
Strengthening of Mg Alloy with Multiple RE Elements with Ag and Zn Doping via Heat Treatment


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Analysis
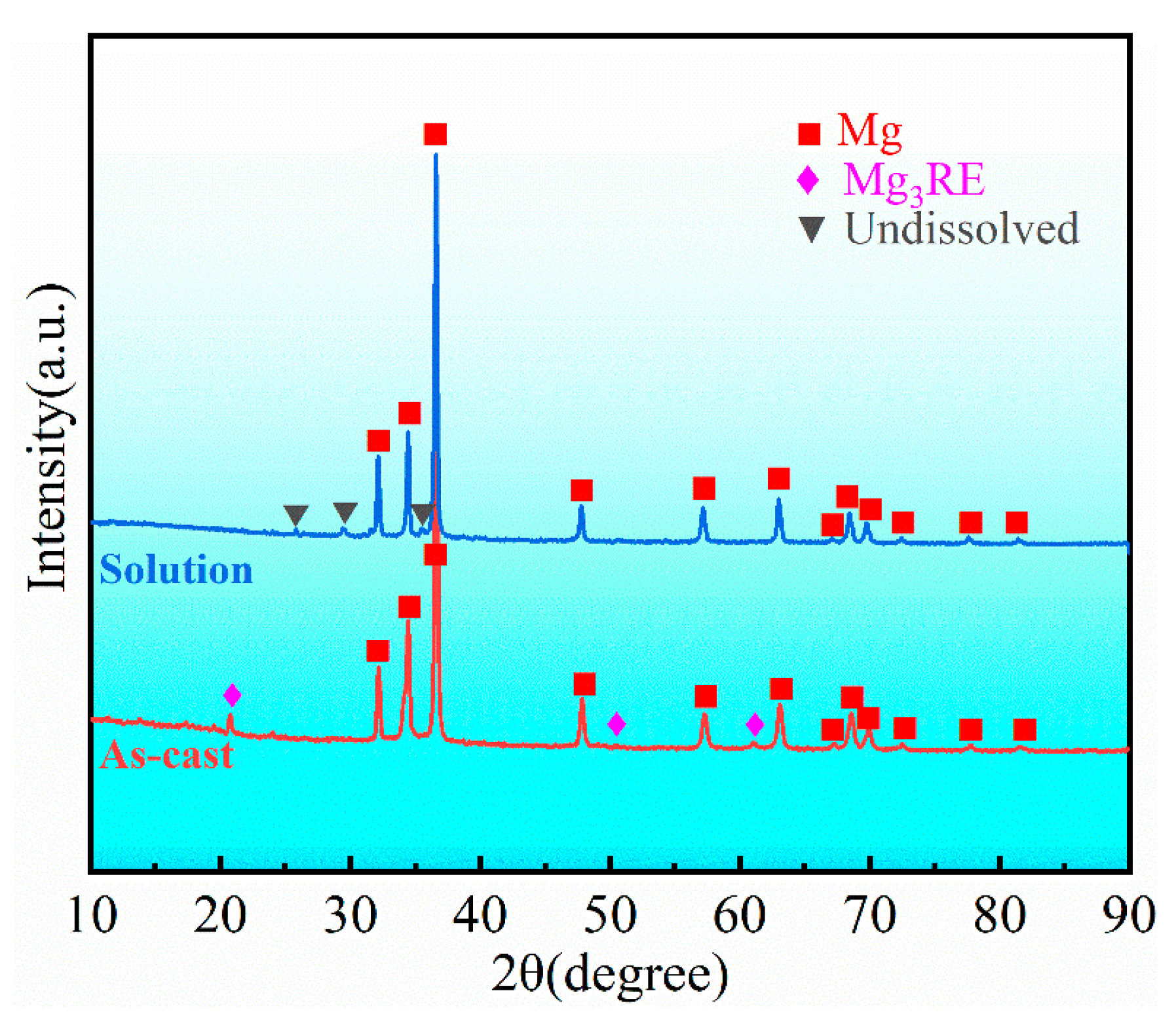
3.1. Microstructure of As-Cast Alloy
3.2. Solution Treatment
3.3. Age Hardening Behavior and Precipitate
3.4. Relevance between Tensile Properties and Mechanical Properties
3.5. Fracture Mechanism
4. Conclusions
- (1)
- The as-cast alloy possesses an average grain size of 40 ± 3 µm, predominantly comprising an α-Mg matrix and a reticular Mg3RE phase enriched with RE, Ag, and Zn. After solid-solution treatment, the grain size increases slightly to 43 ± 3 µm, and the undissolved second phase of the alloy mainly transforms to a granular Mg41Nd5-type phase (a = 15.01 Å and c = 10.21 Å).
