARC Monographs on the Evaluation of Carcinogenic Risks to Humans; International Agency for Research on Cancer: Lyon, France, 1999; p. 72. [Google Scholar]
- Thomann, U.; Uggowitzer, P. Wear–corrosion behavior of biocompatible austenitic stainless steels. Wear 2000, 239, 48–58. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef] [PubMed]
- Ina, J.; Vallentyne, M.; Hamandi, F.; Shugart, K.; Boin, M.; Laughlin, R.; Goswami, T. Failure analysis of PHILOS plate construct used for pantalar arthrodesis paper I—Analysis of the plate. Metals 2018, 8, 180. [Google Scholar] [CrossRef] [Green Version]
- Thapa, N.; Prayson, M.; Goswami, T. A failure study of a locking compression plate implant. Case Stud. Eng. Fail. Anal. 2015, 3, 68–72. [Google Scholar] [CrossRef] [Green Version]
- Guerra-Fuentes, L.; Garcia-Sanchez, E.; Juarez-Hernandez, A.; Hernandez-Rodriguez, M. Failure analysis in 316L stainless steel supracondylar blade plate. Eng. Fail. Anal. 2015, 57, 243–247. [Google Scholar] [CrossRef]
- Marcomini, J.; Baptista, C.; Pascon, J.; Teixeira, R.; Reis, F. Investigation of a fatigue failure in a stainless steel femoral plate. J. Mech. Behav. Biomed. Mater. 2014, 38, 52–58. [Google Scholar] [CrossRef]
- Liu, X.; Chu, P.K.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical ap-plications. Mater. Sci. Eng. R Rep. 2004, 47, 49–121. [Google Scholar] [CrossRef] [Green Version]
- Mahapatro, A. Bio-functional nano-coatings on metallic biomaterials. Mater. Sci. Eng. C 2015, 55, 227–251. [Google Scholar] [CrossRef]
- Bosco, R.; Van Den Beucken, J.V.D.; Leeuwenburgh, S.; Jansen, J. Surface engineering for bone implants: A trend from passive to active surfaces. Coatings 2012, 2, 95–119. [Google Scholar] [CrossRef] [Green Version]
- Gao, C.; Peng, S.; Feng, P.; Shuai, C. Bone biomaterials and interactions with stem cells. Bone Res. 2017, 5, 17059. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, M.Z.; Sarhan, A.A.; Yusuf, F.; Hamdi, M. Biomedical materials and techniques to improve the tribological, mechanical and biomedical properties of orthopedic implants—A review article. J. Alloy. Compd. 2017, 714, 636–667. [Google Scholar] [CrossRef]
- Ali, S.; Irfan, M.; Niazi, U.M.; Rani, A.; Shah, I.; Legutko, S.; Rahman, S.; Jalalah, M.; Alsaiari, M.; Glowacz, A.; et al. Synthesis, surface nitriding and characterization of Ti-Nb modified 316L stainless steel alloy using powder metallurgy. Materials 2021, 14, 3270. [Google Scholar] [CrossRef] [PubMed]
- Vattur Sundaram, M.; Surreddi, K.B.; Hryha, E.; Veiga, A.; Berg, S.; Castro, F.; Nyborg, L. Full densification in pm steels through liquid phase sintering and hip approach. In European Powder Metallurgy Congress and Exhibition, Euro PM 2018; Bilbao Exhibition Centre (BEC): Bilbao, Spain, 2018. [Google Scholar]
- Ali, S.; Rani, A.M.A.; Mufti, R.A.; Ahmed, S.W.; Baig, Z.; Hastuty, S.; Razak, M.A.A.; Aliyu, A.A.A. Optimization of sintering parameters of 316L stainless steel for in-situ nitrogen absorption and surface nitriding using response surface methodology. Processing 2020, 8, 297. [Google Scholar] [CrossRef] [Green Version]
- Ali, S.; Rani, A.M.A.; Mufti, R.A.; Hastuty, S.; Hussain, M.; Shehzad, N.; Baig, Z.; Aliyu, A.A.A. An efficient approach for nitrogen diffusion and surface nitriding of boron-titanium modified stainless steel alloy for biomedical applications. Metals 2019, 9, 755. [Google Scholar] [CrossRef] [Green Version]
