
The Effect of Boron (B) and Copper (Cu) on the Microstructure and Graphite Morphology of Spheroidal Graphite Cast Iron

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Melting and Casting
2.2. Mechanical Property Evaluation
2.3. Chemical Composition Analysis
2.4. Microstructure and Graphite Analysis
2.5. Thermal Analysis
3. Results and Discussion
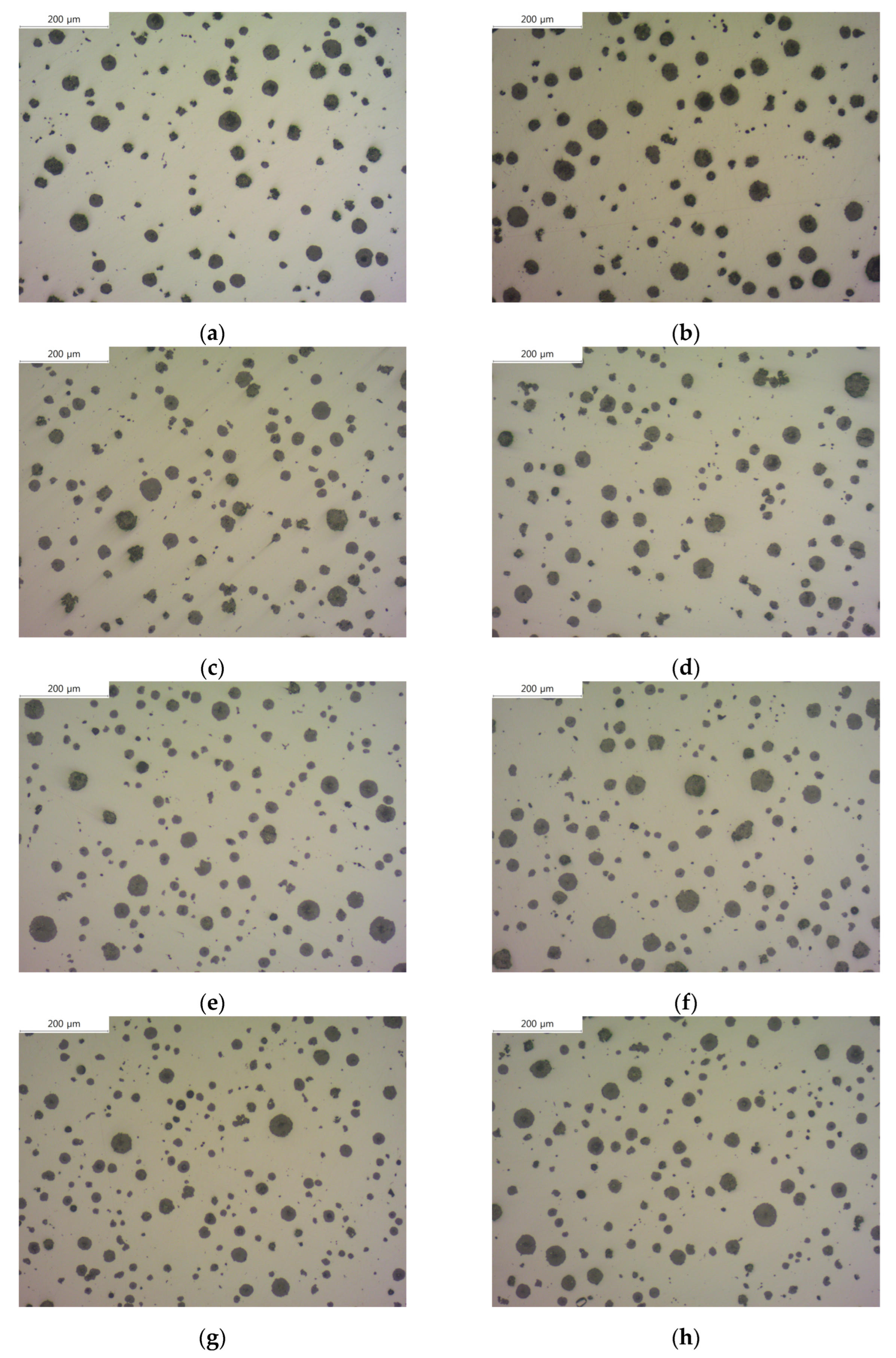
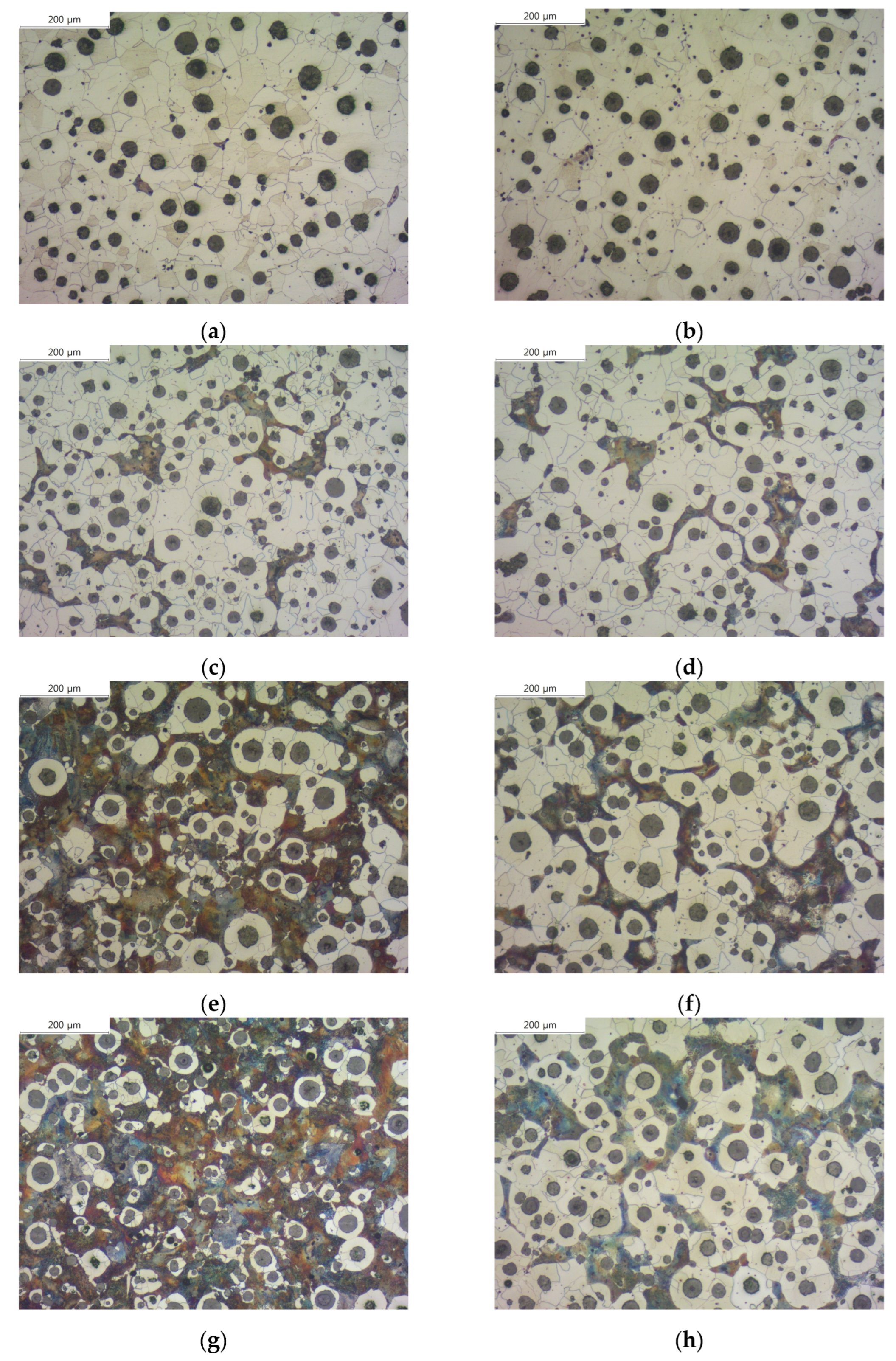
3.1. Microstructure Analysis
3.2. Comparison of Graphite Shape
3.3. Elemental Analysis and SEM/EDS Analysis
3.4. Thermal Property Analysis
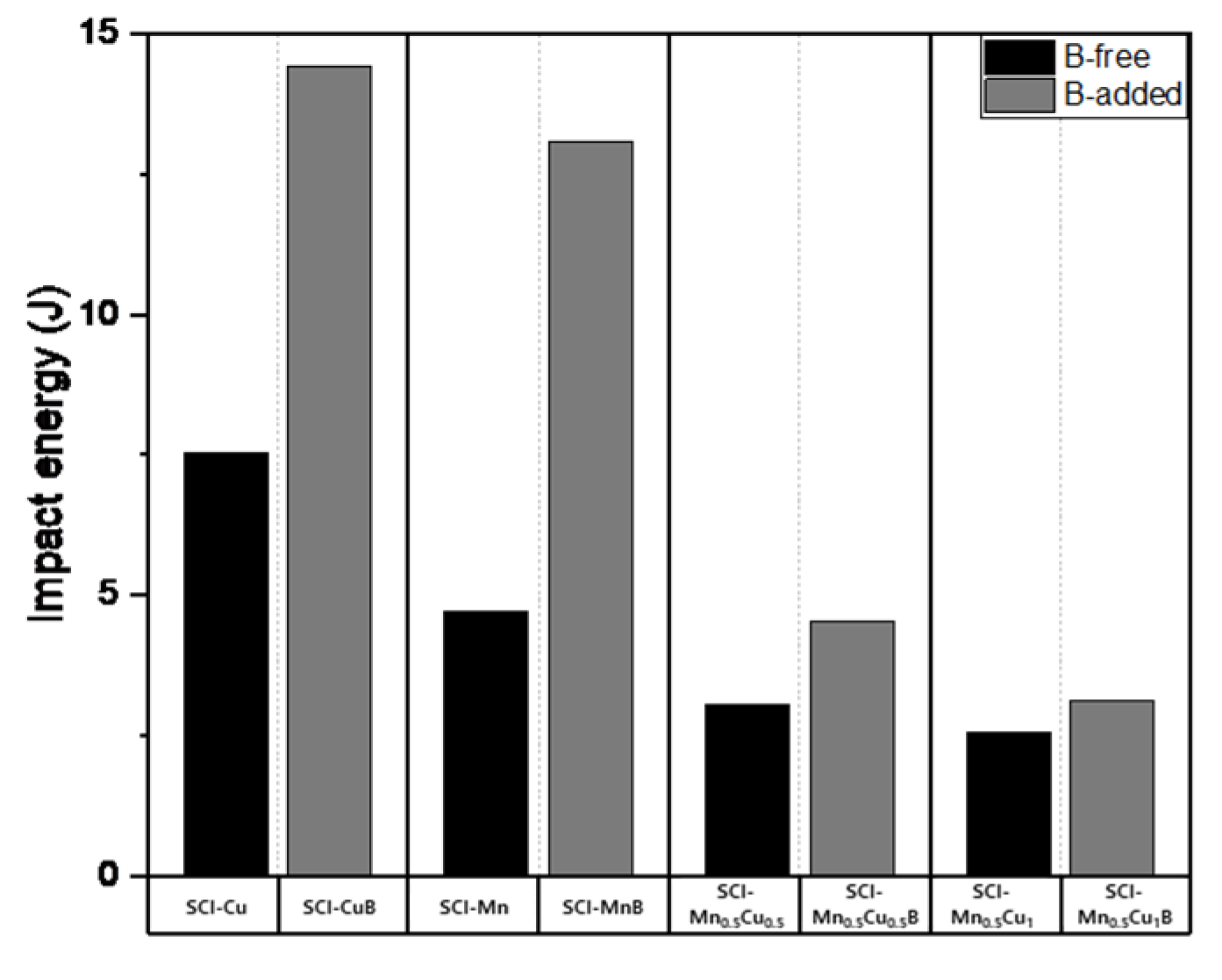
3.5. Mechanical Properties Analysis
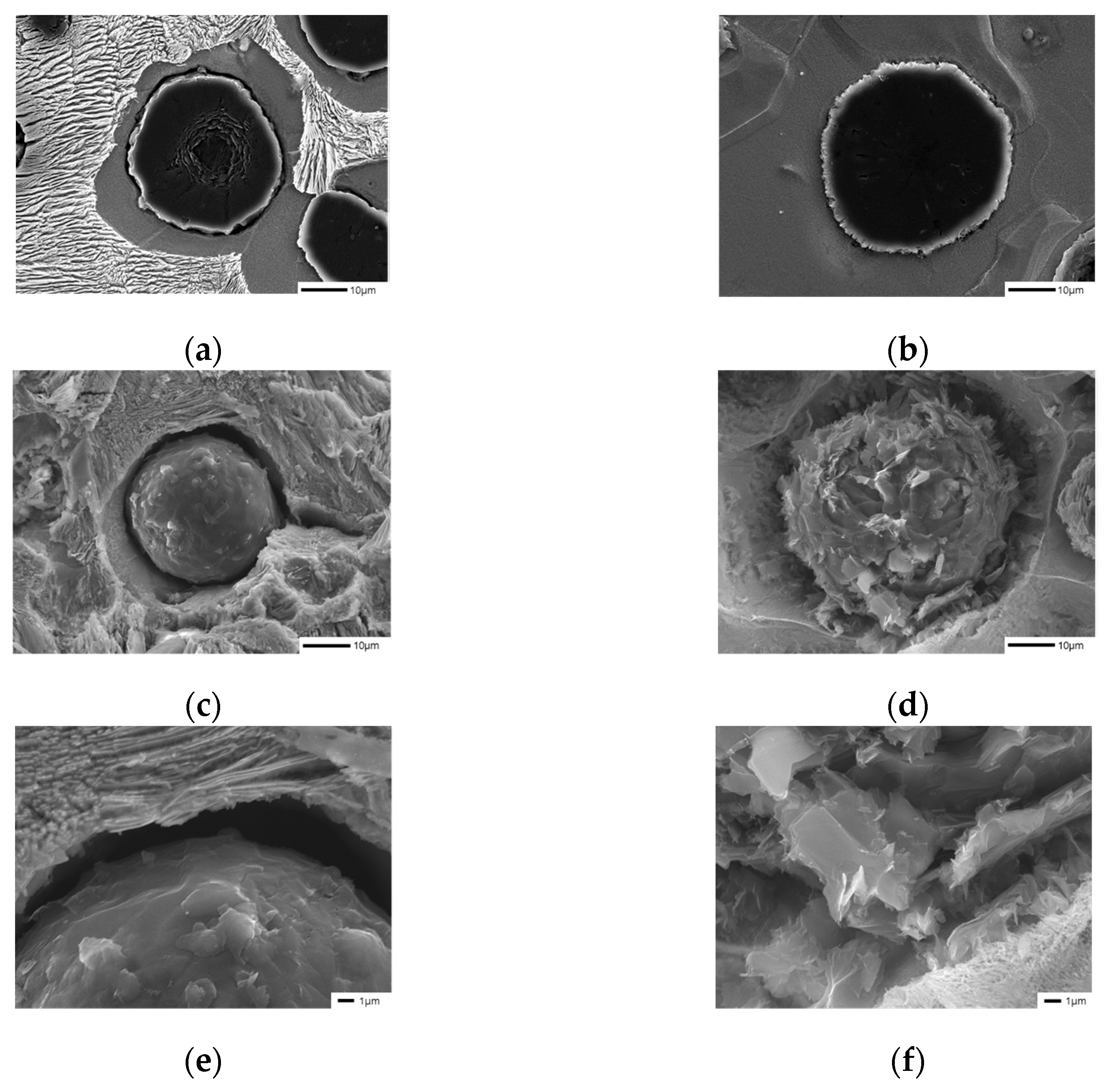
3.6. Fracture Surface Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dix, L.; Ruxanda, R.; Torrance, J.; Fukumoto, M.; Stefanescu, D. Static mechanical properties of ferritic and pearlitic lightweight ductile iron castings. AFS Trans. 2003, 111, 1149–1164. [Google Scholar]
- Tosangthum, N.; Kunnam, P.; Morakotjinda, M.; Koetniyom, W.; Krataitong, R.; Wila, P.; Tongsri, R. Effect of boron addition and sintering atmosphere on precipitation in sintered Fe-Mo-C steels. Key Eng. Mater. 2019, 798, 9–16. [Google Scholar] [CrossRef]
- Lee, S.J.; Park, K.H.; Lee, S.H.; Kwon, H.W. Effects of Section Size and Melt Holding on the Mechanical Properties and Microstructure of High Silicon Ductile Cast Iron. J. Korea Foundry Soc. 2012, 32, 81–85. [Google Scholar] [CrossRef] [Green Version]
