1. Introduction
Industrial and technological development, combined with demands for a better quality of life, has increased the consumption of material resources, making it impossible for the planet to continue on this path. Thus, society has become aware that resources are finite and that reducing their consumption and use is imperative.
The construction industry is one of Europe’s largest and most active economic sectors. However, it is also responsible for a significant environmental impact due to its high energy consumption, how it develops, uses, distributes, and disposes of virgin resources, and produces excessive greenhouse gas emissions [
1,
2].
More specifically, the road infrastructure sector damages the environment and the planet’s sustainability, from transporting goods and people to constructing pavements. Thus, changing this sector’s current design, management, and monitoring paradigm is essential. This sector must develop policies to achieve sustainable development objectives effectively, creating innovative processes aimed at reducing CO
2 emissions, reducing the use of virgin materials, and reusing waste in construction while ensuring positive effects from an economic, technical, and environmental point of view [
3,
4].
Based on this line of action, this paper aimed to study whether the incorporation of industrial by-products, steel slag aggregates, and steel fibers, steel wool fibers, promotes the enhancement of the self-healing of asphalt mixtures when these are subjected to heating by microwave radiation. This study is expected to contribute to a more sustainable paving area, promoting the increase of pavement lifetime and minimizing the consumption of virgin materials in pavement rehabilitation/conservation works.
Given the lack of previous studies on the self-healing performance of asphalt mixtures incorporating high amounts of by-products, this study will undoubtedly contribute to increasing the scientific community’s knowledge of this research topic.
2. Literature Review
Sustainability and circular economy principles are increasingly present in the decision making of governmental agencies due to society’s growing concern with the planet’s environment, which will bring profound transformations to the road pavement industry. The environmental and economic costs associated with constructing new road infrastructures or the conservation/rehabilitation of existing pavements are considered excessive and inadequate. Consequently, there is an urgent need to develop innovative paving solutions to change the current consumption paradigm. From this perspective, this article aims to assess solutions that simultaneously incorporate industrial by-products (steel slag) in the production of asphalt mixtures and promote an increase in the pavement’s service life through self-healing.
Steel slag aggregates (SSA) originate from the crude steel production process’s by-product, and these could be used in several industrial sectors: road infrastructures, cement, concrete, and additives [
5]. Correia et al. [
6] reported that the steel industry produces about 11 to 15% black slag and 2 to 3% white slag (for this slag, its use in construction is discarded). According to the World Steel Association [
7], in 2020, crude steel production was about 1900 million tons, so it was possible to extract about 200–285 million tons of steel slag. Therefore, given the current environmental concerns, using steel slag to produce aggregates for pavement construction is an excellent contribution to the planet’s sustainability.
In a review paper [
8], the authors concluded that several properties of steel slag aggregates (e.g., roughness, shape, angularity, hardness, polishing resistance, and wear resistance) make them suitable for use in asphalt mixtures. In brief, the SSAs have a low presence of fines, a high sand equivalent, a good shape with high angularity, rough texture, a high density (3.2–3.8 g/cm
3), and high porosity and water absorption [
9]. In another study, the authors revealed that the SSAs are a by-product with great potential to be used as aggregates in asphalt mixtures due to their excellent wearing and polishing resistance and good affinity with bitumen. Moreover, based on the results obtained, the authors concluded that the mixtures showed excellent performance evaluated through water sensitivity and rutting resistance tests, surpassing the results obtained for conventional asphalt mixtures with identical compositions produced with natural aggregates [
10].
Even though asphalt pavements have many advantages (cost efficiency, noise reduction, comfortable driving experience), asphalt concrete undergoes functional and structural degradation after a few years of service, mainly due to traffic and weather conditions. As the asphalt binder ages, it becomes more brittle, leading initially to micro-cracks and then to macro-cracks, which lead to pavement performance failure, both from a structural and functional point of view [
11]. So, one of the solutions to increase the durability of infrastructures is to use high-quality materials with self-healing capabilities.
In recent years, self-healing has expanded from chemistry to engineering. This phenomenon has multiple and unique characteristics that make it a promising approach to increasing the durability of asphalt pavements by regenerating micro-cracks and recovering the initial performance without reconstructing the pavement [
12].
This behavior is only possible since bitumen is a viscoelastic fluid with a relatively long surface wetting and diffusion capability, exhibiting the behavior of a self-healing material [
13]. Therefore, bitumen can close micro-cracks and restore the asphalt’s mixture strength and resistance. However, the mechanism that causes self-healing is not yet fully understood. There is still neither a single definition nor a standardized method for predicting the self-healing capacity of asphalt materials. In these materials, some internal factors influence the self-healing performance: molecular composition, structure, asphalt movement and diffusion, asphalt viscoelasticity, and thixotropy. Externally, factors such as humidity, temperature, induction conditions, and induction duration are also influential in the performance of this phenomenon [
14]. Thus, to better understand this behavior, this article aims to study the influence of microwave radiation heating to enhance self-healing in sustainable asphalt mixtures.
Electromagnetic induction and microwave radiation are the processes most commonly used to promote heating asphalt mixtures to enhance their self-healing effectiveness. The induction heating method combines electromagnetic induction and Joule heating effects. Faraday’s law states that an electromotive force is induced in a conductive material when an alternating magnetic field is present [
15]. Therefore, electrically conductive asphalt materials can be developed based on that principle, but the key challenge lies in effectively improving their conductivity without reducing their mechanical performance on the pavement. There are different additives to incorporate into the mix design of asphalt mixtures. However, introducing metallic materials (e.g., steel fiber, magnetite, carbonyl iron powder, and steel slag) is the best option. As a result, heating by electromagnetic induction is impossible without the presence of a conductive material [
15].
Meanwhile, the working principle of microwave radiation, called dielectric heating, refers to heating a dielectric medium by the electric field component of high-frequency radiation [
15]. Interestingly, microwave radiation heating does not rely on conductive materials and works directly on the dielectric material. Thus, this technique can heat conventional asphalt mixtures without any conductive materials, although using conductive additives can accelerate heating [
15].
Previous studies have focused on incorporating conductible materials into asphalt mixtures to speed up the heating of mixtures subjected to electromagnetic induction or microwave radiation. The heating efficiency depends on many factors, including the conductivity and other characteristics (e.g., type, diameter, length, and percentage) of the additives/fibers added to the mixture, their spatial distribution, and the type of aggregates and fillers used in the mixtures. Theoretically, it is feasible to repair cracks in asphalt concrete by adding conducting fibers, improving its conductivity, and heating the mixture with induction energy to increase its self-healing rate [
16]. García et al. [
17] defended that the amount of heat generated in induction heating depends mainly on the radius of the fibers rather than on their volume in the mixture. According to Norambuena-Contreras and Garcia [
18], crack healing of asphalt mixtures by microwave heating can be achieved by adding metallic fibers to the asphalt mixture composition. These fibers can increase the heating rates of asphalt mixtures since they can absorb and conduct more thermal energy than the other components of the mixture (i.e., aggregates and bitumen). The authors concluded that a higher fiber content contributes to fiber clusters and mix oxidation.
Incorporating SSA in asphalt mixtures, besides reducing the consumption of natural aggregates, also contributes to enhancing the heating of asphalt mixtures through induction heating systems due to their chemical composition. Steel slag is a desirable low-cost absorber to trigger microwave heating with excellent magnetic properties [
19]. In another study, the authors concluded that replacing 30% natural aggregates with steel slag aggregates provides better healing results and helps the mixture improve the load–displacement relationship with higher ductile behavior [
20]. Wan et al. [
21] studied how the composition and size of steel slag aggregates affect the asphalt mixtures’ induction heating efficiency. This paper investigated the steel slag’s heating efficiency based on its components, size, and iron element content. The authors concluded that the steel slags could be heated by induction and that iron and Fe
3O
4 were the active components. Besides, steel slag aggregates with higher iron content generally had higher heating efficiency. Li et al. [
22] studied the feasibility of replacing limestone filler with steel slag filler to enhance the heat release and self-healing properties of asphalt mastics. The authors concluded that the steel slag filler-based asphalt mastics showed better healing rates than the limestone filler ones because the steel slag filler could convert the energy of microwave irradiation into more thermal energy.
Evaluating self-healing effectiveness is one of the most critical tasks in this type of research. Several specific tools, methods, and tests have been applied to quantify the success of self-healing in different asphalt materials (i.e., bitumen, mastics, and asphalt mixtures), which depend on the type of material studied. In particular, the semicircular bending (SCB) fracture test and the four-point bending fatigue test are the principal tests used for measuring the self-healing efficiency of asphalt mixtures [
18,
23,
24].
In this type of scientific study, there are naturally some limitations. The main limitation is its applicability in a practical context, as microwave radiation heating is distributed more or less uniformly over the whole surface area of the specimen. In contrast, the heating of actual road pavements can only be done on the pavement’s surface course. Thus, comparative studies should be made with other heating methods, e.g., electromagnetic induction, to see which is the most efficient in a laboratory and practical context. Furthermore, in the future, an environmental and economic study of the life cycle of an asphalt mixture with this heating method should be carried out to validate its feasibility.
