
Fabrication of Thermal Insulation Bricks Using Pleurotus florida Spent Mushroom

 , , , and
, , , and
Abstract
:1. Introduction
2. Experimental
2.1. Materials and Methodology
2.2. Preparation of Spent Mushroom Materials from Cultivated Pleurotus florida
2.3. Characterization of Clay and Spent Mushroom Materials
2.4. Preparation and Testing of Samples
2.5. Raw Material Characterization
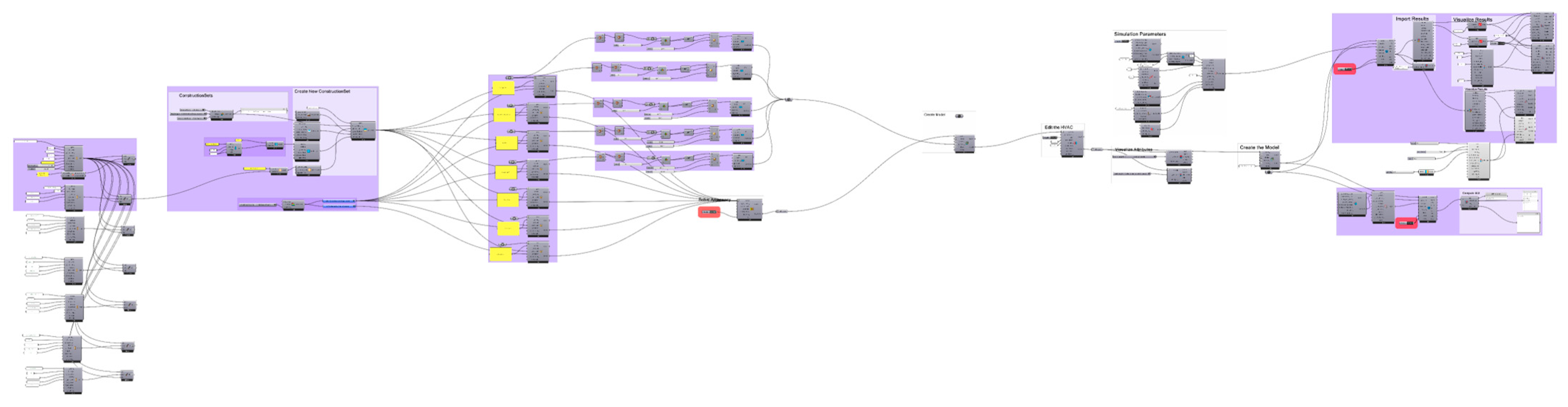
2.6. Simulation Procedure
2.7. Description of the Study Model
3. Results and Discussion
3.1. Linear Shrinkage
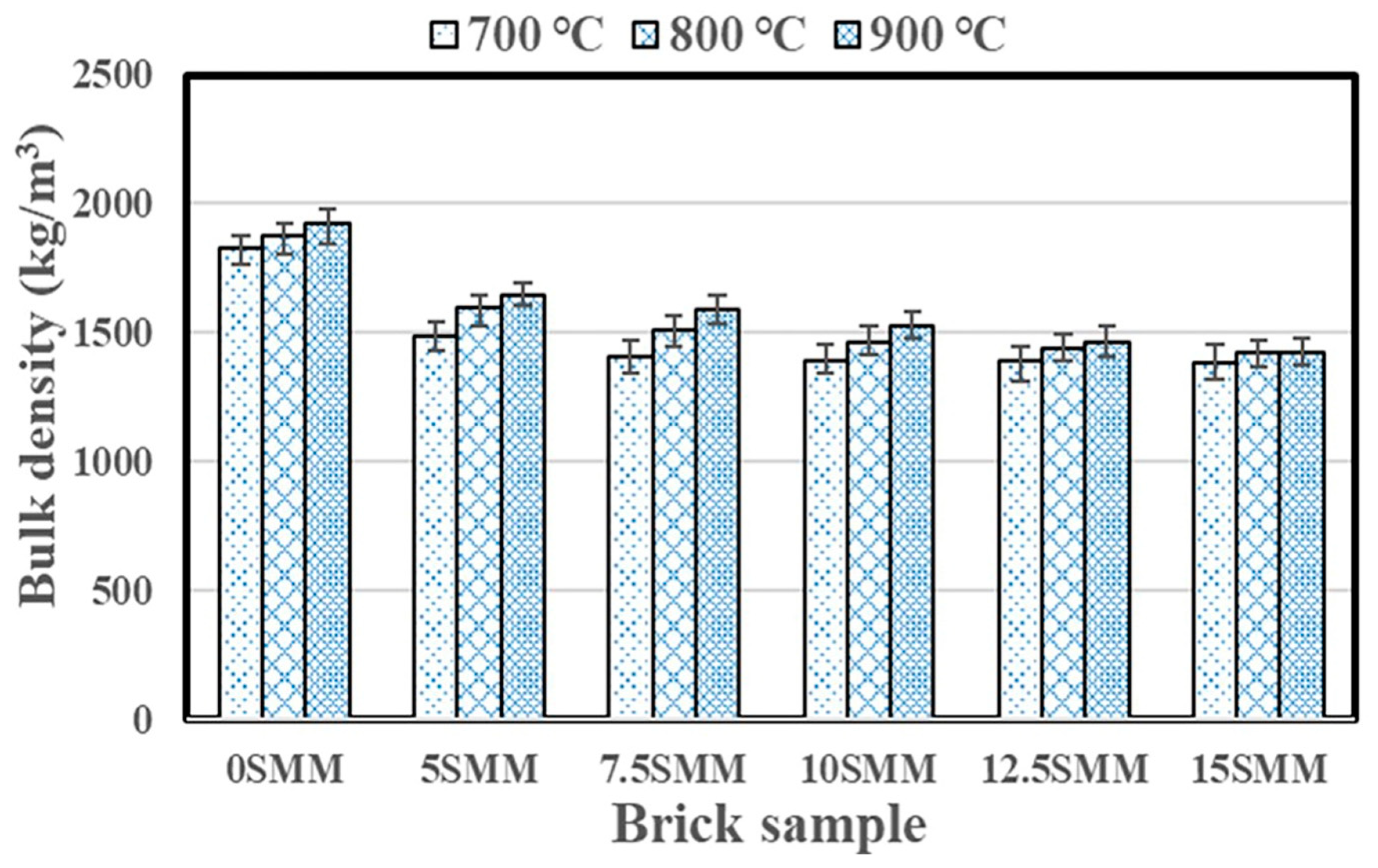
3.2. Bulk Density
3.3. Water Absorption
