
Development and Fabrication of Biocompatible Ti-Based Bulk Metallic Glass Matrix Composites for Additive Manufacturing


 , , ,
, , ,
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
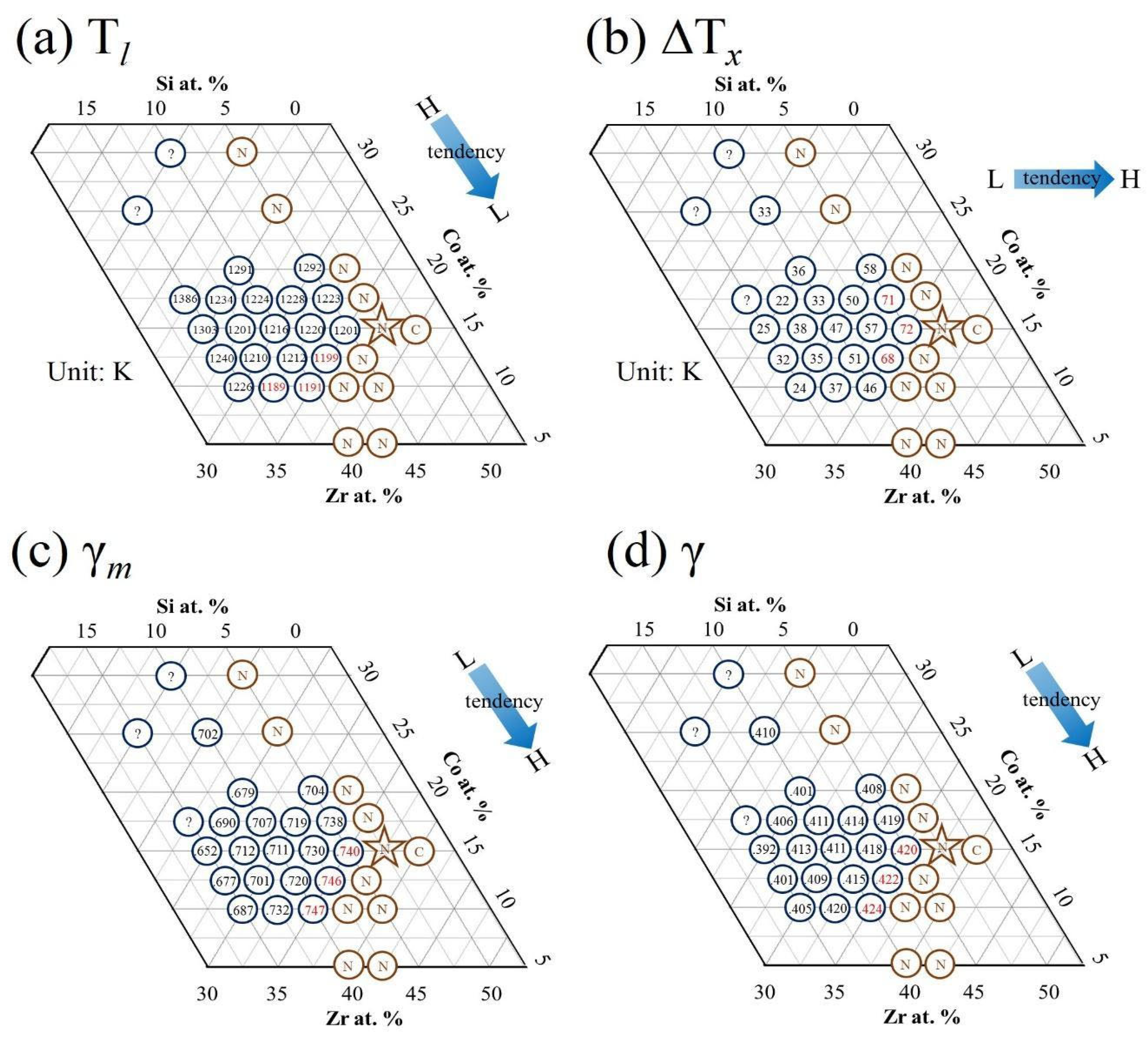
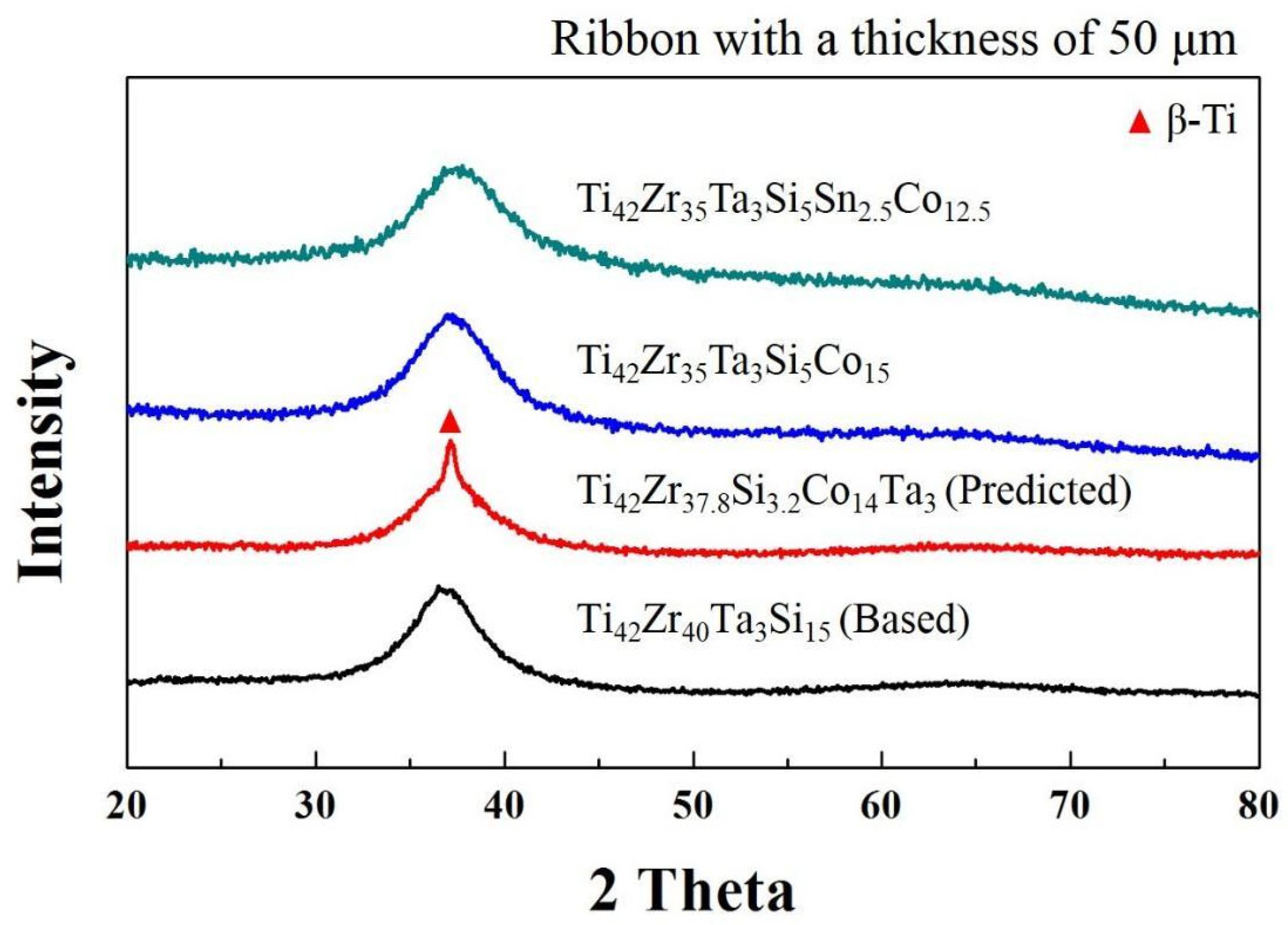