3. Materials and Methods
3.1. Materials
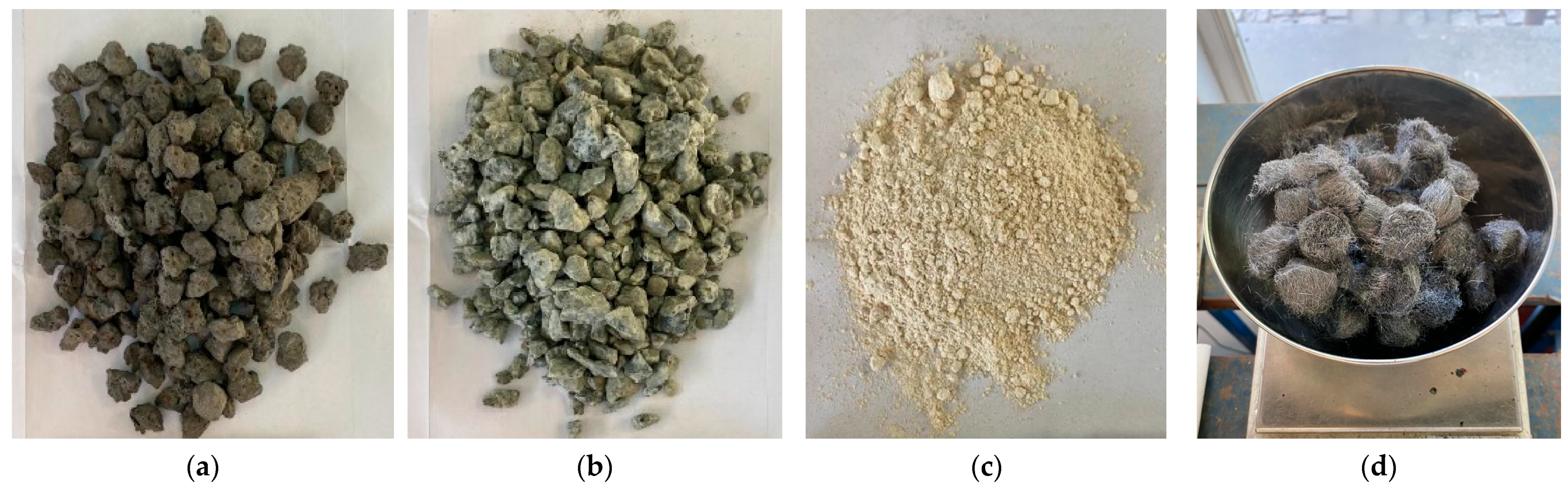
The materials used in this study were a 35/50 pen-grade bitumen and those presented in
Figure 1, which include steel slag aggregates (SSA), natural granitic aggregates (NGA), limestone filler (LF), and steel wool fibers (SWF).
3.2. Aggregates and Bitumen Characterization
This study used natural granite and steel slag aggregates formerly characterized at the University of Minho, as presented in a previous study [
10]. In that study, several tests indicated the aggregates’ properties, including the particle density and water absorption, the wear resistance through the micro-Deval coefficient, the resistance of coarse aggregates to polishing, and the binder–aggregate affinity. The authors concluded that SSA has excellent potential for incorporation into asphalt mixtures due to its excellent wear and polishing resistance and good bitumen affinity.
The particle size distribution of the different aggregate fractions for the SSA (0/10 and 10/14) and the natural aggregate fractions (0/4, 4/6, and 6/14) was determined using the EN 933-1 standard. Those results were essential to designing asphalt mixtures that comply with the grading envelope of the Portuguese specifications [
25].
The bitumen used in this study was characterized by the penetration test at 25 °C, according to EN 1426, and the softening point test using the ring and ball method, according to EN 1427.
3.3. Definition of the Percentage of Steel Wool Fibers
The percentage and geometry of the fibers selected in this work to incorporate in the asphalt mixtures for self-healing assessment were based on previous studies.
Liu et al.’s [
26] study used a fiber percentage of 6% of the bitumen volume with positive results since the asphalt mixtures showed higher strength values than those without fibers. In the same paper, the authors mentioned the excellent resistance to particle loss and acceptable induction speed of the mixtures with fibers. However, the fiber length was only 4.2 mm, which was not ideal for a faster temperature rise in asphalt mixtures.
Tabaković et al. [
27] used three different fiber percentages for each asphalt mixture (5, 10, and 15% of the bitumen volume) with a fiber length of 10 mm. The asphalt mixture with 5% fibers had several advantages, showing the best self-healing results. Moreover, the good results were visible to the naked eye since the crack closed entirely after healing, and the asphalt mixture did not present additional problems, such as, for example, the formation of crusts or oxidation, observed in mixtures with a higher percentage of fibers.
Gallego et al. [
28] produced several asphalt mixtures with different percentages of fibers between 0.2% and 1.8% of the mixture’s total mass, using fibers with a variable length (5 mm or 10 mm) and diameter (0.04–0.06 mm and 0.10–0.12 mm) in each mixture. That paper demonstrated that the energy efficiency of the 10 mm-long fibers is higher than that of the 5 mm-long fibers, and the fibers with 0.04–0.06 mm thicknesses had the best healing performance. Finally, the authors confirmed that only 0.2% of the fibers over the mixture’s total mass was sufficient to obtain the expected performance for 10 mm-long fibers.
Therefore, based on the mentioned articles, this work selected the following conditions to produce mixtures B and C with steel wood fibers: a percentage of fibers equal to 7% of bitumen mass or 0.35% of the asphalt mixture total mass, with lengths of nearly 10 mm and a diameter between 0.04 and 0.06 mm. The fibers were cut from steel wool into pieces with the chosen lengths and then separated manually to obtain the necessary amount of fiber.
3.4. Mix Design, Production, and Characterization of Asphalt Mixtures
The following asphalt mixtures (AC 14 surf 35/50) were selected for this study to evaluate the composition influence on their mechanical and self-healing performance:
Mixture A (MA)—a conventional mixture with natural aggregates.
Mixture B (MB)—a new mixture with natural aggregates and steel wool fibers.
Mixture C (MC)—a new mixture with steel slag aggregates, natural aggregates, and steel wool fibers.
The asphalt mixtures design was based on the various aggregate fractions’ density and particle size distribution, adjusting the final grading curves within the AC 14 surf grading envelope stated in the Portuguese standards [
25]. Mixture C incorporated 50% steel slag aggregates, while mixtures A and B were produced with natural aggregates.
In this study, a 5.0% bitumen content was defined for all mixtures to reduce the number of independent variables under analysis. The bitumen content was defined based on the optimum content determined in a previous study through the Marshall mix design method [
10]. Steel wool fibers (SWF) were added to the bitumen and aggregate blend for mixtures B and C. The mass of steel wool fibers added was the same for both mixtures, i.e., 7% of the bitumen mass of each mixture. The mixtures’ production occurred at a mixing temperature of 165 °C, specified in EN 12697-35 standard, after heating the aggregates at 170 °C and the bitumen at 165 °C. The materials of each mixture were mixed roughly for two minutes until the aggregates were fully covered by bitumen. In mixtures B and C, the steel wool fibers were gradually placed into the mixer bowl during the total mixing time to distribute the fibers better.
Two pieces of equipment were used for asphalt mixture compaction. First, three rectangular slabs of each mixture were compacted at 150 °C with the roller compactor equipment, according to EN 12697-33. This compaction uses a segmented roller with alternated operated rotation, simulating a street roller’s on-site action. The slabs were later cut into twelve beams (380 × 51 × 64 mm3). Then, nine cylindrical specimens of each mixture (diameter of 101 mm and a height of nearly 63 mm) were compacted at around 150 °C, applying 75 blows per side using a Marshall impact hammer, according to EN 12697-30.
The cylindrical specimens were initially used to study their microwave induction heating and, after being cut diametrically, to study the fracture toughness in a semicircular bending (SCB) test. The beams were tested for induction heating and were essential to determining the fatigue resistance and stiffness modulus in a four-point bending test.
After compaction, the samples’ bulk density (BD) was determined according to method B of EN 12697-6, and the mixture’s maximum density (MD) was assessed according to method A of EN 12697-5. Both values were used to calculate the air voids content of each asphalt mixture, which must be controlled within the limits specified in the Portuguese specifications [
25]. According to those specifications, AC 14 surface mixtures should have an air voids content between 3% and 5%. Furthermore, it is stated that the air voids content must be calculated using EN 12697-8 and EN 12698-6 standards.