- Mullins, J.D. Ductile Iron Data for Design Engineers; Rio Tinto Iron & Titanium Inc.: Montreal, QC, Canada, 1990; pp. 5.7–5.16. [Google Scholar]
- Gagné, M. The Sorelmetal Book of Ductile Iron; Rio Tinto Iron & Titanium Inc.: Montreal, QC, Canada, 2004. [Google Scholar]
- Nagase, T.; Maruyama, T.; Asano, K.; Igarashi, Y. Electron Microscopy on Cu Element Distribution in Spheroidal Graphite Cast Iron. Mater. Trans. 2020, 61, 1853–1861. [Google Scholar] [CrossRef]
- Boudot, A.; Gerval, V.; Oquab, D.; Lacaze, J.; Santos, H. The role of manganese and copper in the eutectoid transformation of spheroidal graphite cast iron. Metall. Mater. Trans. A 1997, 28, 2015–2025. [Google Scholar] [CrossRef]
- Karsay, S. Ductile Iron Production Practices; American Foundrymen’s Society, AFS Inc.: Des Plaines, IL, USA, 1994; p. 3. [Google Scholar]
- Salazar, R.F.; Herrera-Trejo, M.; Castro, M.; Mendez, J.N.; Torres, J.T.; Mendez, M.N. Effect of Nodule Count and Cooling Rate on As-cast Matrix of a Cu-Mo Spheroidal Graphite. J. Mater. Eng. Perform. 1999, 8, 325–329. [Google Scholar] [CrossRef]
- Smith, W.F. Structure and Properties of Engineering Alloys; McGraw-Hill: New York, NY, USA, 1993. [Google Scholar]