- Ali, S.; Rani, A.M.A.; Altaf, K.; Hussain, P.; Prakash, C.; Hastuty, S.; Rao, T.V.V.L.N.; Aliyu, A.A.; Subramaniam, K. Investigation of alloy composition and sintering parameters on the corrosion resistance and microhardness of 316L stainless steel alloy. In Proceedings of the International Scietific-Technical Conference Manufacturing, Poznan, Poland, 19–22 May 2019; pp. 532–541. [Google Scholar]
- Ali, S.; Rani, A.; Altaf, K.; Baig, Z. Investigation of boron addition and compaction pressure on the compactibility, densification and microhardness of 316L stainless steel. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Lampung, Indonesia, 18–20 September 2017; p. 012023. [Google Scholar]
- Serafini, F.L.; Peruzzo, M.; Krindges, I.; Ordoñez MF, C.; Rodrigues, D.; Souza, R.M.; Farias MC, M. Microstructure and mechanical behavior of 316L liquid phase sintered stainless steel with boron addition. Mater. Charact. 2019, 152, 253–264. [Google Scholar] [CrossRef]
- Peruzzo, M.; Serafini, F.; Ordoñez, M.; Souza, R.; Farias, M. Reciprocating sliding wear of the sintered 316L stainless steel with boron additions. Wear 2019, 422, 108–118. [Google Scholar] [CrossRef]
- Karwan-Baczewska, J.; Onderka, B. Sintering prealloyed powders Fe-Ni-Cu-Mo modified by boron base on thermodynamic investigations. Powder Met. Fundamen. Case Stud. 2017, 3, 29–53. [Google Scholar]
- Sulima, I.; Kowalik, R.; Hyjek, P. The corrosion and mechanical properties of spark plasma sintered composites reinforced with titanium diboride. J. Alloy. Compd. 2016, 688, 1195–1205. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Distribution | D10 | D50 | D90 |
|---|---|---|---|
| Particle Size (µm) | 3.98 | 10.27 | 19.61 |
| S. No | Alloy | Composition |
|---|---|---|
| 1 | S1 | Pure 316L stainless steel |
| 2 | S2 | 316L SS + 0.25 B + 0.5 Ti |
| 3 | S3 | 316L SS + 0.25 B + 1 Ti |
| 4 | S4 | 316L SS + 0.25 B + 1.5 Ti |
| 5 | S5 | 316L SS + 0.25 B + 2 Ti |
| 6 | S6 | 316L SS + 0.25 B + 0.5 Nb |
| 7 | S7 | 316L SS + 0.25 B + 1 Nb |
| 8 | S8 | 316L SS + 0.25 B + 1.5 Nb |
| 9 | S9 | 316L SS + 0.25 B + 2 Nb |
| 10 | S10 | 316L SS + 0.25 B + 0.5 Ti + 1.5 Nb |
| 11 | S11 | 316L SS + 0.25 B + 1 Ti + 1 Nb |
| 12 | S12 | 316L SS + 0.25 B + 1.5 Ti + 0.5 Nb |
| 13 | S13 | 316L SS + 0.5 Ti + 1.5 Nb |
| 14 | S14 | 316L SS + 1 Ti + 1 Nb |
| 15 | S15 | 316L SS + 1.5 Ti + 0.5 Nb |
| Alloy | Composition | Theoretical Density (g/cm3) | Green Density (g/cm3) | Sintered Density (g/cm3) | Relative Density (%) |
|---|---|---|---|---|---|
| S1 | Pure 316L stainless steel | 7.90 | 6.500 | 7.575 | 95.88 |
| S2 | 316LSS + 0.25 B + 0.5 Ti | 7.825 | 6.385 | 7.387 | 94.40 |
| S3 | 316LSS + 0.25 B + 1 Ti | 7.796 | 6.212 | 7.139 | 91.57 |
| S4 | 316LSS + 0.25 B + 1.5 Ti | 7.767 | 6.116 | 7.008 | 90.22 |
| S5 | 316LSS + 0.25 B + 2 Ti | 7.739 | 6.002 | 6.899 | 89.14 |
| S6 | 316LSS + 0.25 B + 0.5 Nb | 7.857 | 6.370 | 7.411 | 94.32 |
| S7 | 316LSS + 0.25 B + 1 Nb | 7.860 | 6.240 | 7.367 | 93.72 |
| S8 | 316LSS + 0.25 B + 1.5 Nb | 7.864 | 6.160 | 7.285 | 92.63 |
| S9 | 316LSS + 0.25 B + 2 Nb | 7.867 | 6.080 | 7.190 | 91.39 |
| S10 | 316L SS + 0.25B + 0.5 Ti + 1.5 Nb | 7.770 | 6.189 | 7.160 | 92.14 |
| S11 | 316L SS + 0.25B + 1 Ti + 1 Nb | 7.802 | 6.194 | 7.162 | 91.79 |
| S12 | 316L SS + 0.25B + 1.5 Ti + 0.5 Nb | 7.834 | 6.086 | 7.181 | 91.66 |
| S13 | 316L SS + 0.5 Ti + 1.5 Nb | 7.886 | 6.192 | 7.197 | 91.26 |