3.5. Preliminary Microwave Induction Heating Tests of Asphalt Mixtures
Three cylindrical specimens of each mixture were used in a preliminary study to evaluate the thermal induction behavior of the different asphalt mixtures as a function of the microwave power and heating time. Several scientific studies analyzed different procedures for heating asphalt mixtures with microwave radiation. The ideal self-healing induction time varies depending on the equipment, specimen geometry, asphalt mixture type, and induction power [
26,
27,
28].
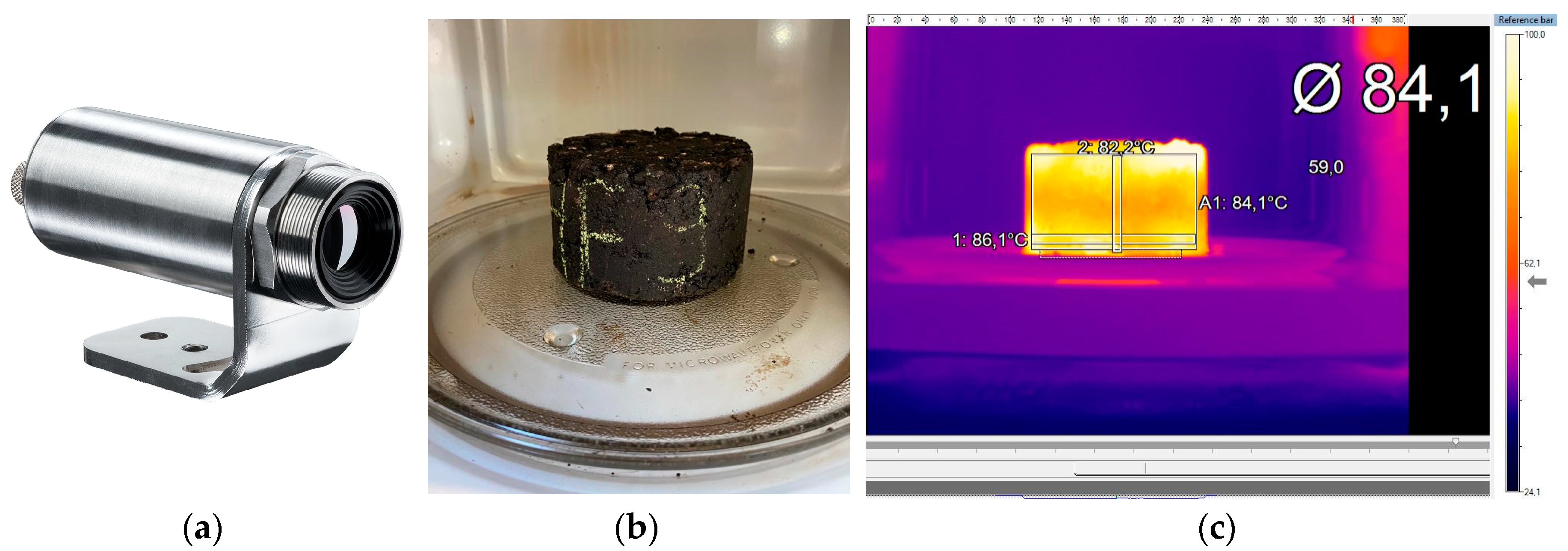
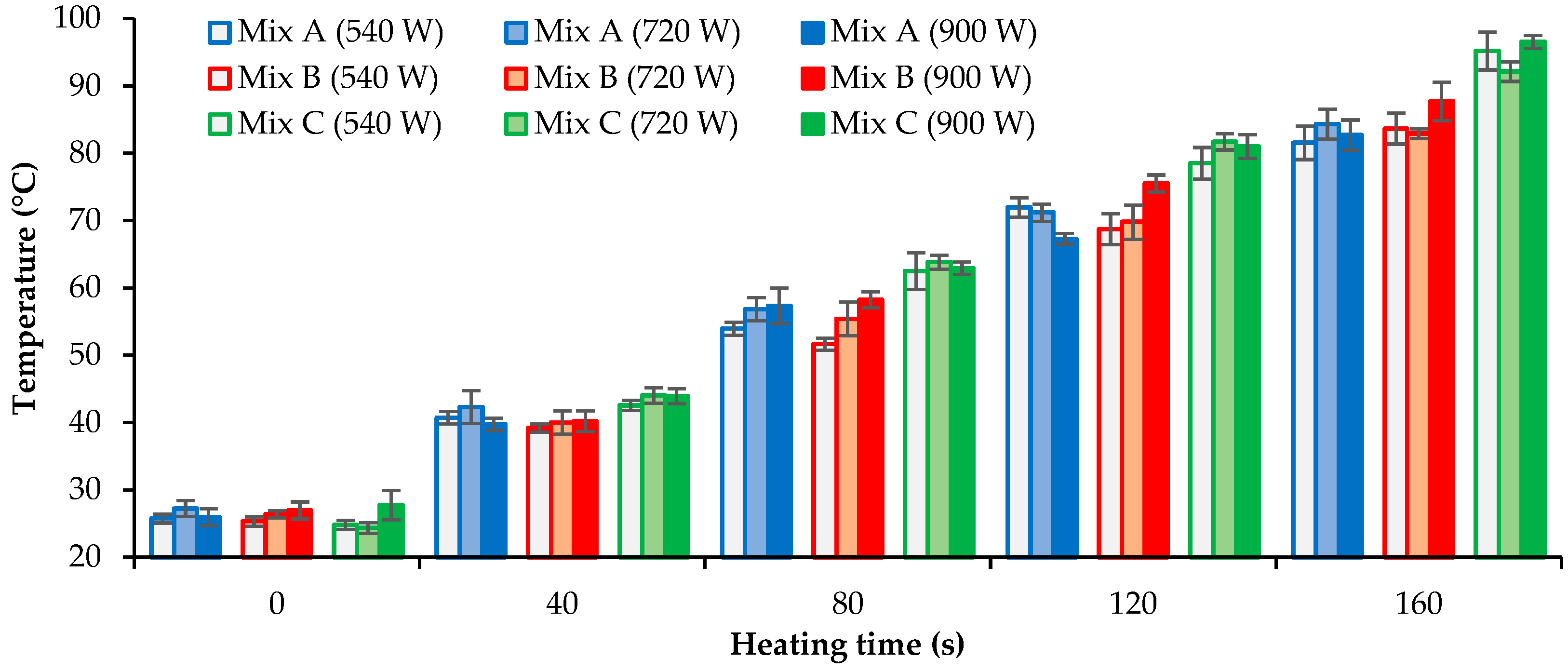
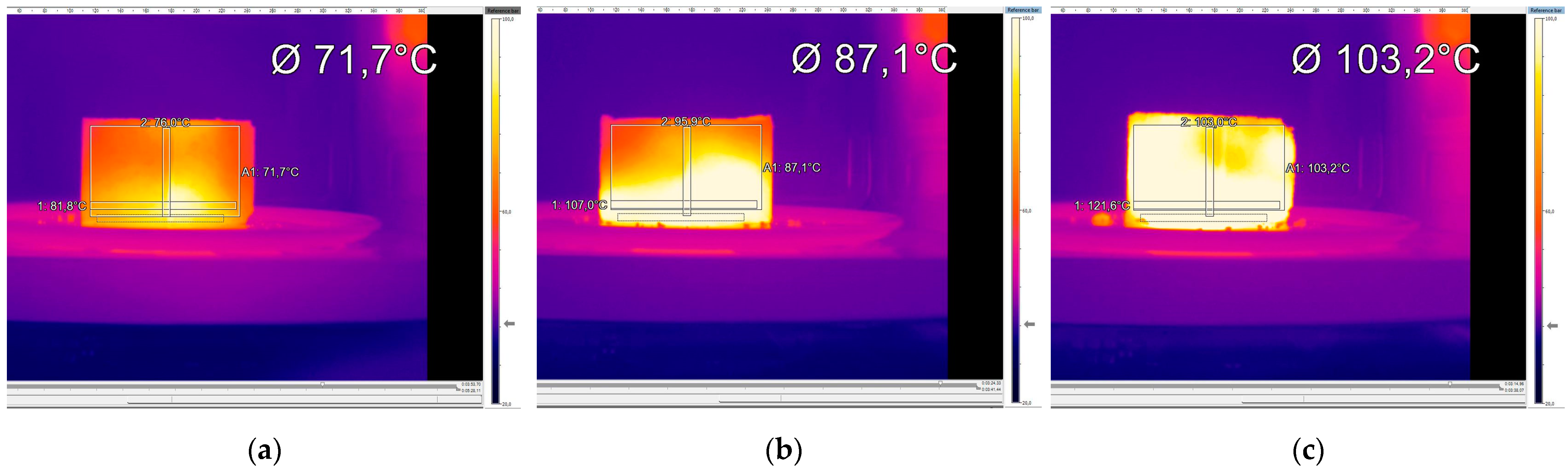
Therefore, a preliminary analysis was performed in this work to assess the temperature evolution of the specimens when induced at different microwave power levels of 540 W, 720 W, and 900 W, with temperature measurements with a thermographic camera every 40 s for a total heating time of 160 s.