- (2)
- The strategy of adopting multiple RE elements to alloy a Mg alloy instead of a single RE element, as well as introducing Ag and Zn doping, is effective to obtain remarkable aging hardening effects. The hardness increased from 80 HV in solid-solution conditions to 118 HV after peak-aging for 72 h at 200 °C.
- (3)
- After peak-aging for 72 h at 200 °C, the alloy exhibits outstanding tensile properties. The UTS, YS, and fracture elongation of the tested alloy were 330 ± 5 MPa, 228 ± 5 MPa, and 6.0 ± 0.9%, respectively. These excellent tensile properties are due to the synergistic effect of basal γ″ precipitate and prismatic β′ precipitate.
- (4)
- The alloy exhibits varying fracture behavior depending on different heat treatment conditions. In its as-cast state, the primary mode of fracture is inter-granular, whereas in the solid-solution and peak-aging conditions, the predominant mode of fracture is a mixture of trans-granular and inter-granular fractures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties—applications—potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Papenberg, N.P.; Gneiger, S.; Weissensteiner, I.; Uggowitzer, P.J.; Pogatscher, S. Mg-Alloys for forging applications—A review. Materials 2020, 13, 985. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Tan, L.; Yu, X.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef] [PubMed]
- Hou, L.; Li, B.; Wu, R.; Cui, L.; Ji, P.; Long, R.; Zhang, J.; Li, X.; Dong, A.; Sun, B. Microstructure and mechanical properties at elevated temperature of Mg-Al-Ni alloys prepared through powder metallurgy. J. Mater. Sci. Technol. 2017, 33, 947–953. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A review on casting magnesium alloys: Modification of commercial alloys and development of new alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Ma, T.; Zhao, S.; Guo, E.; Zhao, L.; Fan, R.; Zhang, Y.; Wang, L. Microstructure evolution and strengthening mechanism analysis of novel Mg–RE-Ag alloy during heat treatment. J. Mater. Res. Technol. 2022, 21, 692–703. [Google Scholar] [CrossRef]
- Ma, T.; Zhao, S.; Guo, E.; Zhao, L.; Fan, R.; Zhang, Y.; Wang, L. Formation of enclosed precipitates structure in a novel Mg–RE alloy to enhance high-temperature mechanical properties. Mater. Lett. 2022, 327, 133048. [Google Scholar] [CrossRef]
- Zhang, D.; Zhao, S.; Chen, H.; Feng, Y.; Guo, E.; Li, J. Microstructure and Mechanical Properties of EK30 Alloy Synergistically Reinforced by Ag Alloying and Hot Extrusion for Aerospace Applications. Materials 2022, 15, 8613. [Google Scholar] [CrossRef]
- Najafi, S.; Sheikhani, A.; Sabbaghian, M.; Nagy, P.; Fekete, K.; Gubicza, J. Modification of the Tensile Performance of an Extruded ZK60 Magnesium Alloy with the Addition of Rare Earth Elements. Materials 2023, 16, 2828. [Google Scholar] [CrossRef]
- Zhao, L.; Zhao, S.; Feng, Y.; Wang, L.; Fan, R.; Ma, T.; Wang, L. Effect of Solution Treatment Time on Microstructure Evolution and Properties of Mg-3Y-4Nd-2Al Alloy. Materials 2023, 16, 2512. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg–RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloy. 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Tian, Z.; Yang, Q.; Guan, K.; Meng, J.; Cao, Z. Microstructure and mechanical properties of a peak-aged Mg-5Y-2.5 Nd-1.5 Gd-0.5 Zr casting alloy. J. Alloys Compd. 2018, 731, 704–713. [Google Scholar] [CrossRef]