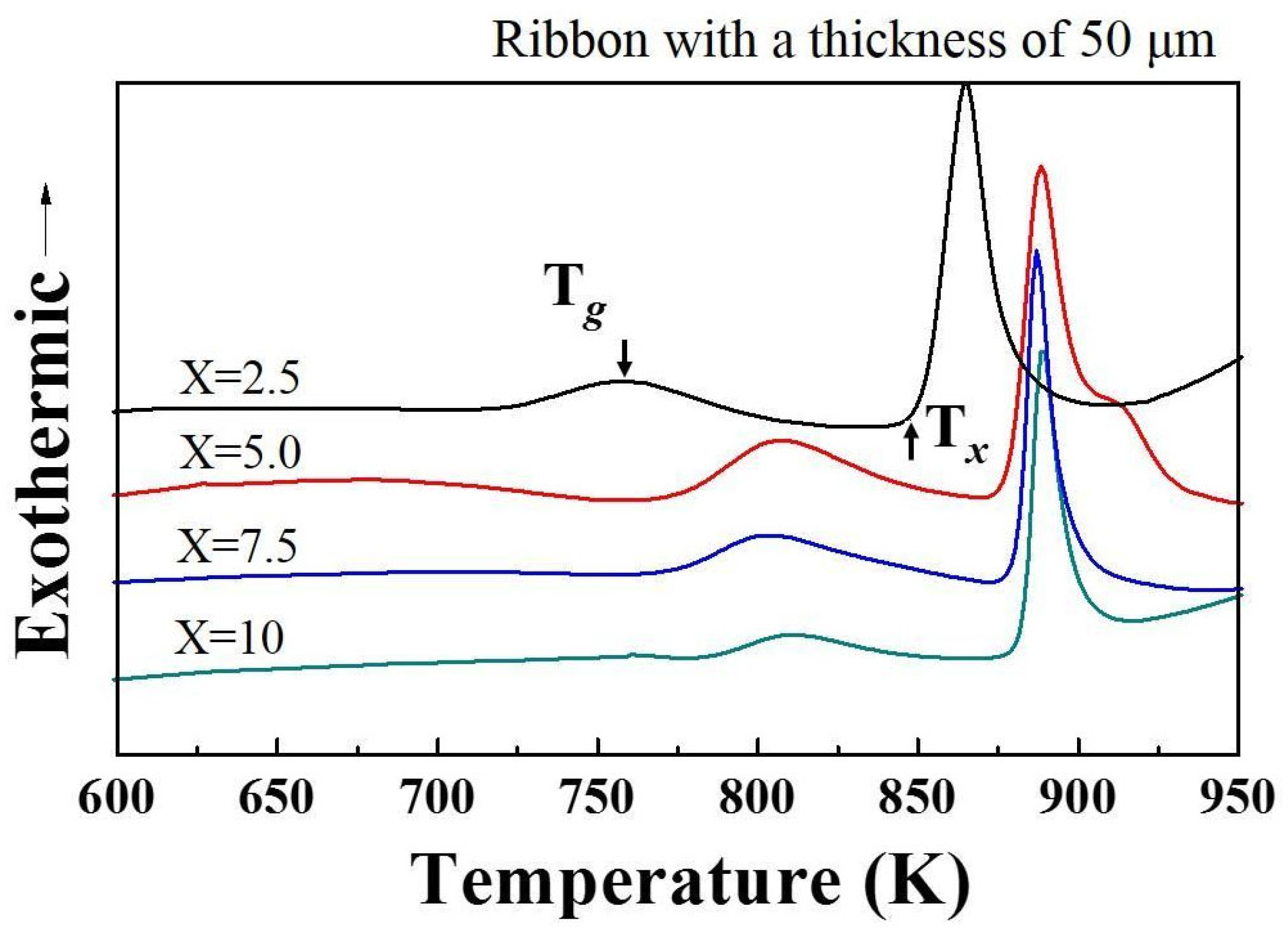
3.1. High Glass-Forming Ability for Ti-Based Metallic Glass
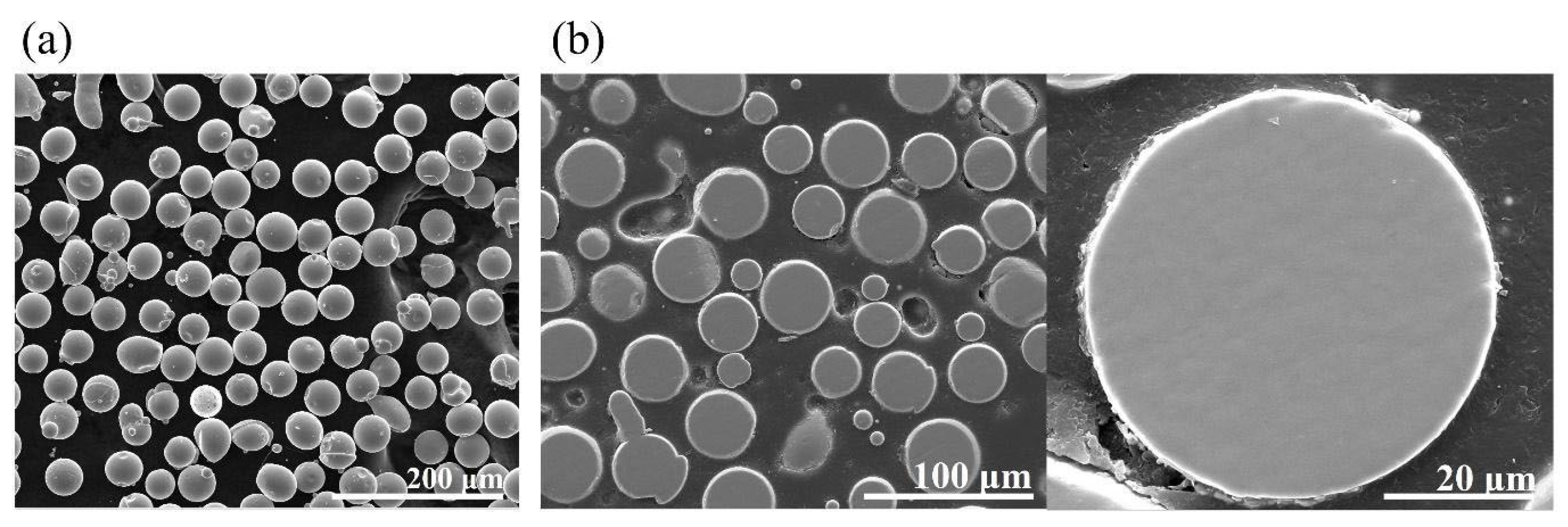
3.2. Gas Atomization Process
3.3. Selective Laser Melting
4. Conclusions
- A new biocompatible Ti-based MG, Ti42Zr35Si5Co12.5Sn2.5Ta3, with high GFA was synthesized. The glassy alloy exhibited a relatively high thermal stability with a supercooled liquid region (∆Tx) above 81 K. The Tg, Tx, Tl, γ, and γm were 761 K, 842 K, 1210 K, 0.427, and 0.763, respectively.
