

Influence of Ni Contents on Microstructure and Mechanical Performance of AlSi10Mg Alloy by Selective Laser Melting


Abstract
:1. Introduction
2. Experimental Procedures
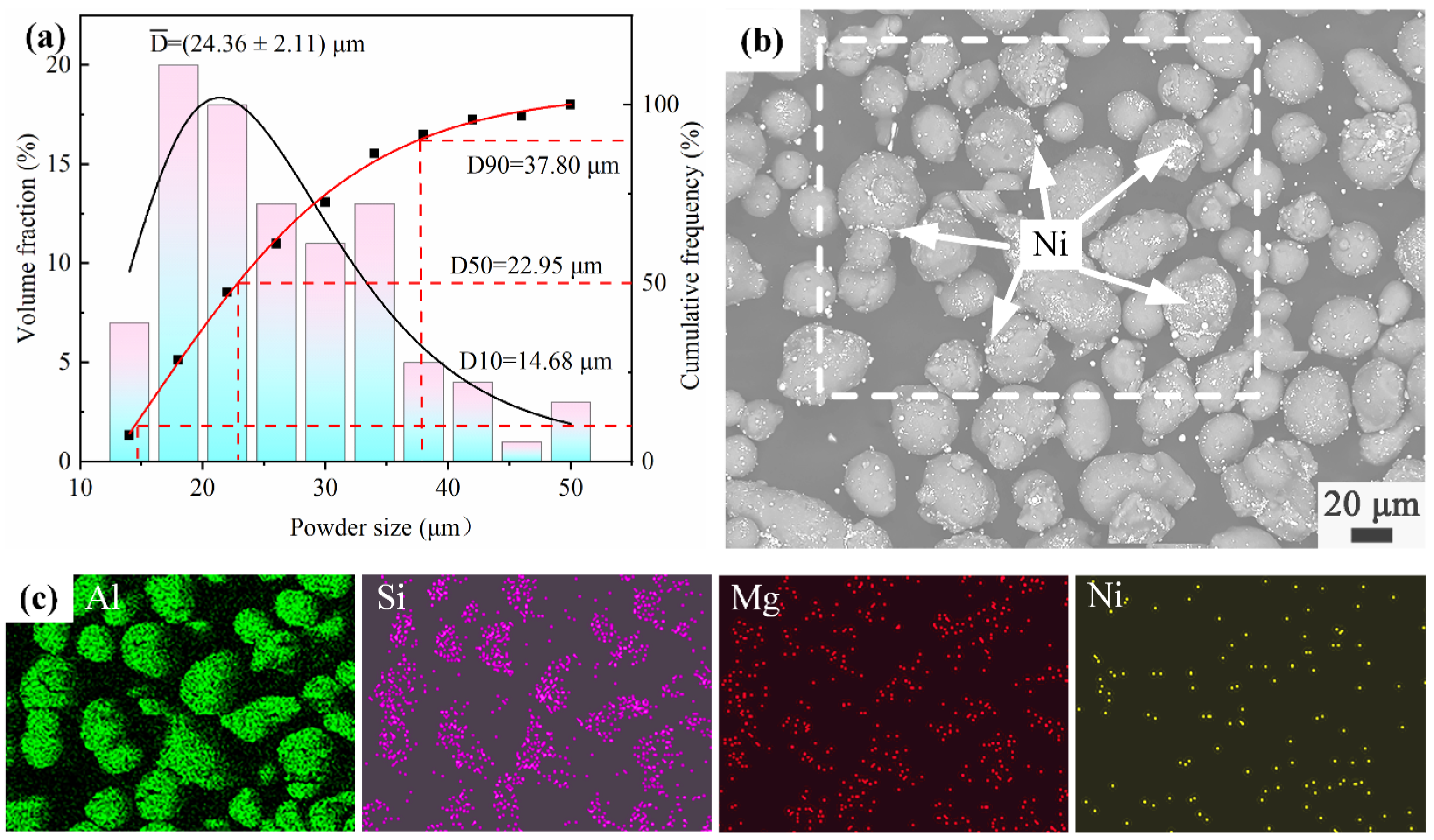
2.1. Materials Preparation
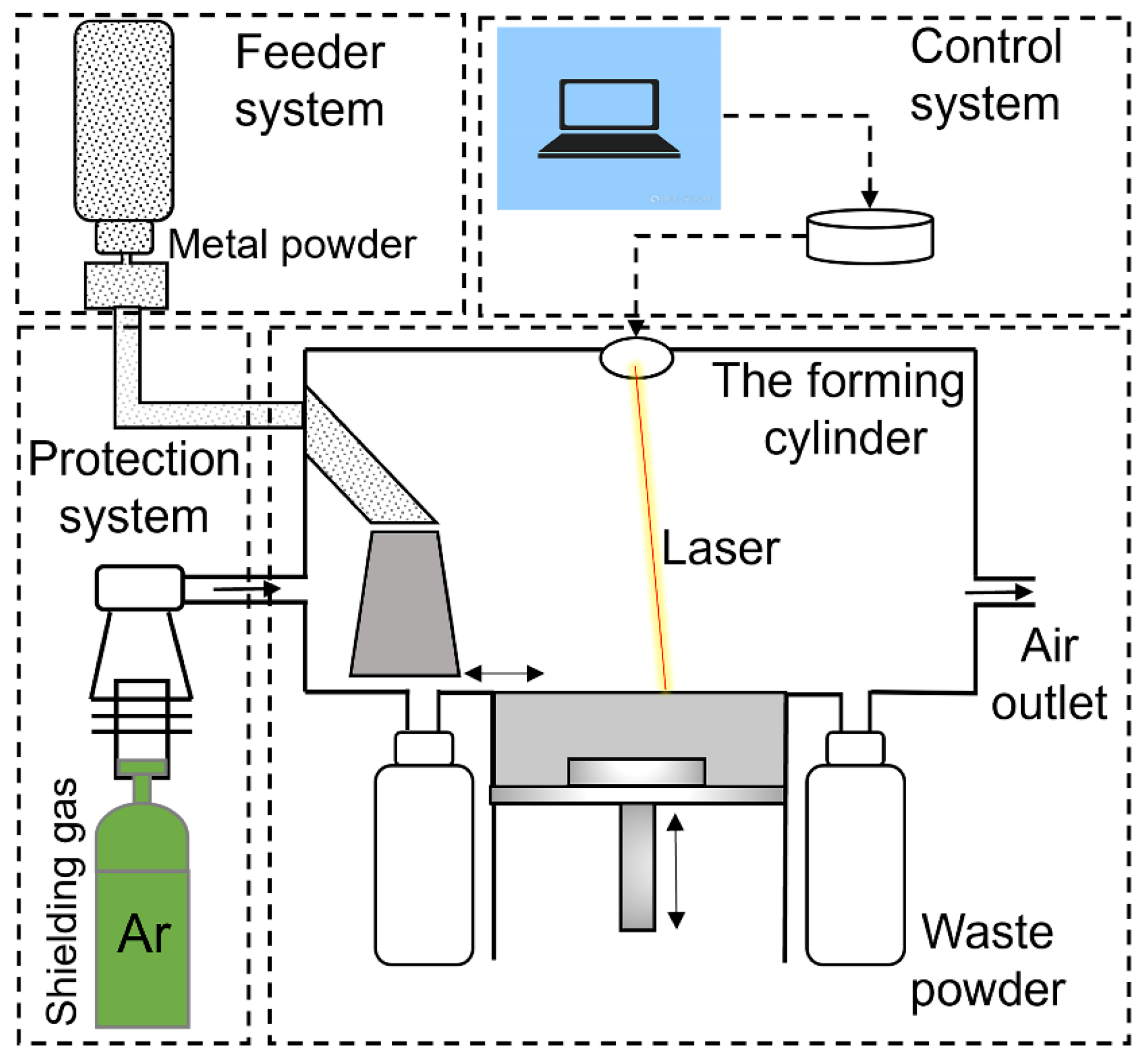
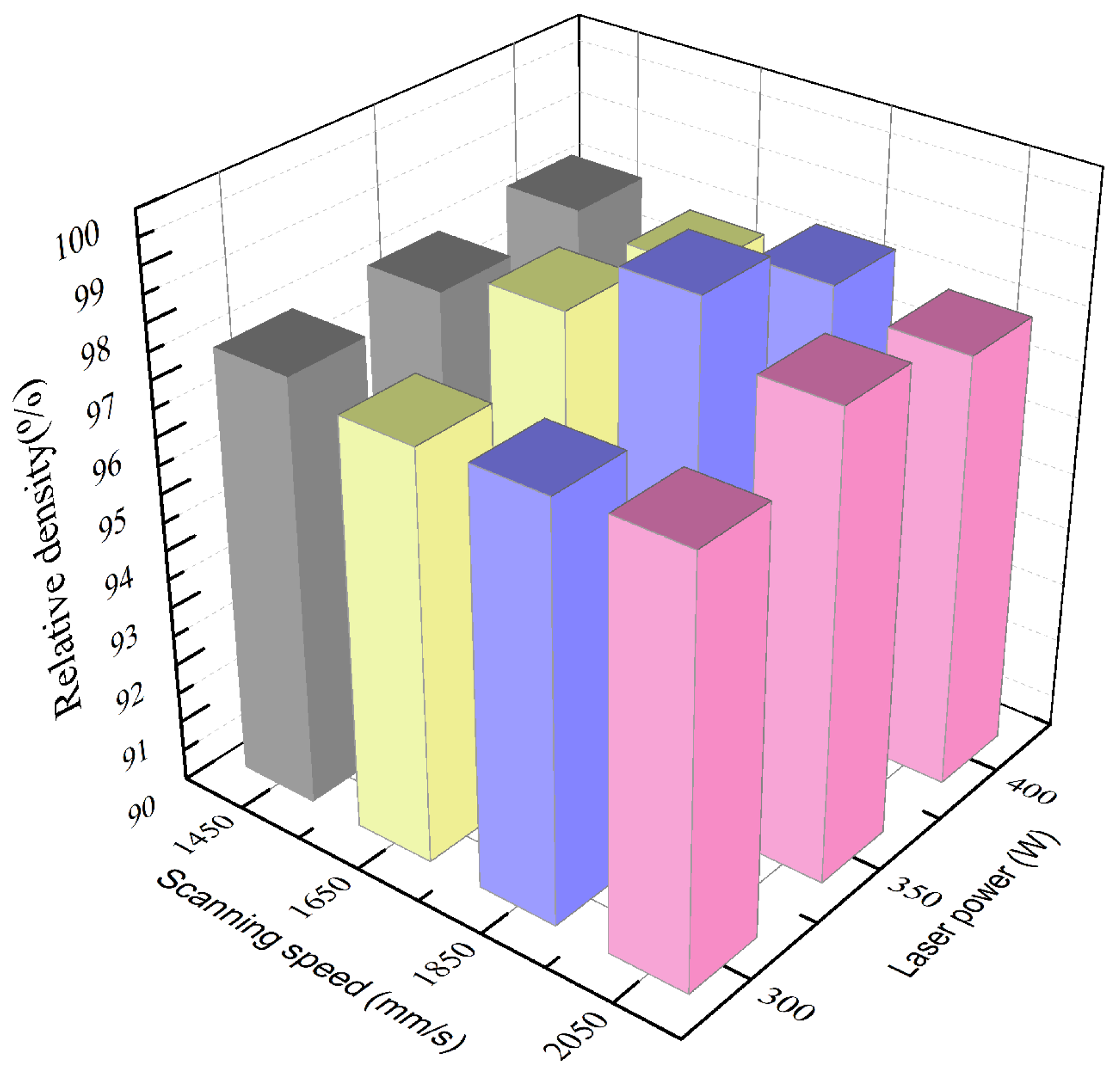
2.2. Sample Production
2.3. Relative Density Test
2.4. Characterization and Mechanical Evaluation
3. Results and Discussion
3.1. Densification Behavior and Phase Recognition
3.2. Microstructure Characterization
3.3. Mechanical Property
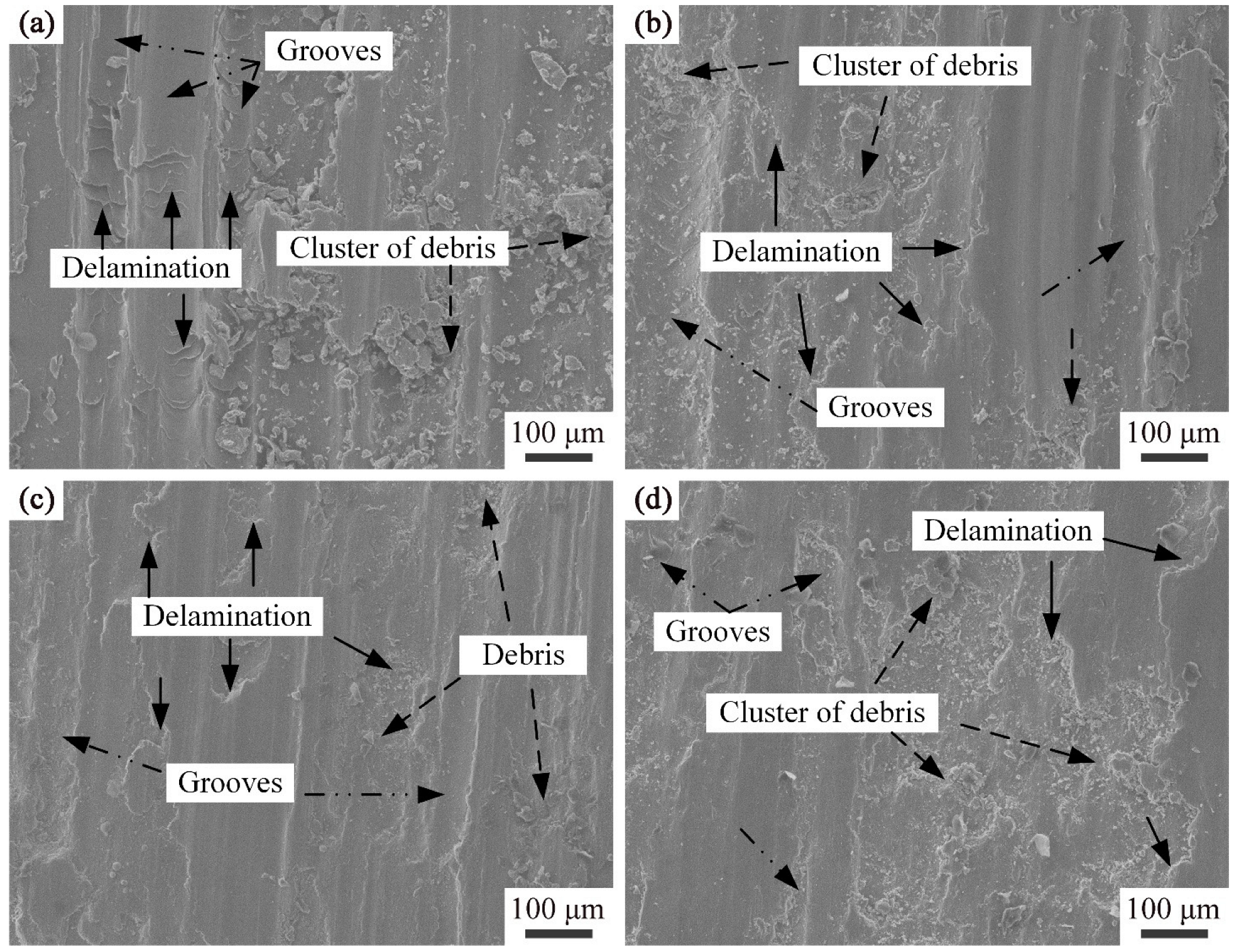
3.4. Friction Coefficient and Wear Property
4. Conclusions
- (1)
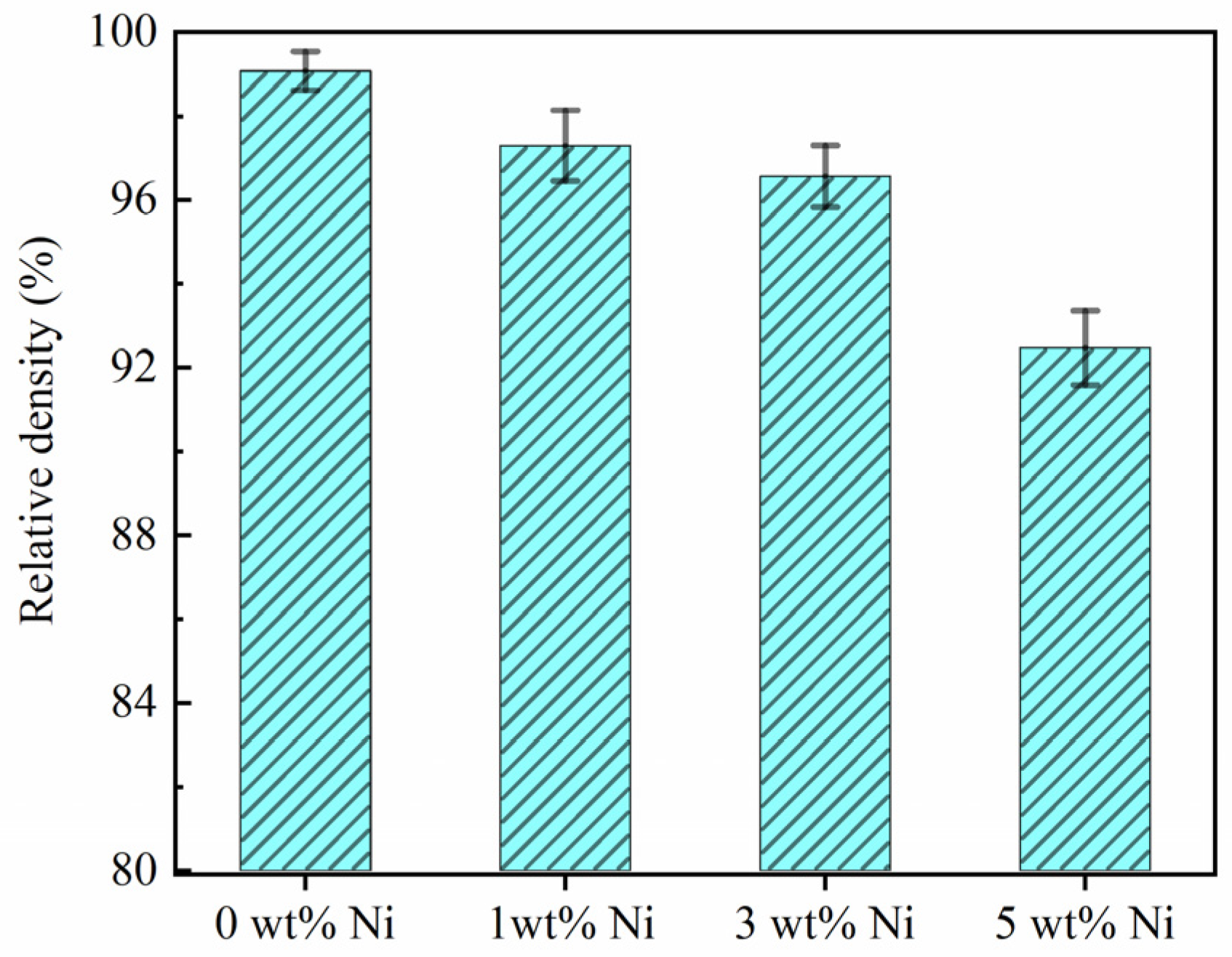
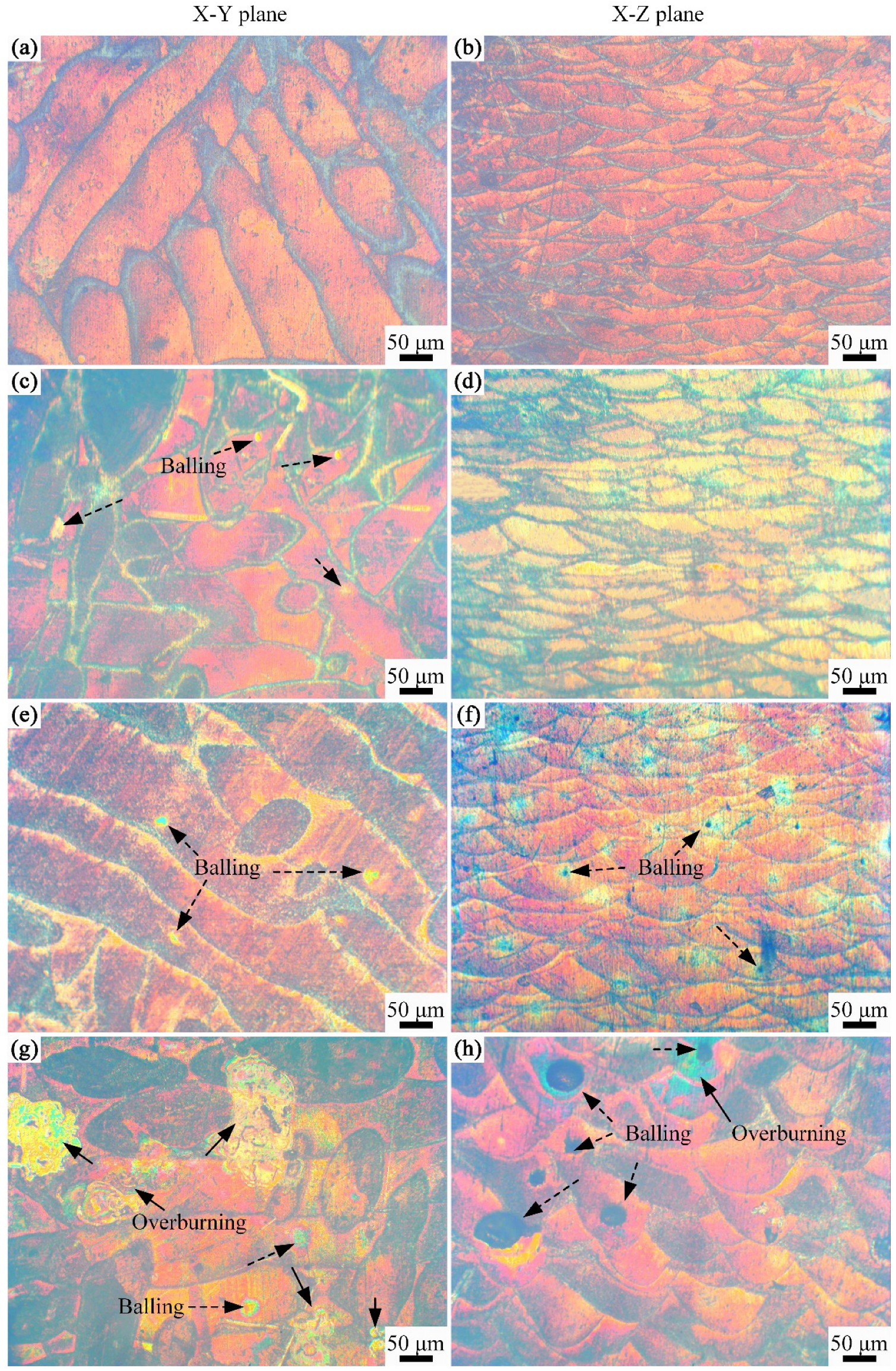
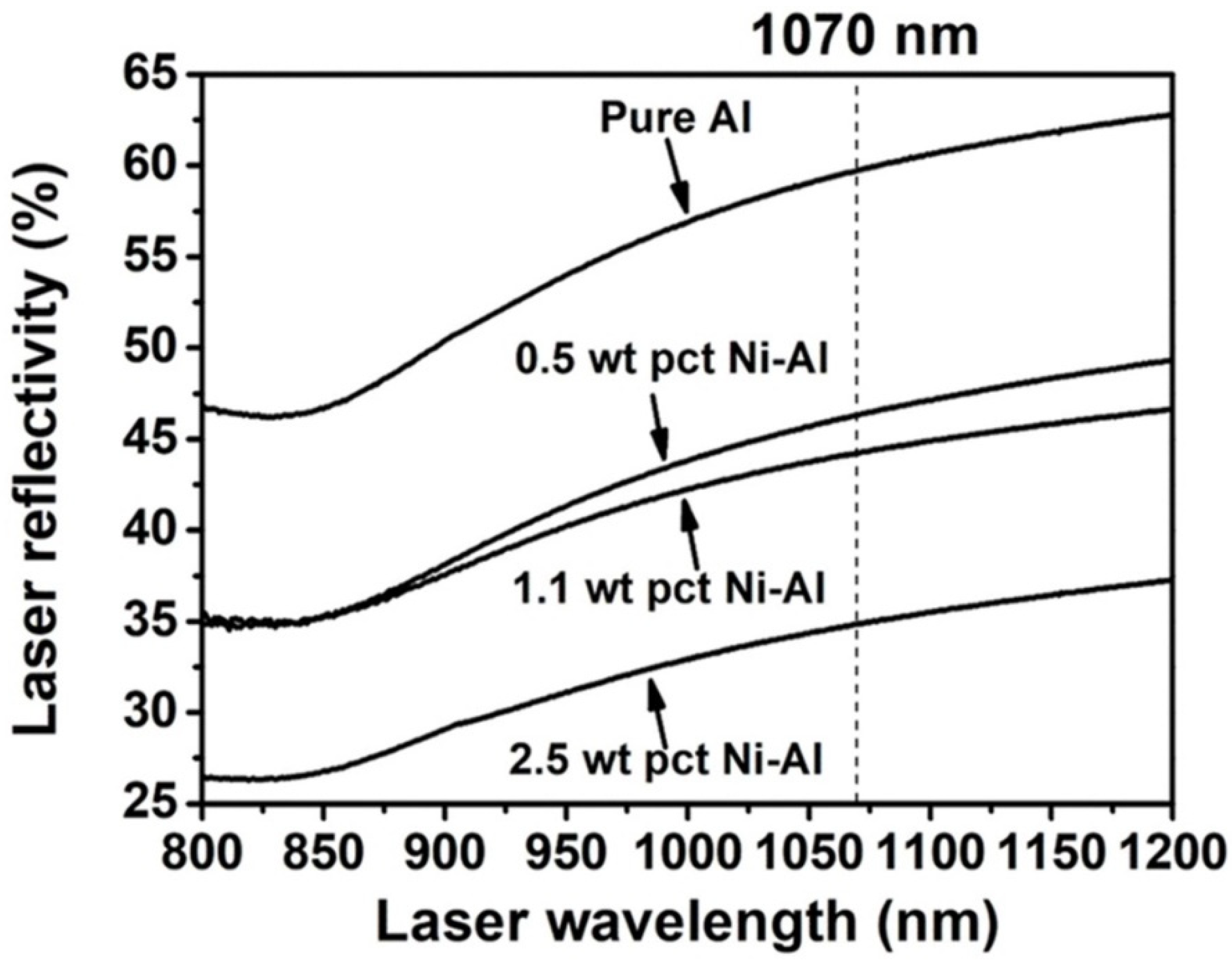
- With the same SLM process parameters, the relative densities of the Ni/AlSi10Mg samples gradually decreased from 99.07% to 92.47% as the Ni contents increased. The energy absorption