3.4. Apparent Porosity
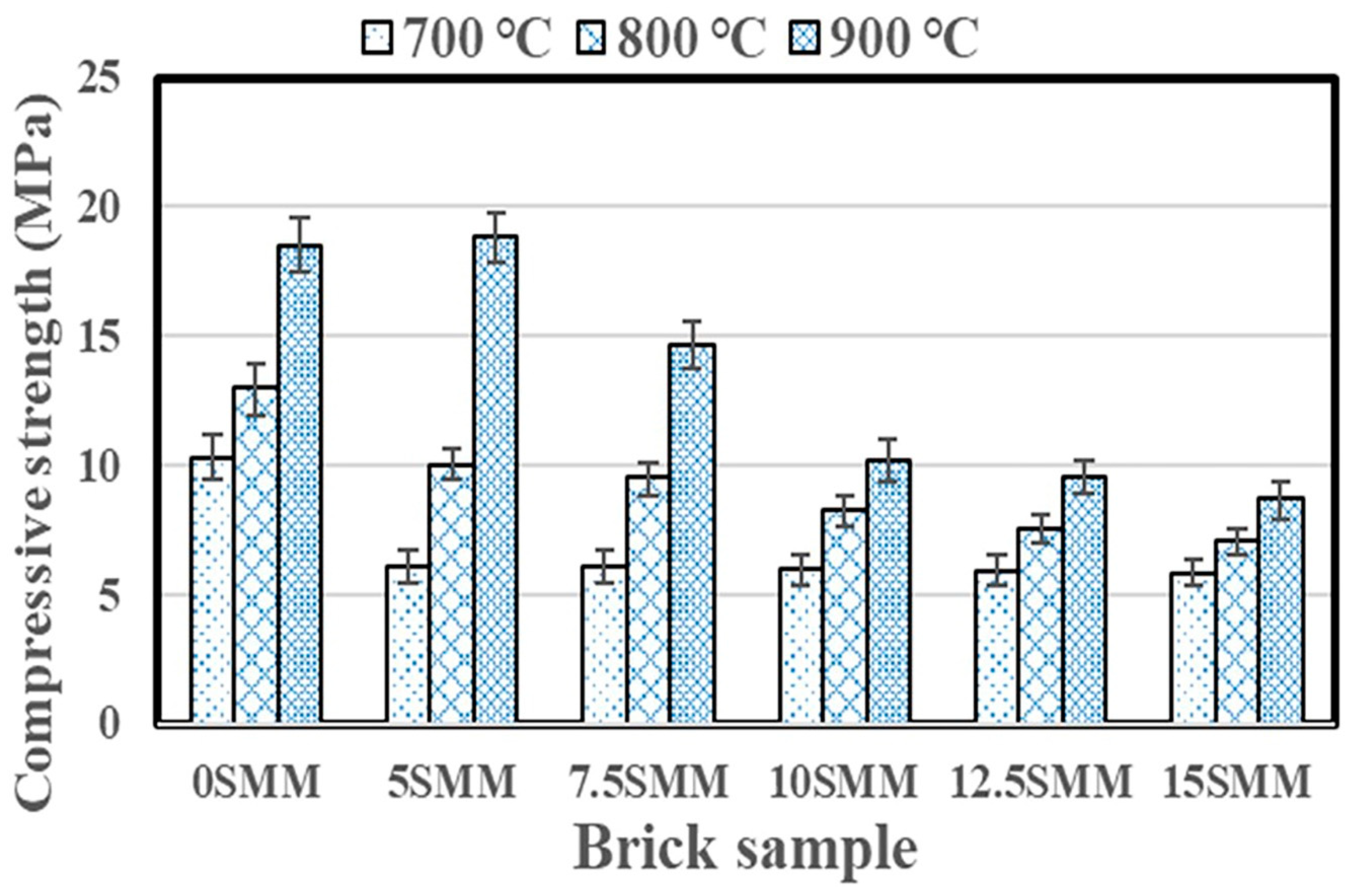
3.5. Compressive Strength
3.6. Thermal Conductivity
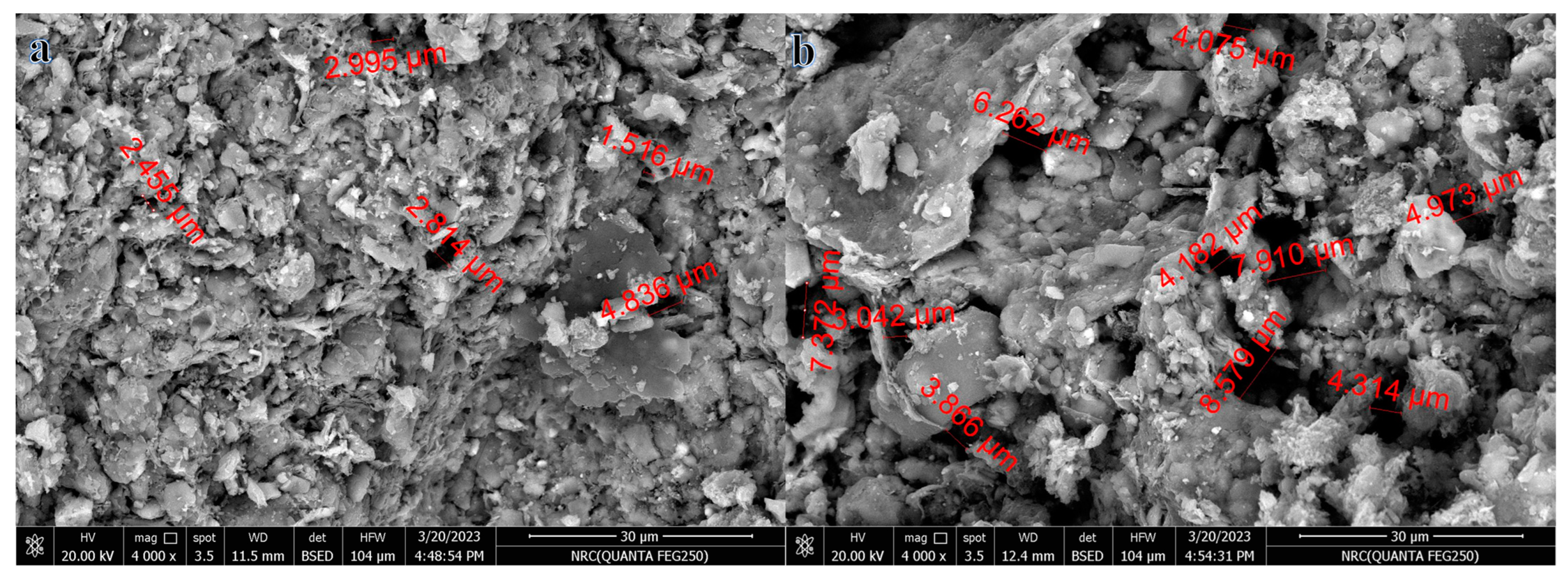
3.7. SEM Microstructure Analysis
3.8. Estimation of Annual Energy Consumption for Cooling
3.9. Influence of the Proposed Fabricated Bricks on CO2 Emissions
4. Conclusions
- The use of SMM as a pore-forming material allows for the production of fired bricks with low heat transmission and sufficient compressive strength. Linear firing shrinkage is adversely affected by the replacement of SMM waste. When the operating temperature is raised, there is a corresponding rise in firing shrinkage; the bricks produced at 900 °C with 15% SMM showed a major increase (7.6%) in firing shrinkage.
- The results demonstrate that increasing the quantity of SMM as a substitute for clay leads to a loss in compressive strength. The most modest compressive strength, 8.7 MPa at 900 °C, was achieved at the highest SMM % and may be adequate to fulfill the standards for load-bearing blocks in ordinary constructions in accordance with ASTM C62 [28].
- The bulk densities of all samples reduced as the percentage of SMM added as a replacement for clay increased, and samples containing SMM were less dense compared with the control sample.
- Because of the correlation between SMM and water absorption and porosity, decreased compressive strength, bulk density, and thermal conductivity are observed when SMM is increased. Regardless of firing temperature, higher SMM concentrations result in lower thermal conductivity by the brick specimens. When burnt at 900 °C, brick samples containing 15 wt.% SMM exhibited the smallest thermal conductivity (0.29 W/mK).
- SEM analysis of the SMM bricks indicated that the number and diameters of micropores increased as the SMM ratio increased.
