Study on the Powder-Spreading Process of Walnut Shell/Co-PES Biomass Composite Powder in Additive Manufacturing

 , ,
, ,
Abstract
:1. Introduction
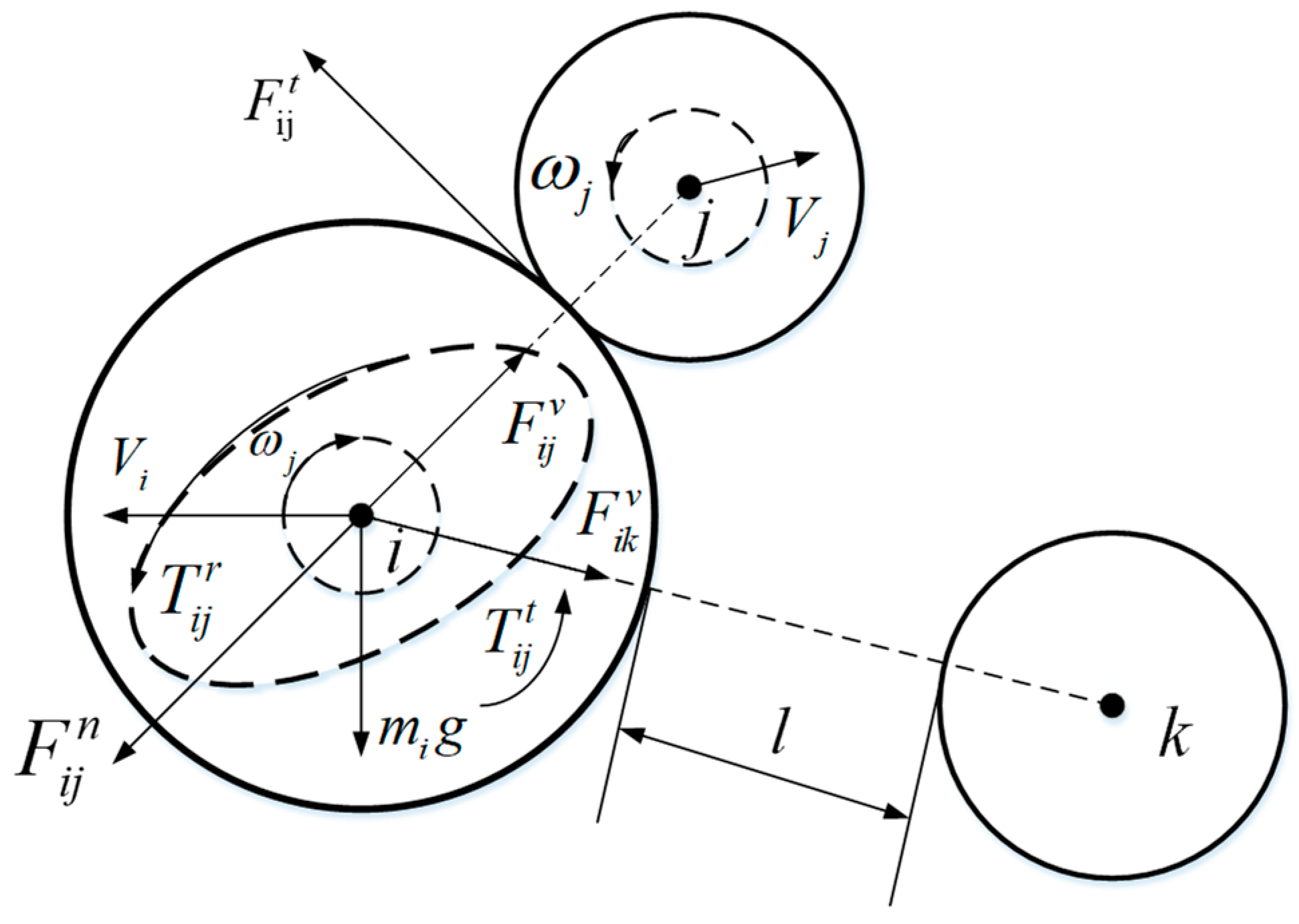
2. Computational Models
3. Characterization of Powder Bed Density
4. Results and Discussion
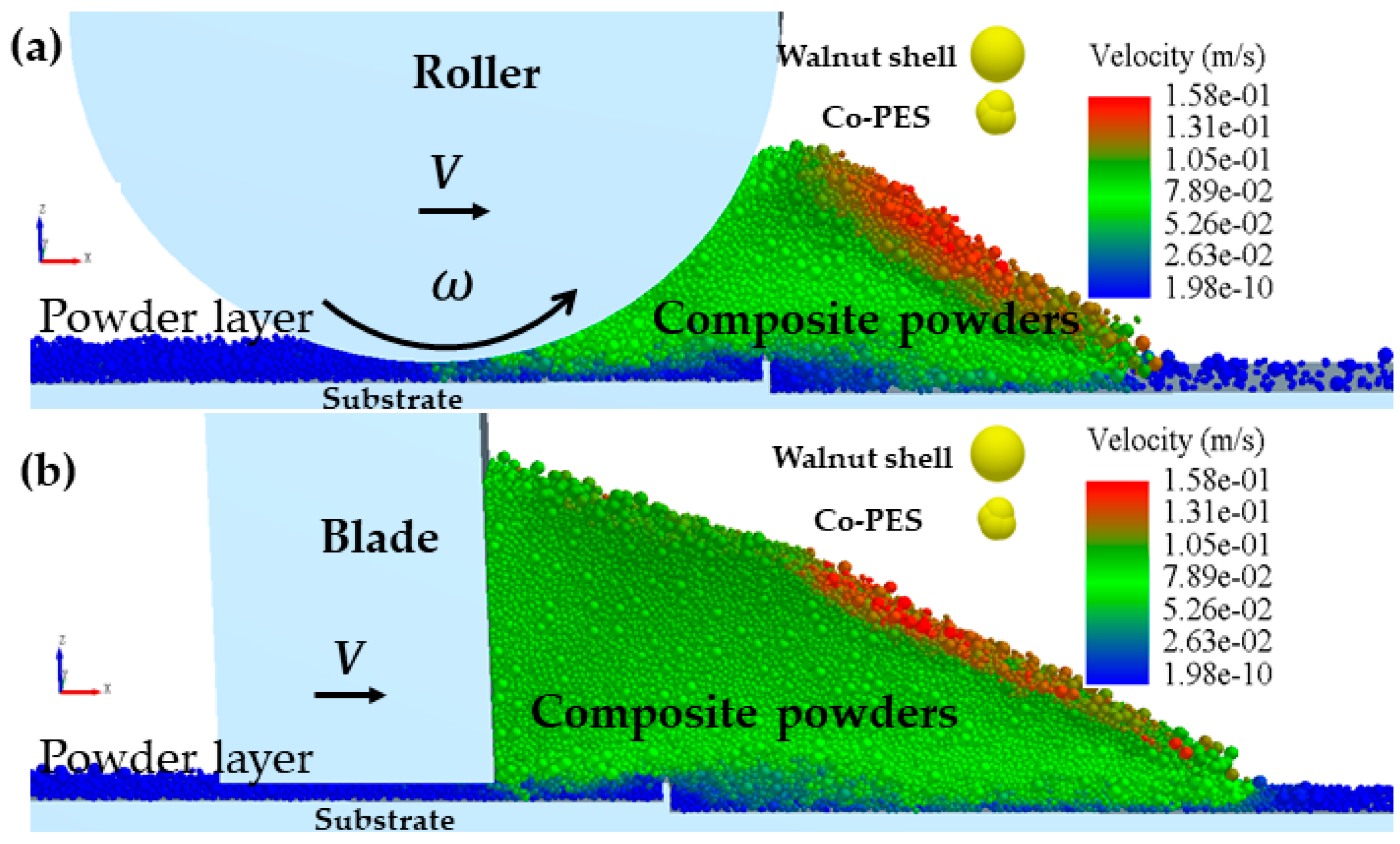
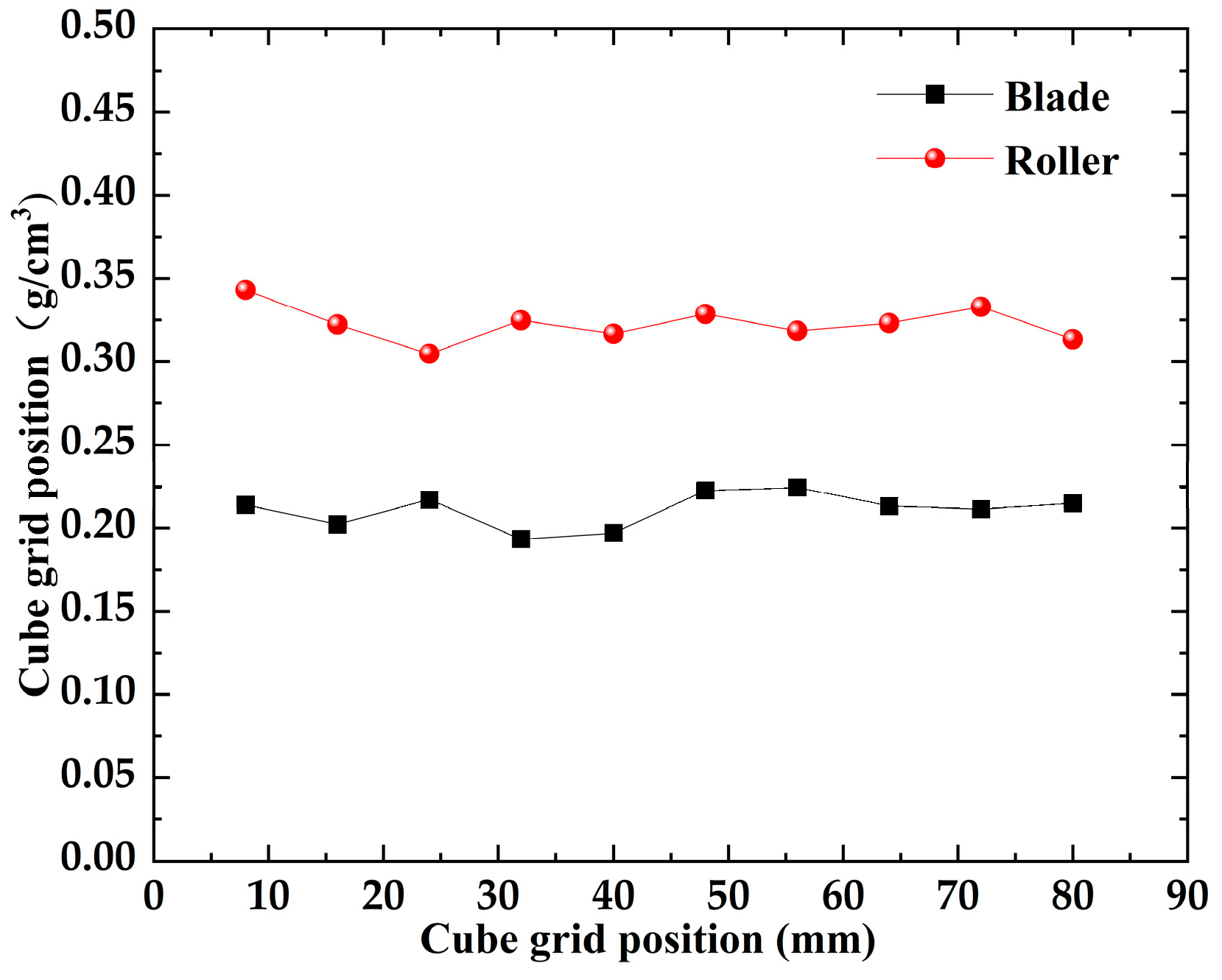
4.1. Influence of Squeegee and Roller Spreading Powder
4.2. Influence of Powder Laying Speed on Powder Bed
4.3. Influence of Powder Laying Thickness on Powder Bed
5. Conclusions
- (1)
- Under the same simulation conditions, the roller and scraper spreading process was simulated. Due to the compaction effect of rollers and particle rearrangement, the density of the powder bed formed by rollers was generally greater than that of formed by scrapers, especially with 30 mm of powder bed. The density of powder bed formed by rollers was 60% higher than that of powder bed formed by scrapers at the same position. Thus, a better quality of powder bed is obtained by rollers laying powder.
- (2)
- For the two different powder laying methods, the average scores and the average score standard deviation of the powder bed density decreased and increased, respectively, with increasing powder laying speed. When the powder spreading speed was increased from 50 mm/s to 200 mm/s, the average fraction of the density of powder bed formed by rollers decreased by 38%, and that formed by scraper decreased by 54% This implies that the uniformity and density of the powder bed decreases with increasing powder laying speed and the density of the powder bed decreases more rapidly with scraper forming compared to roller forming.
