
Recycling of Aluminum-Based Composites Reinforced with Boron-Tungsten Fibres



Abstract
:1. Introduction
2. Processing of Al-W-B Technological Waste into Powder and Their Reuse
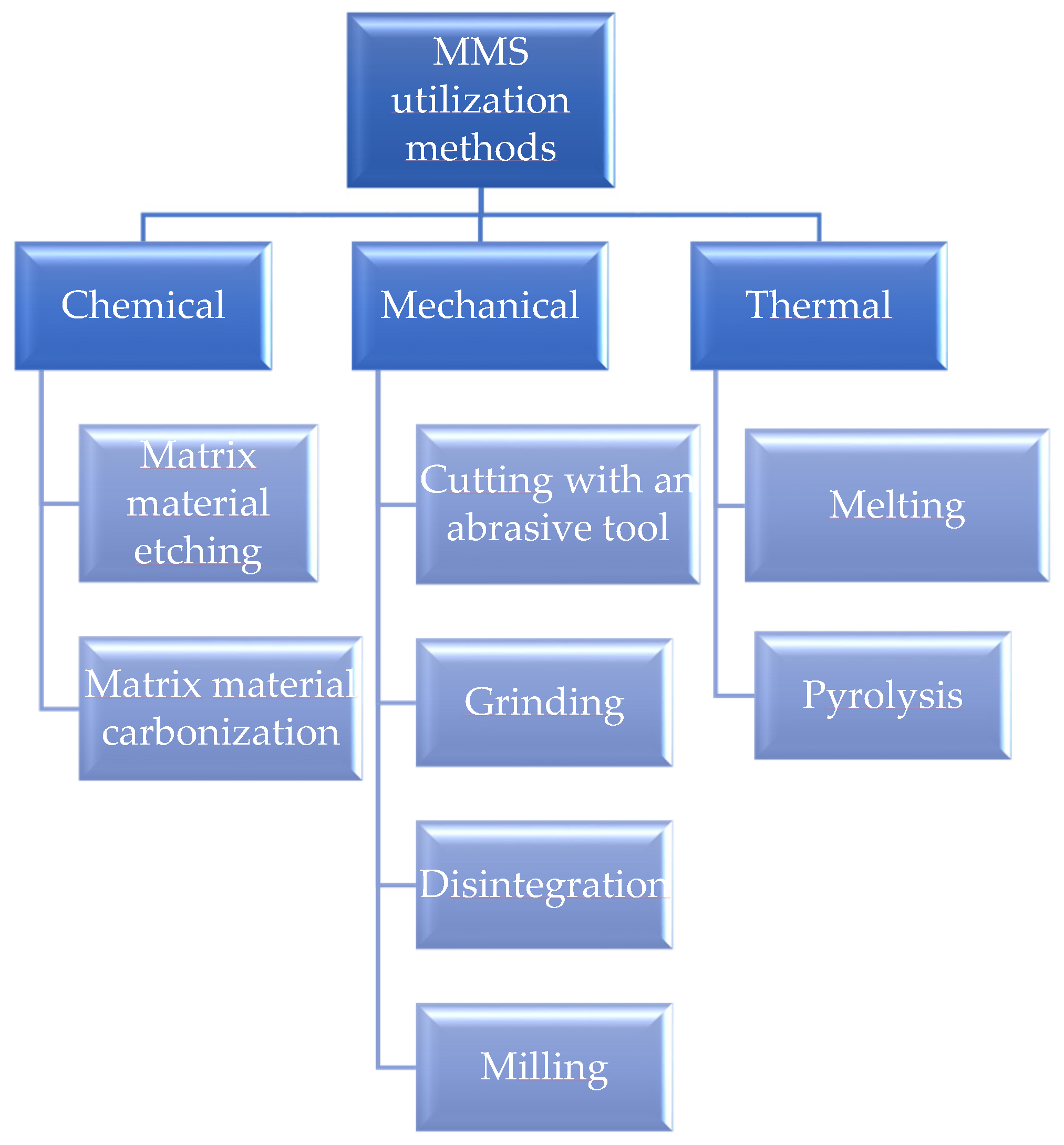
2.1. Recycling of Composite Materials
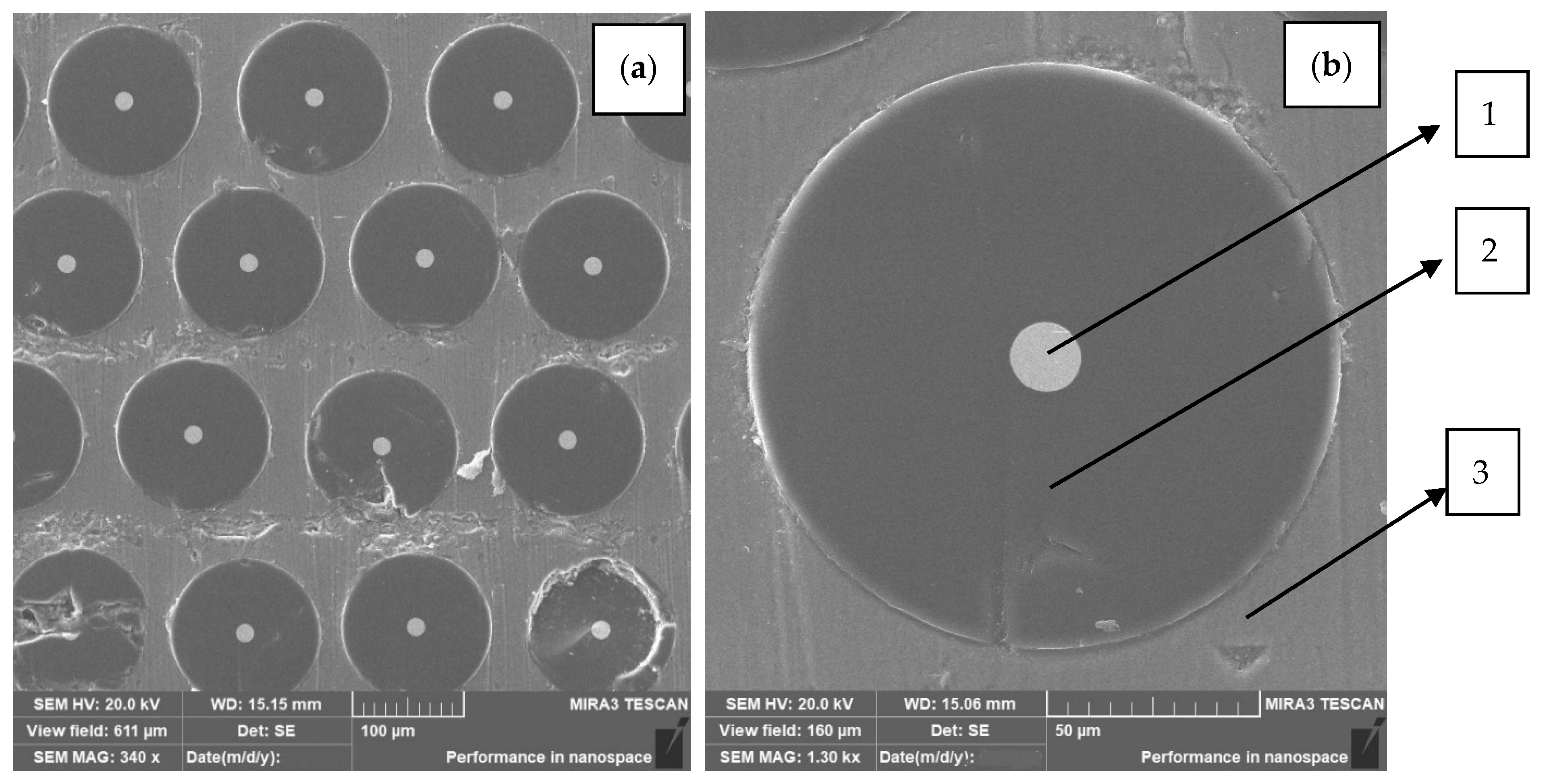
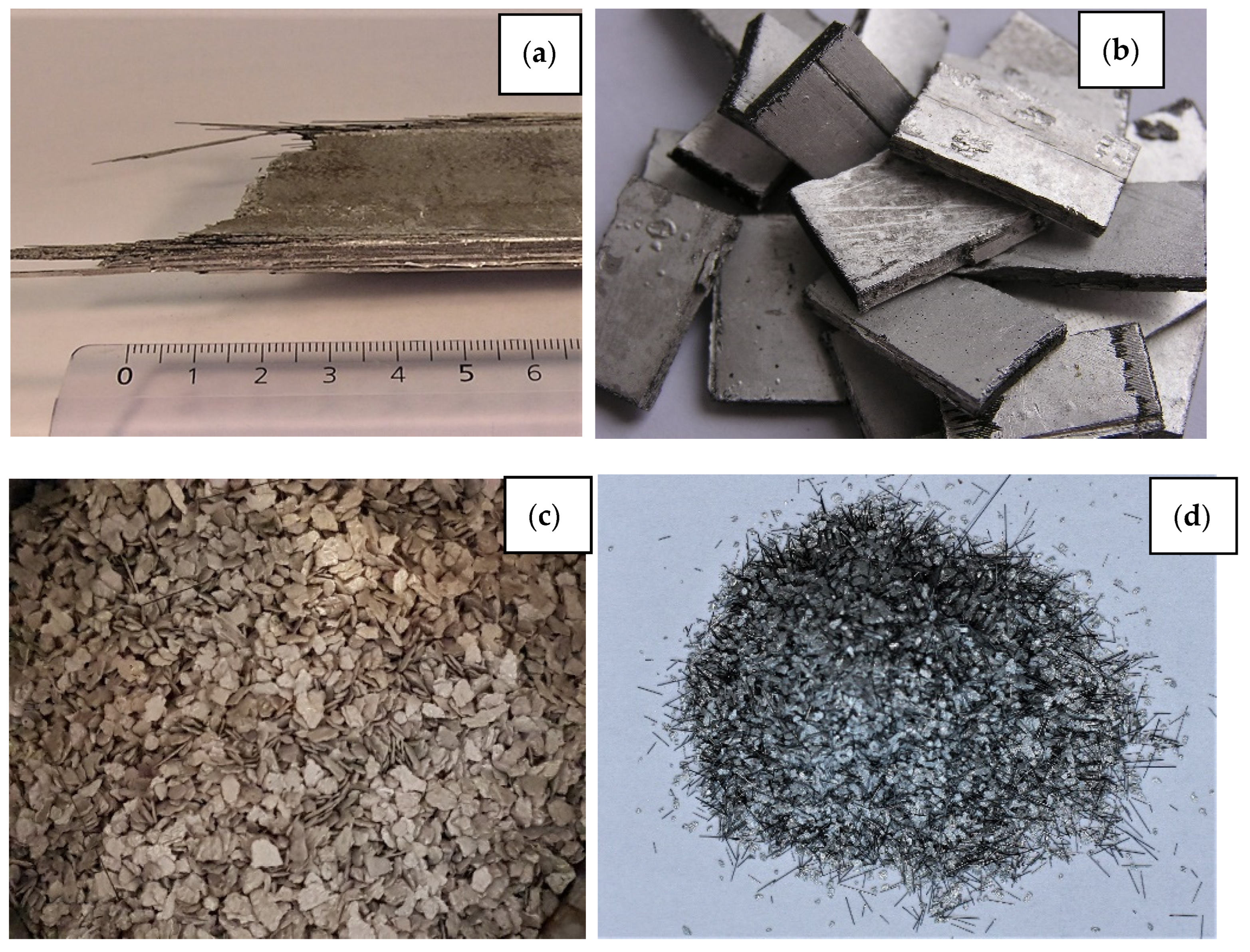
2.2. Technological Waste of Al-W-B
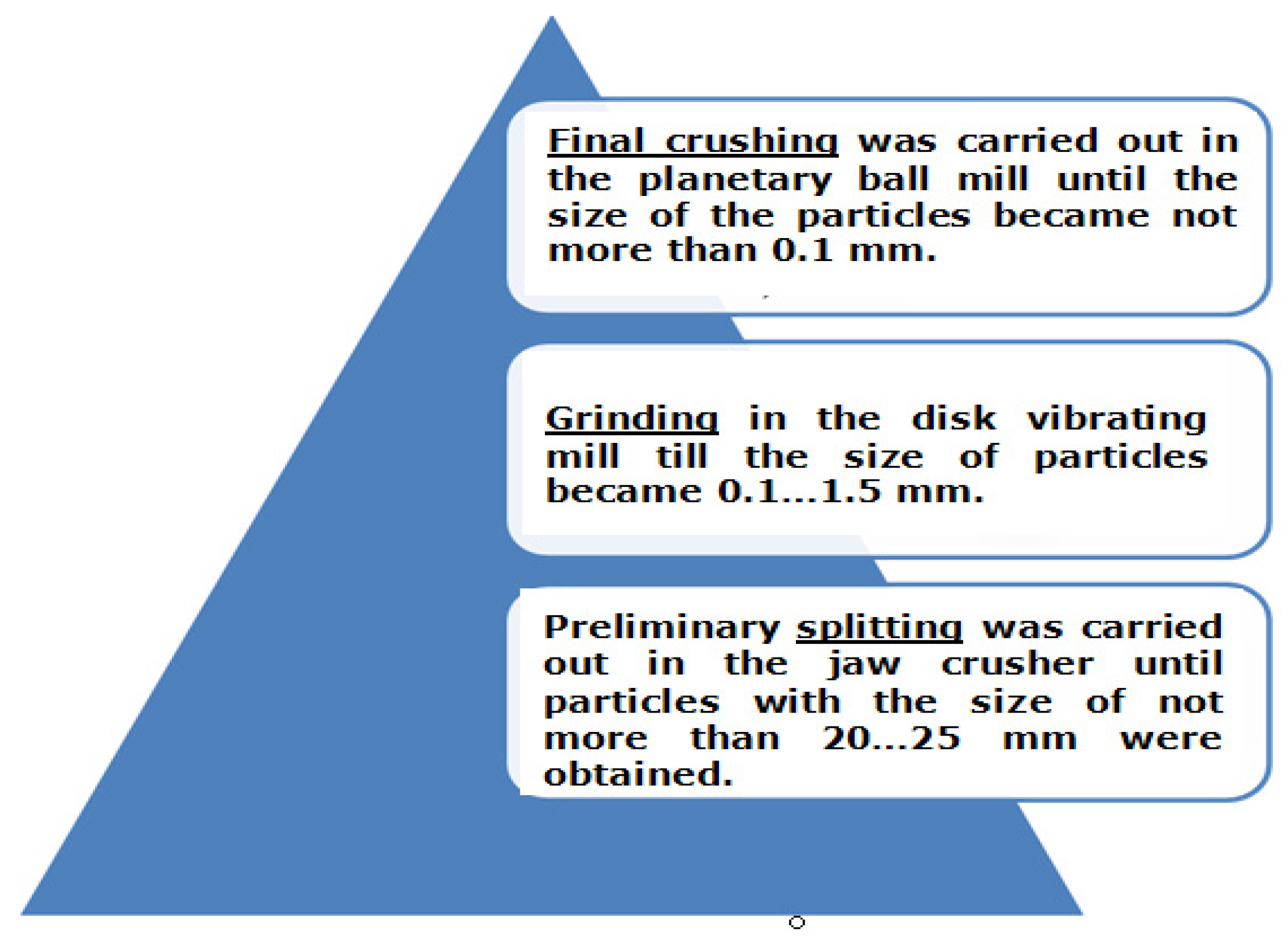
2.3. Processing Al-W-B Waste into Powder Material
3. Preparation of Secondary Products from Al-W-B Waste
3.1. Making Grinding Tools
3.2. Possibilities of Using Al-W-B for High-Strength Concrete
3.3. Possibilities of Using Al-W-B for Nuclear Energy
3.4. Obtaining Dispersion-Hardened Materials from Powders with B-W Particles
4. Discussion and Conclusions
- -
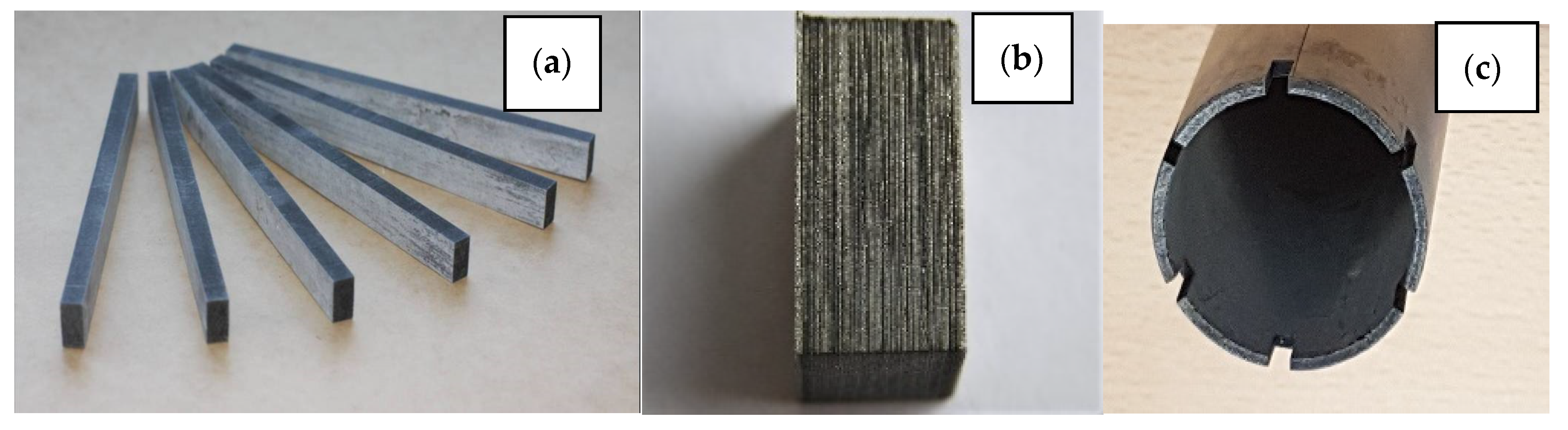
- Obtaining fragments from the original Al-W-B material by cutting large elements into smaller ones and using the latter to perform grinding-rolling-polishing work;
- -
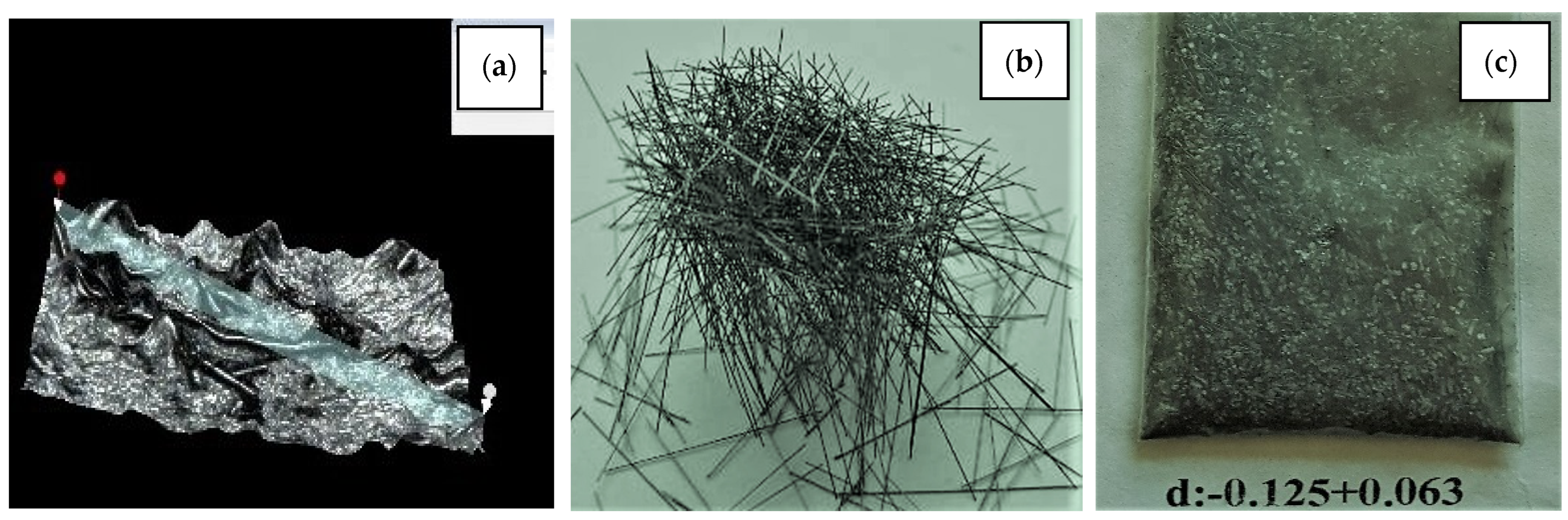
- Obtaining a new type of fibrous material Al-W-B by sequential grinding of waste and using it to create new composite materials, in particular, concrete;
- -
- Obtaining W-B fibers from the original Al-W-B after removing the aluminum matrix and subsequent grinding of the product;
- -
- Production of Al-W-B and W-B powders and their use in the charge for the manufacture of a wide range of products using powder metallurgy methods.
Author Contributions
Funding
Conflicts of Interest
References
