


Effect of Mechanical Stirring on High-Speed GMAW Hump Bead
Abstract
:1. Introduction
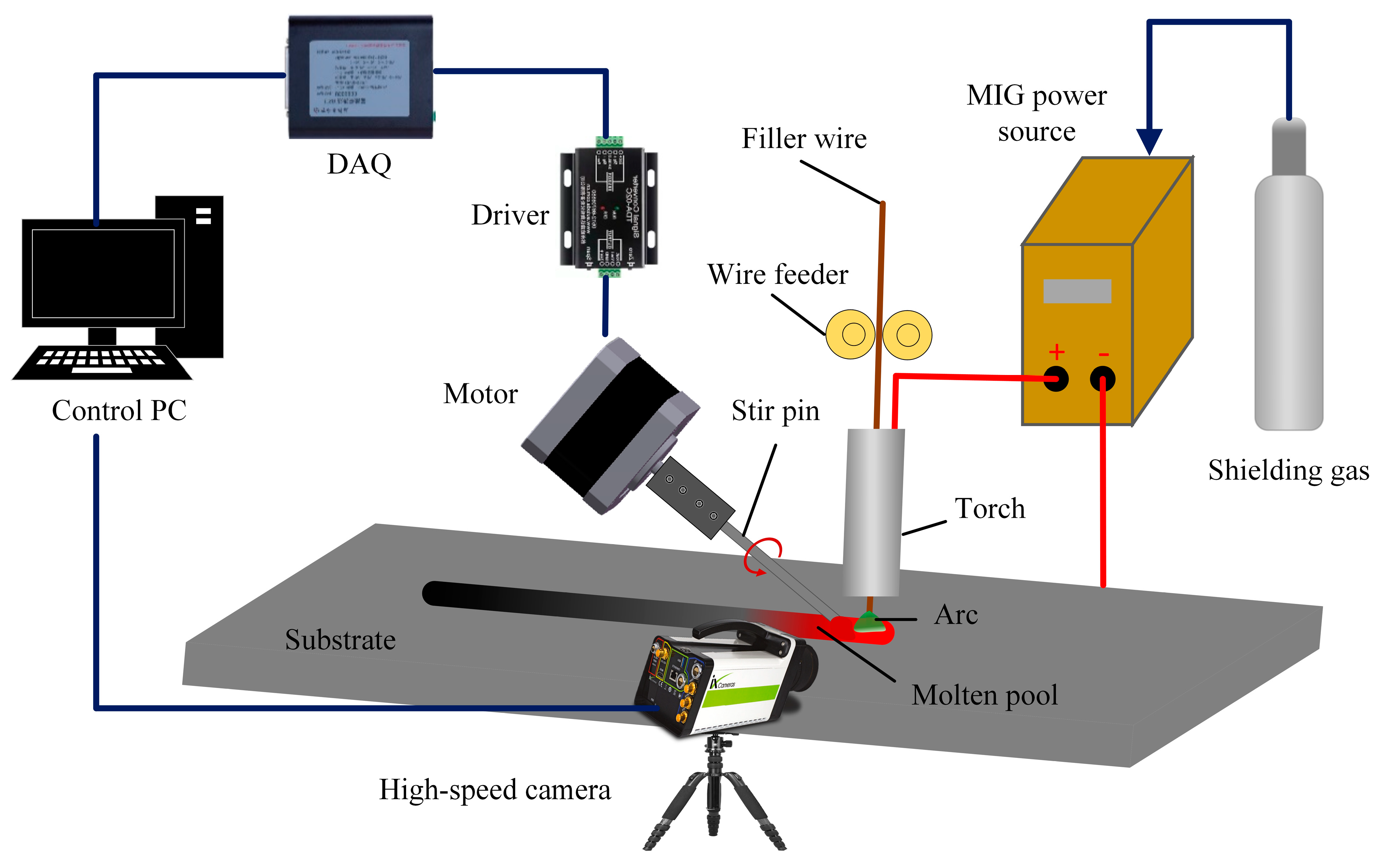
2. Experimental System
2.1. Mechanical Stirring System
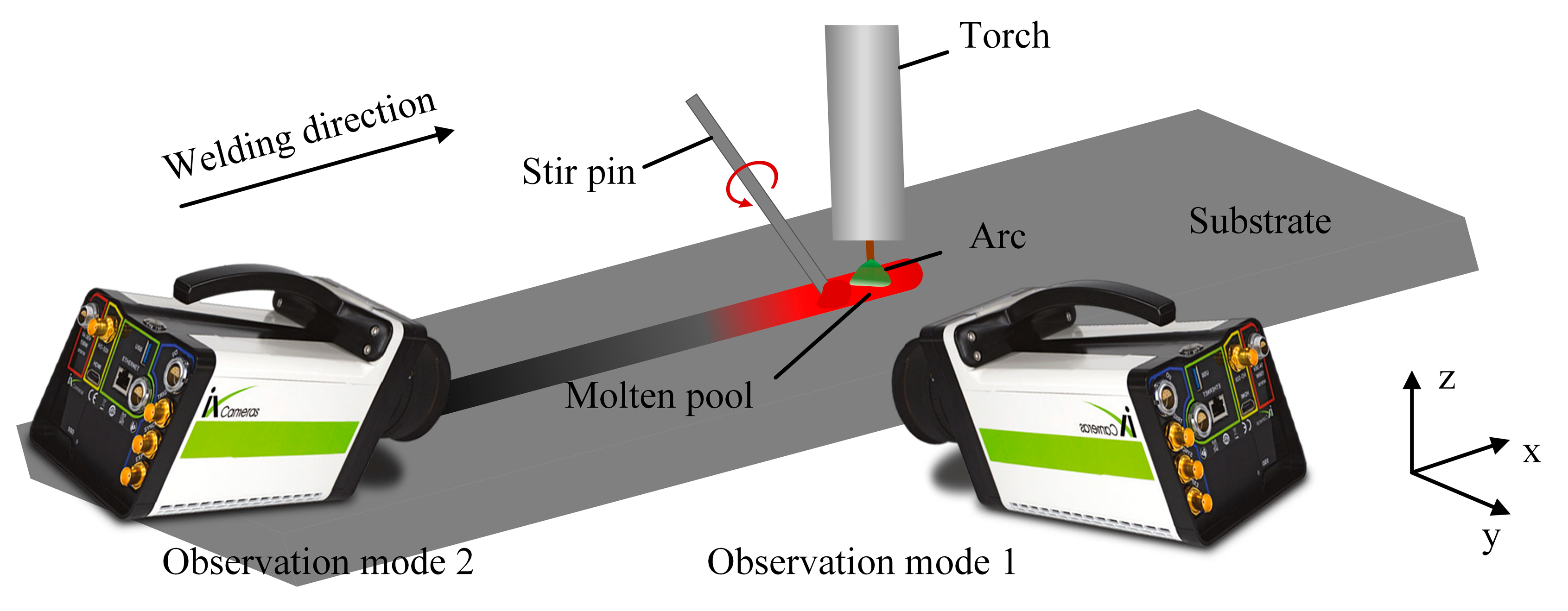