- Thermal efficiency is maximized in bricks containing 15% SMM. In the case study provided, a 2.2% decrease in CO2 emissions and a 29.23% decrease in energy consumption were achieved.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tarek, D.; El-Naggar, M.; Sameh, H.; Yousef, A.; Ragab, A. Energy Efficiency Coupled with Lightweight Bricks: Towards Sustainable Building: A review. SVU-Int. J. Eng. Sci. Appl. 2023, 4, 1–28. [Google Scholar] [CrossRef]
- Ahmed, M.M.; El-Naggar, K.; Tarek, D.; Ragab, A.; Sameh, H.; Zeyad, A.M.; Tayeh, B.A.; Maafa, I.M.; Yousef, A. Fabrication of thermal insulation geopolymer bricks using ferrosilicon slag and alumina waste. Case Stud. Constr. Mater. 2021, 15, e00737. [Google Scholar] [CrossRef]
- Maafa, I.M.; Abutaleb, A.; Zouli, N.; Zeyad, A.M.; Yousef, A.; Ahmed, M.M. Effect of agricultural biomass wastes on thermal insulation and self-cleaning of fired bricks. J. Mater. Res. Technol. 2023, 24, 4060–4073. [Google Scholar] [CrossRef]
- Chee, M.C. Effects of natural fibers inclusion in clay bricks: Physic-mechanical properties. J. Int. J. Civ. Environ. Eng. 2011, 1, 51–57. [Google Scholar]
- Raut, S.P.; Ralegaonkar, R.V.; Mandavgane, S.A. Development of sustainable construction material using industrial and agricultural solid waste: A review of waste-create bricks. Constr. Build. Mater. 2011, 25, 4037–4042. [Google Scholar] [CrossRef]
- Al-Fakih, A.; Mohammed, B.S.; Liew, M.S.; Nikbakht, E. Incorporation of waste materials in the manufacture of masonry bricks: An update review. J. Build. Eng. 2019, 21, 37–54. [Google Scholar] [CrossRef]
- Ahmed, M.M.; Abadir, M.F.; Yousef, A.; El-Naggar, K.A.M. The use of aluminum slag waste in the preparation of roof tiles. Mater. Res. Express 2021, 8, 125501. [Google Scholar] [CrossRef]
- Belewu, M.A.; Belewu, K.Y. Cultivation of mushroom (Volvariella volvacea) on banana leaves. Afr. J. Biotechnol. 2005, 4, 1401–1403. [Google Scholar]
- Feeney, M.J.; Miller, A.M.; Roupas, P. Mushrooms—Biologically distinct and nutritionally unique: Exploring a “third food kingdom”. Nutr. Today 2014, 49, 301. [Google Scholar] [CrossRef] [Green Version]
- Ahlawat, O.P.; Tewari, R.P. Cultivation Technology of Paddy Straw Mushroom (Volvariella volvacea); National Research Centre for Mushroom: Solan, India, 2007. [Google Scholar]
- Finney, K.N.; Ryu, C.; Sharifi, V.N.; Swithenbank, J. The reuse of spent mushroom compost and coal tailings for energy recovery: Comparison of thermal treatment technologies. Bioresour. Technol. 2009, 100, 310–315. [Google Scholar] [CrossRef]
- Sánchez, C. Cultivation of Pleurotus ostreatus and other edible mushrooms. Appl. Microbiol. Biotechnol. 2010, 85, 1321–1337. [Google Scholar] [CrossRef]
- Royse, D.J. A global perspective on the high five: Agaricus, Pleurotus, Lentinula, Auricularia & Flammulina. In Proceedings of the 8th International Conference on Mushroom Biology and Mushroom Products (ICMBMP8), New Delhi, India, 19–22 November 2014; pp. 1–6. [Google Scholar]
- Bibri, S.E.; Krogstie, J. ICT of the new wave of computing for sustainable urban forms: Their big data and context-aware augmented typologies and design concepts. Sustain. Cities Soc. 2017, 32, 449–474. [Google Scholar] [CrossRef]
- Sanaieian, H.; Tenpierik, M.; Van Den Linden, K.; Seraj, F.M.; Shemrani, S.M.M. Review of the impact of urban block form on thermal performance, solar access and ventilation. Renew. Sustain. Energy Rev. 2014, 38, 551–560. [Google Scholar] [CrossRef]
