
Advancements in Additive Manufacturing of Tantalum via the Laser Powder Bed Fusion (PBF-LB/M): A Comprehensive Review



Abstract
:1. Introduction
1.1. Metal Additive Manufacturing
1.2. PBF-LB/M of Bio-Materials
2. Effect of the Critical Process Parameters on the Properties of Ta Alloys by PBF-LB/M
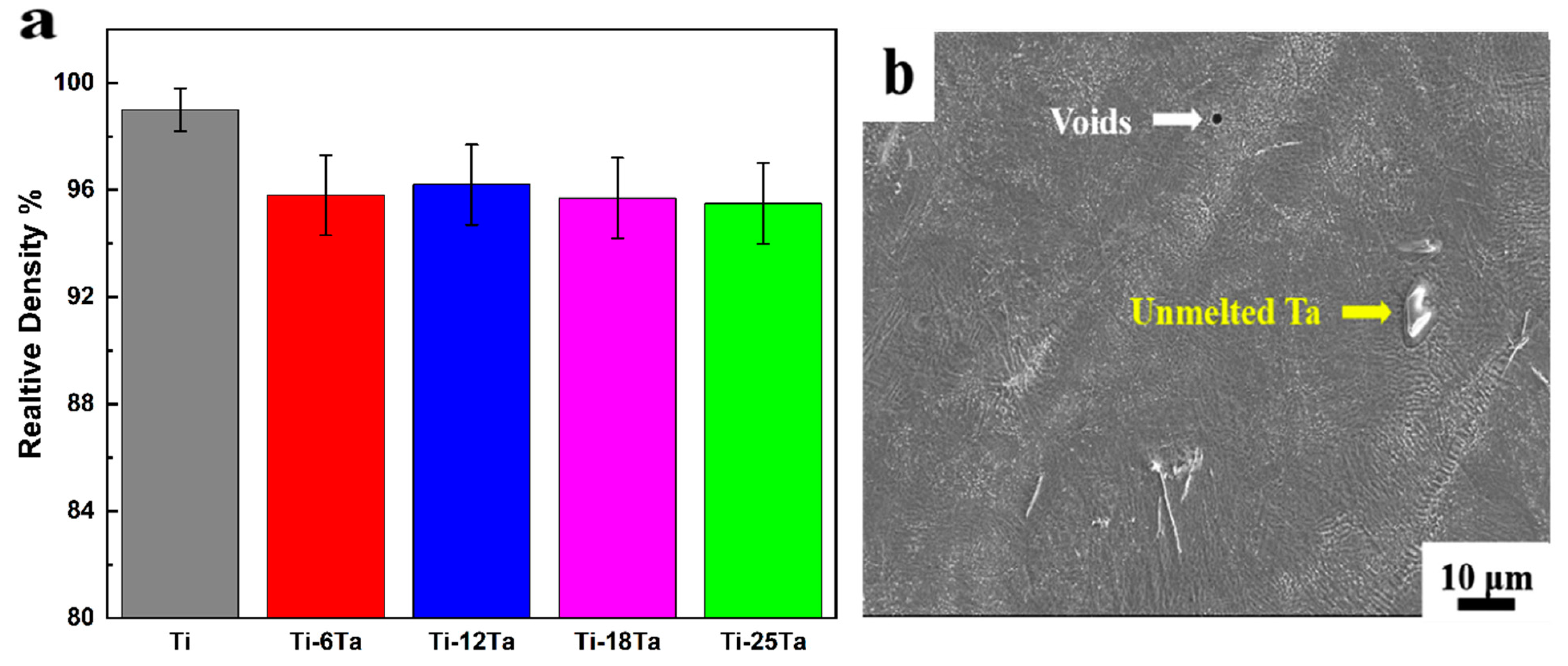
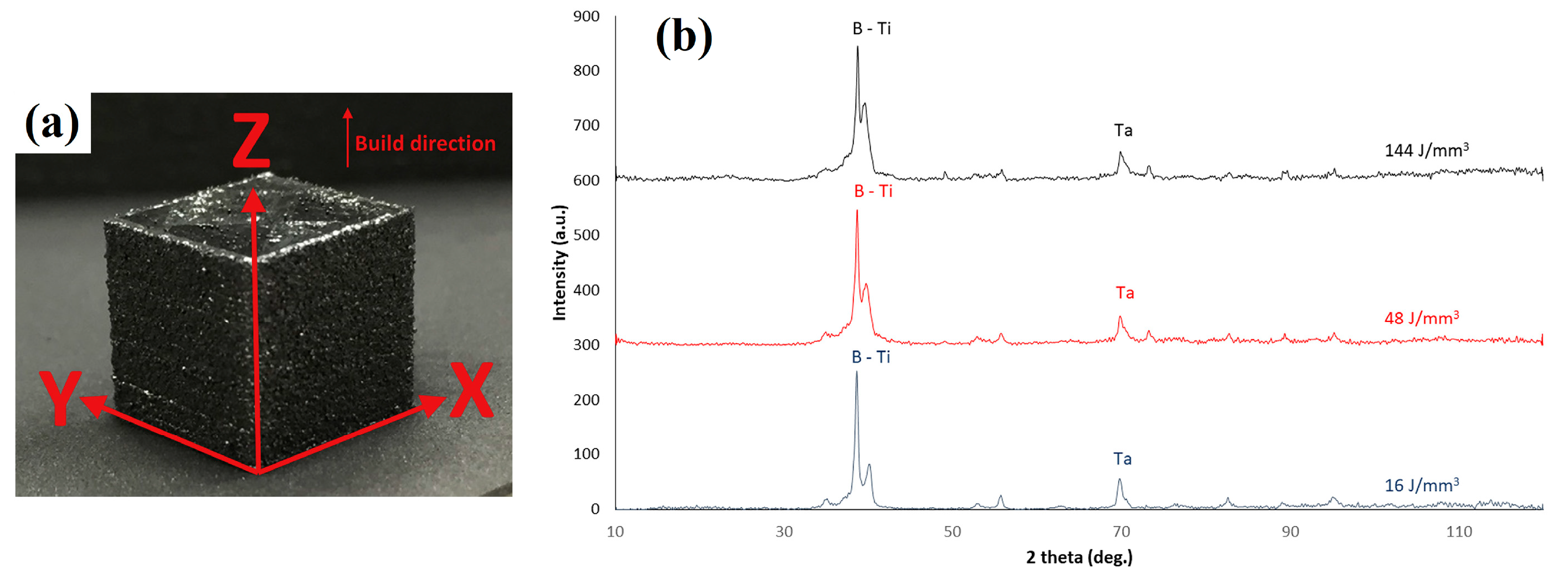
2.1. Porosity and Density
