
Comparison of Repair Methods for Cracked Titanium Alloy Aircraft Structures with Single-Sided Adhesively Bonded Composite Patches


Abstract
:1. Introduction
2. Experimental Approach
2.1. Materials and Specimen Configurations
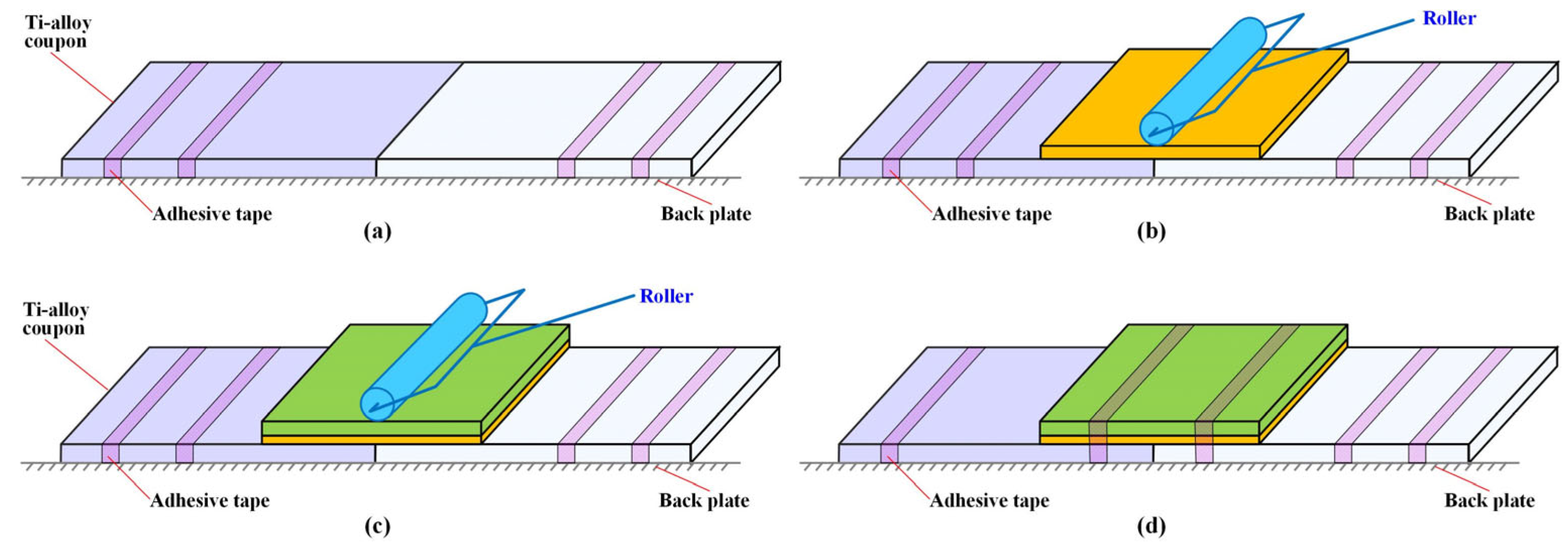
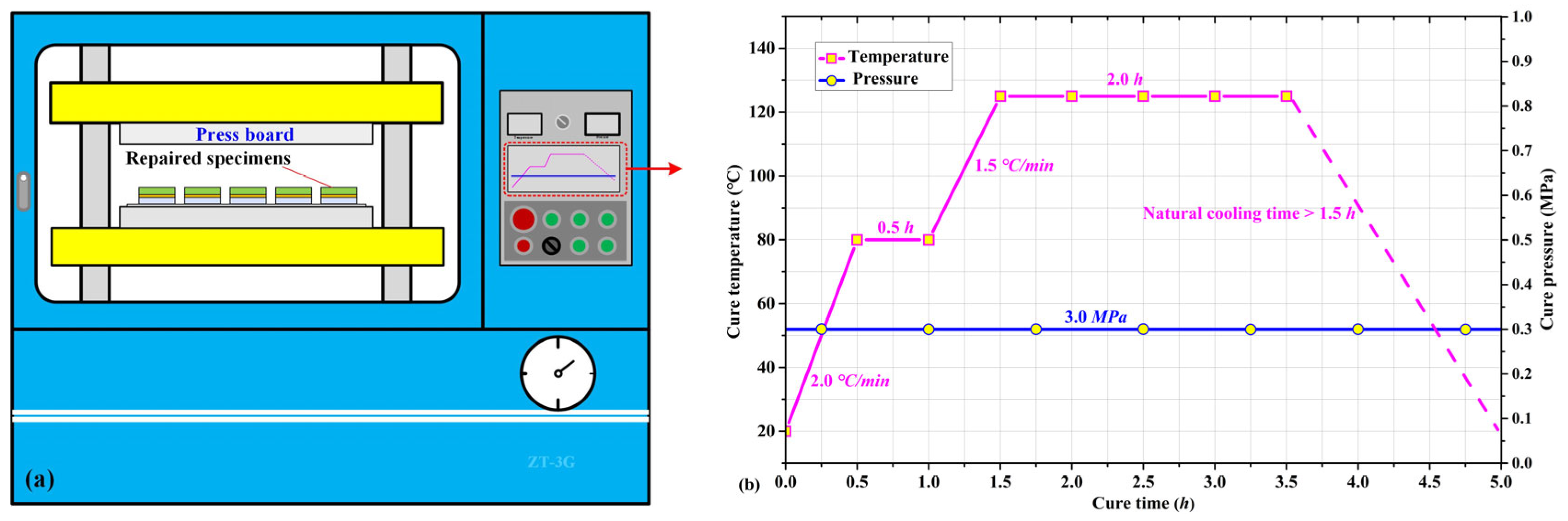
2.2. Preparation of Repaired Specimens
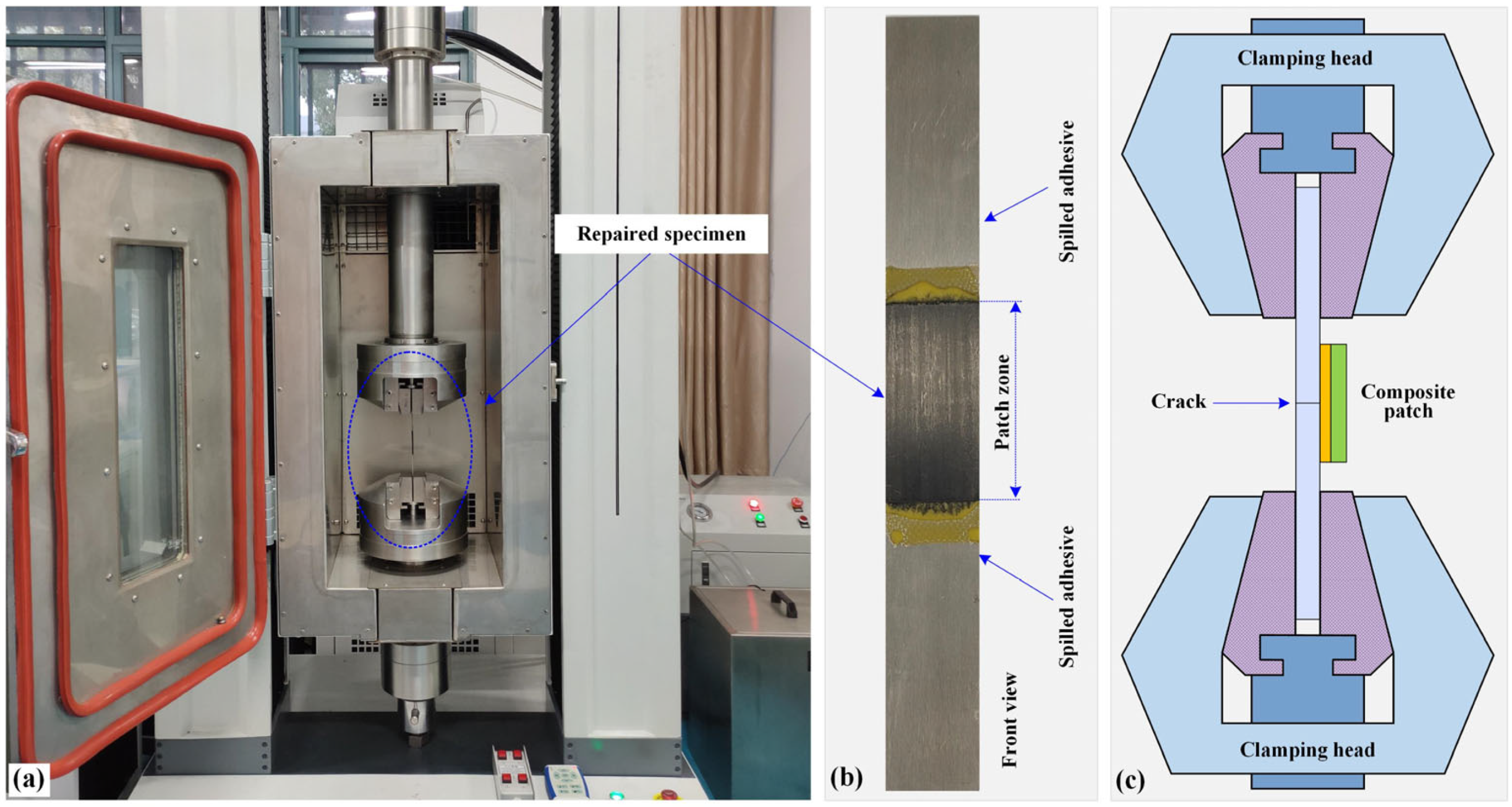
2.3. Mechanical Test for Repaired Specimens
3. Results and Discussion
3.1. Loading Behaviors of Repaired Structures
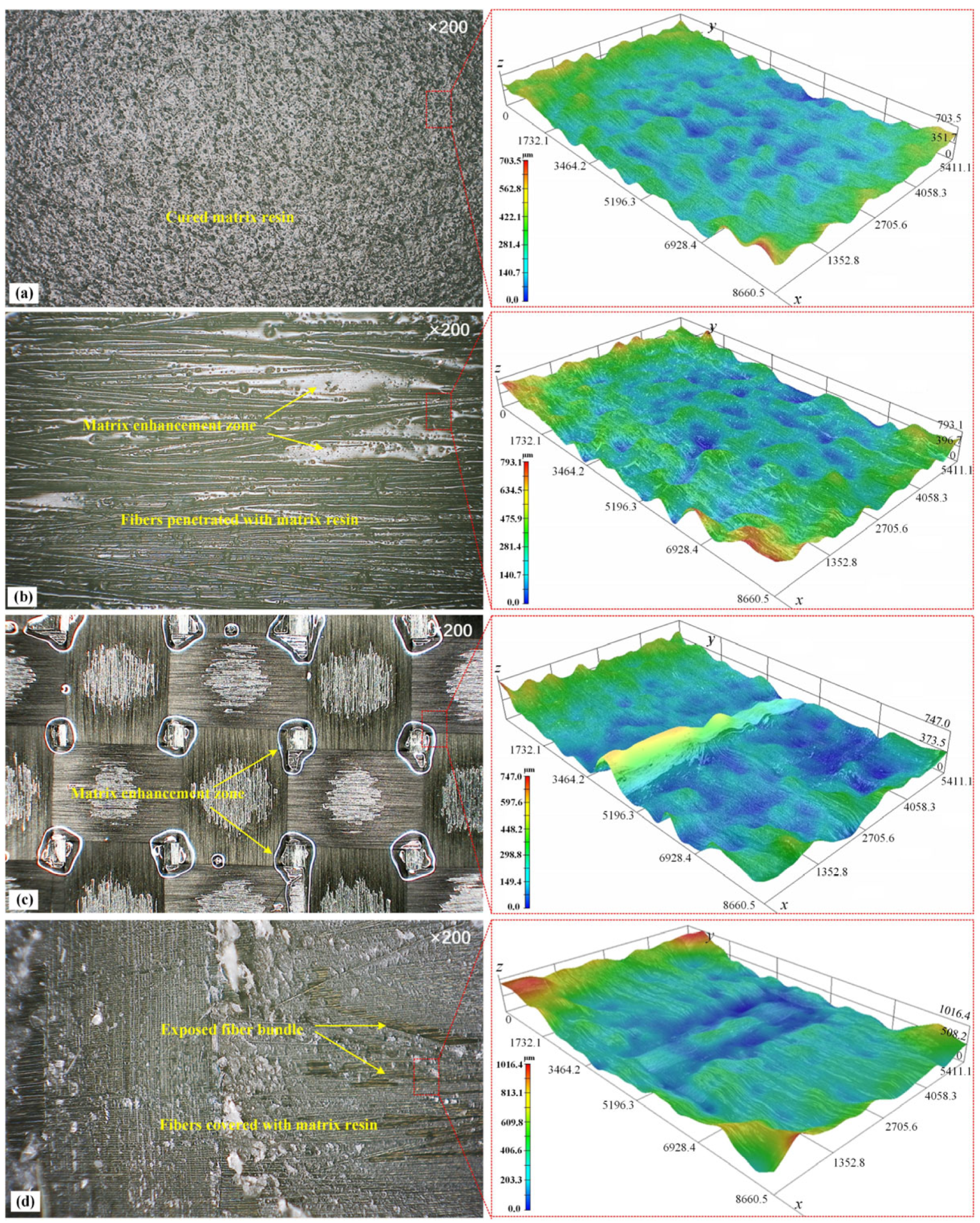
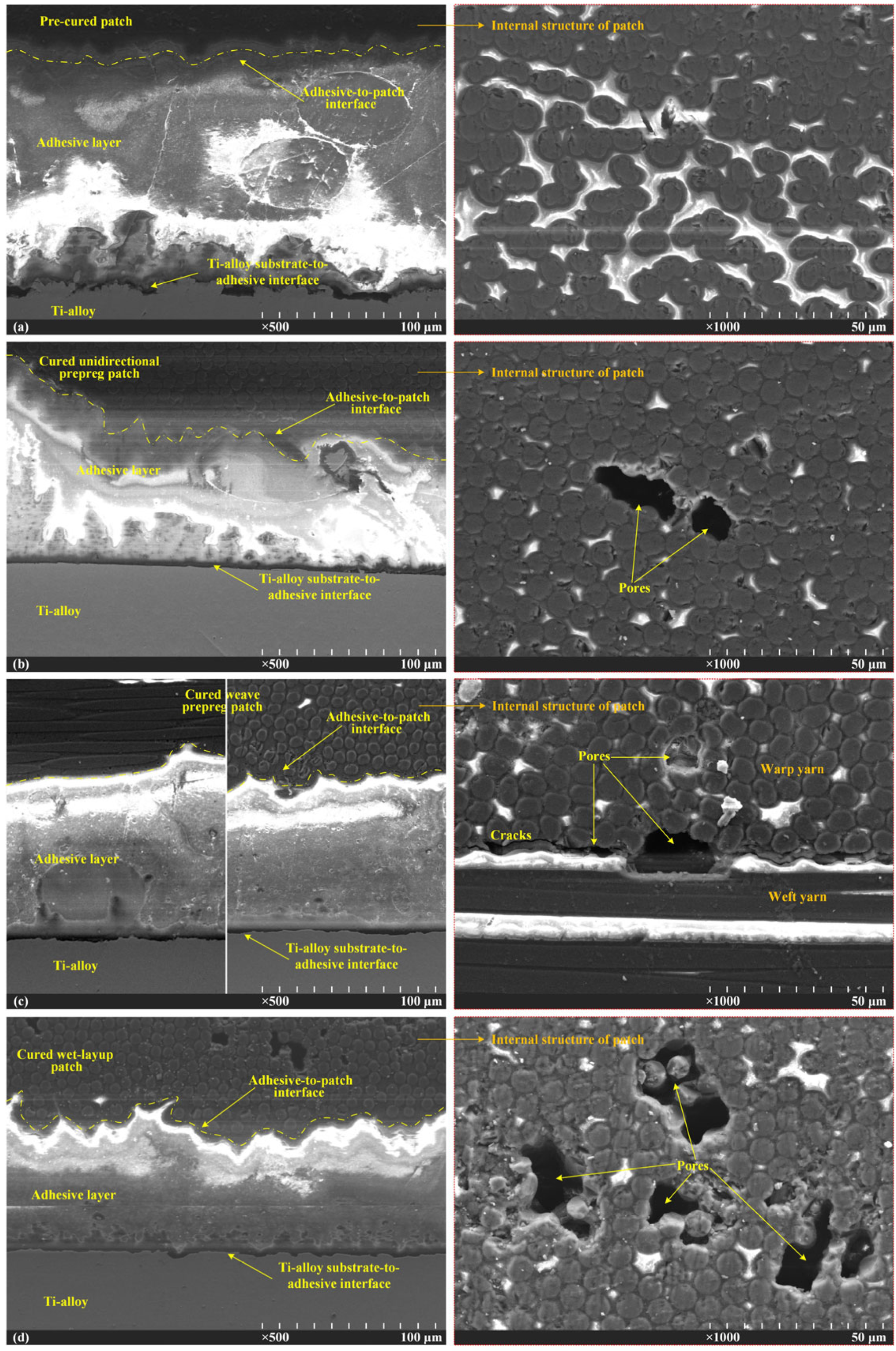
3.2. Interfacial Bonding Microstructures
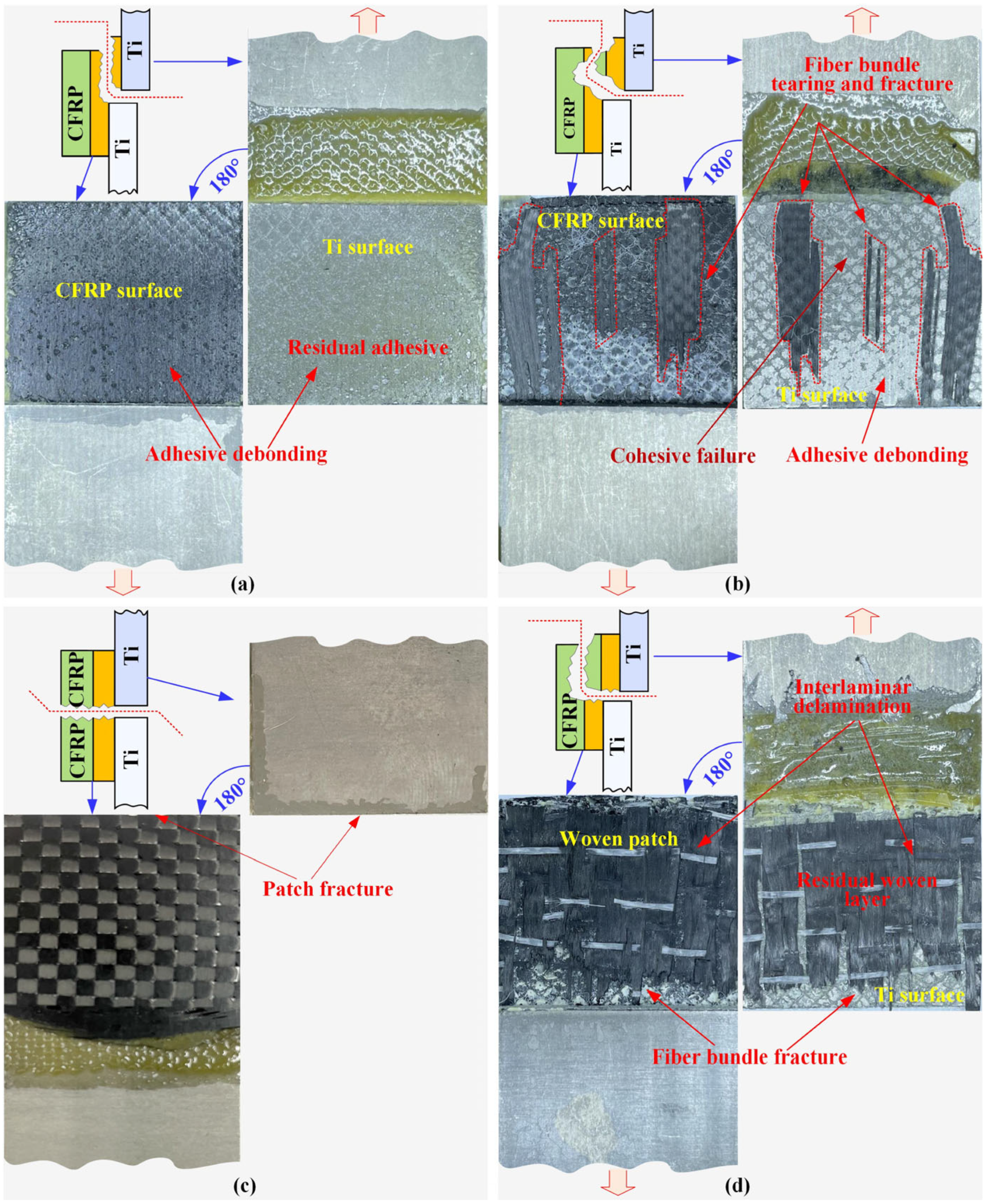
3.3. Damage and Failure Modes
4. Conclusions
- (1)
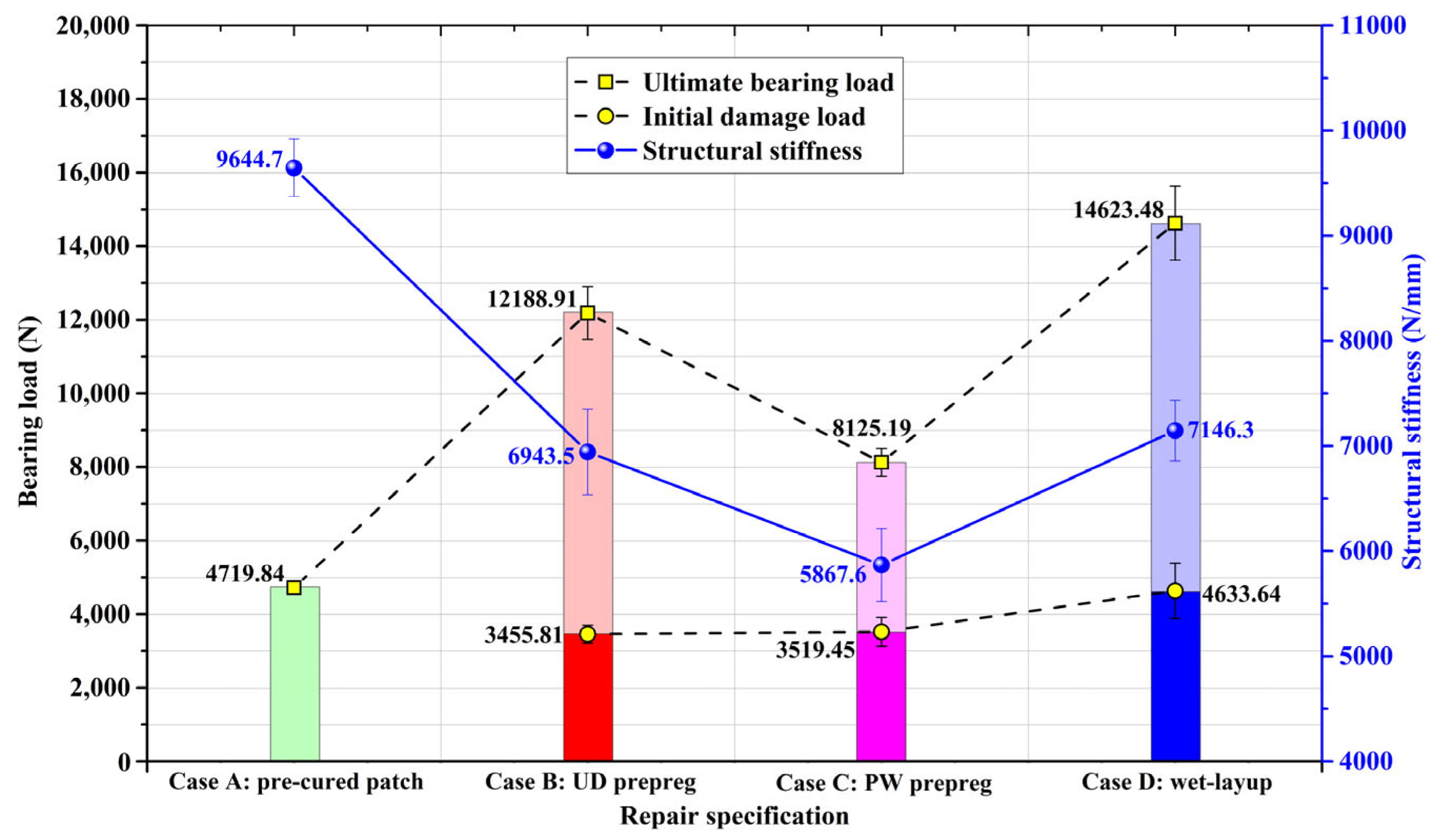
- In terms of loading performance, the wet-layup method provided the best initial damage and ultimate load bearing with good structural stiffness. This was closely followed by the UD prepreg patch. The pre-cured method attained the highest structural stiffness, yet the worst load-carrying capacity owing to the premature debonding on the adhesive-to-patch interface. The WP prepreg patch presented poor stiffness and strength features because of the low 0° fiber content in the loading direction.
- (2)
- As for the repair process, although the pre-cured method produced dense composite patches and implemented easily with the minimum CV, the poor interfacial binding ability blocked its application. Conversely, the wet-layup method