- Khani, A.; Khakzand, M.; Faizi, M. Multi-objective optimization for energy consumption, visual and thermal comfort performance of educational building (case study: Qeshm Island, Iran). Sustain. Energy Technol. Assess. 2022, 54, 102872. [Google Scholar] [CrossRef]
- Bakmohammadi, P.; Noorzai, E. Optimization of the design of the primary school classrooms in terms of energy and daylight performance considering occupants’ thermal and visual comfort. Energy Rep. 2020, 6, 1590–1607. [Google Scholar] [CrossRef]
- Tarek, D.; Ahmed, M.M.; Hussein, H.S.; Zeyad, A.M.; Al-Enizi, A.M.; Yousef, A.; Ragab, A. Building envelope optimization using geopolymer bricks to improve the energy efficiency of residential buildings in hot arid regions. Case Stud. Constr. Mater. 2022, 17, e01657. [Google Scholar] [CrossRef]
- Stoknes, K.; Scholwin, F.; Krzesiński, W.; Wojciechowska, E.; Jasińska, A. Efficiency of a novel “Food to waste to food” system including anaerobic digestion of food waste and cultivation of vegetables on digestate in a bubble-insulated greenhouse. Waste Manag. 2016, 56, 466–476. [Google Scholar] [CrossRef]
- ASTM C136/C136M-14; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. American Society for Testing and Materials: West Conshohocken, PA, USA, 2014.
- Patil, R.C.; Patil, U.P.; Jagdale, A.A.; Shinde, S.K.; Patil, S.S. Ash of pomegranate peels (APP): A bio-waste heterogeneous catalyst for sustainable synthesis of α, α′-bis (substituted benzylidine) cycloalkanones and 2-arylidene-1-tetralones. Res. Chem. Intermed. 2020, 46, 3527–3543. [Google Scholar] [CrossRef]
- Mphahlele, R.R.; Pathare, P.B.; Opara, U.L. Drying kinetics of pomegranate fruit peel (cv. Wonderful). Sci. Afr. 2019, 5, e00145. [Google Scholar] [CrossRef]
- Maza-Ignacio, O.T.; Jiménez-Quero, V.G.; Guerrero-Paz, J.; Montes-García, P. Recycling untreated sugarcane bagasse ash and industrial wastes for the preparation of resistant, lightweight and ecological fired bricks. Constr. Build. Mater. 2020, 234, 117314. [Google Scholar] [CrossRef]
- ASTM C326; Standard Test Method for Drying and Firing Shrinkages of Ceramic Whiteware Clays. ASTM International: West Conshohocken, PA, USA, 2018.
- Aouba, L.; Bories, C.; Coutand, M.; Perrin, B.; Lemercier, H. Properties of fired clay bricks with incorporated biomasses: Cases of olive stone flour and wheat straw residues. Constr. Build. Mater. 2016, 102, 7–13. [Google Scholar] [CrossRef] [Green Version]
- ASTM:C90; Standard Specification for Loadbearing Concrete Masonry Units. ASTM International: West Conshohocken, PA, USA, 2014.
- Assaffii, I.A.; Muslat, M.M.; Al-Issawy, K.J. Improve the local components of the substrate to increase the production oyster mushroom Pleurotus ostreatus and post-spent quality. Anbar J. Agric. Sci. 2011, 9, 113–129. [Google Scholar]
- ASTM C62; Standard Specification for Building Brick (Solid Masonry Units Made From Clay or Shale). ASTM International: West Conshohocken, PA, USA, 2017.
- Ölmez, H.; Erdem, E. The effects of phosphogypsum on the setting and mechanical properties of Portland cement and trass cement. Cem. Concr. Res. 1989, 19, 377–384. [Google Scholar] [CrossRef]
- Rashad, A.M.; Gharieb, M.; Shoukry, H.; Mokhtar, M.M. Valorization of sugar beet waste as a foaming agent for metakaolin geopolymer activated with phosphoric acid. Constr. Build. Mater. 2022, 344, 128240. [Google Scholar] [CrossRef]
- ISO:9652-4; Test Methods for Masonry Units. International Organization for Standardization (ISO): Geneva, Switzerland, 2000.