- Jafar, K.-A.; Behnam, A.-A. Influence of mold preheating and silicon content on microstructure and casting properties of ductile iron in permanent mold. J. Iron Steel Res. İnt. 2011, 18, 34–39. [Google Scholar]
- Kanno, T.; Kang, I.-G. Neutralization or Elimination Treatment of Boron from Molten Cast Iron. J. Korea Foundry Soc. 2008, 28, 160–165. [Google Scholar]
- de Albuquerque Vicente, A.; Moreno, J.R.S.; de Abreu Santos, T.F.; Espinosa, D.C.R.; Tenório, J.A.S. Nucleation and growth of graphite particles in ductile cast iron. J. Alloys Compd. 2019, 755, 1230–1234. [Google Scholar] [CrossRef]
- Izui, S.; Furumiya, N.; Horie, H.; Kowata, T.; Takahashi, T. Effect of small amount of boron on matrix structure of spheroidal graphite cast irons. Imono 1994, 66, 745–750. [Google Scholar]
- Zou, Y.; Ogawa, M.; Nakae, H. Interaction of boron with copper and its influence on matrix of spheroidal graphite cast iron. ISIJ Int. 2012, 52, 505–509. [Google Scholar] [CrossRef] [Green Version]
- König, M.; Wessén, M. Influence of alloying elements on microstructure and mechanical properties of CGI. Int. J. Cast Met. Res. 2010, 23, 97–110. [Google Scholar] [CrossRef]
- Tsujikawa, M.; Matsumoto, N.; Nakamoto, K.; Michiura, Y. Pearlite stabilisation by copper on ductile cast iron. Key Eng. Mater. 2011, 457, 151–156. [Google Scholar] [CrossRef] [Green Version]
- Sertucha, J.; Larrañaga, P.; Lacaze, J.; Insausti, M. Experimental investigation on the effect of copper upon eutectoid transformation of as-cast and austenitized spheroidal graphite cast iron. Int. J. Met. 2010, 4, 51–58. [Google Scholar] [CrossRef]