of the composites was improved with the increasing Ni contents, resulting in the balling and over-burning defects. The balling and over-burning defects led to a low relative density, especially for the 5Ni-AlSi10Mg sample.
- (2)
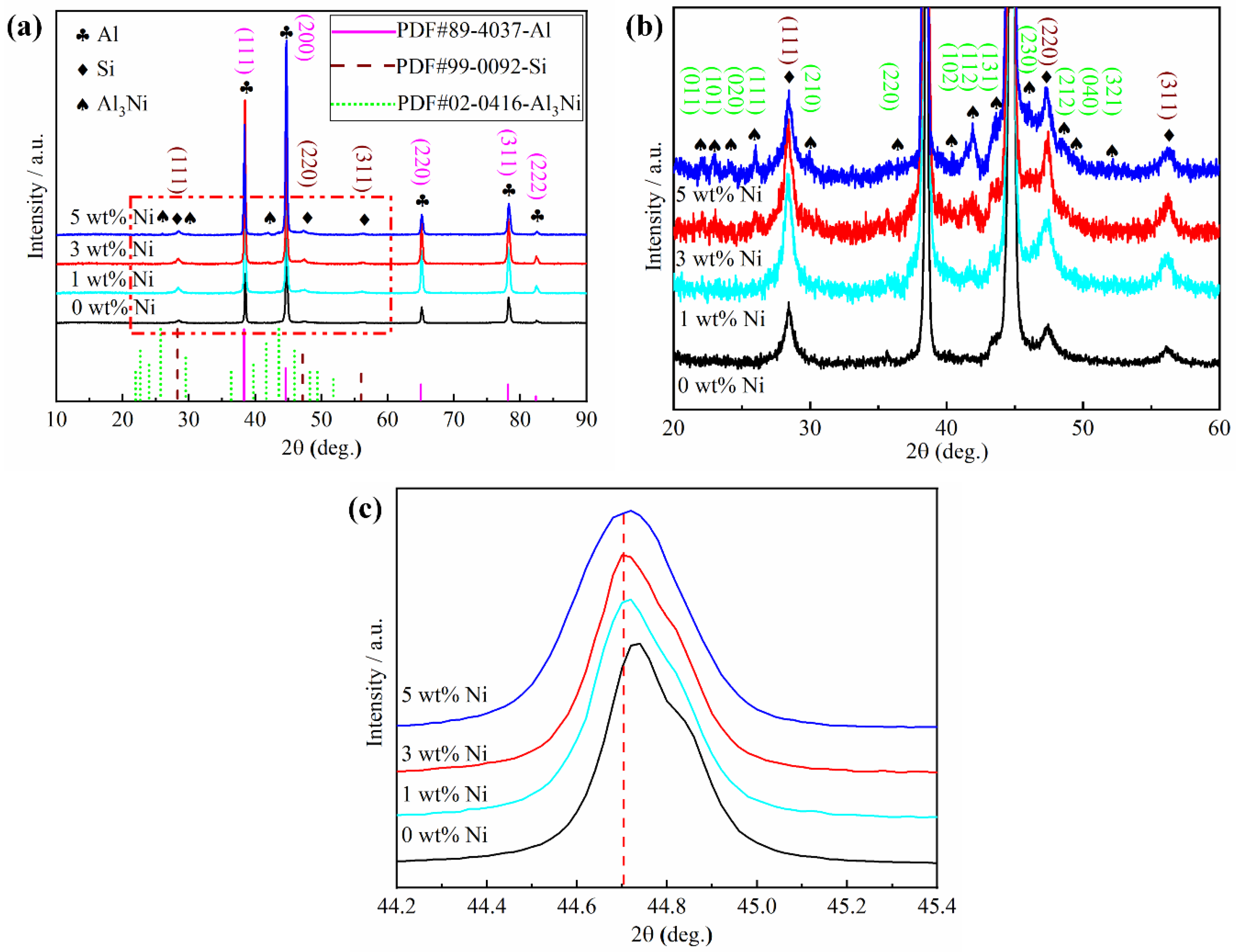
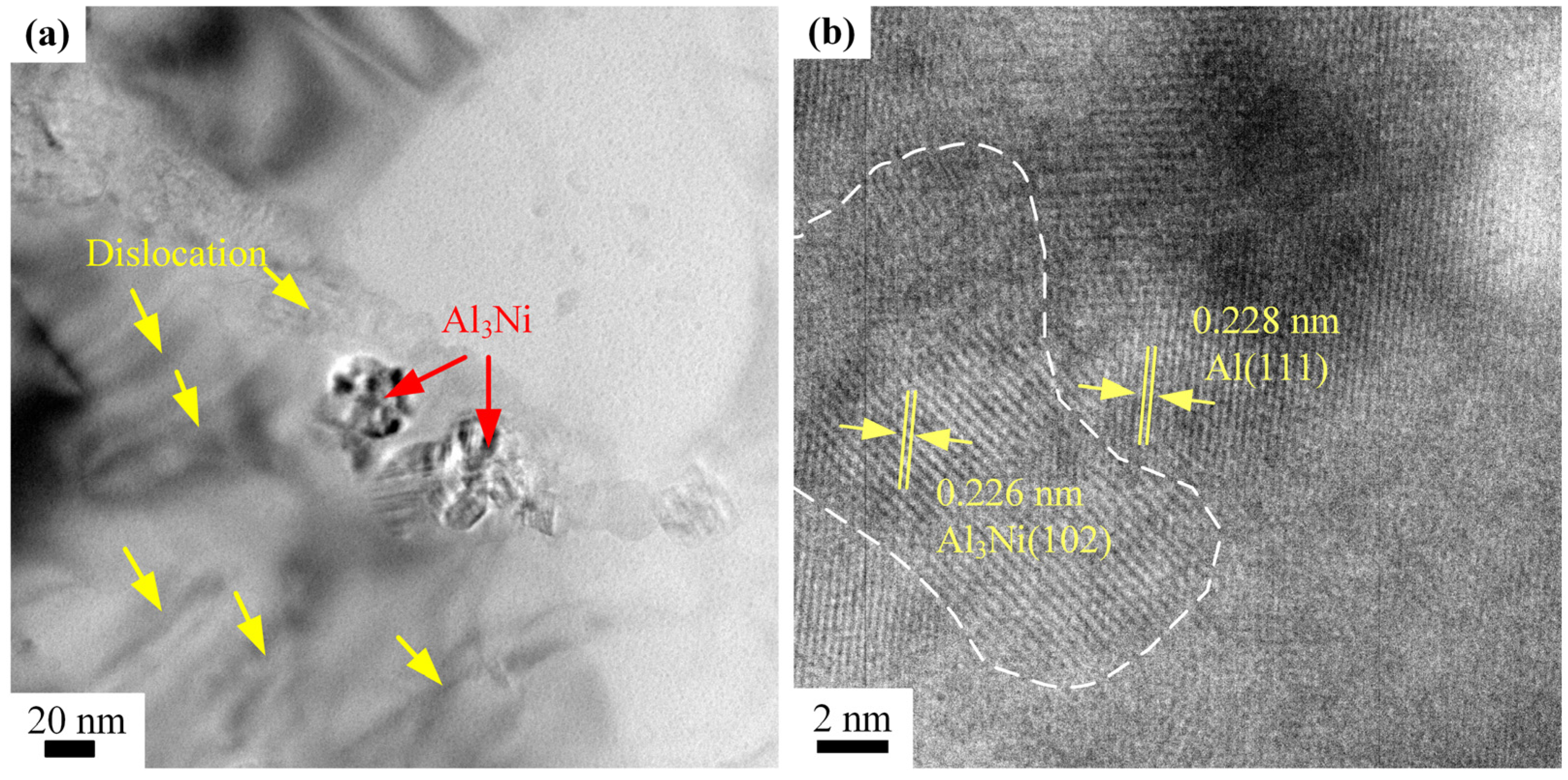
- The addition of Ni contents in AlSi10Mg samples can refine the size of the Si networks and can also be beneficial to the precipitation of Si, which facilitates the continuity of the Si networks. The in situ reaction of the Ni and aluminum matrix produced Al3Ni nanoparticles in the SLM process. HRTEM verified that the interface between the Al3Ni nanoparticle and the Al matrix was well-bound.
- (3)
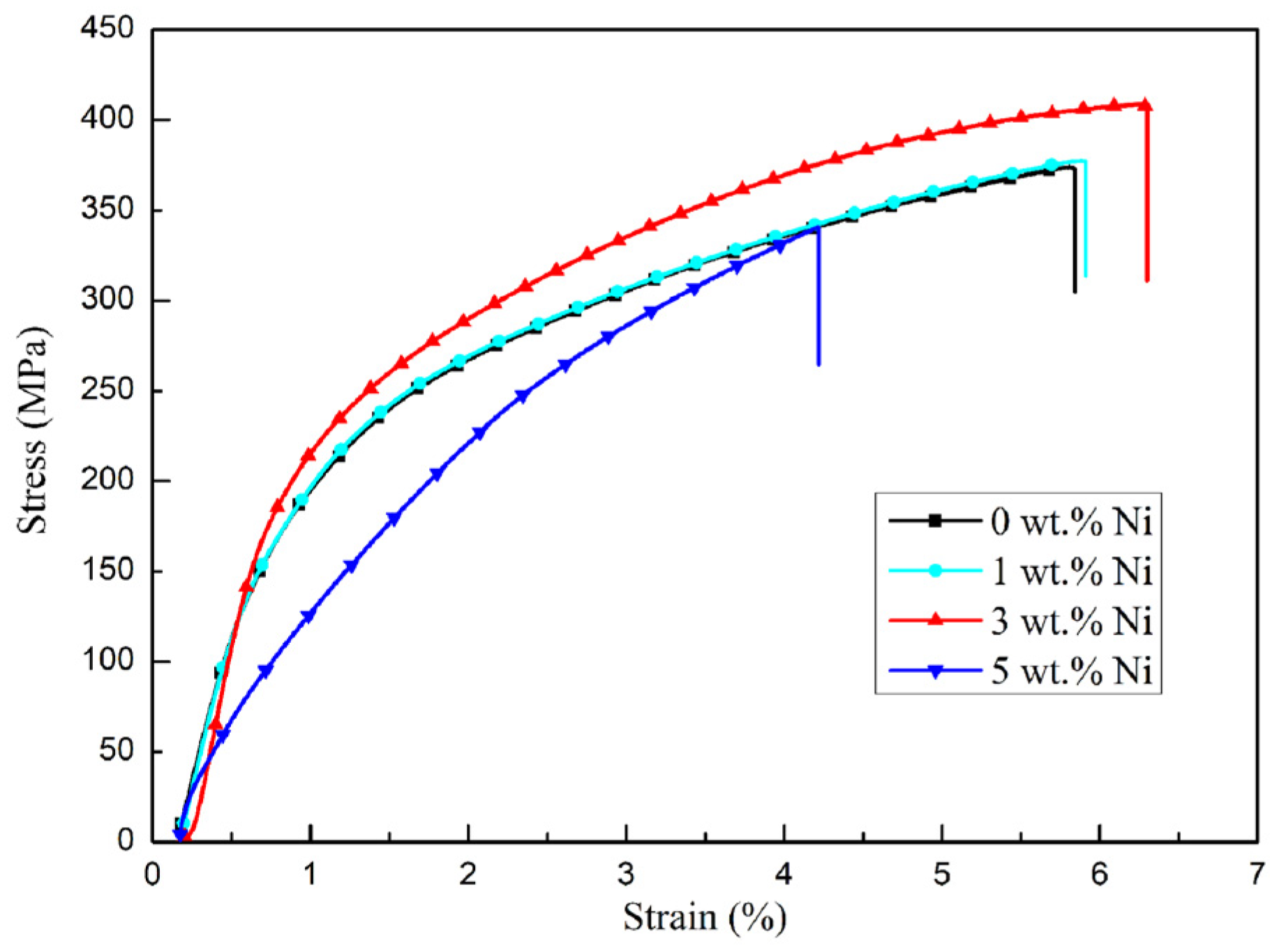
- The relative density of the SLMed Ni/AlSi10Mg decreased when increasing the Ni contents. However, the mechanical performances of the Ni/AlSi10Mg samples were not solely determined by their relative density. The