presented a highly jigsaw-like mating interface, yet also a porous patch with the maximum CV. Comparatively, the prepreg method, especially the UD prepreg patch, achieved both a good bonding interface and a less porous composite patch with a relatively low CV in loading capacity.
- (3)
- The fail morphology identified the weakest part of the repaired structures. The patch delamination in the wet-layup method suggests that the interlaminar strength of the patch is much weaker than that of the adhesive film. In the prepreg method, the PW patch broke in half since it did not have sufficient strength in the loading direction, while in the UD patch, the failure transitioned from adhesive to ply failure, indicating that the patch and the adhesive layer reached a balance in strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, D.S.; Zhang, Y.; Luo, M.; Zhang, D.H. Investigation of Tool Wear and Chip Morphology in Dry Trochoidal Milling of Titanium Alloy Ti-6Al-4V. Materials 2019, 12, 1937. [Google Scholar] [CrossRef] [PubMed]
- Huda, Z.; Edi, P. Materials selection in design of structures and engines of supersonic aircrafts: A review. Mater. Des. 2013, 46, 552–560. [Google Scholar] [CrossRef]
- Renon, V.; Henaff, G.; Larignon, C.; Perusin, S.; Villechaise, P. Identification of Relationships between Heat Treatment and Fatigue Crack Growth of alpha beta Titanium Alloys. Metals 2019, 9, 512. [Google Scholar] [CrossRef]