2.2. Observe the Convective Patterns on the Weld Pool Surfaces
3. Results and Discussions
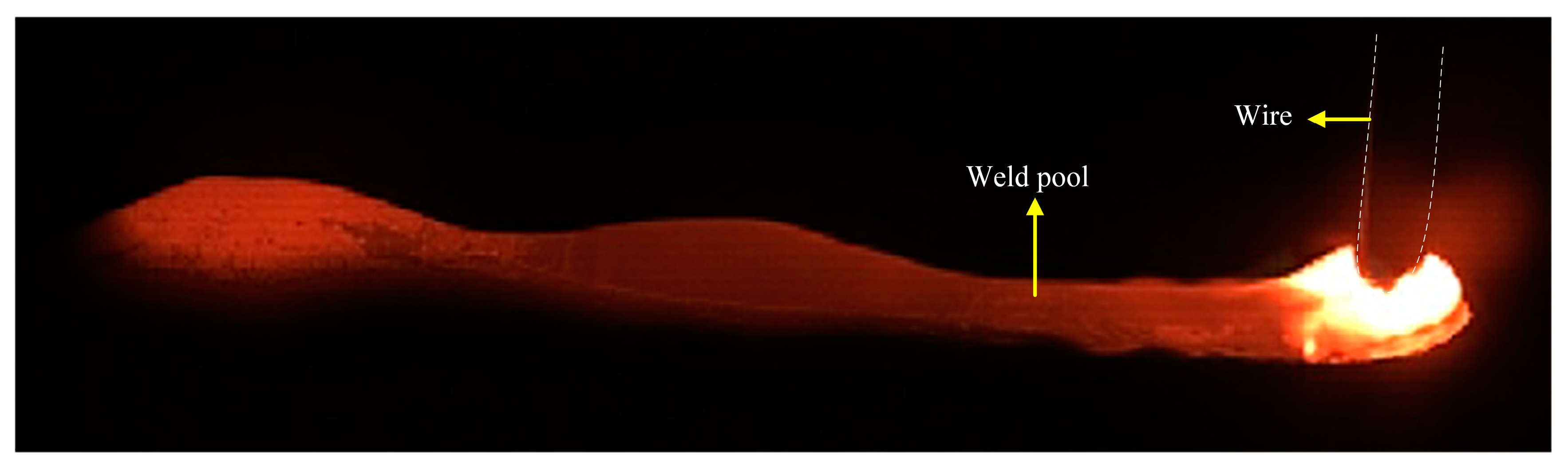
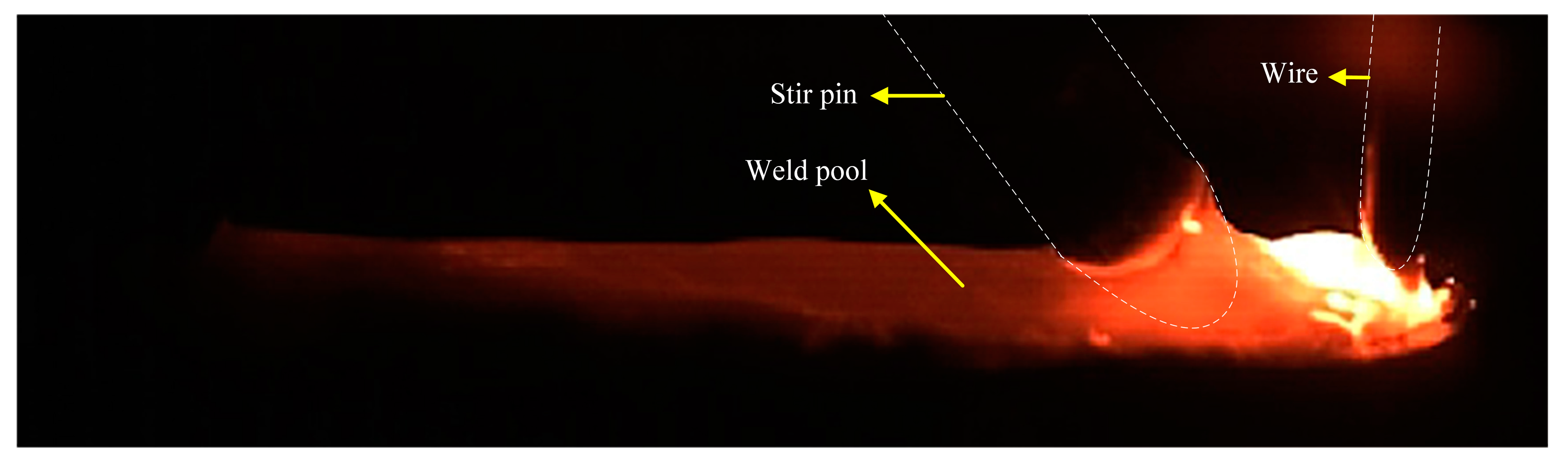
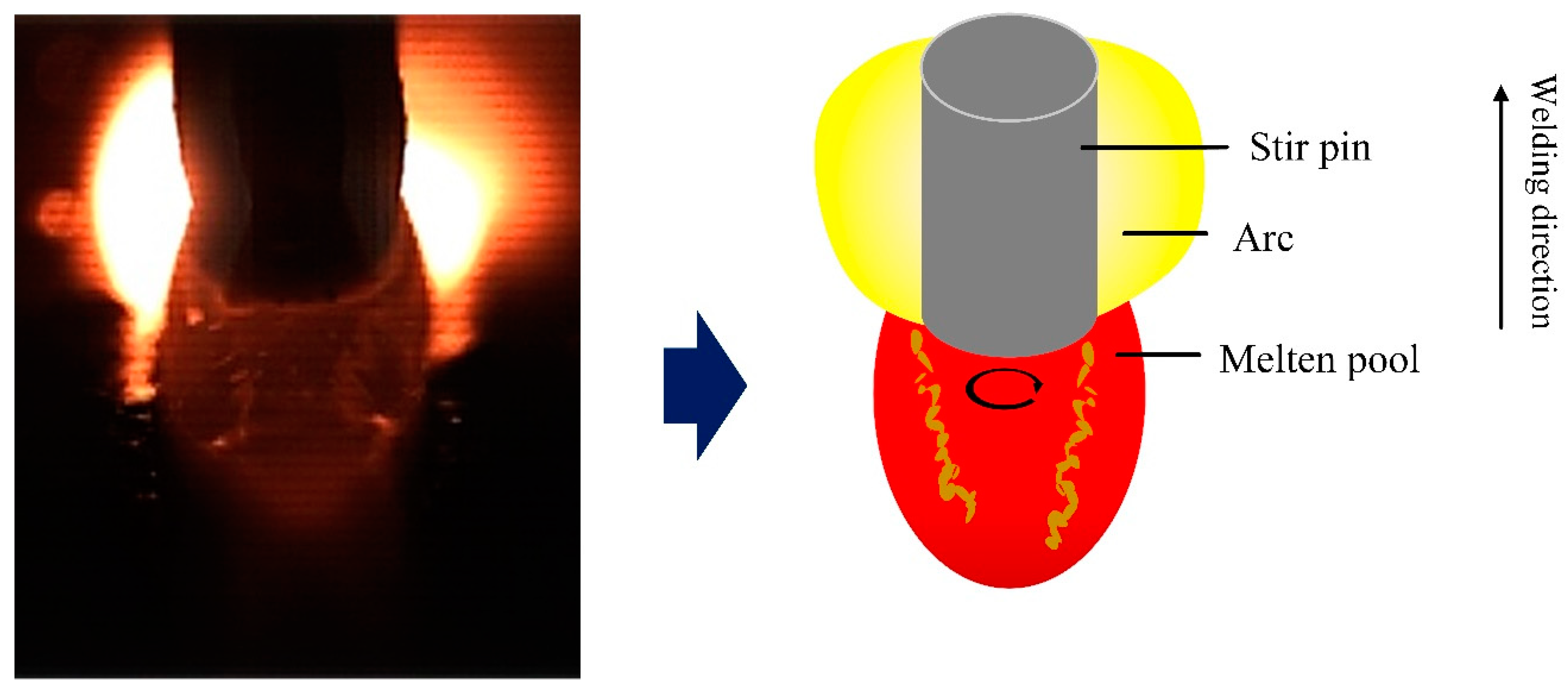
3.1. Observation of Weld Pool Behavior