addition of Ni nanoparticles facilitated the precipitation of Si and promoted the continuity of the Si networks; thus, the continuity of the Si network was better in the 1Ni- and 3Ni-AlSi10Mg samples, as compared to the pure AlSi10Mg samples. The precipitated Si particles facilitated the pinning of dislocations at Si networks. Moreover, the Al3Ni nanoparticles were able to store dislocations inside α-Al cells. Thus, the 1Ni- and 3Ni-AlSi10Mg samples showed better tensile properties than the pure AlSi10Mg sample. Moreover, due to the higher Vickers hardness of the Al3Ni nanoparticles and Si phases, the Vickers-hardness values of the 1Ni- and 3Ni-AlSi10Mg samples were also higher than those of the pure AlSi10Mg sample. In addition, dislocations within the cells cannot transmit across the dislocation walls inside the Si network. Thus, they accumulate within the cells, resulting in a high strain-hardening rate. During the tensile testing, the high strain-hardening rate helped to prevent the necking of the material, thus improving the ductility of the samples. This is also the main reason why the 1Ni- and 3Ni-AlSi10Mg samples exhibit better elongation than the pure AlSi10Mg sample. As for the 5Ni-AlSi10Mg samples, serious balling and over-burning could be observed both in the top and lateral surfaces of the samples due to the addition of Ni nanoparticles which decreased the pavement quality layer by layer. As a result, the tensile strength and wear properties of the 5Ni-AlSi10Mg samples were inferior to the 1Ni- and 3Ni-AlSi10Mg samples. As the stress was concentrated in the Si networks, the most interconnected Si networks in the 5Ni-AlSi10Mg sample cannot bear high strain before failure due to the excessive damage nucleated on the Si networks, leading to the degraded elongation of the samples. To sum up, only the suitable Ni contents were beneficial to obtaining a high printing quality with relatively high density and high mechanical properties of the AlSi10Mg samples.