- Igarashi, Y.; Akiyama, S.; Kanno, T.; Kang, I.; Nakae, H.; Horie, H.; Hiratsuka, S.; Fujikawa, T. Ferrite Formation Mechanism in Boron Contained Pearlitic Spheroidal Graphite Cast Iron. J. Jpn. Foundry Eng. Soc. 2010, 82, 16–22. [Google Scholar]
- Homa, M.; Sobczak, N.; Turalska, P.; Bruzda, G.; Bacior, M.; Warmuzek, M.; Polkowska, A. Thermophysical properties of selected vermicular graphite cast iron alloy. Pract. Inst. Odlew. 2017, 57, 345–350. [Google Scholar]
- Przeliorz, R.; Piątkowski, J. Investigation of phase transformations in ductile cast iron of differential scanning calorimetry. IOP Conf. Ser. Mater. Sci. Eng. 2011, 22, 12–19. [Google Scholar] [CrossRef]
- Ivanova, R.; Sha, W.; Malinov, S. Differential Scanning Calorimetry and Microscopy Study of Transformations in Ductile Cast Irons: Part I. ISIJ Int. 2004, 44, 886–895. [Google Scholar] [CrossRef]
- Binczyk, F.; Tomaszewska, A.; Smoliński, A. Calorimetric analysis of heating and cooling process of nodular cast iron. Arch. Foundry Eng. 2007, 7, 25–30. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C | Si | P | S | Mg | Mn | Cu | B |
|---|---|---|---|---|---|---|---|---|
| SCI–Cu | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.04 | 0.30 | 0.0000 |