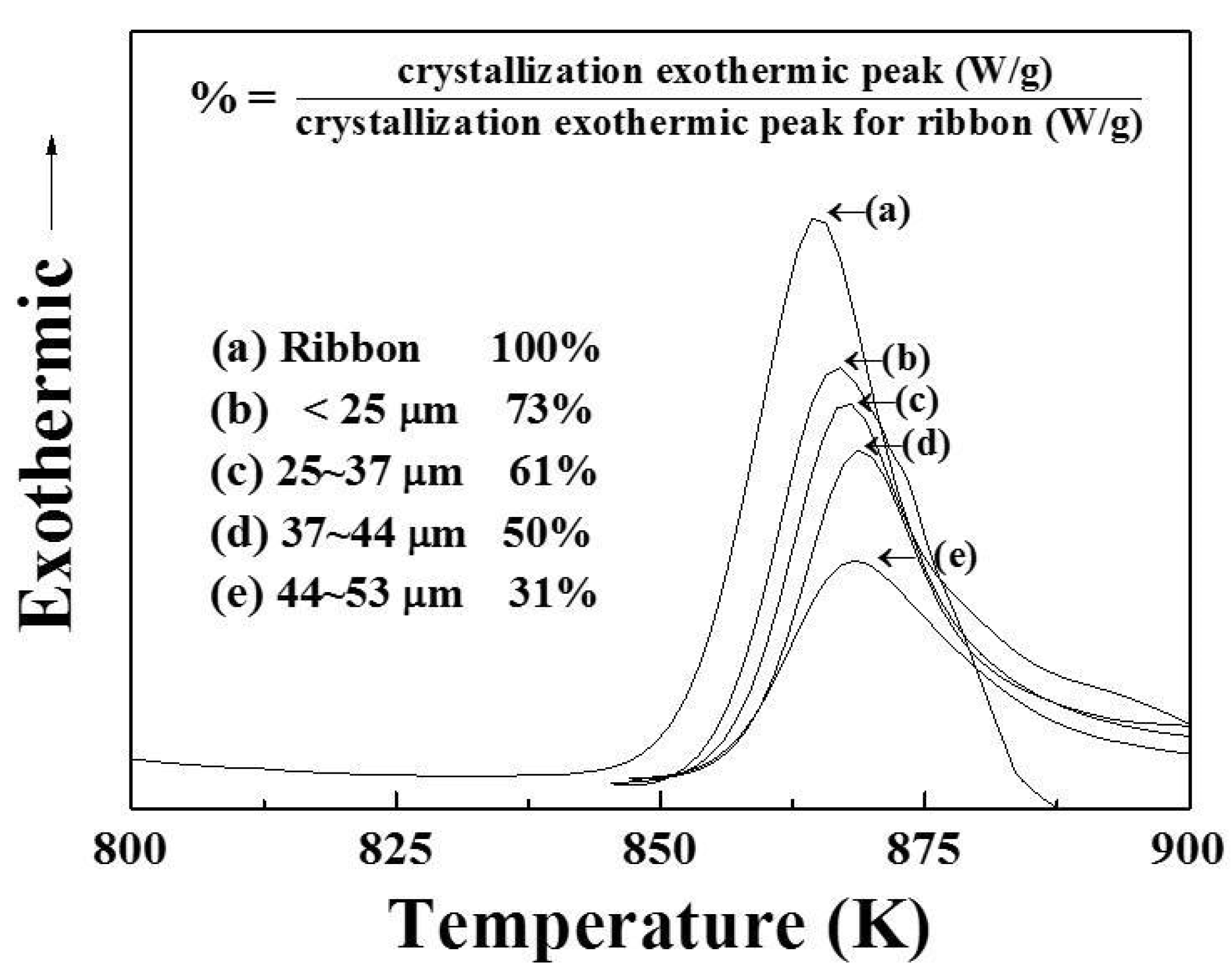
- The morphology of the atomized powders presented a typical spherical shape and smooth surface for the majority of the powder. When subject to systematic XRD characterization, the powder exhibited a dominant amorphous phase with some nanocrystalline peaks. The volume fractions of the amorphous phase in the atomized Ti42Zr35Si5Sn2.5Co12.5Ta3 powders characterized by DSC were 73% (<25 μm), 61% (25–37 μm), 50% (37–44 μm), and 31% (44–53 μm), respectively.