Figure 2 shows the main steps for measuring the surface temperature of each test specimen. Before being tested, the specimens were placed in a thermal chamber at 20 °C to homogenize the initial test conditions. In addition, the results of the thermographic camera were previously calibrated in the laboratory.
The microwave radiation distribution was uniform over the surface of the cylindrical specimen since a rotating plate was used during the microwave heating. On the other hand, the microwave rotating plate could not be used when heating the fatigue test beams (
Section 3.6.3) due to their dimensions. Thus, radiation may have been unevenly distributed over the whole surface of the beams.
3.6. Self-Healing Assessment and Mechanical Characterization of the Asphalt Mixtures
Mechanical characterization is essential to analyzing the performance of any asphalt mixture, but it gained additional importance in this work. Some properties of the studied asphalt mixtures (e.g., fracture strength and fatigue life) were assessed at different damage stages to calculate the healing ratio derived from a microwave thermal induction process. Thus, the self-healing performance of the studied asphalt mixtures was assessed by a cyclic set of mechanical tests (i.e., semicircular bending, fatigue, and stiffness modulus tests) followed by microwave radiation heating periods applied to heal the damaged specimens, as detailed in the following sections.
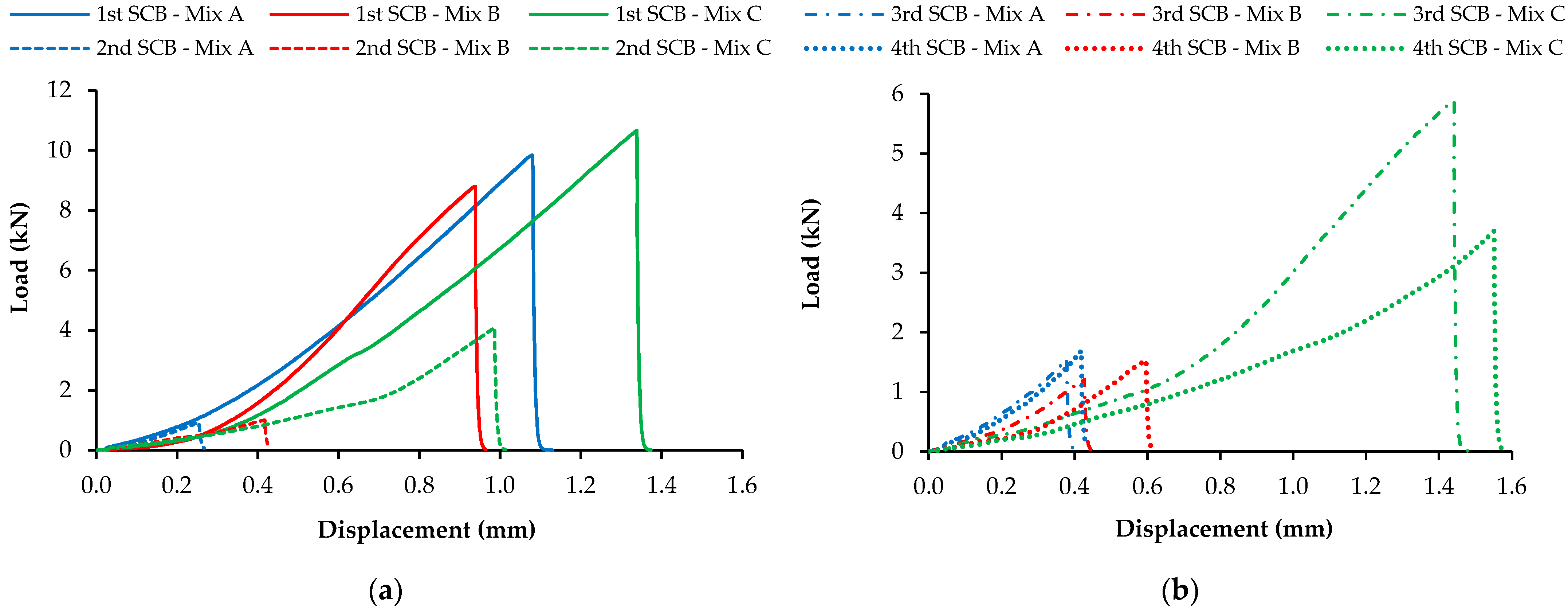
3.6.1. Semicircular Bending Test
The asphalt mixtures were initially characterized through a three-point bending test performed on semicircular specimens, according to EN 12697-44 standard. This test evaluated the fracture toughness of the three asphalt mixtures, measuring the maximum fracture load and the corresponding displacement for the twelve specimens tested.
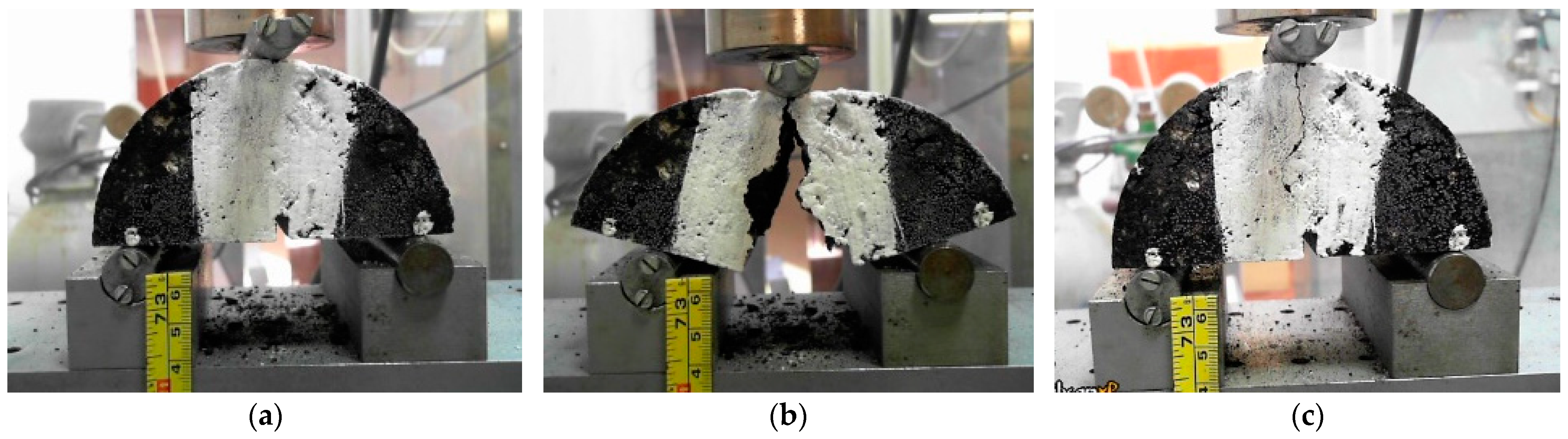
The test was performed in a Matest Unitronic universal loading structure in a bending test configuration with two support points spaced out 8 cm apart and a load application point at the specimen’s midpoint, as presented in
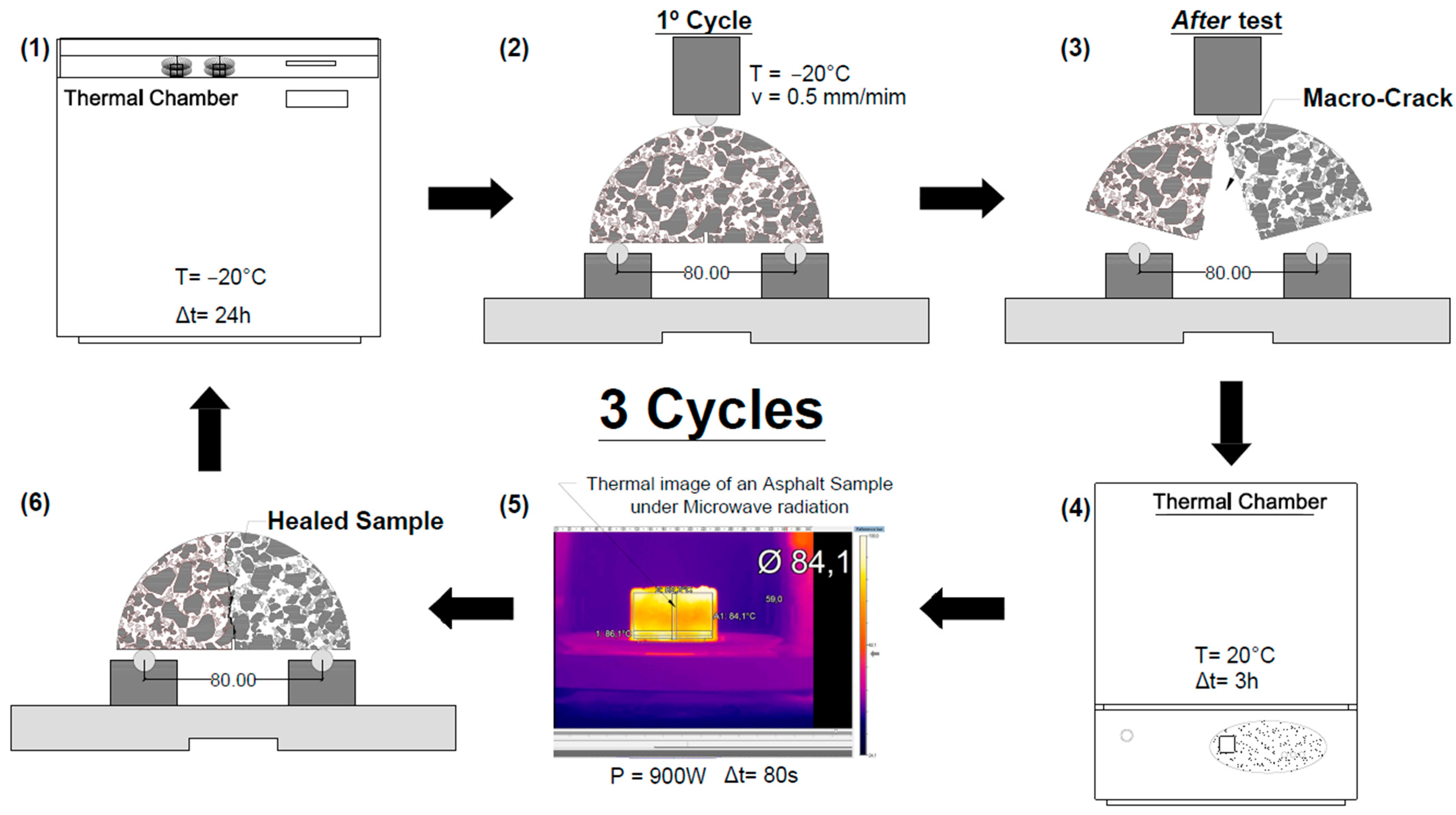
Figure 3. The load application speed was 0.5 mm/min, and the test temperature was −20 °C. This low temperature ensures a brittle fracture of the specimens, creating well-defined cracks that are easier to control during the healing phase. Before the fracture test, a 1 cm-deep notch was made at the semicircular specimens’ half span to regulate the crack’s start and progression.