| SCI–CuB | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.04 | 0.30 | 0.0025 |
| SCI–Mn | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.5 | 0.00 | 0.0000 |
| SCI–MnB | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.5 | 0.00 | 0.0025 |
| SCI–Mn0.5Cu0.5 | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.5 | 0.50 | 0.0000 |
| SCI–Mn0.5Cu0.5B | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.5 | 0.50 | 0.0025 |
| SCI–Mn0.5Cu1 | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.5 | 1.00 | 0.0000 |
| SCI–Mn0.5Cu1B | 3.50 | 2.60 | 0.04 | 0.01 | 0.045 | 0.5 | 1.00 | 0.0025 |
| Samples | Nodule Count (Count/mm2) | Graphite Size (μm) | Graphite Area (%) | Ferrite Ratio (%) |
|---|---|---|---|---|
| SCI–Cu | 196.83 | 19.60 | 11.65 | 92.54 |
| SCI–CuB | 186.83 | 20.41 | 13.71 | 94.84 |
| SCI–Mn | 259.60 | 16.83 | 12.12 | 73.35 |
| SCI–MnB | 203.58 | 19.65 | 13.40 | 82.94 |
| SCI–Mn0.5Cu0.5 | 282.55 | 15.21 | 11.36 | 34.15 |
| SCI–Mn0.5Cu0.5B | 264.83 | 15.87 | 13.36 | 65.33 |
| SCI–Mn0.5Cu1 | 338.22 | 14.08 | 12.26 | 22.13 |
| SCI–Mn0.5Cu1B | 291.50 | 16.09 | 13.58 | 65.13 |
| Samples | C | Si | P | S | Mg | Mn | Cu | B |
|---|---|---|---|---|---|---|---|---|
| SCI–Cu | 3.54 | 2.68 | 0.04 | 0.01 | 0.04 | 0.08 | 0.28 | 0.0000 |
| SCI–CuB | 3.42 | 2.75 | 0.04 | 0.01 | 0.04 | 0.08 | 0.27 | 0.0029 |
| SCI–Mn | 3.37 | 2.58 | 0.04 | 0.01 | 0.04 | 0.51 | 0.02 | 0.0000 |