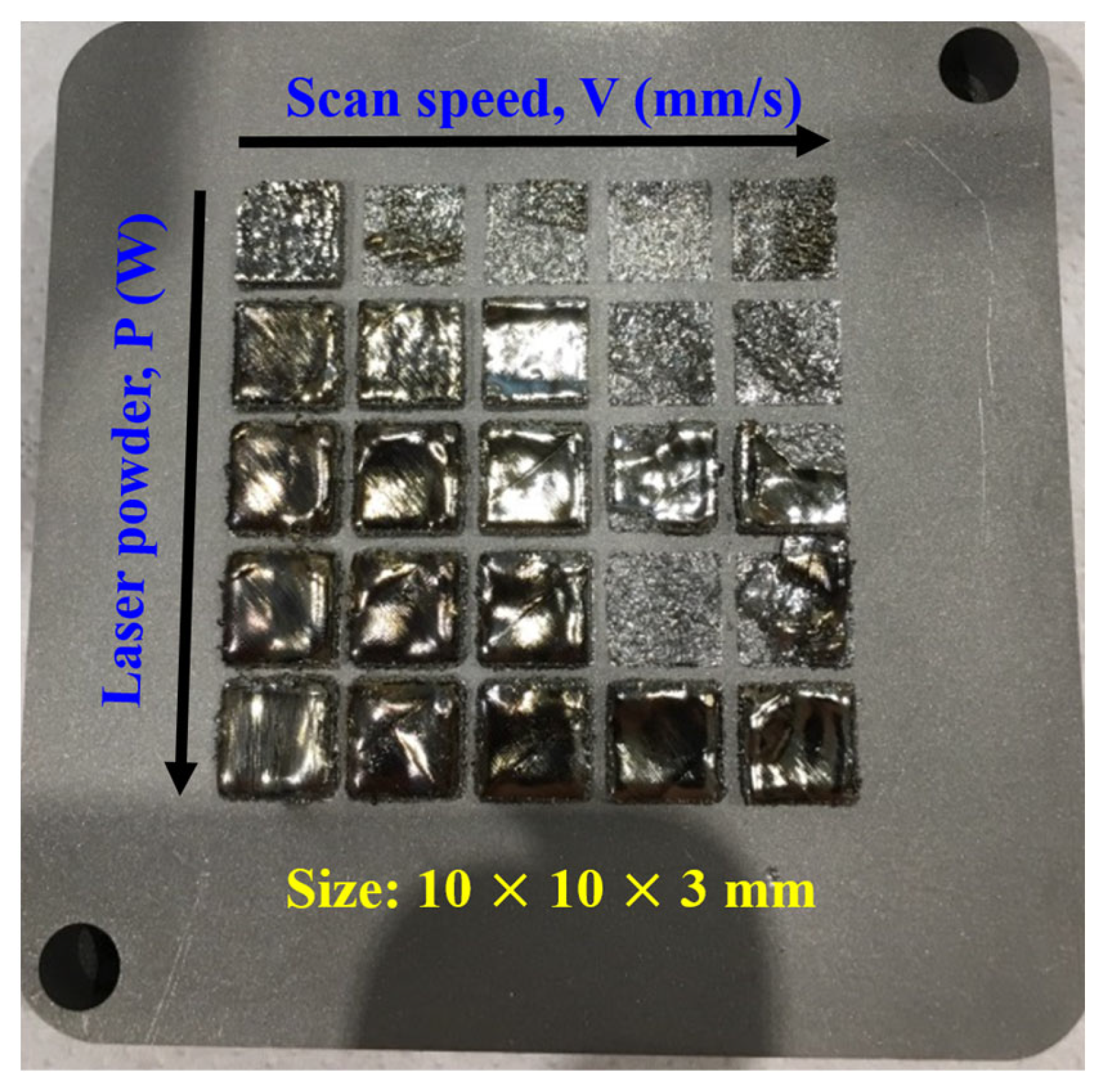
- The gas-atomized powders with a particle size between 15 and 45 µm were examined by laser remelting for the line, plan, and volume. Achieving a lower laser energy density was a top priority because the energy in the laser beam HAZ ought to be lower than the crystallization barrier for MG within and between layers but must still have a suitable energy level to connect neighboring powders in order to form continuous products. The optimal laser parameters are a scan rate of 600 mm/s, a power of 120 W, and an overlap of 10%.