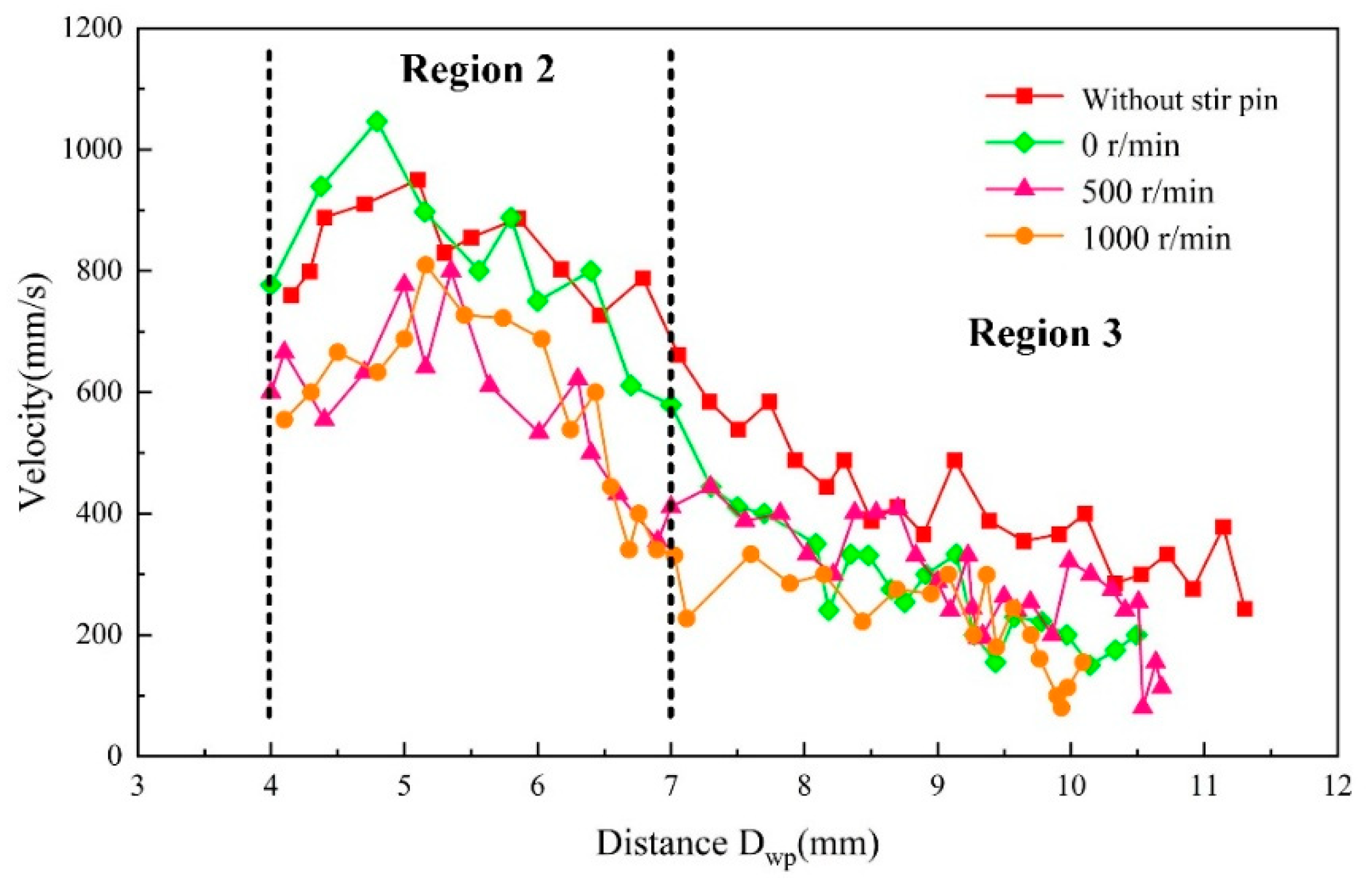
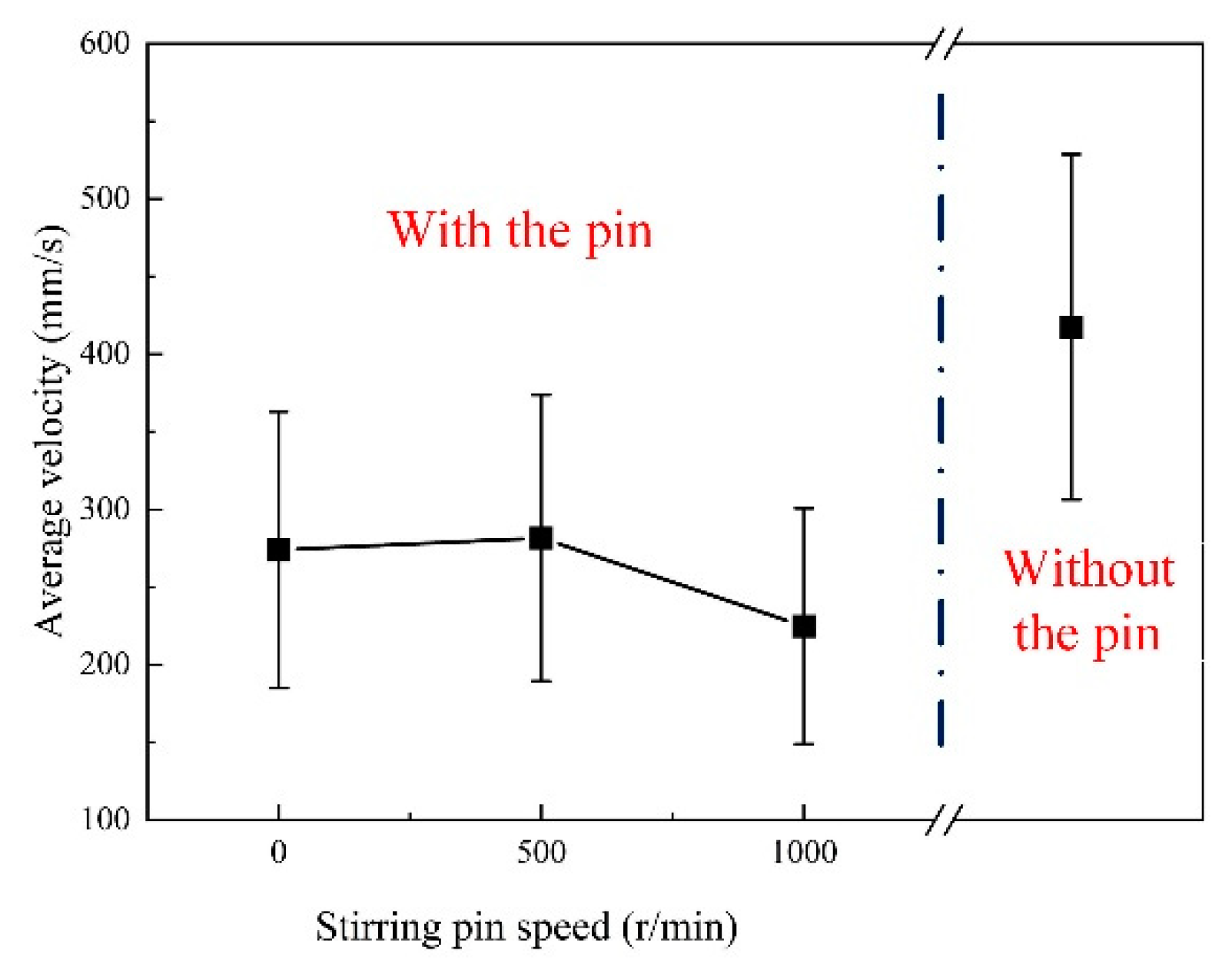
3.2. Influence of Mechanical Stirring on Molten Pool Flow
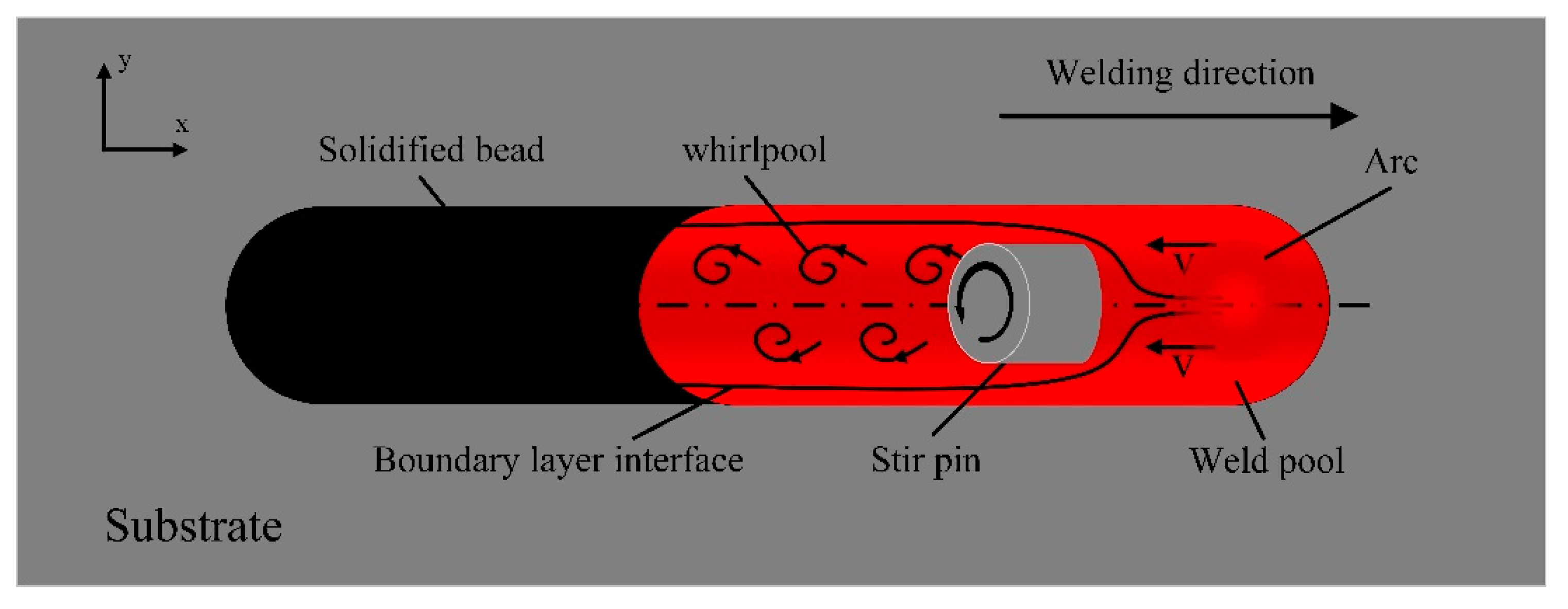
3.3. Suppression Mechanism of Humping Bead
4. Conclusions