- Ashby, M.F. Materials Selection in Mechanical Design; Butterworth-Heinemann: Oxford, UK, 2016; ISBN 978-0-08-100610-8. [Google Scholar]
- Rugele, K.; Lehmhus, D.; Hussainova, I.; Peculevica, J.; Lisnanskis, M.; Shishkin, A. Effect of Fly-Ash Cenospheres on Properties of Clay-Ceramic Syntactic Foams. Materials 2017, 10, 828. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Miracle, D. Metal Matrix Composites—From Science to Technological Significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials: Science and Engineering; Springer: New York, NY, USA, 2012; ISBN 978-0-387-74365-3. [Google Scholar]
- Singh, A.K.; Behera, R.; Shishkin, A.; Gupta, N. Effect of Expanded Glass Particle Size on Compressive Properties of Vinyl Ester Syntactic Foams. SPE Polym. 2022, 3, 91–98. [Google Scholar] [CrossRef]
- Shishkin, A.; Hussainova, I.; Kozlov, V.; Lisnanskis, M.; Leroy, P.; Lehmhus, D. Metal-Coated Cenospheres Obtained via Magnetron Sputter Coating: A New Precursor for Syntactic Foams. JOM 2018, 70, 1319–1325. [Google Scholar] [CrossRef]
- Luong, D.D.; Shunmugasamy, V.C.; Gupta, N.; Lehmhus, D.; Weise, J.; Baumeister, J. Quasi-Static and High Strain Rates Compressive Response of Iron and Invar Matrix Syntactic Foams. Mater. Des. 2015, 66, 516–531. [Google Scholar] [CrossRef]
- Shishkin, A.; Mironovs, V.; Zemchenkov, V.; Antonov, M.; Hussainova, I. Hybrid Syntactic Foams of Metal–Fly Ash Cenosphere–Clay. Key Eng. Mater. 2016, 674, 35–40. [Google Scholar] [CrossRef]
- Irtiseva, K.; Lapkovskis, V.; Mironovs, V.; Ozolins, J.; Thakur, V.K.; Goel, G.; Baronins, J.; Shishkin, A. Towards Next-Generation Sustainable Composites Made of Recycled Rubber, Cenospheres, and Biobinder. Polymers 2021, 13, 574. [Google Scholar] [CrossRef]