- The microstructure of biocompatible Ti-based bulk metallic glass composites for additive manufacturing consists of an hcp-α-Ti-type and amorphous structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Kirihara, S.; Nakata, K. Multi-Dimensional Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronaut. 2021, 34, 91. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133. [Google Scholar] [CrossRef]
- Pauly, S.; Wang, P.; Kuhn, U.; Kosiba, K. Experimental determination of cooling rates in selectively laser-melted eutectic Al-33Cu. Addit. Manuf. 2018, 22, 753. [Google Scholar] [CrossRef]
- Bahl, S.; Mishra, S.; Yazar, K.U.; Kola, I.R.; Chatterjee, K.; Suwas, S. Non-equilibrium microstructure, crystallographic texture and morphological texture synergistically result in unusual mechanical properties of 3D printed 316L stainless steel. Addit. Manuf. 2019, 28, 65. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasei, A.; Eibestawi, M. Selective laser melting of hybrid ex-situ/in-situ reinforced titanium matrix composites: Laser/powder interaction, reinforcement formation mechanism, and non-equilibrium microstructural evolutions. Mater. Des. 2019, 184, 108185. [Google Scholar] [CrossRef]
- Mohammed, M.T. Mechanical Properties of SLM-Titanium Materials for Biomedical Applications: A Review. Mater. Today Proc. 2018, 5, 17906. [Google Scholar] [CrossRef]
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461. [Google Scholar] [CrossRef]
- Tilton, M.; Lewis, G.S.; Manogharan, G.P. Additive Manufacturing of Orthopedic Implants; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Wu, T.; Yu, S.; Chen, D.; Wang, Y. Bionic design, materials and performance of bone tissue scaffolds. Materials 2017, 10, 1187. [Google Scholar] [CrossRef]
- Burnard, J.L.; Parr, W.C.H.; Choy, W.J.; Walsh, W.R.; Mobbs, R.J. 3D-printed spine surgery implants: A systematic review of the efficacy and clinical safety profile of patient-specific and off-the-shelf devices. Eur. Spine J. 2020, 29, 1248. [Google Scholar] [CrossRef] [PubMed]
- Javaid, M.; Haleem, A. Current status and applications of additive manufacturing in dentistry: A literature-based review. J. Oral Biol. Craniofacial Res. 2019, 9, 179. [Google Scholar] [CrossRef]
- Qu, H. Additive manufacturing for bone tissue engineering scaffolds. Mater. Today Commun. 2020, 24, 101024. [Google Scholar] [CrossRef]
- Ivanova, E.P.; Bazaka, K.; Crawford, R.J. Cytotoxicity and biocompatibility of metallic biomaterials. New Funct. Biomater. Med. Healthc. 2014, 6, 148. [Google Scholar]
- Prasad, K.; Bazaka, O.; Chua, M.; Rochford, M.; Fedrick, L.; Spoor, J.; Symes, R.; Tieppo, M.; Collins, C.; Cao, A.; et al. Metallic biomaterials: Current challenges and opportunities. Materials 2017, 10, 884. [Google Scholar] [CrossRef]
- Gobbi, S.J.; Gobbi, V.J.; Rocha, Y. Requirements for selection / development of a biomaterial. J. Sci. Tech. Res. 2019, 14, 10647. [Google Scholar] [CrossRef]
- Balakrishnan, P.; Thomas, S.; Sadasivan, S.M. Fundamental Biomaterials: Metals; Woodhead: Sawston, UK, 2018. [Google Scholar] [CrossRef]
- Basu, B.; Katti, D.S.; Kumar, A. Advanced Biomaterials: Fundamentals, Processing, and Applications; Wiley: Hoboken, NJ, USA, 2009; ISBN 978-0-470-19340-2. [Google Scholar]
- Niinomi, M. Metals for Biomedical Devices; Woodhead: Sawston, UK, 2010; ISBN 9780081026663. [Google Scholar]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopedic implants—A review. Prog. Mater. Sci. 2009, 54, 397. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, K. Review on titanium and titanium-based alloys as biomaterials for orthopedic applications. Mater. Sci. Eng. C 2019, 102, 844. [Google Scholar] [CrossRef] [PubMed]