- (3)
- For the two different powder laying methods, the average scores, and the average score standard deviation of the powder bed density increased and decreased, respectively, with increasing powder layer thickness. Among them, the average fraction of the density of powder bed formed by rollers increased by 418% when the powder laying thickness increased from 80 μm to 230 μm, and that of scraper forming increased by 390%. This shows that the homogeneity and density of the powder bed increases with the increase in powder laying thickness. The density of the bed increases faster with the roller than that with the scraper.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yan, M.; Tian, X.; Peng, G.; Li, D.; Zhang, X. High temperature rheological behavior and sintering kinetics of cf/peek composites during selective laser sintering. Compos. Sci. Technol. 2018, 165, 140–147. [Google Scholar] [CrossRef]
- Westerweel, B.; Basten, R.; Houtum, G. Traditional or additive manufacturing? assessing component design options through lifecycle cost analysis. Eur. J. Oper. Res. 2018, 270, 2. [Google Scholar] [CrossRef] [Green Version]
- Gao, M.; Zhao, Y.; Zhao, J.; Wang, Z.; He, Z. Research Status and Development of Additive/Subtractive Hybrid Manufacturing. Vacuum 2019, 56, 6. [Google Scholar]
- Guo, Y.; Jiang, K.; Yu, Z.; Xin, Z.; Zeng, W. The Preparation Technology and Forming Properties of Wood-Plastic Composite Powder Used in Selective Laser Sintering. J. Shanghai Jiao Tong Univ. 2011, 45, 9. [Google Scholar]
- Zhao, D.; Guo, Y.; Song, W.; Jiang, K. Preparation and selective laser sintering of bamboo flour/copolyester composite and post-processing. J. Thermoplast. Compos. Mater. 2017, 30, 1045–1055. [Google Scholar] [CrossRef]
- Zeng, W.; Guo, Y.; Jiang, K.; Yu, Z.; Ying, L. Preparation and selective laser sintering of rice husk-plastic composite powder and post processing. Dig. J. Nanomater. Biostructures 2012, 7, 1063–1070. [Google Scholar]
- Yu, Y.; Guo, Y.; Jiang, T.; Jiang, K.; Li, J.; Guo, S. Laser sintering and post-processing of a walnut shell/co-pes composite. RSC Adv. 2017, 7, 23176–23181. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Guo, Y.; Jiang, T.; Li, J.; Jiang, K.; Hui, Z. Study on the ingredient proportions and after-treatment of laser sintering walnut shell composites. Materials 2017, 10, 1381. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Guo, Y.; Jiang, T.; Li, J.; Jiang, K.; Hui, Z.; Zhang, Y. Study on the characteristics of walnut shell/co-pes/co-pa powder produced by selective laser sintering. Materials 2018, 11, 784. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Jiang, M.; Wang, S.; Guo, Y.; Zhuang, Y. Impact of particle size on performance of selective laser sintering walnut shell/co-pes powder. Materials 2021, 14, 448. [Google Scholar] [CrossRef]
- Chen, H.; Wei, Q.; Wen, S.; Li, Z.; Shi, Y. Flow behavior of powder particles in layering process of selective laser melting: Numerical modeling and experimental verification based on discrete element method. Int. J. Mach. Tools Manuf. 2017, 123, 146–159. [Google Scholar] [CrossRef]
- Tang, C.; Tan, J.L.; Wong, C.H. A numerical investigation on the physical mechanisms of single track defects in selective laser melting. Int. J. Heat Mass. Transf. 2018, 126, 957–968. [Google Scholar] [CrossRef]
- Cao, L. Numerical simulation of the impact of laying powder on selective laser melting single-pass formation. Int. J. Heat Mass Transf. 2019, 141, 1036–1048. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and characteristics of spatter generation in slm processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Yuan, S.; Shen, F.; Chua, C.K.; Zhou, K. Polymeric composites for powder-based additive manufacturing: Materials and applications. Prog. Polym. Sci. 2019, 91, 141–168. [Google Scholar] [CrossRef]