- Wenzelburger, M.; Silber, M.; Gadow, R. Manufacturing of Light Metal Matrix Composites by Combined Thermal Spray and Semisolid Forming Process–Summary of the Current State of Technology. Key Eng. Mater. 2010, 425, 217–244. [Google Scholar] [CrossRef] [Green Version]
- Bahl, S. Fiber Reinforced Metal Matrix Composites-a Review. Mater. Today Proc. 2021, 39, 317–323. [Google Scholar] [CrossRef]
- Perevislov, S.N.; Tomkovich, M.V.; Lysenkov, A.S.; Frolova, M.G. The preparation methods and the properties of the reinforced engineering materials. Novye Ogneup. 2018, 10, 37–48. [Google Scholar] [CrossRef]
- Bartl, A.; Tkaczyk, A.H.; Amato, A.; Beolchini, F.; Lapkovskis, V.; Petranikova, M. Supply and Substitution Options for Selected Critical Raw Materials: Cobalt, Niobium, Tungsten, Yttrium and Rare Earths Elements. Detritus 2018, 3, 37–42. [Google Scholar] [CrossRef]
- Ikutegbe, C.A.; Farid, M.M. Application of Phase Change Material Foam Composites in the Built Environment: A Critical Review. Renew. Sustain. Energy Rev. 2020, 131, 110008. [Google Scholar] [CrossRef]
- Jeyaraj, P.; Ganesan, N.; Padmanabhan, C. Vibration and Acoustic Response of a Composite Plate with Inherent Material Damping in a Thermal Environment. J. Sound Vib. 2009, 320, 322–338. [Google Scholar] [CrossRef]
- Jiao, C.; Wang, H.; Li, S.; Chen, X. Fire Hazard Reduction of Hollow Glass Microspheres in Thermoplastic Polyurethane Composites. J. Hazard. Mater. 2017, 332, 176–184. [Google Scholar] [CrossRef] [PubMed]