- Jiang, W.; Chang, R.C.; Zhang, S.Q.; Zang, S.X. Structure health inspection for aging transport aircraft. Aircr. Eng. Aerosp. Technol. 2023, 95, 974–984. [Google Scholar] [CrossRef]
- Xi, J.J.; Xia, R.K.; He, Y.N.; Yu, Z.Q. The fatigue repairing evaluation of hybrid woven composite patch with 2D&3D styles bonded Al-alloy plates under UV and thermal curing. Compos. Part B Eng. 2020, 185, 107743. [Google Scholar]
- Baker, A.A. Repair of cracked or defective metallic aircraft components with advanced fiber composites—An overview of Australian work. Compos. Struct. 1984, 2, 153–181. [Google Scholar] [CrossRef]
- Guermazi, N.; Haddar, N.; Elleuch, K.; Ayedi, H.F. Investigations on the fabrication and the characterization of glass/epoxy, carbon/epoxy and hybrid composites used in the reinforcement and the repair of aeronautic structures. Mater. Des. 2014, 56, 714–724. [Google Scholar] [CrossRef]
- Salehi-Khojin, A.; Zhamu, A.; Zhong, W.H.; Gan, Y.X. Effects of patch layer and loading frequency on fatigue fracture behavior of aluminum plate repaired with a boron/epoxy composite patch. J. Adhes. Sci. Technol. 2006, 20, 107–123. [Google Scholar] [CrossRef]
- Madani, K.; Touzain, S.; Feaugas, X.; Benguediab, M.; Ratwani, M. Numerical analysis for the determination of the stress intensity factors and crack opening displacements in plates repaired with single and double composite patches. Comput. Mater. Sci. 2008, 42, 385–393. [Google Scholar] [CrossRef]