- Yang, Y.; Ragnvaldsen, O.; Bai, Y.; Yi, M.; Xu, B.X. 3D non-isothermal phase-field simulation of microstructure evolution during selective laser sintering. Comput. Mater. 2019, 5, 81. [Google Scholar] [CrossRef] [Green Version]
- Gu, M. On the role of powder flow behavior in fluid thermodynamics and laser processability of ni-based composites by selective laser melting. Int. J. Mach. Tools Manuf. 2019, 137, 67–78. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef] [Green Version]
- Deng, X.L.; Rajesh, N.D. Dynamic simulation of particle packing influenced by size, aspect ratio and surface energy. Granular Matter. 2016, 15, 401–415. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, Y.; Xiao, X.; Jiang, S. Comparison of roller-spreading and blade-spreading processes in powder-bed additive manufacturing by dem simulations. Particuology 2022, 66, 48–58. [Google Scholar] [CrossRef]
- Yao, D.; An, X.; Fu, H.; Zhang, H.; Dong, K. Dynamic investigation on the powder spreading during selective laser melting additive manufacturing. Addit. Manuf. 2021, 37, 101707. [Google Scholar] [CrossRef]
- Chen, H.; Wei, Q.; Zhang, Y.; Chen, F.; Yan, W. Powder-spreading mechanisms in powder-bed-based additive manufacturing: Experiments and computational modeling. Acta Mater. 2019, 179, 158–171. [Google Scholar] [CrossRef]
- Cundall, P.A. The Measurement and Analysis of Accelerations in Rock Slopes. Doctoral Thesis, University of London, London, UK, 1971. [Google Scholar]
- Zhu, H.P.; Zhou, Z.Y.; Yang, R.Y.; Yu, A.B. Discrete particle simulation of particulate systems: Theoretical developments. Chem. Eng. Sci. 2007, 62, 3378–3396. [Google Scholar] [CrossRef]
- Ge, W.; Chang, Q.; Li, C.; Wang, J. Multiscale structures in particle–fluid systems: Characterization, modeling, and simulation. Chem. Eng. Sci. 2019, 198, 198–223. [Google Scholar] [CrossRef]
- Yang, R.Y.; Zou, R.P.; Yu, A.B. Computer simulation of packing of fine particles. Phys. Rev. E 2000, 62, 3900–3908. [Google Scholar] [CrossRef]
- Tao, J.; Zhang, Y.; Chen, J.K.; He, Y.L. Dynamic simulation of granular packing of fine cohesive particles with different size distributions. Powder Technol. 2012, 218, 76–85. [Google Scholar]
- Michaelides, E.E.; Sommerfeld, M.; Wachen, B.V. Multi-Phase Flows with Droplets and Particles, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2022; p. 48. [Google Scholar]
- Yang, R.Y.; Zou, R.P.; Yu, A.B. Effect of material properties on the packing of fine particles. J. Appl. Phys. 2003, 94, 3025–3034. [Google Scholar] [CrossRef]
- Gilabert, F.A.; Roux, J.N.; Castellanos, A. Computer simulation of model cohesive powders: Inuence of assembling procedure and contact laws on low consolidation states. Phys. Rev. E 2007, 75, 665. [Google Scholar] [CrossRef] [Green Version]
- Mindlin, R.D. Vibrations of doubly-rotated-cut quartz plates with monoclinic symmetry. Int. J. Solids Struct. 1985, 21, 597–607. [Google Scholar] [CrossRef]
- Knke, A. Discrete element model development of ZTA ceramic granular powder using micro computed tomography. Adv. Powder Technol. 2018, 29, 3471–3482. [Google Scholar]
- Parteli, E.; Pöschel, T. Particle-based simulation of powder application in additive manufacturing. Powder Technol. 2016, 288, 96–102. [Google Scholar] [CrossRef]
- He, Y.; Shi, J. Analysis and experiment on mechanical characteristic of walnut shell. J. Xinjiang Agric. Univ. 2009, 32, 70–75. [Google Scholar]
- Yu, Y. Multi-Field Coupling Simulation and Experimental Research of Selective Laser Sintering of Walnut Shell Composite Powder. Ph.D. Thesis, Northeast Forestry University, Harbin, China, 2019. [Google Scholar]