- Fiengo Pérez, F.; Luccioni, B.; Vivas, J.C.; Isla, F.; Sfer, D. High Strength Fiber Reinforced Beams under Impact Load. Int. J. Impact Eng. 2022, 159, 104039. [Google Scholar] [CrossRef]
- Pilone, D.; Mondal, A.; Felli, F. Effect of Dispersed Particles on TiAl Alloys Fracture Behavior. Procedia Struct. Integr. 2021, 33, 245–250. [Google Scholar] [CrossRef]
- Vasiliev, V.V.; Morozov, E.V. Advanced Mechanics of Composite Materials and Structures, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Sriram, M.; Aswin Sidhaarth, K.R. Various Properties of Natural and Artificial Fibers with Cementitious Composites in Hybrid Form—A Review. Mater. Today Proc. 2022, in press. [Google Scholar] [CrossRef]
- Khanna, V.; Kumar, V.; Bansal, S.A. Aluminium-Carbon Fibre Metal Matrix Composites: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1033, 012057. [Google Scholar] [CrossRef]
- Roland, V.; Issard, H. Use of Boron in Structural Materials for Transport Packagings. In Proceedings of the PATRAM 1996, Las Vegas, NV, USA, 9–11 December 1996; p. 1455. [Google Scholar]
- Mahaviradhan, N.; Sivaganesan, S.; Padma Sravya, N.; Parthiban, A. Experimental Investigation on Mechanical Properties of Carbon Fiber Reinforced Aluminum Metal Matrix Composite. Mater. Today Proc. 2021, 39, 743–747. [Google Scholar] [CrossRef]
- Mathijsen, D. Now Is the Time to Make the Change from Metal to Composites in Naval Shipbuilding. Reinf. Plast. 2016, 60, 289–293. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S. Fabrication and Machining of Metal Matrix Composites: A Review. Mater. Manuf. Processes 2016, 31, 553–573. [Google Scholar] [CrossRef]