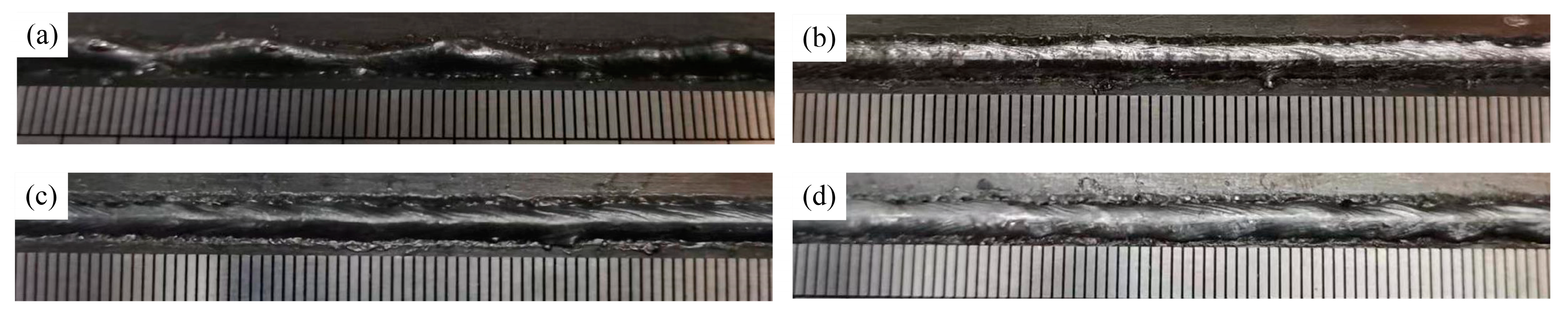
- A new method that is to use a stirring tungsten pin inserted directly into the molten pool is proposed for achieving better bead formation in the high-speed GMAW process. The results show that the