- Liu, X.Y.; Wu, J.C.; Xi, J.J.; Yu, Z.Q. Bonded Repair Optimization of Cracked Aluminum Alloy Plate by Microwave Cured Carbon-Aramid Fiber/Epoxy Sandwich Composite Patch. Materials 2019, 12, 1655. [Google Scholar] [CrossRef]
- Makwana, A.H.; Shaikh, A.A. The role of patch hybridization on tensile response of cracked panel repaired with hybrid composite patch: Experimental and numerical investigation. J. Adhes. 2020, 97, 53–87. [Google Scholar] [CrossRef]
- Dai, J.T.; Zhao, P.Z.; Su, H.B.; Wang, Y.B. Mechanical Behavior of Single Patch Composite Repaired Al Alloy Plates: Experimental and Numerical Analysis. Materials 2020, 13, 2740. [Google Scholar] [CrossRef] [PubMed]
- Shang, X.; Marques, E.A.S.; Machado, J.J.M.; Carbas, R.J.C.; Jiang, D.; da Silva, L.F.M. Review on techniques to improve the strength of adhesive joints with composite adherends. Compos. Part B Eng. 2019, 177, 107363. [Google Scholar] [CrossRef]
- Kadioglu, F.; Adams, R. Non-Linear Analysis of a Ductile Adhesive in the Single Lap Joint Under Tensile Loading. J. Reinf. Plast. Compos. 2009, 28, 2831–2838. [Google Scholar] [CrossRef]
- Schollerer, M.J.; Kosmann, J.; Volkerink, O.; Holzhuter, D.; Huhne, C. Surface toughening—A concept to decrease stress peaks in bonded joints. J. Adhes. 2019, 95, 495–514. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Lopes, M.J.C.Q. Joint strength optimization by the mixed-adhesive technique. Int. J. Adhes. Adhes. 2009, 29, 509–514. [Google Scholar] [CrossRef]