- (4)
- The 3Ni-AlSi10Mg samples exhibited excellent overall performances, including a tensile strength of 401.15 ± 7.97 MPa, elongation of 6.23 ± 0.252%, Vickers hardness of 144.06 ± 0.81 HV, friction coefficient of 0.608, and wear volumes of 0.11 mm3, thus outperforming the pure AlSi10Mg samples (372.05 ± 1.64 MPa, 5.84 ± 0.269%, 123.22 ± 1.18 HV, 0.66, and 0.135 mm3).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, L.; Song, L.; Macías, J.G.S.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Wang, P.; Lei, H.; Zhu, X.; Chen, H.; Fang, D. Influence of manufacturing geometric defects on the mechanical properties of AlSi10Mg alloy fabricated by selective laser melting. J. Alloys Compd. 2019, 789, 852–859. [Google Scholar] [CrossRef]
- Lu, Q.; Ou, Y.; Zhang, P.; Yan, H. Fatigue performance and material characteristics of SiC/AlSi10Mg composites by selective laser melting. Mater. Sci. Eng. A 2022, 858, 144163. [Google Scholar] [CrossRef]
- Abedi, H.; Hanzaki, A.Z.; Azami, M.; Kahnooji, M.; Rahmatabadi, D. The high temperature flow behavior of additively manufactured Inconel 625 superalloy. Mater. Res. Express 2019, 6, 116514. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.B.; Rahmatabadi, D.; Ebrahimi, M.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Tan, Q.; Yin, Y.; Fan, Z.; Zhang, J.; Liu, Y.; Zhang, M.-X. Uncovering the roles of LaB6-nanoparticle inoculant in the AlSi10Mg alloy fabricated via selective laser melting. Mater. Sci. Eng. A 2021, 800, 140365. [Google Scholar] [CrossRef]
- Gao, C.; Xiao, Z.; Liu, Z.; Zhu, Q.; Zhang, W. Selective laser melting of nano-TiN modified AlSi10Mg composite powder with low laser reflectivity. Mater. Lett. 2019, 236, 362–365. [Google Scholar] [CrossRef]