- Luo, K.; Zhang, L.; Wu, G.; Liu, W.; Ding, W. Effect of Y and Gd content on the microstructure and mechanical properties of Mg–Y–RE alloys. J. Magnes. Alloy. 2019, 7, 345–354. [Google Scholar] [CrossRef]
- Li, R.; Li, H.; Pan, H.; Xie, D.; Zhang, J.; Fang, D.; Dai, Y.; Zhao, D.; Zhang, H. Achieving exceptionally high strength in binary Mg-13Gd alloy by strong texture and substantial precipitates. Scr. Mater. 2021, 193, 142–146. [Google Scholar] [CrossRef]
- Peng, Q.; Wu, Y.; Fang, D.; Meng, J.; Wang, L. Microstructures and mechanical properties of Mg–8Gd–0.6 Zr–x Nd (x = 0, 1, 2 and 3 mass%) alloys. J. Mater. Sci. 2007, 42, 3908–3913. [Google Scholar] [CrossRef]
- Peng, Q.; Wu, Y.; Fang, D.; Meng, J.; Wang, L. Microstructures and properties of Mg–7Gd alloy containing Y. J. Alloys Compd. 2007, 430, 252–256. [Google Scholar] [CrossRef]
- Peng, Q.; Wang, J.; Wu, Y.; Wang, L. Microstructures and tensile properties of Mg–8Gd–0.6Zr–xNd–yY (x+y=3, mass%) alloys. Mater. Sci. Eng. A 2006, 433, 133–138. [Google Scholar] [CrossRef]
- Rong, W.; Wu, Y.; Zhang, Y.; Sun, M.; Chen, J.; Peng, L.; Ding, W. Characterization and strengthening effects of γ′ precipitates in a high-strength casting Mg-15Gd-1Zn-0.4 Zr (wt.%) alloy. Mater. Charact. 2017, 126, 1–9. [Google Scholar] [CrossRef]
- Sun, J.; Xu, B.; Yang, Z.; Zhou, H.; Han, J.; Wu, Y.; Song, D.; Yuan, Y.; Zhuo, X.; Liu, H. Achieving excellent ductility in high-strength Mg-10.6 Gd-2 Ag alloy via equal channel angular pressing. J. Alloys Compd. 2020, 817, 152688. [Google Scholar] [CrossRef]
- Bai, J.; Pang, X.; Meng, X.; Xie, H.; Pan, H.; Ren, Y.; Jiang, M.; Qin, G. Anomalous crystal structure of γ ″phase in the Mg–RE-Zn (Ag) series alloys: Causality clarified by ab initio study. J. Mater. Sci. Technol. 2020, 36, 167–175. [Google Scholar] [CrossRef]
- Huang, C.; Liu, C.; Jiang, S.; Wan, Y. Enhanced age-hardening response and mechanical properties of the Mg-Gd-Y-Zn-Zr alloy by trace Ag addition. J. Alloys Compd. 2021, 874, 159825. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, J.; Zhao, Z.; He, S. Microstructure and super high strength of cast Mg-8.5 Gd-2.3 Y-1.8 Ag-0.4 Zr alloy. Mater. Sci. Eng. A 2010, 528, 323–328. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, Y.; Peng, L.; Fu, P.; Huang, F.; Ding, W. Microstructure evolution and mechanical properties of an ultra-high strength casting Mg–15.6 Gd–1.8 Ag–0.4 Zr alloy. J. Alloys Compd. 2014, 615, 703–711. [Google Scholar] [CrossRef]
- Payne, R.J.; Bailey, N. Improvement of the age-hardening properties of magnesium-rare-earth alloys by addition of silver. J. Inst. Met. 1960, 88. [Google Scholar]
- Zhang, D.; Zhao, S.; Wang, C.; Liu, D.; Feng, Y.; Wang, L.; Wang, L.; Li, J.; Wang, Z. Achieving enhanced high-temperature mechanical properties in Mg-Nd-Sm-Zn-Ca-Zr alloy by Ag addition. Mater. Today Commun. 2022, 31, 103666. [Google Scholar] [CrossRef]