- Mohammadi, S.; Yousefi, M.; Khazaei, M. A review on composite patch repairs and the most important parameters affecting its efficiency and durability. J. Reinf. Plast. Compos. 2021, 40, 3–15. [Google Scholar] [CrossRef]
- Ramji, M.; Srilakshmi, R.; Prakash, M.B. Towards optimization of patch shape on the performance of bonded composite repair using FEM. Compos. Part B Eng. 2013, 45, 710–720. [Google Scholar] [CrossRef]
- Mohammed, S.M.A.K.; Mhamdia, R.; Albedah, A.; Bouiadjra, B.A.B.; Bouiadjra, B.B.; Benyahia, F. Fatigue crack growth in aluminum panels repaired with different shapes of single-sided composite patches. Int. J. Adhes. Adhes. 2021, 105, 102781. [Google Scholar] [CrossRef]
- Lee, H.; Seon, S.; Park, S.; Walallawita, R.; Lee, K. Effect of the geometric shapes of repair patches on bonding strength. J. Adhes. 2021, 97, 207–224. [Google Scholar] [CrossRef]
- Beloufa, H.I.; Ouinas, D.; Tarfaoui, M.; Benderdouche, N. Effect of stacking sequence of the bonded composite patch on re-pair performance. Struct. Eng. Mech. 2016, 57, 295–313. [Google Scholar] [CrossRef]
- Kupski, J.; de Freitas, S.T.; Zarouchas, D.; Camanho, P.P.; Benedictus, R. Composite layup effect on the failure mechanism of single lap bonded joints. Compos. Struct. 2019, 217, 14–26. [Google Scholar] [CrossRef]
- Coelho, S.R.M.; Reis, P.N.B.; Ferreira, J.A.M.; Pereira, A.M. Effects of external patch configuration on repaired composite laminates subjected to multi-impacts. Compos. Struct. 2017, 168, 259–265. [Google Scholar] [CrossRef]