The procedure adopted to calculate the healing capacity of asphalt mixtures through cycles of semicircular bending tests (fracture stage) and microwave radiation heating (healing stage) is summarized in the following steps and
Figure 3.
The semicircular specimens are conditioned in a thermal chamber at −20 °C for 24 h.
The semicircular bending (SCB) test is performed at a speed of 0.5 mm/min.
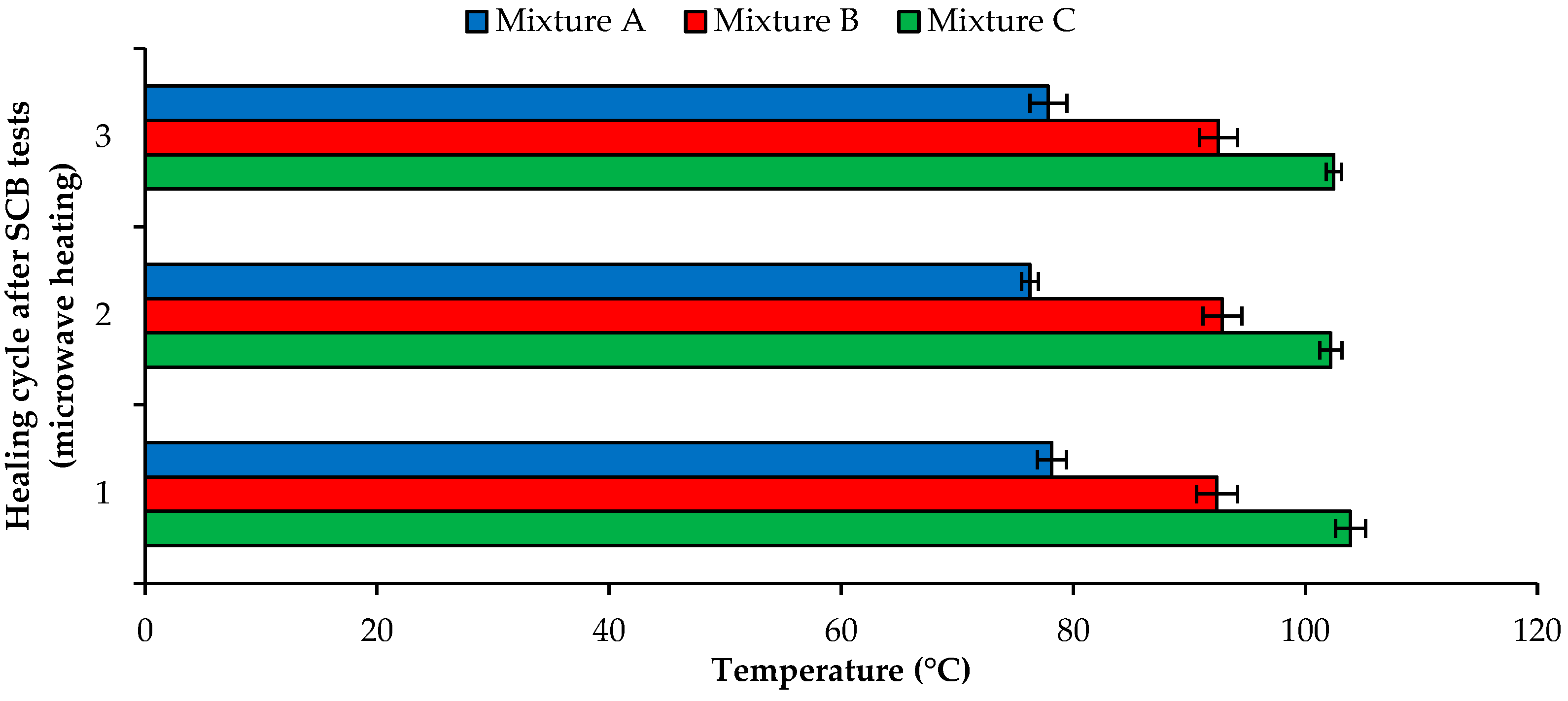
The damaged specimens are placed in a ventilated thermal chamber at 20 °C for three hours to evaporate some moisture in the crack.
Microwave radiation heating is applied for 80 s using a microwave oven at a power of 900 W during the healing phase.
After induction, the specimens rest at room temperature for 2 h before repeating procedures 1 to 5 for three consecutive cycles.
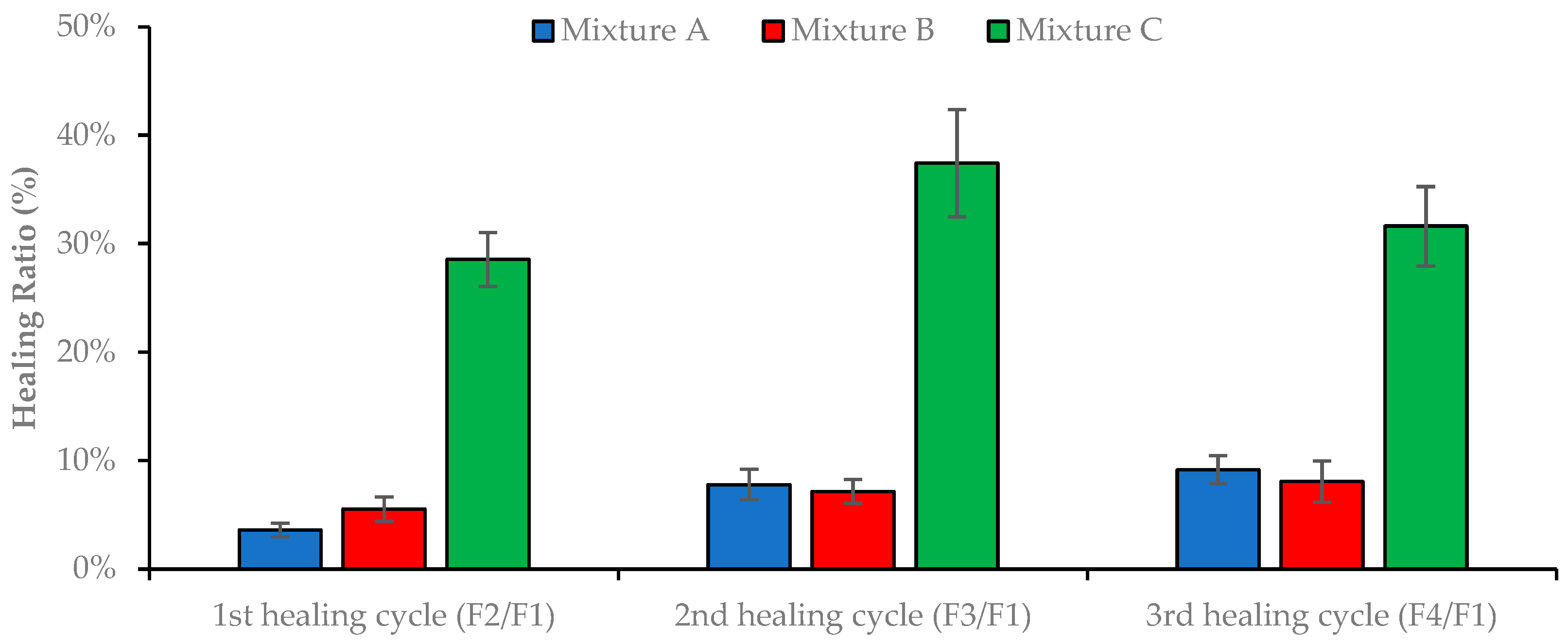
The main objective of the fracture test was to determine the strength recovery (healing) capacity of the mixtures induced by heating after the complete rupture of the specimens. The average strength recovery was computed as the mixture healing ratio (HR), according to Equation (1). This parameter calculates the proportion between the peak load reached by the intact specimen before the healing cycles (F
initial) and the peak load achieved by the damaged sample after each induction heating cycle of the healing process (F
final).