mechanical stirring of the weld pool could successfully suppress the occurrence of the hump defect.
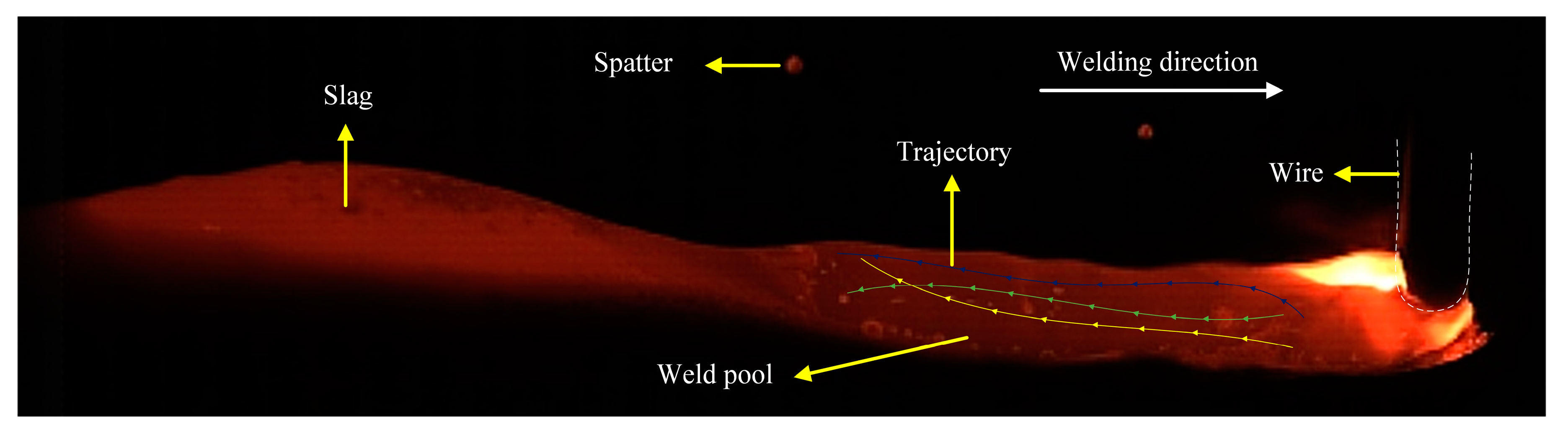
- The flow velocity of reverse metal flow of the weld pool was analyzed by measuring the motion of the tracing particles. Under the direct mechanical stirring, the flow pattern in the molten pool was changed, and the flow velocity of the backward metal flow was significantly weakened. That is the key mechanism of suppressing the hump defect.