| SCI–MnB | 3.28 | 2.60 | 0.04 | 0.01 | 0.03 | 0.52 | 0.01 | 0.0024 |
| SCI–Mn0.5Cu0.5 | 3.55 | 2.53 | 0.04 | 0.01 | 0.04 | 0.52 | 0.47 | 0.0000 |
| SCI–Mn0.5Cu0.5B | 3.50 | 2.58 | 0.04 | 0.01 | 0.04 | 0.52 | 0.48 | 0.0025 |
| SCI–Mn0.5Cu1 | 3.60 | 2.62 | 0.04 | 0.01 | 0.05 | 0.56 | 0.99 | 0.0000 |
| SCI–Mn0.5Cu1B | 3.45 | 2.63 | 0.04 | 0.01 | 0.04 | 0.56 | 0.99 | 0.0028 |
| Samples | Tc (°C) | Tp (°C) | Tf (°C) | ΔT (°C) | ΔHp (J/g) | ΔHf (J/g) |
|---|---|---|---|---|---|---|
| SCI–Cu | 748 | 800 | 845 | 45 | 0.00 | 6.75 |
| SCI–CuB | 747 | 796 | 854 | 59 | 0.00 | 11.85 |
| SCI–Mn | 746 | 793 | 839 | 46 | 1.08 | 7.97 |
| SCI–MnB | 746 | 787 | 840 | 53 | 0.64 | 8.66 |
| SCI–Mn0.5Cu0.5 | 742 | 801 | 833 | 32 | 5.13 | 2.20 |
| SCI–Mn0.5Cu0.5B | 743 | 797 | 838 | 41 | 1.27 | 7.84 |
| SCI–Mn0.5Cu1 | 739 | 800 | 835 | 35 | 8.67 | 0.91 |
| SCI–Mn0.5Cu1B | 739 | 797 | 835 | 38 | 1.85 | 4.06 |
| Samples | TS (N/mm2) | E (%) | YS (N/mm2) | HB (10/3000/30) | Impact Energy (J) |
|---|---|---|---|---|---|
| SCI–Cu | 459.28 | 21.38 | 324.36 | 152.00 | 7.53 |
| SCI–CuB | 446.93 | 23.07 | 315.36 | 150.00 | 14.43 |
| SCI–Mn | 504.89 | 17.51 | 331.17 | 166.33 | 4.70 |
| SCI–MnB | 473.77 | 21.19 | 322.46 | 153.75 | 13.09 |
| SCI–Mn0.5Cu0.5 | 645.49 | 10.08 | 386.46 | 214.00 | 3.05 |
| SCI–Mn0.5Cu0.5B | 518.62 | 17.45 | 335.74 | 171.00 | 4.54 |
| SCI–Mn0.5Cu1 | 703.15 | 7.01 | 442.05 | 238.67 | 2.55 |