Finally, after concluding the three healing cycles in this test configuration, the healing ratios of the three asphalt mixtures resulting from each healing stage were calculated to analyze the influence of each asphalt mixture composition on its healing capacity.
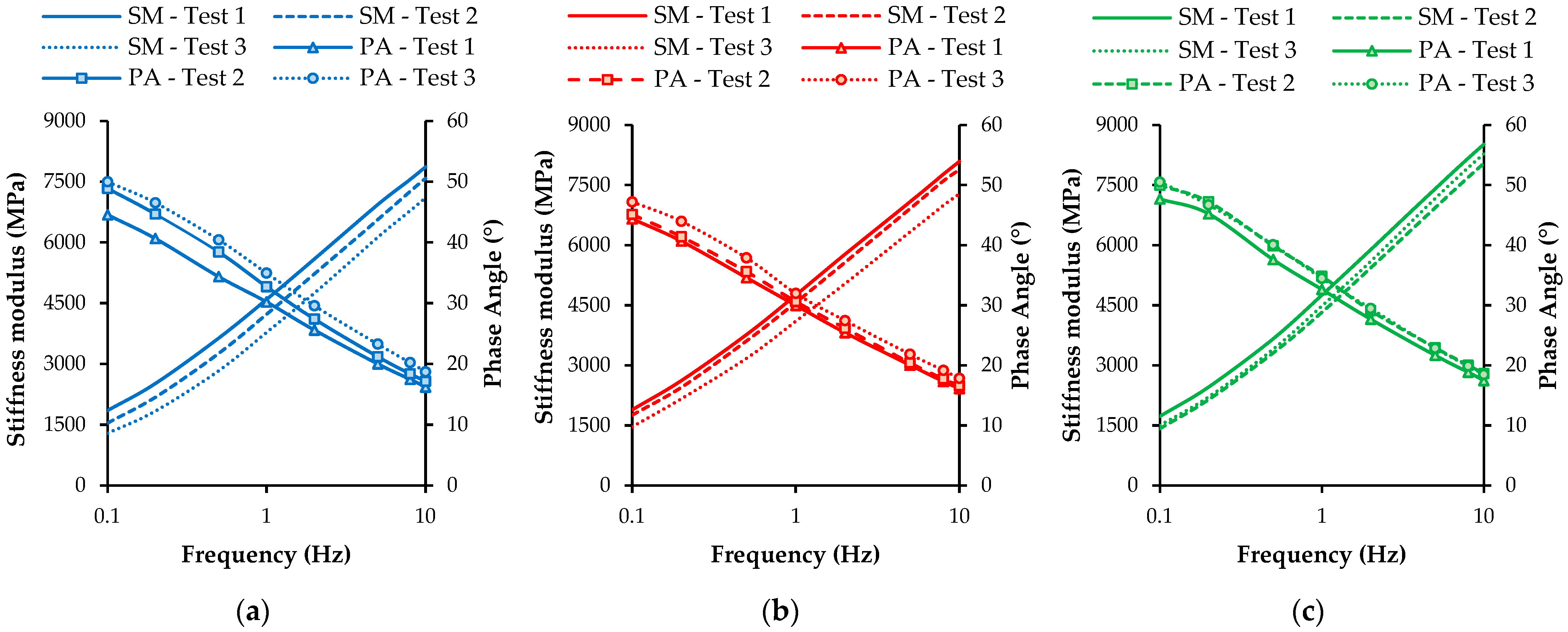
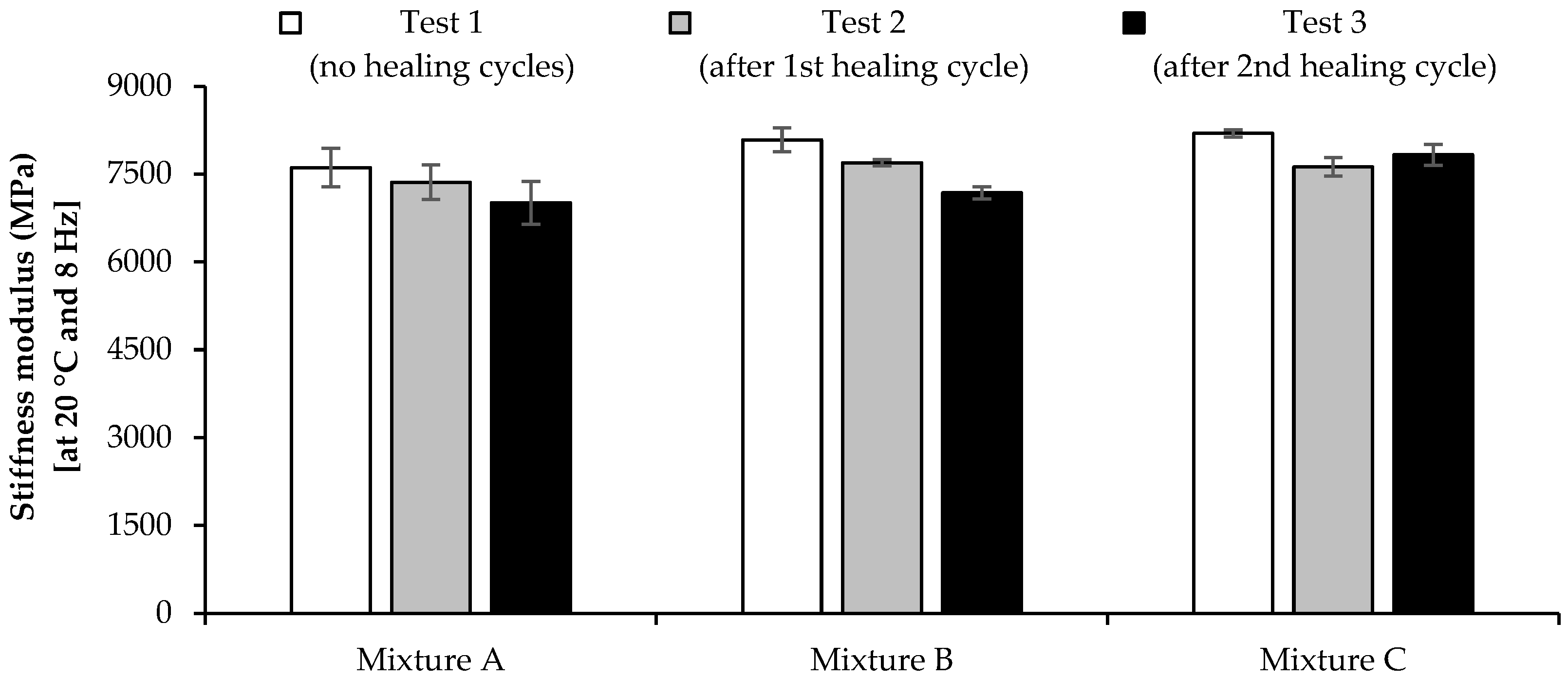
3.6.2. Stiffness Modulus Test
The stiffness modulus is a fundamental characteristic of asphalt mixtures used as input in road pavement design and is essential to assessing the structural behavior of infrastructures with asphalt layers. This property depends on several factors, such as (1) temperature, (2) loading frequency, and (3) material characteristics.
The analysis of this property is complex from the point of view of the structural performance of a pavement. For example, increasing the stiffness increases the structure’s bearing capacity by reducing the resulting strain levels in the pavement layers. Nevertheless, asphalt mixtures with increased stiffness can also reduce the flexibility of the pavement, reducing fatigue cracking resistance.