- Tiwary, A.; Kumar, R.; Chohan, J.S. A Review on Characteristics of Composite and Advanced Materials Used for Aerospace Applications. Mater. Today Proc. 2022, 51, 865–870. [Google Scholar] [CrossRef]
- Guan, Z.; Lv, J.; Bai, P.; Guo, X. Boron Removal from Aqueous Solutions by Adsorption—A Review. Desalination 2016, 383, 29–37. [Google Scholar] [CrossRef]
- Gao, S.; Dong, K.; Li, X.; Kong, J.; Wang, S.; Xing, P.; Li, P. An Economic and Environment Friendly Way of Recycling Boron Carbide Waste to Prepare B4C/Al Composite Ceramic. Int. J. Appl. Ceram. Technol. 2019, 16, 1032–1040. [Google Scholar] [CrossRef]
- Muktepavela, F.A.; Manika, I.A.; Mironovs, V.B. Structure and Mechanical Properties of AI-B Composite Powder. Mater. Des. 1997, 18, 257–259. [Google Scholar] [CrossRef]
- Krishnan, P.K.; Christy, J.V.; Arunachalam, R.; Mourad, A.-H.I.; Muraliraja, R.; Al-Maharbi, M.; Murali, V.; Chandra, M.M. Production of Aluminum Alloy-Based Metal Matrix Composites Using Scrap Aluminum Alloy and Waste Materials: Influence on Microstructure and Mechanical Properties. J. Alloy. Compd. 2019, 784, 1047–1061. [Google Scholar] [CrossRef]
- Bharat, N.; Bose, P.S.C. An Overview on the Effect of Reinforcement and Wear Behaviour of Metal Matrix Composites. Mater. Today: Proc. 2021, 46, 707–713. [Google Scholar] [CrossRef]