- Singh, L.P. Investigation of Physical Properties of Bricks Utilizing Fly Ash, Lime and Gypsum. Ph.D. Dissertation, Kanpur University, Kanpur, India, 1994. [Google Scholar]
- Ambalavanan, R.; Roja, A. Feasibility studies on utilization of waste lime and gypsum with flyash. Indian Concr. J. 1996, 70, 611–615. [Google Scholar]
- Viana, C.E.; Dias, D.P.; Holanda, J.N.F.D.; Paranhos, R.P.D.R. The use of submerged-arc welding flux slag as raw material for the fabrication of multiple-use mortars and bricks. Soldag. Inspeção 2009, 14, 257–262. [Google Scholar] [CrossRef] [Green Version]
- NF ISO 5017; Dense Shaped Refractory Products-Determination of Bulk Density, Apparent Porosity and True Porosity-Produits Réfractaires Façonnés Denses. AFNOR: Saint-Denis, France, 2013.
- Klemens, P.G. Phonon scattering by oxygen vacancies in ceramics. Phys. B Condens. Matter 1999, 263, 102–104. [Google Scholar] [CrossRef]
- Mahmoud, A.R. The Influence of Buildings Proportions and Orientations on Energy Demand for Cooling in Hot Arid Climate. SVU-Int. J. Eng. Sci. Appl. 2022, 3, 8–20. [Google Scholar] [CrossRef]
- Ragab Abdel Radi, A. The impact of phase change materials on the buildings enegy efficiency in the hot desert areas the annexed rooms of the traffic building in new aswan city as a case study. JES J. Eng. Sci. 2020, 48, 302–316. [Google Scholar] [CrossRef]
- De Wolf, C.; Yang, F.; Cox, D.; Charlson, A.; Hattan, A.S.; Ochsendorf, J. Material quantities and embodied carbon dioxide in structures. In Proceedings of the Institution of Civil Engineers-Engineering Sustainability; Thomas Telford Ltd.: London, UK, 2015. [Google Scholar]
- Galán-Arboledas, R.J.; Cotes-Palomino, M.T.; Bueno, S.; Martínez-García, C. Evaluation of spent diatomite incorporation in clay based materials for lightweight bricks processing. Constr. Build. Mater. 2017, 144, 327–337. [Google Scholar] [CrossRef]
- Eliche-Quesada, D.; Felipe-Sesé, M.A.; López-Pérez, J.A.; Infantes-Molina, A. Characterization and evaluation of rice husk ash and wood ash in sustainable clay matrix bricks. Ceram. Int. 2017, 43, 463–475. [Google Scholar] [CrossRef]
- Abdrakhimov, V.Z.; Abdrakhimova, E.S. Promising use of waste coal in the production of insulating material without the use of traditional natural materials. Inorg. Mater. Appl. Res. 2017, 8, 788–794. [Google Scholar] [CrossRef]
- Sutcu, M.; Ozturk, S.; Yalamac, E.; Gencel, O. Effect of olive mill waste addition on the properties of porous fired clay bricks using Taguchi method. J. Environ. Manag. 2016, 181, 185–192. [Google Scholar] [CrossRef] [PubMed]
- Eliche-Quesada, D.; Leite-Costa, J. Use of bottom ash from olive pomace combustion in the production of eco-friendly fired clay bricks. Waste Manag. 2016, 48, 323–333. [Google Scholar] [CrossRef] [PubMed]
- Velasco, P.M.; Ortiz, M.P.M.; Giró, M.A.M.; Melia, D.M.; Rehbein, J.H. Development of sustainable fired clay bricks by adding kindling from vine shoot: Study of thermal and mechanical properties. Appl. Clay Sci. 2015, 107, 156–164. [Google Scholar] [CrossRef]
- Bories, C.; Aouba, L.; Vedrenne, E.; Vilarem, G. Fired clay bricks using agricultural biomass wastes: Study and characterization. Constr. Build. Mater. 2015, 91, 158–163. [Google Scholar] [CrossRef] [Green Version]
- Sutcu, M.; Alptekin, H.; Erdogmus, E.; Er, Y.; Gencel, O. Characteristics of fired clay bricks with waste marble powder addition as building materials. Constr. Build. Mater. 2015, 82, 1–8. [Google Scholar] [CrossRef]
- Sánchez-Martínez, J.; Sesé, F.; Ángel, M.; Infantes-Molina, A. Silica–Calcareous Non Fired Bricks Made of Biomass Ash and Dust Filter from Gases Purification. 2017. Available online: https://reunir.unir.net (accessed on 20 May 2022).