Three beams of each mixture were tested in a four-point sinusoidal bending test configuration with two support points at the ends and two load application points in the middle span of the beam to evaluate the stiffness modulus of the studied asphalt mixtures. The test was performed under controlled strain at 20 °C according to the EN 13108-20 standard. In addition, a low peak-to-peak strain level (1 × 10−4) was set to assess the stiffness modulus in the linear region of the asphalt mixtures’ viscoelastic behavior. In this test, the amplitude of the sinusoidal strain wave was plus-minus 50 microstrains. A frequency sweep test (0.1, 0.2, 0.5, 1, 2, 5, 8, and 10 Hz) was carried out according to EN 12697-26 standard procedures to determine the stiffness modulus of asphalt mixtures.
Those three beams were tested twice again after being exposed to two healing cycles to determine the change in the stiffness modulus caused by induction heating with a microwave (210 s at a power level of 900 W).
3.6.3. Fatigue Cracking Test
The fatigue cracking test evaluates the behavior of asphalt mixtures concerning fatigue cracking caused by repetitive loads of heavy traffic under specific weather conditions. This test is performed following the EN 12697-24 standard, applying a sinusoidal cyclic load at a frequency of 10 Hz in a four-point bending configuration (similar to the stiffness modulus test) at 20 °C, as suggested by the EN 13108-1 standard. Unlike the stiffness modulus test, the fatigue test is destructive since it applies high strain levels (4 × 10−4) that cause progressive fatigue cracking damage to the nine asphalt mixture beams tested.
The fatigue cracking test aims to determine the fatigue life of the mixtures, i.e., the number of cycles required for the asphalt mixture to reach fatigue failure. The number of load cycles at which the stiffness modulus reduces to half its initial value (N0.5) is usually the fatigue failure criterion used to define the fatigue life of the beams for each strain level when fatigue tests are performed under strain control. However, induced healing of road pavements should be used as a maintenance technique and is not expected to be only applied after total fatigue cracking failure. Thus, other approaches were explored in the literature to define a less aggressive fatigue-stopping criterion, allowing an improved healing performance of the asphalt mixtures during their thermal induction in the microwave.
During the literature review, several papers advocated that the beams should not be tested until total fatigue cracking failure to obtain a better healing ratio. Garcia et al. [
29] showed that the optimum moment to induce self-healing of asphalt mixtures occurs at 35% of the number of cycles of total fatigue failure (0.35 × N
0.5). Liu et al. [
30] presented positive self-healing results using a more practical approach to define the fatigue failure criterion before applying healing cycles. The authors set a new fatigue stop criterion as the number of load cycles causing a reduction of 35% in the initial stiffness modulus (N
0.35).
In this work, the fatigue tests considered the same fatigue failure criterion (N
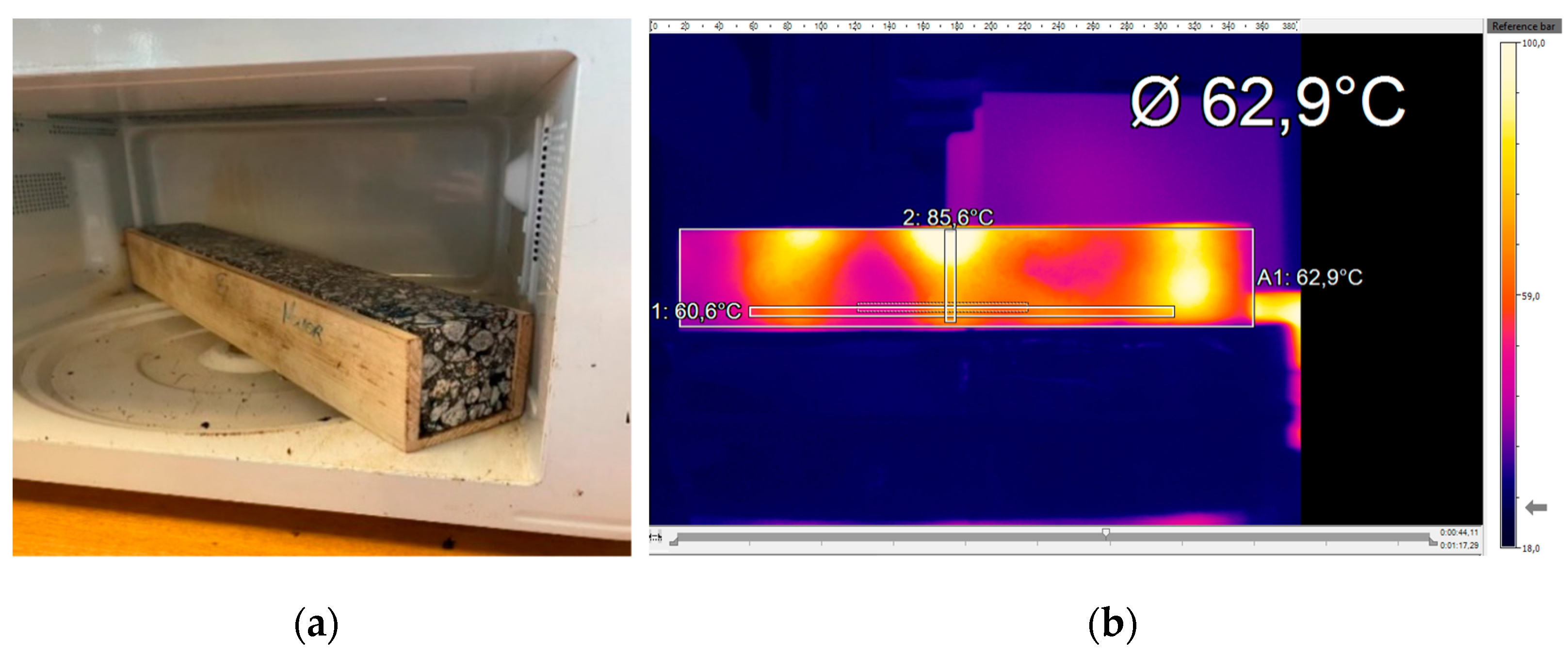
0.35) before applying each healing stage, stopping the fatigue test when the initial stiffness modulus was reduced by 35%. During the healing stage, the beams were put in the microwave oven (
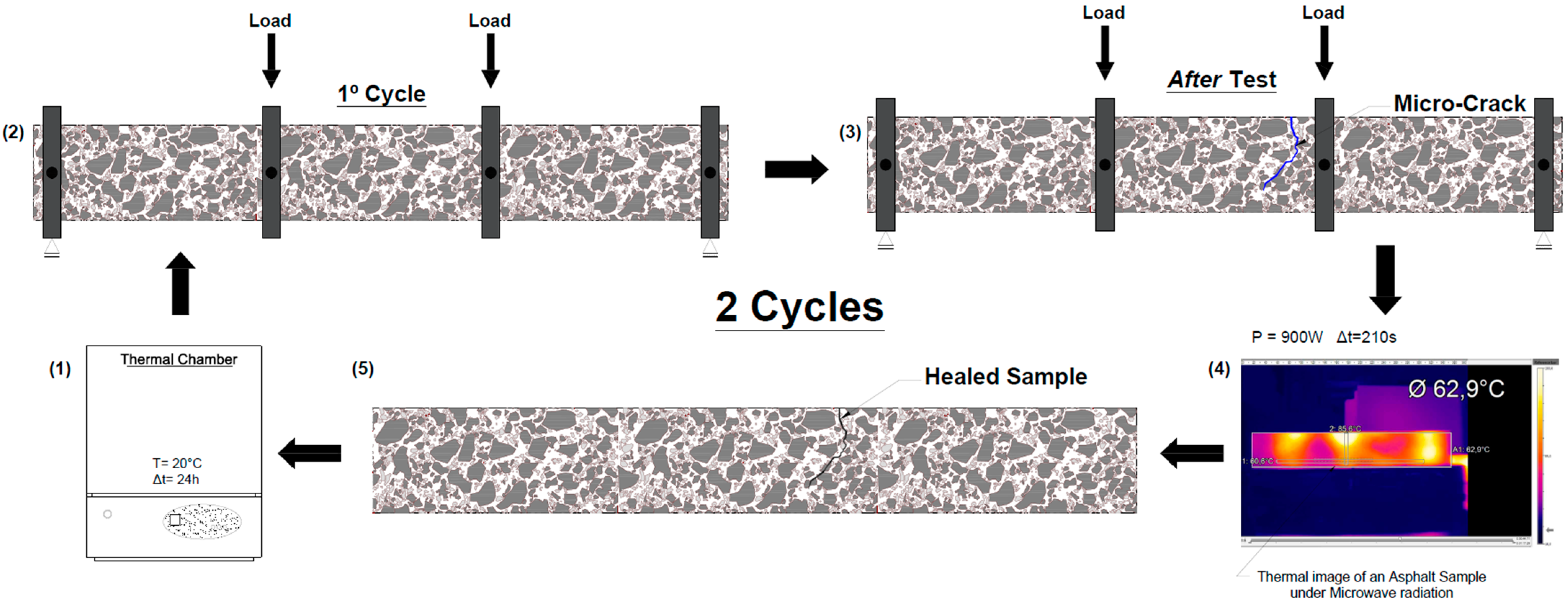
Figure 4) inside a wooden mold to prevent permanent deformation at high temperatures. The asphalt mixtures were then heated for 210 s at a power level of 900 W since these were the optimum conditions observed for beams. Finally, the beam’s temperature distribution was measured using a thermographic camera.