- Ahmed, S.; Thostenson, E.T.; Schumacher, T.; Doshi, S.M.; McConnell, J.R. Integration of carbon nanotube sensing skins and carbon fiber composites for monitoring and structural repair of fatigue cracked metal structures. Compos. Struct. 2018, 203, 182–192. [Google Scholar] [CrossRef]
- Choi, H.S.; Jang, Y.H. Bondline strength evaluation of cocure/precured honeycomb sandwich structures under aircraft hygro and repair environments. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1138–1147. [Google Scholar] [CrossRef]
- El-Emam, H.M.; Salim, H.A.; Sallam, H.E.M. Composite Patch Configuration and Prestress Effect on SIFs for Inclined Cracks in Steel Plates. J. Struct. Eng. 2017, 143, 04016229. [Google Scholar] [CrossRef]
- Lepretre, E.; Chataigner, S.; Dieng, L.; Gaillet, L. Stress Intensity Factor Assessment for the Reinforcement of Cracked Steel Plates Using Prestressed or Non-Prestressed Adhesively Bonded CFRP. Materials 2021, 14, 1625. [Google Scholar] [CrossRef]
- Frohlich, T.; Jager, G. Dynamical temperature compensation of precision instruments. Tech. Mess. 2000, 67, 166–170. [Google Scholar] [CrossRef]
- Wang, Y.C.; Tao, F.; Zhang, M.; Wang, L.H.; Zuo, Y. Digital twin enhanced fault prediction for the autoclave with insufficient data. J. Manuf. Syst. 2021, 60, 350–359. [Google Scholar] [CrossRef]
- Yao, C.X.; Qi, Z.C.; Chen, W.L.; Zhang, C.Q. Experimental study on CF/PEEK thermoplastic fastener: Effects of fastener matrix crystallinity and fibre content on the strength of single-lap joint. Compos. Part B Eng. 2021, 213, 108737. [Google Scholar] [CrossRef]