- Azami, M.; Siahsarani, A.; Hadian, A.; Kazemi, Z.; Rahmatabadi, D.; Kashani-Bozorg, S.F.; Abrinia, K. Laser powder bed fusion of Alumina/Fe–Ni ceramic matrix particulate composites impregnated with a polymeric resin. J. Mater. Res. Technol. 2023, 24, 3133–3144. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Yang, T.; Liu, T.; Liao, W.; MacDonald, E.; Wei, H.; Chen, X.; Jiang, L. The influence of process parameters on vertical surface roughness of the AlSi10Mg parts fabricated by selective laser melting. J. Mater. Process. Technol. 2019, 266, 26–36. [Google Scholar] [CrossRef]
- Chen, Z.; Wei, Z.; Wei, P.; Chen, S.; Lu, B.; Du, J.; Li, J.; Zhang, S. Experimental research on selective laser melting AlSi10Mg alloys: Process, densification and performance. J. Mater. Eng. Perform. 2017, 26, 5897–5905. [Google Scholar] [CrossRef]
- Praneeth, J.; Venkatesh, S.; Krishna, L.S. Process parameters influence on mechanical properties of AlSi10Mg by SLM. Mater. Today Proc. 2023, 65, 417–424. [Google Scholar] [CrossRef]
- E8/E8M-13a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2013.