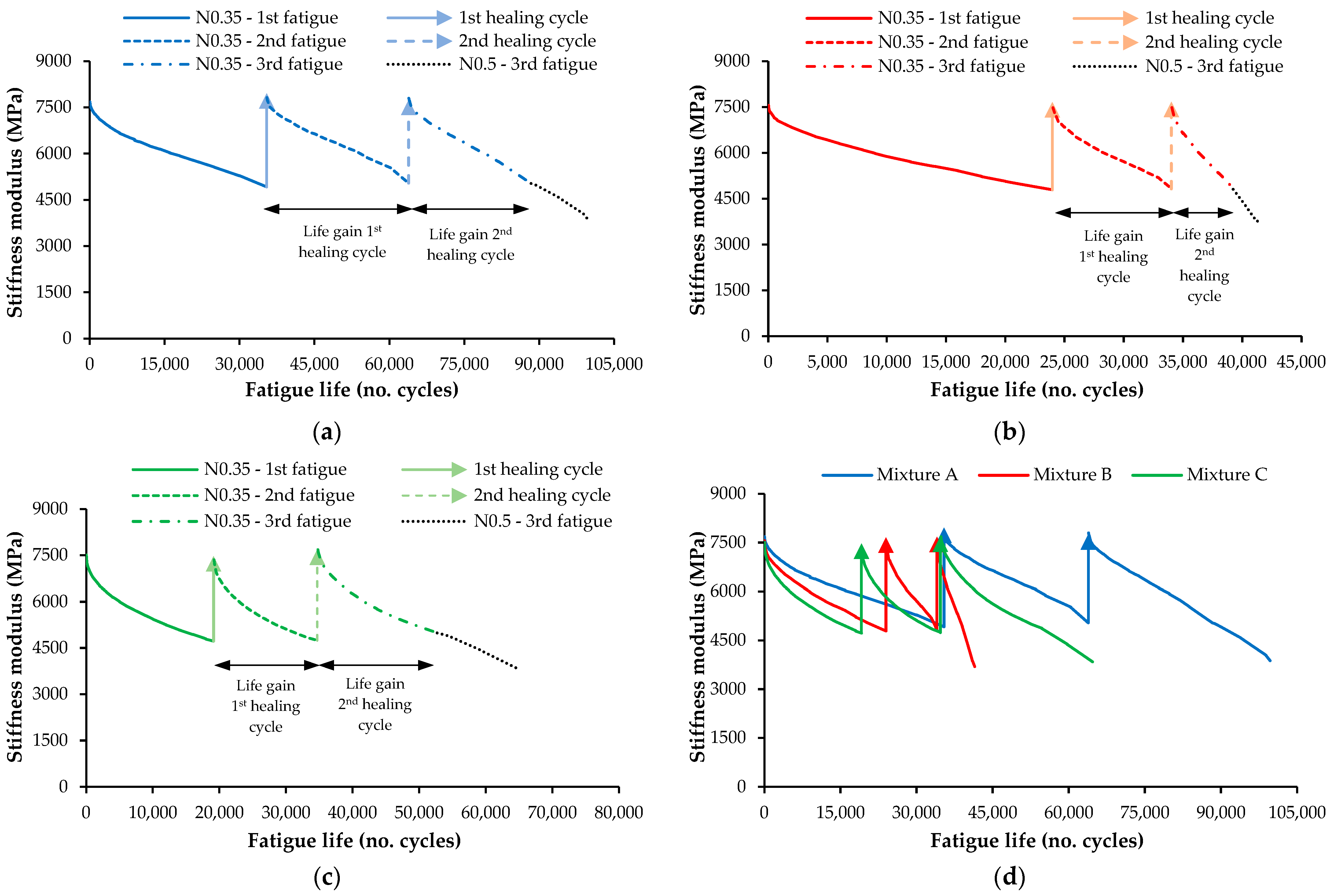
After the first healing stage, the beams were tested again to evaluate asphalt mixtures’ fatigue life, using the same fatigue failure criterion (N
0.35), before applying a second healing cycle. Finally, a third fatigue test was carried out on the healed beams to evaluate the fatigue life for two fatigue failure criteria: (1) N
0.35 to calculate the healing index after fatigue and (2) N
0.5 to assess the total fatigue failure of the mixtures. The cyclic setup of the fatigue tests and microwave heating stages is shown in
Figure 5.
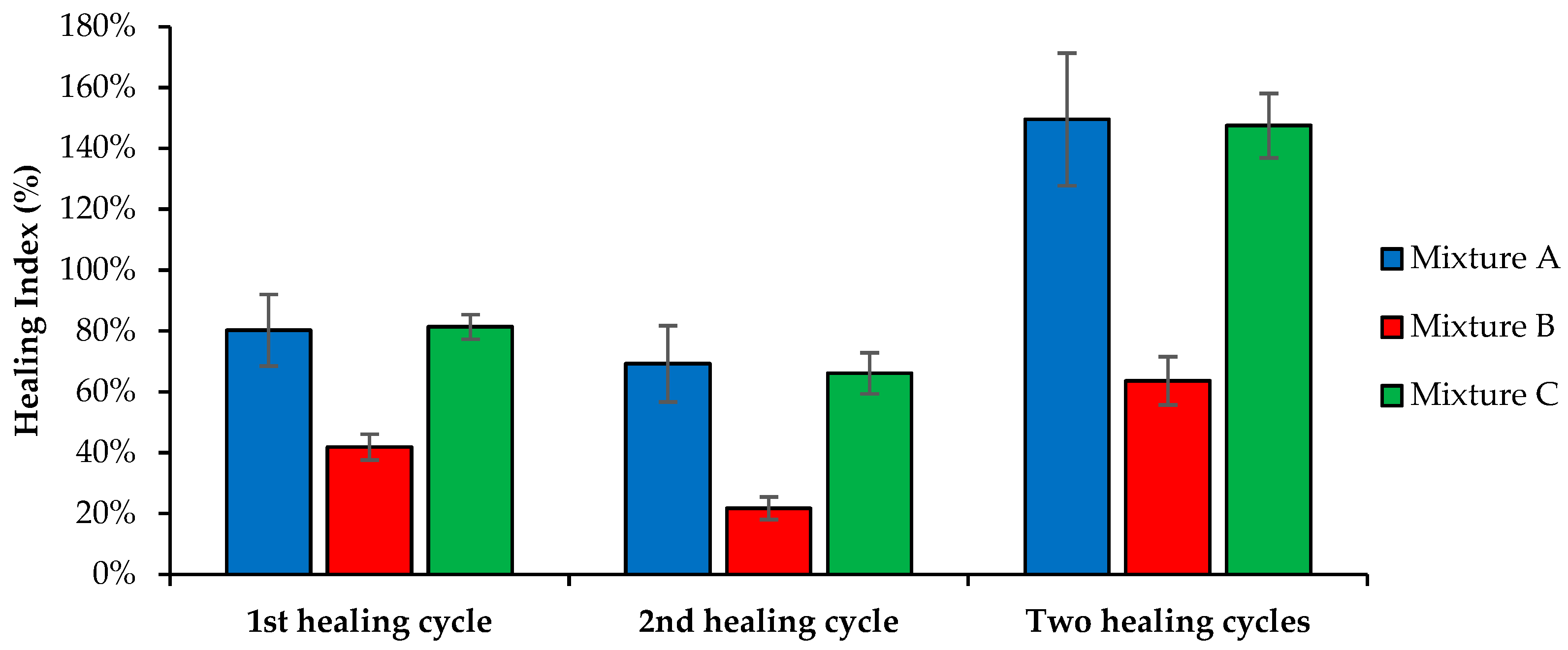
This cyclic setup evaluated the pavement’s service life gain after healing by comparing the fatigue life (number of cycles corresponding to N
0.35) of beams subjected to fatigue tests before and after microwave radiation heating. The regeneration or healing index (HI) was calculated to determine the gain in a pavement’s service life [
31].
After carrying out the consecutive fatigue tests, the HI value was computed as the ratio of the differential fatigue life after healing (𝑁
𝑓 − 𝑁
𝑥) to the fatigue life in the first test (𝑁
𝑥), as shown in Equation (2), for a given fatigue failure criterion (35% reduction of the initial stiffness). 𝑁
𝑓 is the fatigue life of the mixture after healing (no. of cycles), and 𝑁
𝑥 is the mixture fatigue life in the first fatigue test (no. of cycles) before healing.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}