- Raut, A.N.; Gomez, C.P. Development of thermally efficient fibre-based eco-friendly brick reusing locally available waste materials. Constr. Build. Mater. 2017, 133, 275–284. [Google Scholar] [CrossRef] [Green Version]
- Holmes, N.; O’Malley, H.; Cribbin, P.; Mullen, H.; Keane, G. Performance of masonry blocks containing different proportions of incinator bottom ash. Sustain. Mater. Technol. 2016, 8, 14–19. [Google Scholar] [CrossRef] [Green Version]
- Sakhare, V.V.; Ralegaonkar, R.V. Use of bio-briquette ash for the development of bricks. J. Clean. Prod. 2016, 112, 684–689. [Google Scholar] [CrossRef]
- Ismail, S.; Anas, Z.A.H.; Yaacob, Z. Mechanical and thermal properties of brick produced using recycled fine aggregate. Key Eng. Mater. 2016, 706, 112–116. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Clay wt. (%) | SMM wt. (%) |
|---|---|---|
| Al2O3 | 32.906 | 0.07 |
| SiO2 | 48.931 | 30.2 |
| Na2O | 0.094 | 0.38 |
| K2O | 0.014 | 0.66 |
| CaO | 0.505 | 1.58 |
| MgO | 0.09 | -- |
| TiO2 | 5.918 | -- |
| Fe2O3 | 1.193 | 0.1 |
| SO3 | 0.291 | -- |
| F | -- | -- |
| Cl | 0.011 | -- |
| Cr2O3 | 0.138 | -- |
| ZrO2 | 0.465 | -- |
| LOI | 9.2 | 32 |
| TOTAL | 99.756 | 64.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, S.A.; Fahmy, M.K.; Zouli, N.; Abutaleb, A.; Maafa, I.M.; Yousef, A.; Ahmed, M.M. Fabrication of Thermal Insulation Bricks Using Pleurotus florida Spent Mushroom. Materials 2023, 16, 4905. https://doi.org/10.3390/ma16144905
Ali SA, Fahmy MK, Zouli N, Abutaleb A, Maafa IM, Yousef A, Ahmed MM. Fabrication of Thermal Insulation Bricks Using Pleurotus florida Spent Mushroom. Materials. 2023; 16(14):4905. https://doi.org/10.3390/ma16144905
Chicago/Turabian StyleAli, Sally A., Marwa Kamal Fahmy, Nasser Zouli, Ahmed Abutaleb, Ibrahim M. Maafa, Ayman Yousef, and M. M. Ahmed. 2023. "Fabrication of Thermal Insulation Bricks Using Pleurotus florida Spent Mushroom" Materials 16, no. 14: 4905. https://doi.org/10.3390/ma16144905
APA StyleAli, S. A., Fahmy, M. K., Zouli, N., Abutaleb, A., Maafa, I. M., Yousef, A., & Ahmed, M. M. (2023). Fabrication of Thermal Insulation Bricks Using Pleurotus florida Spent Mushroom. Materials, 16(14), 4905. https://doi.org/10.3390/ma16144905