- Surappa, M.K. Aluminium Matrix Composites: Challenges and Opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Mironovs, V.; Muktepavela, F. Powder Metallurgy Industry, Economics, and Organization of Production-Utilization of Waste of Al-Bfiber Composites for Obtaining New Powder and Sintered Materials. Powder Metall. Met. Ceram. 2004, 43, 645–649. [Google Scholar] [CrossRef]
- Goree, J.G.; Jones, W.F. Fracture Behavior Boron/Aluminum; NASA Contractor Report 3753; NASA: Washington, DC, USA, 1983; p. 112. [Google Scholar]
- Mironov, V.; Usherenko, Y.; Stankevich, P.; Barone, E. Compaction of Powdered Materials Reinforced with Milled W-B Fibers. Key Eng. Mater. 2017, 721, 275–279. [Google Scholar] [CrossRef]
- Chawla, K.K. Fibrous Materials; Cambridge Solid State Science Series; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Hadrup, N.; Frederiksen, M.; Sharma, A.K. Toxicity of Boric Acid, Borax and Other Boron Containing Compounds: A Review. Regul. Toxicol. Pharmacol. 2021, 121, 104873. [Google Scholar] [CrossRef] [PubMed]
- Tkaczyk, A.H.; Bartl, A.; Amato, A.; Lapkovskis, V.; Petranikova, M. Sustainability Evaluation of Essential Critical Raw Materials: Cobalt, Niobium, Tungsten and Rare Earth Elements. J. Phys. D Appl. Phys. 2018, 51, 203001. [Google Scholar] [CrossRef] [Green Version]
- Blumbergs, E.; Serga, V.; Platacis, E.; Maiorov, M.; Shishkin, A. Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review. Metals 2021, 11, 1714. [Google Scholar] [CrossRef]
- Rudnik, E.; Nikiel, M. Hydrometallurgical Recovery of Cadmium and Nickel from Spent Ni–Cd Batteries. Hydrometallurgy 2007, 89, 61–71. [Google Scholar] [CrossRef]