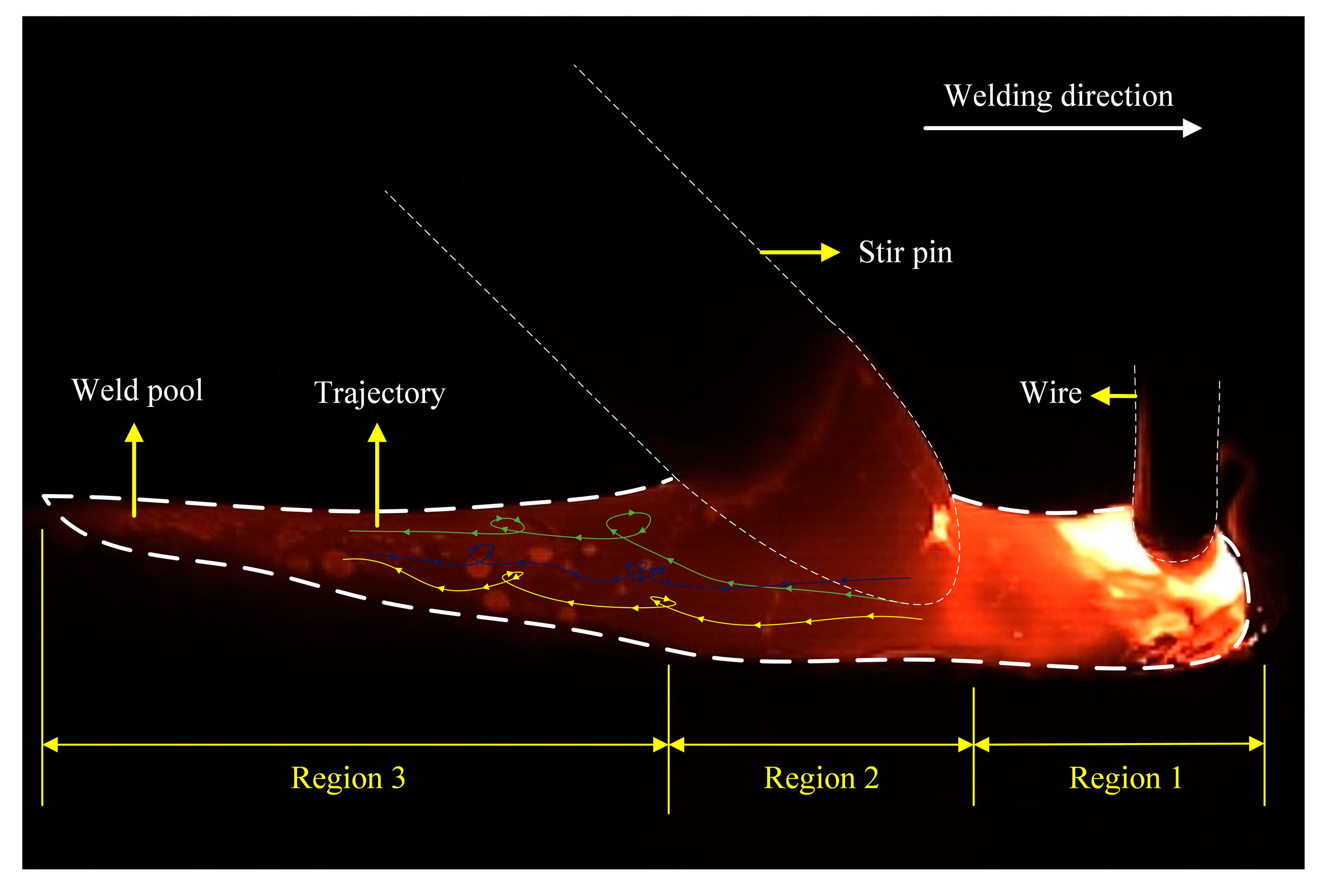
- The existence of vortex zone behind the stirring pin was proved by tracking the trajectory of tracing particles and the rotating motion of tracing particles in molten pool under mechanical stirring. The vortex zone contributes to weakening the backward metal flow.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nguyen, T.C.; Weckman, D.C.; Johnson, D.A.; Kerr, H.W. High speed fusion weld bead defects. Sci. Technol. Weld. Join. 2006, 11, 618–633. [Google Scholar] [CrossRef]
- Scalet Rossini, L.F.; Valenzuela Reyes, R.A.; Spinelli, J.E. Double-wire tandem GMAW welding process of HSLA50 steel. J. Manuf. Process. 2019, 45, 227–233. [Google Scholar] [CrossRef]
- Nguyen, T.C.; Weckman, D.C.; Johnson, D.A.; Kerr, H.W. The humping phenomenon during high speed gas metal arc welding. Sci. Technol. Weld. Join. 2005, 10, 447–459. [Google Scholar] [CrossRef]
- Cho, M.H.; Farson, D.F. Understanding Bead Hump Formation in Gas Metal Arc Welding Using a Numerical Simulation. Met. Mater. Trans. B 2007, 38, 305–319. [Google Scholar] [CrossRef]
- Chen, J.; Wu, C.-S. Numerical Analysis of Forming Mechanism of Hump Bead in High Speed GMAW. Weld. World 2010, 54, R286–R291. [Google Scholar] [CrossRef]
- Xu, G.; Cao, Q.; Hu, Q.; Zhang, W.; Liu, P.; Du, B. Modelling of bead hump formation in high speed gas metal arc welding. Sci. Technol. Weld. Join. 2016, 21, 700–710. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Ye, D.; Li, F. Understanding of humping formation and suppression mechanisms using the numerical simulation. Int. J. Heat Mass Transf. 2017, 104, 634–643. [Google Scholar] [CrossRef] [Green Version]
- Ni, M.; Qin, X.; Hu, Z.; Ji, F.; Yang, S.; Wang, S. Forming characteristics and control method of weld bead for GMAW on curved sur-face. Int. J. Adv. Manuf. Technol. 2022, 3, 119. [Google Scholar]
- Zähr, J.; Füssel, U.; Hertel, M.; Lohse, M.; Sende, M.; Schnick, M. Numerical and Experimental Studies of the Influence of Process Gases in Tig Welding. Weld. World 2012, 56, 85–92. [Google Scholar] [CrossRef]
- Ueyama, T.; Ohnawa, T.; Tanaka, M.; Nakata, K. Effects of torch configuration and welding current on weld bead formation in high speed tandem pulsed gas metal arc welding of steel sheets. Sci. Technol. Weld. Join. 2005, 10, 750–759. [Google Scholar] [CrossRef]
- Liu, L.; Yu, S.; Song, G.; Hu, C. Analysis of arc stability and bead forming with high-speed TW-GIA welding. J. Manuf. Process. 2019, 46, 67–76. [Google Scholar] [CrossRef]
- Wu, K.; Ding, N.; Yin, T.; Zeng, M.; Liang, Z. Effects of single and double pulses on microstructure and mechanical properties of weld joints during high-power double-wire GMAW. J. Manuf. Process. 2018, 35, 728–734. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, T.; Dong, X.; Liu, L. Suppression of humping bead in high-speed triple-wire gas indirect arc welding. Int. J. Adv. Manuf. Technol. 2022, 122, 2593–2605. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, S.; Shi, Y.; Li, X.; Chen, J.; Kvidahl, L.; Zhang, Y.M. Double-electrode arc welding process: Principle, variants, control and developments. J. Manuf. Process. 2014, 16, 93–108. [Google Scholar] [CrossRef] [Green Version]