- Katnam, K.B.; Da Silva, L.F.M.; Young, T.M. Bonded repair of composite aircraft structures: A review of scientific challenges and opportunities. Prog. Aerosp. Sci. 2013, 61, 26–42. [Google Scholar] [CrossRef]
- Zhou, W.; Ji, X.L.; Yang, S.; Liu, J.; Ma, L.H. Review on the performance improvements and non-destructive testing of patches repaired composites. Compos. Struct. 2021, 263, 113659. [Google Scholar] [CrossRef]
- Liu, R.Y.; Chen, T.; Li, L.Z.; Tateishi, K. A practical stress intensity factor formula for CFRP-repaired steel plates with a central crack. J. Constr. Steel Res. 2019, 162, 105755. [Google Scholar] [CrossRef]
- Aabid, A.; Hrairi, M.; Ali, J.S.M.; Sebaey, T.A. A Review on Reductions in the Stress-Intensity Factor of Cracked Plates Using Bonded Composite Patches. Materials 2022, 15, 3086. [Google Scholar] [CrossRef] [PubMed]
- Park, S.Y.; Choi, W.J.; Choi, H.S. A review of the recent developments in surface treatment techniques for bonded repair of aluminum airframe structures. Int. J. Adhes. Adhes. 2018, 80, 16–29. [Google Scholar] [CrossRef]
- Li, J.F.; Yan, Y.; Zhang, T.T.; Liang, Z.D. Experimental study of adhesively bonded CFRP joints subjected to tensile loads. Int. J. Adhes. Adhes. 2015, 57, 95–104. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti6Al4V Alloy | Adhesive SY-24C | UD Lamina T300/7901 | Weave Lamina T300/7901 | ||||
|---|---|---|---|---|---|---|---|