| SCI–Mn0.5Cu1B | 539.95 | 14.16 | 366.02 | 181.33 | 3.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ha, J.-S.; Hong, J.-W.; Kim, J.-W.; Han, S.-B.; Choi, C.-Y.; Song, H.-J.; Jang, J.-S.; Kim, D.-Y.; Ko, D.-C.; Yi, S.-H.; et al. The Effect of Boron (B) and Copper (Cu) on the Microstructure and Graphite Morphology of Spheroidal Graphite Cast Iron. Materials 2023, 16, 4225. https://doi.org/10.3390/ma16124225
Ha J-S, Hong J-W, Kim J-W, Han S-B, Choi C-Y, Song H-J, Jang J-S, Kim D-Y, Ko D-C, Yi S-H, et al. The Effect of Boron (B) and Copper (Cu) on the Microstructure and Graphite Morphology of Spheroidal Graphite Cast Iron. Materials. 2023; 16(12):4225. https://doi.org/10.3390/ma16124225
Chicago/Turabian StyleHa, Jin-Su, Ji-Woo Hong, Ji-Wook Kim, Soo-Bin Han, Chang-Young Choi, Hye-Jin Song, Jin-Seok Jang, Dong-Yul Kim, Dae-Cheol Ko, Seong-Hoon Yi, and et al. 2023. "The Effect of Boron (B) and Copper (Cu) on the Microstructure and Graphite Morphology of Spheroidal Graphite Cast Iron" Materials 16, no. 12: 4225. https://doi.org/10.3390/ma16124225
APA StyleHa, J. -S., Hong, J. -W., Kim, J. -W., Han, S. -B., Choi, C. -Y., Song, H. -J., Jang, J. -S., Kim, D. -Y., Ko, D. -C., Yi, S. -H., & Cho, Y. -J. (2023). The Effect of Boron (B) and Copper (Cu) on the Microstructure and Graphite Morphology of Spheroidal Graphite Cast Iron. Materials, 16(12), 4225. https://doi.org/10.3390/ma16124225