- Novák, P.; Bellezze, T.; Cabibbo, M.; Gamsjäger, E.; Wiessner, M.; Rajnovic, D.; Jaworska, L.; Hanus, P.; Shishkin, A.; Goel, G.; et al. Solutions of Critical Raw Materials Issues Regarding Iron-Based Alloys. Materials 2021, 14, 899. [Google Scholar] [CrossRef]
- Petranikova, M.; Tkaczyk, A.H.; Bartl, A.; Amato, A.; Lapkovskis, V.; Tunsu, C. Vanadium Sustainability in the Context of Innovative Recycling and Sourcing Development. Waste Manag. 2020, 113, 521–544. [Google Scholar] [CrossRef]
- Aguedal, H.; Iddou, A.; Aziz, A.; Shishkin, A.; Ločs, J.; Juhna, T. Effect of Thermal Regeneration of Diatomite Adsorbent on Its Efficacy for Removal of Dye from Water. Int. J. Environ. Sci. Technol. 2019, 16, 113–124. [Google Scholar] [CrossRef]
- Bensalah, F.; Iddou, A.; Hentit, H.; Aziz, A.; Shishkin, A. Activated Carbon Design from Sludge to Remove Red Scarlet Nylosan “F3GL” in Aqueous Solution. Key Eng. Mater. 2018, 762, 87–92. [Google Scholar] [CrossRef]
- Lapkovskis, V.; Mironovs, V.; Kasperovich, A.; Myadelets, V.; Goljandin, D. Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods. Recycling 2020, 5, 32. [Google Scholar] [CrossRef]
- Mironovs, V.; Ozernovs, O.; Lapkovskis, V.; Golyandin, D. Production of Crumb Rubber–Iron Powder Mixture for Perspective Synthesis of Carbon-Iron Powder Sorbent. Agron. Res. 2016, 14, 1063–1068. [Google Scholar]
- Trinh, S.; Sastry, S. Processing and Properties of Metal Matrix Composites. Mech. Eng. Mater. Sci. Indep. Study 2016, 16. [Google Scholar] [CrossRef]
- Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives (Text with EEA Relevance); FAO: Rome, Italy, 2008; Volume 312.