- Dearnley, P.A.; Dahm, K.L.; Çimeno, H. The corrosion–wear behaviour of thermally oxidised CP-Ti and Ti–6Al–4V. Wear 2004, 256, 469. [Google Scholar] [CrossRef]
- Khan, M.A.; Williams, R.L.; Williams, D.F. Conjoint corrosion and wear in titanium alloys. Biomaterials 1999, 20, 765. [Google Scholar] [CrossRef]
- Jacobs, J.J.; Gilbert, J.L.; Urban, R.M. Current Concepts Review-Corrosion of Metal Orthopedic Implants. J. Bone Jt. Surg. Am. 1998, 80, 268. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.A.; Williams, R.L.; Williams, D.F. In-vitro corrosion and wear of titanium alloys in the biological environment. Biomaterials 1996, 17, 2117. [Google Scholar] [CrossRef]
- Okazakia, Y.; Gotohb, E. Comparison of metal release from various metallic biomaterials in vitro. Biomaterials 2005, 26, 11. [Google Scholar] [CrossRef] [PubMed]
- Festas, A.; Ramos, A.; Davim, J.P. Machining of titanium alloys for medical application—A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 309–318. [Google Scholar] [CrossRef]
- Hu, M.; Wang, L.; Li, G.; Huang, Q.; Liu, Y.; He, J.; Wu, H.; Song, M. Investigations on microstructure and properties of Ti-Nb-Zr medium-entropy alloys for metallic biomaterials. Intermetallics 2022, 145, 107568. [Google Scholar] [CrossRef]
- Hori, T.; Nagase, T.; Todai, M.; Matsugaki, A.; Nakano, T. Development of non-equiatomic Ti-Nb-Ta-Zr-Mo high-entropy alloys for metallic biomaterials. Scr. Mater. 2019, 172, 83–87. [Google Scholar] [CrossRef]
- Jiménez-Marcos, C.; Baltatu, M.S.; Florido-Suárez, N.R.; Socorro-Perdomo, P.P.; Vizureanu, P.; Mirza-Rosca, J.C. Mechanical properties and corrosion resistance of two new titanium alloys for orthopaedics applications. Mater. Today Proc. 2023, 72, 544–549. [Google Scholar] [CrossRef]
- Pradeep, N.B.; Hegde, M.R.; Patel, G.M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Synthesis and characterization of mechanically alloyed nanostructured ternary titanium based alloy for bio-medical applications. J. Mater. Res. Technol. 2022, 16, 88–101. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive manufacturing of titanium-based alloys—A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef]
- Zhu, S.L.; Wang, X.M.; Qin, F.X.; Inoue, A. A new Ti-based bulk glassy alloy with potential for biomedical application. Mater. Sci. Eng. A 2007, 459, 233. [Google Scholar] [CrossRef]
- Tsai, P.H.; Lin, Y.Z.; Li, J.B.; Jian, S.R.; Jang, J.S.C.; Li, C.; Chu, J.P.; Huang, J.C. Sharpness improvement of surgical blade by means of ZrCuAlAgSi metallic glass and metallic glass thin film coating. Intermetallics 2012, 31, 127. [Google Scholar] [CrossRef]
- Lin, C.H.; Huang, C.H.; Chuang, J.F.; Lee, H.C.; Liu, M.C.; Du, X.H.; Huang, J.C.; Jang, J.S.C.; Chen, C.H. Simulated body-fluid tests and electrochemical investigations on biocompatibility of metallic glasses. Mater. Sci. Eng. C 2012, 32, 2578. [Google Scholar] [CrossRef]
- Li, J.B.; Lin, H.C.; Jang, J.S.C.; Kuo, C.N.; Huang, J.C. Novel open-cell bulk metallic glass foams with promising characteristics. Mater. Lett. 2013, 105, 140. [Google Scholar] [CrossRef]
- Lin, C.H.; Huang, C.H.; Chuang, J.F.; Huang, J.C.; Jang, J.S.C.; Chen, C.H. Rapid screening of potential metallic glasses for biomedical applications. Mater. Sci. Eng. C 2013, 33, 4520. [Google Scholar] [CrossRef]
- Oak, J.J.; Inoue, A. Attempt to develop Ti-based amorphous alloys for biomaterials. Mater. Sci. Eng. A 2007, 220, 449–451. [Google Scholar] [CrossRef]
- Brothers, A.H.; Dunand, D.C. Amorphous metal foams. Scr. Mater. 2006, 54, 513. [Google Scholar] [CrossRef]