- Forderhase, P.F.; Deckard, C.R.; Klein, J.M. Apparatus and Method for Producing Parts with Multi-Directional Powder Delivery. U.S. Patent 5,252,264, 12 October 1993. [Google Scholar]
- Amado, A.; Schmid, M.; Levy, G.; Wegener, K. Advances in SLS powder characterization. In Proceedings of the 2011 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011; University of Texas at Austin: Austin, TX, USA, 2011. [Google Scholar]
- Chen, H.; Cheng, T.; Wei, Q.; Yan, W. Dynamics of short fiber/polymer composite particles in paving process of additive manufacturing. Addit. Manuf. 2021, 47, 102246. [Google Scholar] [CrossRef]
- Chen, H.; Chen, Y.; Liu, Y.; Wei, Q.; Yan, W. Packing quality of powder layer during counter-rolling-type powder spreading process in additive manufacturing. Int. J. Mach. Tools Manuf. 2020, 153, 103553. [Google Scholar] [CrossRef]
- Zhang, J.; Tan, Y.; Bao, T.; Xu, Y.; Xiao, X.; Jiang, S. Discrete element simulation of the effect of roller-spreading parameters on powder-bed density in additive manufacturing. Materials 2020, 13, 2285. [Google Scholar] [CrossRef]
- Nan, W.; Mehrdad, P.; Tina, B.; Alejandro, L.; Umair, Z.; Sadegh, N.; Mojtaba, G. Jamming during particle spreading in additive manufacturing. Powder Technol. 2018, 338, 253–262. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Meaning |
|---|---|
| Damping coefficient | |
| Poisson’s ratio of the particle material | |
| Young’s modulus of the particle material | |
| Coefficient of sliding friction between particles | |
| Amount of normal deformation between particles and | |
| Tangential deformation between particles and | |
| Maximum allowed tangential deformation | |
| Unit vector from the spherical center of particle to the spherical center of particle | |
| Velocity of particle relative to particle at the contact point | |
| Tangential velocity of particle relative to particle at the contact point | |
| Tangential unit vector of particle relative to particle |
| Walnut Shell | Co-PES | Walnut Shell/Co-PES | ||
|---|---|---|---|---|
| Material density | (g/cm3) | 0.48 | 0.7 | 0.686 |
| Young’s modulus [34,35] | E (GPa) | 13.1 | 7.56 | 0.6995 |
| Poisson ratio [34,35] | 0.29 | 0.4 | 0.35 | |
| Restitution coefficient | 0.5 | 0.65 | 0.6 | |
| Sliding friction coefficient | 0.7 | 0.55 | 0.65 | |
| Rolling friction coefficient | 0.01 | 0.01 | 0.01 | |
| Surface energy density | 0.2 | |||
| Diameter of roller | D (mm) | 5 | ||
| Rotation speed of roller | (rad/s) | 2 | ||
| Paving speed | V (m/s) | 0.05–0.2 | ||
| Layer thickness | H () | 80–230 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Ma, T.; Wang, S.; Jiang, M.; Gao, S.; Guo, Y.; Jiang, T.; Doumbia, B.S.; Yan, B.; Shen, S. Study on the Powder-Spreading Process of Walnut Shell/Co-PES Biomass Composite Powder in Additive Manufacturing. Materials 2023, 16, 4295. https://doi.org/10.3390/ma16124295
Yu Y, Ma T, Wang S, Jiang M, Gao S, Guo Y, Jiang T, Doumbia BS, Yan B, Shen S. Study on the Powder-Spreading Process of Walnut Shell/Co-PES Biomass Composite Powder in Additive Manufacturing. Materials. 2023; 16(12):4295. https://doi.org/10.3390/ma16124295
Chicago/Turabian StyleYu, Yueqiang, Tingang Ma, Suling Wang, Minzheng Jiang, Sheng Gao, Yanling Guo, Ting Jiang, Bakary S. Doumbia, Bo Yan, and Shaorui Shen. 2023. "Study on the Powder-Spreading Process of Walnut Shell/Co-PES Biomass Composite Powder in Additive Manufacturing" Materials 16, no. 12: 4295. https://doi.org/10.3390/ma16124295
APA StyleYu, Y., Ma, T., Wang, S., Jiang, M., Gao, S., Guo, Y., Jiang, T., Doumbia, B. S., Yan, B., & Shen, S. (2023). Study on the Powder-Spreading Process of Walnut Shell/Co-PES Biomass Composite Powder in Additive Manufacturing. Materials, 16(12), 4295. https://doi.org/10.3390/ma16124295