- Ma, T.; Zhao, S.; Wang, L.; Guo, E.; Feng, Y.; Zhao, L.; Fan, R.; Li, J. Effects of Ag Addition on the Microstructure and Elevated Temperature Mechanical Properties of as-cast Mg-6Gd-2Y-Nd-x Ag-0.4 Zn-0.5 Zr Alloys. Int. J. Met. 2023, 17, 170–181. [Google Scholar]
- Gao, X.; Nie, J.F. Enhanced precipitation-hardening in Mg–Gd alloys containing Ag and Zn. Scr. Mater. 2008, 58, 619–622. [Google Scholar] [CrossRef]
- Xiao, L.; Cao, Y.; Li, S.; Zhou, H.; Ma, X.; Mao, L.; Sha, X.; Wang, Q.; Zhu, Y.; Han, X. The formation mechanism of a novel interfacial phase with high thermal stability in a Mg-Gd-Y-Ag-Zr alloy. Acta Mater. 2019, 162, 214–225. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Y.; Liu, J.; Zhu, Y.; Wang, Y.; Nie, J.F. A simulation study of the shape of β′ precipitates in Mg–Y and Mg–Gd alloys. Acta Mater. 2013, 61, 453–466. [Google Scholar] [CrossRef]
- Zhu, Y.; Morton, A.J.; Nie, J.F. Improvement in the age-hardening response of Mg–Y–Zn alloys by Ag additions. Scr. Mater. 2008, 58, 525–528. [Google Scholar] [CrossRef]
- Krbata, M.; Krizan, D.; Eckert, M.; Kaar, S.; Dubec, A.; Ciger, R. Austenite Decomposition of a Lean Medium Mn Steel Suitable for Quenching and Partitioning Process: Comparison of CCT and DCCT Diagram and Their Microstructural Changes. Materials 2022, 15, 1753. [Google Scholar] [CrossRef] [PubMed]
- ASTM Standard E112-96; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2004.
- Zhang, D.; Yang, Q.; Li, B.; Guan, K.; Wang, N.; Jiang, B.; Sun, C.; Zhang, D.; Li, X.; Cao, Z. Improvement on both strength and ductility of Mg− Sm− Zn− Zr casting alloy via Yb addition. J. Alloys Compd. 2019, 805, 811–821. [Google Scholar] [CrossRef]
- Rokhlin, L.L. Dependence of the rare earth metal solubility in solid magnesium on its atomic number. J. Phase Equilibria 1998, 19, 142–145. [Google Scholar] [CrossRef]
- Zhong, W. Measurement of Diffusion Coefficients of Nine Elements in Magnesium and Establishment of a Comprehensive Mobility Database for Lightweight Magnesium Alloys; The Ohio State University: Columbus, OH, USA, 2019. [Google Scholar]
- He, S.M.; Zeng, X.Q.; Peng, L.; Gao, X.; Nie, J.F.; Ding, W.J. Microstructure and strengthening mechanism of high strength Mg–10Gd–2Y–0.5 Zr alloy. J. Alloys Compd. 2007, 427, 316–323. [Google Scholar] [CrossRef]
- Peng, Q.; Hou, X.; Wang, L.; Wu, Y.; Cao, Z.; Wang, L. Microstructure and mechanical properties of high performance Mg–Gd based alloys. Mater. Des. 2009, 30, 292–296. [Google Scholar] [CrossRef]
- Nie, J.F.; Oh-Ishi, K.; Gao, X.; Hono, K. Solute segregation and precipitation in a creep-resistant Mg–Gd–Zn alloy. Acta Mater. 2008, 56, 6061–6076. [Google Scholar] [CrossRef]
- Xu, L.; Liu, C.; Wan, Y.; Wang, X.; Xiao, H. Effects of heat treatments on microstructures and mechanical properties of Mg–4Y–2.5 Nd–0.7 Zr alloy. Mater. Sci. Eng. A 2012, 558, 1–6. [Google Scholar] [CrossRef]
- He, S.M.; Zeng, X.Q.; Peng, L.M.; Gao, X.-q.; Nie, J.F.; Ding, W.J. Precipitation in a Mg–10Gd–3Y–0.4 Zr (wt.%) alloy during isothermal ageing at 250 C. J. Alloys Compd. 2006, 421, 309–313. [Google Scholar] [CrossRef]