- Lin, H.C.; Tsai, P.H.; Ke, J.H.; Li, J.B.; Jang, J.S.C.; Huang, C.H.; Huang, J.C. Designing a toxic-element-free Ti-based amorphous alloy with remarkable supercooled liquid region for biomedical application. Intermetallics 2014, 55, 22. [Google Scholar] [CrossRef]
- Huang, L.; Qiao, D.; Green, B.A.; Liaw, P.K.; Wang, J.; Pang, S.; Zhang, T. Bio-corrosion study on zirconium-based bulk-metallic glasses. Intermetallics 2009, 17, 195. [Google Scholar] [CrossRef]
- Tsai, P.H.; Xiao, A.C.; Li, J.B.; Jang, J.S.C.; Chu, J.P.; Huang, J.C. Prominent Fe-based bulk amorphous steel alloy with large supercooled liquid region and superior corrosion resistance. J. Alloys Compd. 2014, 586, 94. [Google Scholar] [CrossRef]
- Ma, C.; Du, T.; Niu, X.; Fan, Y. Biomechanics and mechanobiology of the bone matrix. Bone Res. 2022, 10, 59. [Google Scholar] [CrossRef]
- Cohen, M.H.; Turnbull, D. Composition Requirements for Glass Formation in Metallic and Ionic Systems. Nature 1961, 189, 131. [Google Scholar] [CrossRef]
- Egami, T.; Waseda, Y. Atomic size effect on the formability of metallic glasses. J. Non-Cryst. Solids 1984, 64, 113. [Google Scholar] [CrossRef]
- Wang, D.; Li, Y.; Sun, B.B.; Sui, M.L.; Lu, K.; Ma, E. Bulk metallic glass formation in the binary Cu-Zr system. Appl. Phys. Lett. 2004, 84, 4029. [Google Scholar] [CrossRef]
- Lu, Z.P.; Shen, J.; Xing, D.W.; Sun, J.F.; Liu, C.T. Binary eutectic clusters and glass formation in ideal glass forming liquids. Appl. Phys. Lett. 2006, 89, 071910. [Google Scholar] [CrossRef]
- Lu, Z.P.; Shen, J.; Xing, D.W.; Sun, J.F.; Liu, C.T. Ti–Zr–Be ternary bulk metallic glasses correlated with binary eutectic clusters. Mater. Sci. Eng. A 2010, 527, 6248. [Google Scholar]
- Massalski, T.B.; Okamoto, H.; Subramanian, P.R.; Kacprzak, L. Binary Phase Diagram, 2nd ed.; ASM International: Novelty, OH, USA, 1996. [Google Scholar]
- Takeuchi, A.; Inoue, A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Mater. Trans. 2005, 46, 2817. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Tg(K) | Tx(K) | ∆Tx(K) | Tl(K) | γ | γm |
|---|---|---|---|---|---|---|
| Base Ti42Zr40Si15Ta3 | 799 | 898 | 99 | 1728 | 0.355 | 0.577 |
| Ti42Zr35Si5Co15Ta3 | 745 | 817 | 72 | 1201 | 0.420 | 0.740 |
| Ti42Zr35Si5Co12.5Sn2.5Ta3 | 761 | 842 | 81 | 1210 | 0.427 | 0.763 |
| Ti42Zr35Si5Co10Sn5Ta3 | 809 | 873 | 64 | 1212 | 0.432 | 0.773 |
| Ti42Zr35Si5Co7.5Sn7.5Ta3 | 803 | 874 | 71 | 1198 | 0.437 | 0.789 |
| Ti42Zr35Si5Co2.5Sn12.5Ta3 | 815 | 874 | 59 | 1200 | 0.434 | 0.778 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.-S.; Tsai, P.-H.; Li, T.-H.; Jang, J.S.-C.; Huang, J.C.-C.; Lin, C.-H.; Pan, C.-T.; Lin, H.-K. Development and Fabrication of Biocompatible Ti-Based Bulk Metallic Glass Matrix Composites for Additive Manufacturing. Materials 2023, 16, 5935. https://doi.org/10.3390/ma16175935
Chen P-S, Tsai P-H, Li T-H, Jang JS-C, Huang JC-C, Lin C-H, Pan C-T, Lin H-K. Development and Fabrication of Biocompatible Ti-Based Bulk Metallic Glass Matrix Composites for Additive Manufacturing. Materials. 2023; 16(17):5935. https://doi.org/10.3390/ma16175935
Chicago/Turabian StyleChen, Po-Sung, Pei-Hua Tsai, Tsung-Hsiung Li, Jason Shian-Ching Jang, Jacob Chih-Ching Huang, Che-Hsin Lin, Cheng-Tang Pan, and Hsuan-Kai Lin. 2023. "Development and Fabrication of Biocompatible Ti-Based Bulk Metallic Glass Matrix Composites for Additive Manufacturing" Materials 16, no. 17: 5935. https://doi.org/10.3390/ma16175935
APA StyleChen, P. -S., Tsai, P. -H., Li, T. -H., Jang, J. S. -C., Huang, J. C. -C., Lin, C. -H., Pan, C. -T., & Lin, H. -K. (2023). Development and Fabrication of Biocompatible Ti-Based Bulk Metallic Glass Matrix Composites for Additive Manufacturing. Materials, 16(17), 5935. https://doi.org/10.3390/ma16175935