| S14 | 316L SS + 1 Ti + 1 Nb | 7.864 | 6.196 | 7.134 | 90.71 |
| S15 | 316L SS + 1.5 Ti + 0.5 Nb | 7.842 | 6.108 | 7.126 | 90.86 |
| Alloy | Composition | Microhardness |
|---|---|---|
| S1 | Pure 316L stainless steel | 235 HV |
| S2 | 316L SS + 0.25 B + 0.5 Ti | 286 HV |
| S3 | 316L SS + 0.25 B + 1 Ti | 318 HV |
| S4 | 316L SS + 0.25 B + 1.5 Ti | 356 HV |
| S5 | 316L SS + 0.25 B + 2 Ti | 366 HV |
| S6 | 316L SS + 0.25 B + 0.5 Nb | 283 HV |
| S7 | 316L SS + 0.25 B + 1 Nb | 321 HV |
| S8 | 316L SS + 0.25 B + 1.5 Nb | 360 HV |
| S9 | 316L SS + 0.25 B + 2 Nb | 387 HV |
| S10 | 316L SS + 0.25 B + 0.5 Ti + 1.5 Nb | 380 HV |
| S11 | 316L SS + 0.25 B + 1 Ti + 1 Nb | 376 HV |
| S12 | 316L SS + 0.25 B + 1.5 Ti + 0.5 Nb | 385 HV |
| S13 | 316L SS + 0.5 Ti + 1.5 Nb | 327 HV |
| S14 | 316L SS + 1 Ti + 1 Nb | 338 HV |
| S15 | 316L SS + 1.5 Ti + 0.5 Nb | 350 HV |
| Alloy | Ultimate Tensile Strength (MPa) | Percentage Elongation (%) |
|---|---|---|
| S1 | 540.70 | 21.90 |
| S2 | 358.91 | 10.41 |
| S3 | 347.68 | 10.32 |
| S4 | 331.19 | 10.21 |
| S5 | 304.44 | 10.04 |
| S6 | 449.84 | 17.02 |
| S7 | 442.23 | 16.24 |
| S8 | 429.04 | 17.57 |
| S9 | 413.45 | 14.57 |
| S10 | 409.23 | 14.15 |
| S11 | 346.24 | 10.86 |
| S12 | 354.27 | 10.21 |
| S13 | 438.68 | 13.45 |
| S14 | 414.23 | 13.81 |
| S15 | 416.58 | 12.86 |
| Alloy | Composition | Yield Strength |
|---|---|---|
| S1 | Pure 316L stainless steel | 776 |
| S2 | 316L SS + 0.25 B + 0.5 Ti | 723 |
| S3 | 316L SS + 0.25 B + 1 Ti | 766 |
| S4 | 316L SS + 0.25 B + 1.5 Ti | 802 |
| S5 | 316L SS + 0.25 B + 2 Ti | 987 |
| S6 | 316L SS + 0.25 B + 0.5 Nb | 824 |
| S7 | 316L SS + 0.25 B + 1 Nb | 917 |
| S8 | 316L SS + 0.25 B + 1.5 Nb | 1102 |
| S9 | 316L SS + 0.25 B + 2 Nb | 1318 |
| S10 | 316L SS + 0.25 B + 0.5 Ti + 1.5 Nb | 850 |
| S11 | 316L SS + 0.25 B + 1 Ti + 1 Nb | 893 |
| S12 | 316L SS + 0.25 B + 1.5 Ti + 0.5 Nb | 747 |
| S13 | 316L SS + 0.5 Ti + 1.5 Nb | 1380 |
| S14 | 316L SS + 1 Ti + 1 Nb | 1408 |
| S15 | 316L SS + 1.5 Ti + 0.5 Nb | 1375 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, S.; Irfan, M.; Niazi, U.M.; Rani, A.M.A.; Rashedi, A.; Rahman, S.; Khan, M.K.A.; Alsaiari, M.A.; Legutko, S.; Petrů, J.; et al. Microstructure and Mechanical Properties of Modified 316L Stainless Steel Alloy for Biomedical Applications Using Powder Metallurgy. Materials 2022, 15, 2822. https://doi.org/10.3390/ma15082822
Ali S, Irfan M, Niazi UM, Rani AMA, Rashedi A, Rahman S, Khan MKA, Alsaiari MA, Legutko S, Petrů J, et al. Microstructure and Mechanical Properties of Modified 316L Stainless Steel Alloy for Biomedical Applications Using Powder Metallurgy. Materials. 2022; 15(8):2822. https://doi.org/10.3390/ma15082822
Chicago/Turabian StyleAli, Sadaqat, Muhammad Irfan, Usama Muhammad Niazi, Ahmad Majdi Abdul Rani, Ahmad Rashedi, Saifur Rahman, Muhammad Kamal Asif Khan, Mabkhoot A. Alsaiari, Stanislaw Legutko, Jana Petrů, and et al. 2022. "Microstructure and Mechanical Properties of Modified 316L Stainless Steel Alloy for Biomedical Applications Using Powder Metallurgy" Materials 15, no. 8: 2822. https://doi.org/10.3390/ma15082822
APA StyleAli, S., Irfan, M., Niazi, U. M., Rani, A. M. A., Rashedi, A., Rahman, S., Khan, M. K. A., Alsaiari, M. A., Legutko, S., Petrů, J., & Trefil, A. (2022). Microstructure and Mechanical Properties of Modified 316L Stainless Steel Alloy for Biomedical Applications Using Powder Metallurgy. Materials, 15(8), 2822. https://doi.org/10.3390/ma15082822