- Li, M.; Zhang, K.; Li, X.; Yuan, J.; Li, Y.; Ma, M.; Shi, G.; Li, T.; Liu, J. Effect of Zn on the microstructure and mechanical properties of as-cast Mg–7Gd–3Y–1Nd–0.5 Zr alloy. Mater. Sci. Eng. A 2015, 638, 46–53. [Google Scholar] [CrossRef]
- Yamada, K.; Hoshikawa, H.; Maki, S.; Ozaki, T.; Kuroki, Y.; Kamado, S.; Kojima, Y. Enhanced age-hardening and formation of plate precipitates in Mg–Gd–Ag alloys. Scr. Mater. 2009, 61, 636–639. [Google Scholar] [CrossRef]
- Wang, J.; Meng, J.; Zhang, D.; Tang, D. Effect of Y for enhanced age hardening response and mechanical properties of Mg–Gd–Y–Zr alloys. Mater. Sci. Eng. A 2007, 456, 78–84. [Google Scholar] [CrossRef]
- Zheng, K.; Dong, J.; Zeng, X.; Ding, W. Precipitation and its effect on the mechanical properties of a cast Mg–Gd–Nd–Zr alloy. Mater. Sci. Eng. A 2008, 489, 44–54. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Q.D.; Gu, J.H.; Gao, Y.; Tong, Y. Microstructure and mechanical properties of Mg-Gd-Sm-Zr alloy. Mater. Sci. Forum 2007, 546, 159–162. [Google Scholar] [CrossRef]
- Peng, Q.; Dong, H.; Wang, L.; Wu, Y.; Wang, L. Microstructure and mechanical property of Mg–8.31 Gd–1.12 Dy–0.38 Zr alloy. Mater. Sci. Eng. A 2008, 477, 193–197. [Google Scholar] [CrossRef]
- Peng, Q.; Dong, H.; Wang, L.; Wu, Y.; Wang, L. Aging behavior and mechanical properties of Mg–Gd–Ho alloys. Mater. Charact. 2008, 59, 983–986. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Mg | Gd | Y | Sm | Nd | Zn | Ag | Zr |
|---|---|---|---|---|---|---|---|---|
| Reticular | 91.86 | 1.15 | 1.69 | 0.79 | 1.94 | 1.41 | 1.16 | -- |
| Granular | 90.61 | -- | -- | -- | -- | -- | -- | 9.39 |
| Phase | Mg | Gd | Y | Sm | Nd | Zn | Ag | Zr |
|---|---|---|---|---|---|---|---|---|
| Undissolved | 86.53 | 1.17 | 0.98 | 2.21 | 5.73 | 1.85 | 1.55 | -- |
| Zr-Zn | 53.5 | -- | -- | -- | -- | 18.5 | -- | 28.0 |
| Alloy | UTS (MPa) | YS (MPa) | Elongation (%) |
|---|---|---|---|
| Mg-17Gd-0.5Zr [42] | 322 | 278 | 3.5 |
| Mg-10Gd-5Y-0.4Zr [43] | 302 | 289 | 2.9 |
| Mg-11Gd-2Nd-0.5Zr [44] | 345 | 231 | 2.3 |
| Mg-14Gd-5Sm-0.3Zr [45] | 286 | 262 | 0.5 |
| Mg-8Gd-1Dy-0.4Zr [46] | 355 | 261 | 3.8 |
| Mg-8.1Gd-2.81Ho-0.38Zr [47] | 279 | 175 | 4.7 |
| Mg-8Gd-2Nd-1Y-0.6Zr [17] | 293 | 221 | 4.6 |
| This work | 330 | 228 | 6.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, R.; Wang, L.; Zhao, S.; Wang, L.; Guo, E. Strengthening of Mg Alloy with Multiple RE Elements with Ag and Zn Doping via Heat Treatment. Materials 2023, 16, 4155. https://doi.org/10.3390/ma16114155
Fan R, Wang L, Zhao S, Wang L, Guo E. Strengthening of Mg Alloy with Multiple RE Elements with Ag and Zn Doping via Heat Treatment. Materials. 2023; 16(11):4155. https://doi.org/10.3390/ma16114155
Chicago/Turabian StyleFan, Rui, Lei Wang, Sicong Zhao, Liping Wang, and Erjun Guo. 2023. "Strengthening of Mg Alloy with Multiple RE Elements with Ag and Zn Doping via Heat Treatment" Materials 16, no. 11: 4155. https://doi.org/10.3390/ma16114155
APA StyleFan, R., Wang, L., Zhao, S., Wang, L., & Guo, E. (2023). Strengthening of Mg Alloy with Multiple RE Elements with Ag and Zn Doping via Heat Treatment. Materials, 16(11), 4155. https://doi.org/10.3390/ma16114155