- Kanemaru, S.; Sasaki, T.; Sato, T.; Mishima, H.; Tashiro, S.; Tanaka, M. Study for TIG–MIG hybrid welding process. Weld. World 2014, 58, 11–18. [Google Scholar] [CrossRef]
- Chen, J.; Wu, C.; Chen, M. Improvement of welding heat source models for TIG-MIG hybrid welding process. J. Manuf. Process. 2014, 16, 485–493. [Google Scholar] [CrossRef]
- Choi, H.W.; Farson, D.F.; Cho, M.H. Using a hybrid laser plus GMAW process for controlling the bead humping defect. Weld. J. 2006, 85, 174s–179s. [Google Scholar]
- Li, F.; Tao, W.; Peng, G.; Qu, J.; Li, L. Behavior and stability of droplet transfer under laser-MIG hybrid welding with synchronized pulse modulations. J. Manuf. Process. 2020, 54, 70–79. [Google Scholar] [CrossRef]
- Wu, C.; Yang, F.; Gao, J. Effect of external magnetic field on weld pool flow conditions in high-speed gas metal arc welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 188–193. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Wu, C.S.; Gao, J.Q. Suppression of humping bead in high speed GMAW with external magnetic field. Sci. Technol. Weld. Join. 2016, 21, 131–139. [Google Scholar] [CrossRef]
- Wang, L.; Chen, J.; Wu, C.; Gao, J. Backward flowing molten metal in weld pool8 and its influence on humping bead in high-speed GMAW. J. Mater. Process. Technol. 2016, 237, 342–350. [Google Scholar] [CrossRef]
- Wang, L.; Wu, C.; Chen, J.; Gao, J. Influence of the external magnetic field on fluid flow, temperature profile and humping bead in high speed gas metal arc welding. Int. J. Heat Mass Transf. 2018, 116, 1282–1291. [Google Scholar] [CrossRef]
- Wang, L.; Wu, C.; Chen, J.; Gao, J. Experimental measurement of fluid flow in high-speed GMAW assisted by transverse magnetic field. J. Manuf. Process. 2020, 56, 1193–1200. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, Y.; Lang, Q. Suppression of humping bead defects in high-speed triple-wire gas indirect arc welding through com-pensation gas. Vacuum 2023, 213, 112108. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Mn | Si | P | S | Cr | Ni | Cu | Mo | Ti | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ER50-6 | Bal. | 0.08 | 1.34 | 0.14 | 0.015 | 0.013 | 0.021 | 0.011 | 0.14 | 0.38 | 0.06 |
| Tensile Strength (MPa) | Yield Point (MPa) | Elongation (%) | |
|---|---|---|---|
| Q235 | 375–500 | ≥235 | ≥25 |
| Parameters | Values | Units |
|---|---|---|
| Arc current I | 220 | A |
| Arc voltage U | 21 | V |
| Welding speed v | 2.25 | m/min |
| Stirring speed n | 0–1000 | r/min |
| Stir pin diameter d | 3 | mm |
| Stirring pin angle θ | 45 | ° |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, J.; Wang, X.; Gai, S.; Chen, S.; Huang, W. Effect of Mechanical Stirring on High-Speed GMAW Hump Bead. Materials 2023, 16, 4493. https://doi.org/10.3390/ma16124493
Xiao J, Wang X, Gai S, Chen S, Huang W. Effect of Mechanical Stirring on High-Speed GMAW Hump Bead. Materials. 2023; 16(12):4493. https://doi.org/10.3390/ma16124493
Chicago/Turabian StyleXiao, Jun, Xiaolei Wang, Shengnan Gai, Shujun Chen, and Wenhao Huang. 2023. "Effect of Mechanical Stirring on High-Speed GMAW Hump Bead" Materials 16, no. 12: 4493. https://doi.org/10.3390/ma16124493
APA StyleXiao, J., Wang, X., Gai, S., Chen, S., & Huang, W. (2023). Effect of Mechanical Stirring on High-Speed GMAW Hump Bead. Materials, 16(12), 4493. https://doi.org/10.3390/ma16124493