| E (GPa) | 112 | E (MPa) | 5750 | E1 (GPa) | 125 | E1, E2 (GPa) | 50 |
| G (GPa) | 43 | G (MPa) | 1920 | E2, E3 (GPa) | 11.3 | E3 (GPa) | 3.5 |
| ν | 0.32 | σ (MPa) | 451.6 | ν12, ν13 | 0.3 | ν12 | 0.25 |
| σb (MPa) | 930 | τ (MPa) | 225.8 | ν23 | 0.42 | ν13, ν23 | 0.48 |
| σs (MPa) | 860 | (Nmm−1) | 0.48 | G12, G13 (GPa) | 5.43 | G12 (GPa) | 2.98 |
| Δ (%) | 10 | , (Nmm−1) | 0.64 | G23 (GPa) | 3.98 | G13, G23 (GPa) | 2.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Li, C.; Fang, J.; Chen, S.; Xuan, S.; Tian, W. Comparison of Repair Methods for Cracked Titanium Alloy Aircraft Structures with Single-Sided Adhesively Bonded Composite Patches. Materials 2023, 16, 6361. https://doi.org/10.3390/ma16196361
Hu J, Li C, Fang J, Chen S, Xuan S, Tian W. Comparison of Repair Methods for Cracked Titanium Alloy Aircraft Structures with Single-Sided Adhesively Bonded Composite Patches. Materials. 2023; 16(19):6361. https://doi.org/10.3390/ma16196361
Chicago/Turabian StyleHu, Junshan, Chengyu Li, Jinrong Fang, Shizhan Chen, Shanyong Xuan, and Wei Tian. 2023. "Comparison of Repair Methods for Cracked Titanium Alloy Aircraft Structures with Single-Sided Adhesively Bonded Composite Patches" Materials 16, no. 19: 6361. https://doi.org/10.3390/ma16196361
APA StyleHu, J., Li, C., Fang, J., Chen, S., Xuan, S., & Tian, W. (2023). Comparison of Repair Methods for Cracked Titanium Alloy Aircraft Structures with Single-Sided Adhesively Bonded Composite Patches. Materials, 16(19), 6361. https://doi.org/10.3390/ma16196361