- Torralba, J.M.; da Costa, C.E.; Velasco, F. P/M Aluminum Matrix Composites: An Overview. J. Mater. Processing Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Deev, V.; Prusov, E.; Rakhuba, E. Physical Methods of Melt Processing at Production of Aluminum Alloys and Composites: Opportunities and Prospects of Application. Mater. Sci. Forum 2019, 946, 655–660. [Google Scholar] [CrossRef]
- Neu, R.; Riesch, J.; Müller, A.V.; Balden, M.; Coenen, J.W.; Gietl, H.; Höschen, T.; Li, M.; Wurster, S.; You, J.-H. Tungsten Fibre-Reinforced Composites for Advanced Plasma Facing Components. Nucl. Mater. Energy 2017, 12, 1308–1313. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.-J.; Kuiper, P.; de Wit, H. Recycling of Composite Materials. Chem. Eng. Processing Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Yudhanto, A.; Alfano, M.; Lubineau, G. Surface Preparation Strategies in Secondary Bonded Thermoset-Based Composite Materials: A Review. Compos. Part A: Appl. Sci. Manuf. 2021, 147, 106443. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Bayraktar, E. Recycling of Plastics, Metals, and Their Composites; CRC Press: Boca Raton, FL, USA, 2021; ISBN 978-1-00-052142-9. [Google Scholar]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef] [Green Version]
- Baronins, J.; Shishkin, A.; Setina, J.; Mironovs, V. Influence of Al-W-B Recycled Composite Material on the Properties of High Performance Concrete. Constr. Sci. 2015, 17, 4–10. [Google Scholar] [CrossRef] [Green Version]
- Sarıyera, D.; Küçerb, R.; Küçerb, N. Neutron Shielding Properties of Concrete and Ferro-Boron. Acta Phys. Pol. A 2015, 128, B-201. [Google Scholar] [CrossRef]
- Shishkin, A.; Mironov, V.; Goljandin, D.; Lapkovsky, V. Recycling of Al-W-B Composite Material. Key Eng. Mater. 2012, 527, 143–147. [Google Scholar] [CrossRef]
- Shishkin, A.; Mironov, V.; Goljandin, D.; Lapkovsky, V. Mechanical Disintegration of Al-W-B Waste Material. In Proceedings of the World Powder Metallurgy Congress PM 2010, EPMA, Florence, Italy, 10–14 October 2010; pp. 597–601. [Google Scholar]
- Glushenkov, V.A.; Mironov, V.A.; Belyaeva, I.A.; Burmistrov, A.E.; Usherenko, I.S. Static-Dynamic Methods of Compression of «Al-B» Powder Composition «Al-B» in the Deformable Tubular Casing. IOP Conf. Ser.: Mater. Sci. Eng. 2017, 218, 012005. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Li, W.; Tang, Y.; Shen, B.; Hu, W. Friction and Wear Properties of Short Carbon Fiber Reinforced Aluminum Matrix Composites. Wear 2009, 266, 733–738. [Google Scholar] [CrossRef]
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate Reinforced Metal Matrix Composites—A Review. J. Mater. Sci. 1991, 26, 1137–1156. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | σb | σ−1 | σb/γ | σb/γ | E/γ |
|---|---|---|---|---|---|
| MPa | MPa | GPA | |||
| Boron aluminium (Al-W-B) | 1300 | 600 | 220 | 500 | 84.6 |
| Boron magnesium (Mg-B) | 1300 | 500 | 220 | 590 | 100.0 |
| Aluminium-carbon (Al-C) | 900 | 300 | 220 | 450 | 100.0 |
| Aluminium-steel (Al-St) | 1700 | 350 | 110 | 370 | 24.4 |
| Nickel-tungsten (Ni-W) | 700 | 150 | 215 | 430 | 60.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mironovs, V.; Usherenko, Y.; Boiko, I.; Kuzmina, J. Recycling of Aluminum-Based Composites Reinforced with Boron-Tungsten Fibres. Materials 2022, 15, 3207. https://doi.org/10.3390/ma15093207
Mironovs V, Usherenko Y, Boiko I, Kuzmina J. Recycling of Aluminum-Based Composites Reinforced with Boron-Tungsten Fibres. Materials. 2022; 15(9):3207. https://doi.org/10.3390/ma15093207
Chicago/Turabian StyleMironovs, Viktors, Yulia Usherenko, Irina Boiko, and Jekaterina Kuzmina. 2022. "Recycling of Aluminum-Based Composites Reinforced with Boron-Tungsten Fibres" Materials 15, no. 9: 3207. https://doi.org/10.3390/ma15093207
APA StyleMironovs, V., Usherenko, Y., Boiko, I., & Kuzmina, J. (2022). Recycling of Aluminum-Based Composites Reinforced with Boron-Tungsten Fibres. Materials, 15(9), 3207. https://doi.org/10.3390/ma15093207