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Geng, K.; Yang, Y.; Li, S.; Misra, R.; Zhu, Q. A general strategy for enhancing 3D printability of high laser reflectivity pure aluminum powder. Metall. Mater. Trans. A 2019, 50, 4970–4976. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Mai, S.; Wang, D.; Song, C. Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater. Des. 2015, 87, 797–806. [Google Scholar] [CrossRef]
- Wang, P.; Zhou, H.; Zhang, L.; Chen, H.; Zhu, X.; Lei, H.; Fang, D. In situ X-ray micro-computed tomography study of the damage evolution of prefabricated through-holes in SLM-Printed AlSi10Mg alloy under tension. J. Alloys Compd. 2020, 821, 153576. [Google Scholar] [CrossRef]
- Sun, K.; Peng, W.; Yang, L.; Fang, L. Effect of SLM processing parameters on microstructures and mechanical properties of Al0. 5CoCrFeNi high entropy alloys. Metals 2020, 10, 292. [Google Scholar] [CrossRef] [Green Version]
- Kuai, Z.; Li, Z.; Liu, B.; Chen, Y.; Lu, S.; Tang, X.; Liu, T. Selective laser melting of CuCrZr alloy: Processing optimisation, microstructure and mechanical properties. J. Mater. Res. Technol. 2022, 19, 4915–4931. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, W.; Chen, C.; Chen, B.; Xue, G.; Zhu, H. Hybrid reinforced aluminum matrix composites fabricated by selective laser melting. Intermetallics 2021, 131, 107080. [Google Scholar] [CrossRef]
- Medrano-Prieto, H.; Garay-Reyes, C.; Gómez-Esparza, C.; Martínez-Sánchez, R. Influence of Solute Addition in the Microstructure and Hardness of the Al-Si-Cu Alloys. MRS Online Proc. Libr. 2016, 1815, 92. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Ren, Y.; Ren, J.; Cai, A.; Song, M.; Liu, Y.; Wu, X.; Li, Q.; Huang, W.; Wang, X. Effect of melting modes on microstructure and tribological properties of selective laser melted AlSi10Mg alloy. Virtual Phys. Prototyp. 2020, 15, 570–582. [Google Scholar] [CrossRef]
- Wu, H.; Ren, Y.; Ren, J.; Liang, L.; Li, R.; Fang, Q.; Cai, A.; Shan, Q.; Tian, Y.; Baker, I. Selective laser melted AlSi10Mg alloy under melting mode transition: Microstructure evolution, nanomechanical behaviors and tensile properties. J. Alloys Compd. 2021, 873, 159823. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, S.; Liu, G.; Sun, Q.; Liu, J.; Sun, Q.; Sun, J.; Wang, Z.; Liu, X.; Wang, X. A high strength AlSi10Mg alloy fabricated by laser powder bed fusion with addition of AlTiCB master alloy powders. Materialia 2021, 16, 101103. [Google Scholar] [CrossRef]
- Wei, P.; Chen, Z.; Zhang, S.; Li, B.; Han, J.; Lu, B. Microstructure and mechanical properties of graphene and nano-zirconia reinforced AlSi10Mg composite fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2023, 864, 144574. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Fallah, V.; Ghassemali, E.; Saboori, A.; Pavese, M. Additive manufacturing of nano-oxide decorated AlSi10Mg composites: A comparative study on Gd2O3 and Er2O3 additions. Mater. Charact. 2022, 192, 112206. [Google Scholar] [CrossRef]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metall. Trans. 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Liu, G.; Zhao, N.; Shi, C.; Liu, E.; He, F.; Ma, L.; Li, Q.; Li, J.; He, C. In-situ synthesis of graphene decorated with nickel nanoparticles for fabricating reinforced 6061Al matrix composites. Mater. Sci. Eng. A 2017, 699, 185–193. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Zhao, L.; Macías, J.G.S.; Ding, L.; Idrissi, H.; Simar, A. Damage mechanisms in selective laser melted AlSi10Mg under as built and different post-treatment conditions. Mater. Sci. Eng. A 2019, 764, 138210. [Google Scholar] [CrossRef]
- Yaru, L.; Tiejun, M.; Tounan, J.; Bo, Z.; Le, Y.; Wenhang, Y.; Hanguang, F. Aging temperature effects on microstructure and mechanical properties for additively manufactured AlSi10Mg. Mater. Sci. Technol. 2023, 39, 1223–1236. [Google Scholar] [CrossRef]
- Wu, J.; Wang, X.; Wang, W.; Attallah, M.; Loretto, M. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power | Scanning Speed | Hatch Spacing | Layer Thickness |
|---|---|---|---|
| 350 W | 1850 mm/s | 130 μm | 30 μm |
| Ni Content | Tensile Strength (MPa) | Elongation (%) | Relative Density (%) | Vickers Hardness (HV) |
|---|---|---|---|---|
| 0 wt.% Ni | 372.05 1.64 | 5.84 0.269 | 99.07 0.46 | 123.22 1.18 |
| 1 wt.% Ni | 377.33 4.02 | 5.90 0.265 | 97.29 0.84 | 136.3 1.63 |
| 3 wt.% Ni | 401.15 7.97 | 6.23 0.252 | 96.56 0.74 | 144.06 0.81 |
| 5 wt.% Ni | 340.72 8.12 | 4.22 0.247 | 92.47 0.88 | 140.08 0.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; He, L.; Zhang, Q.; Yuan, Y. Influence of Ni Contents on Microstructure and Mechanical Performance of AlSi10Mg Alloy by Selective Laser Melting. Materials 2023, 16, 4679. https://doi.org/10.3390/ma16134679
Wang H, He L, Zhang Q, Yuan Y. Influence of Ni Contents on Microstructure and Mechanical Performance of AlSi10Mg Alloy by Selective Laser Melting. Materials. 2023; 16(13):4679. https://doi.org/10.3390/ma16134679
Chicago/Turabian StyleWang, Hui, Like He, Qingyong Zhang, and Yiqing Yuan. 2023. "Influence of Ni Contents on Microstructure and Mechanical Performance of AlSi10Mg Alloy by Selective Laser Melting" Materials 16, no. 13: 4679. https://doi.org/10.3390/ma16134679
APA StyleWang, H., He, L., Zhang, Q., & Yuan, Y. (2023). Influence of Ni Contents on Microstructure and Mechanical Performance of AlSi10Mg Alloy by Selective Laser Melting. Materials, 16(13), 4679. https://doi.org/10.3390/ma16134679