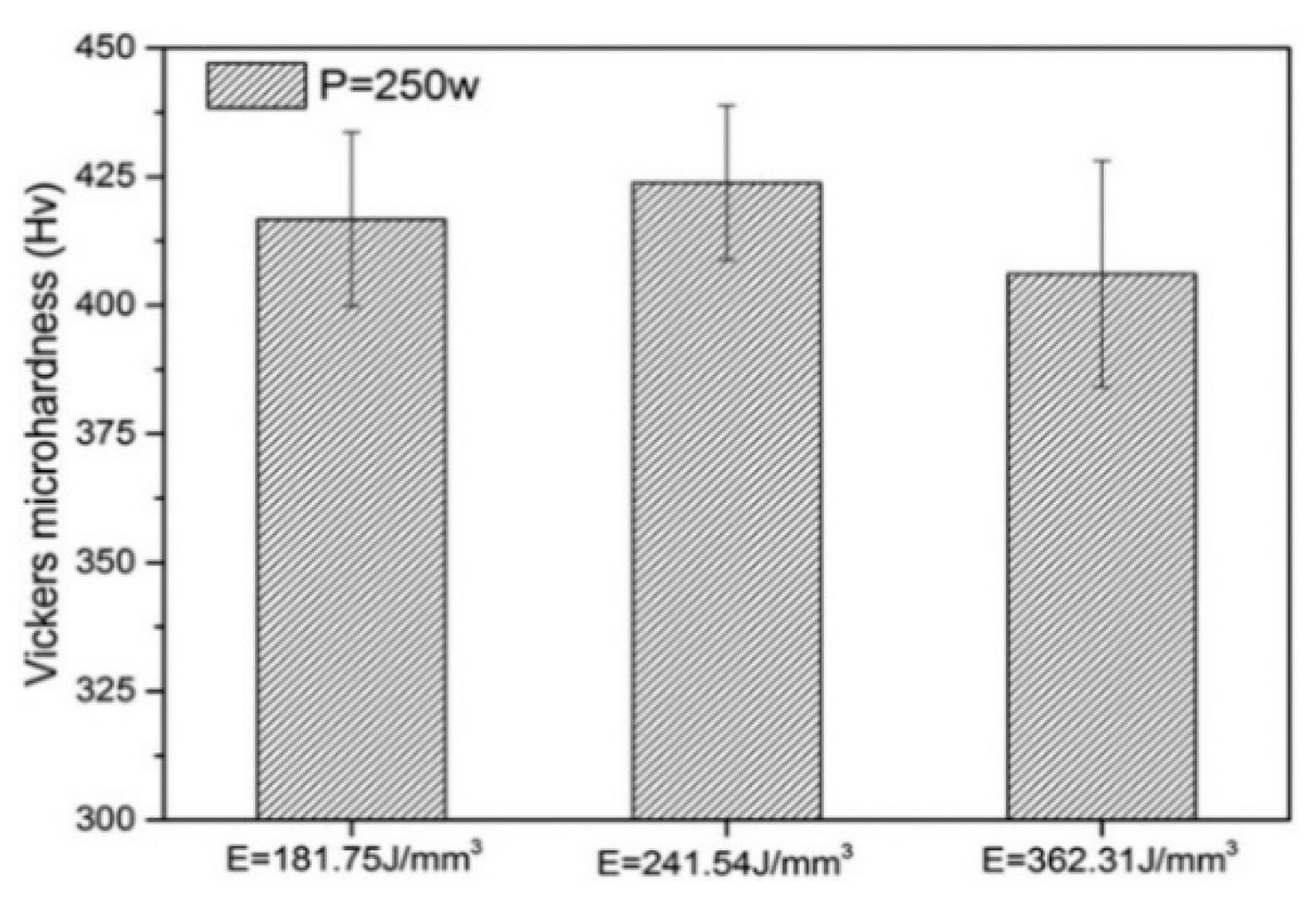
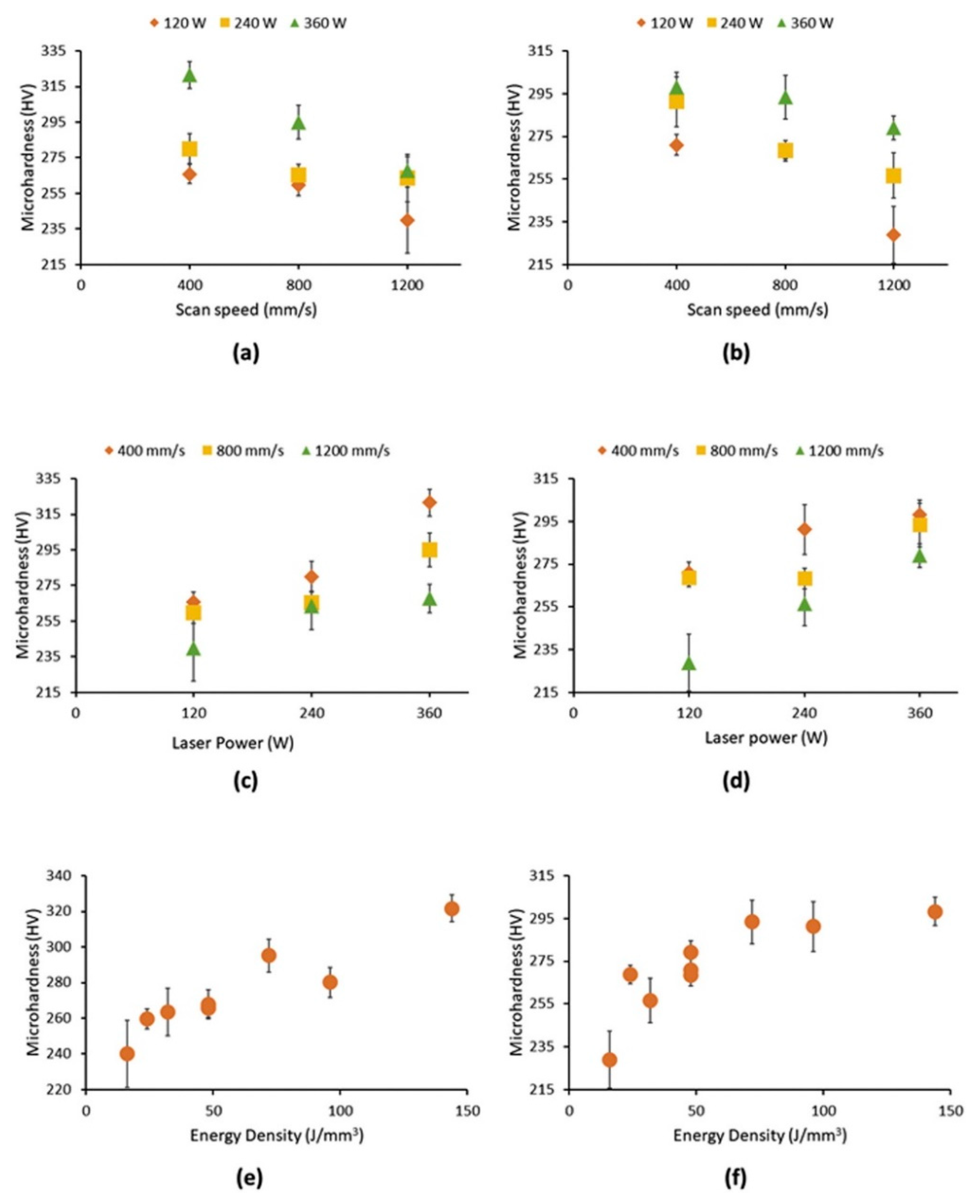
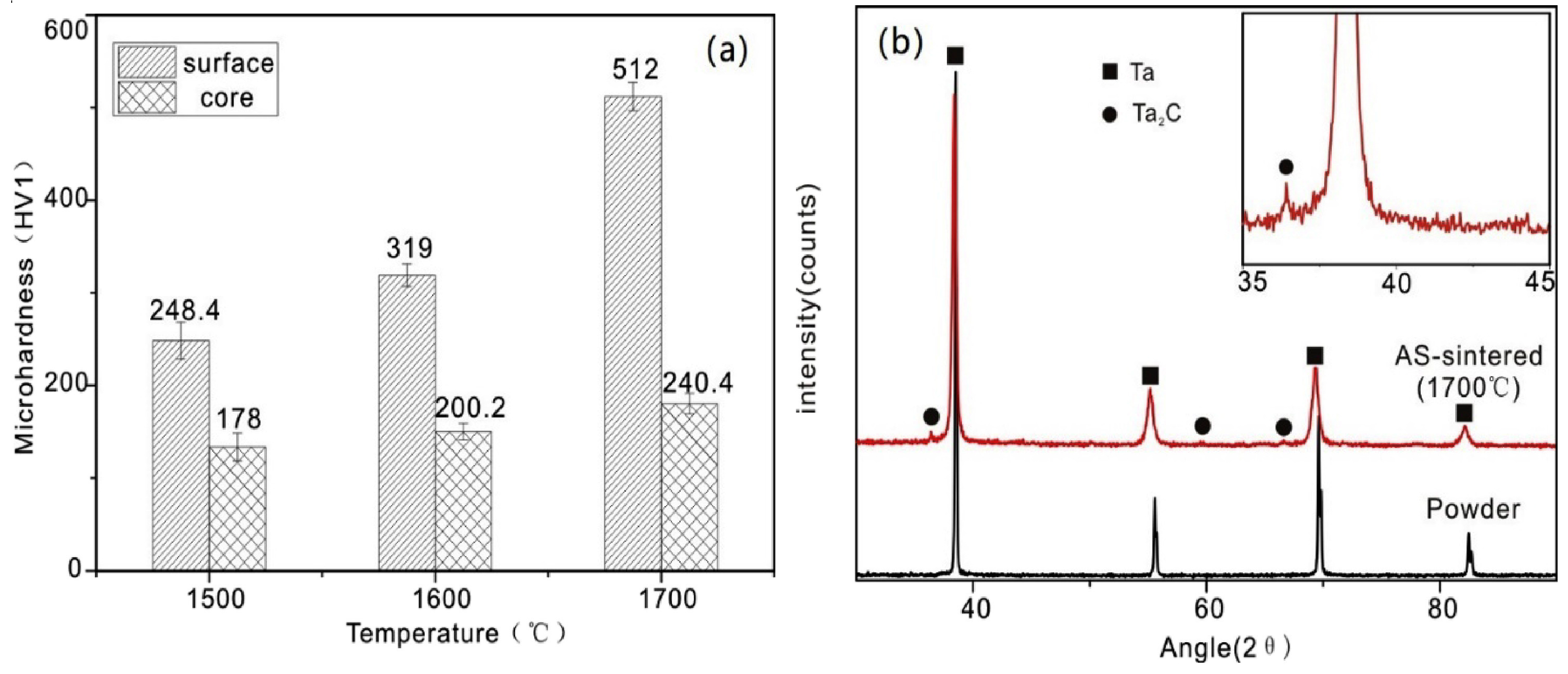
2.2. Microhardness
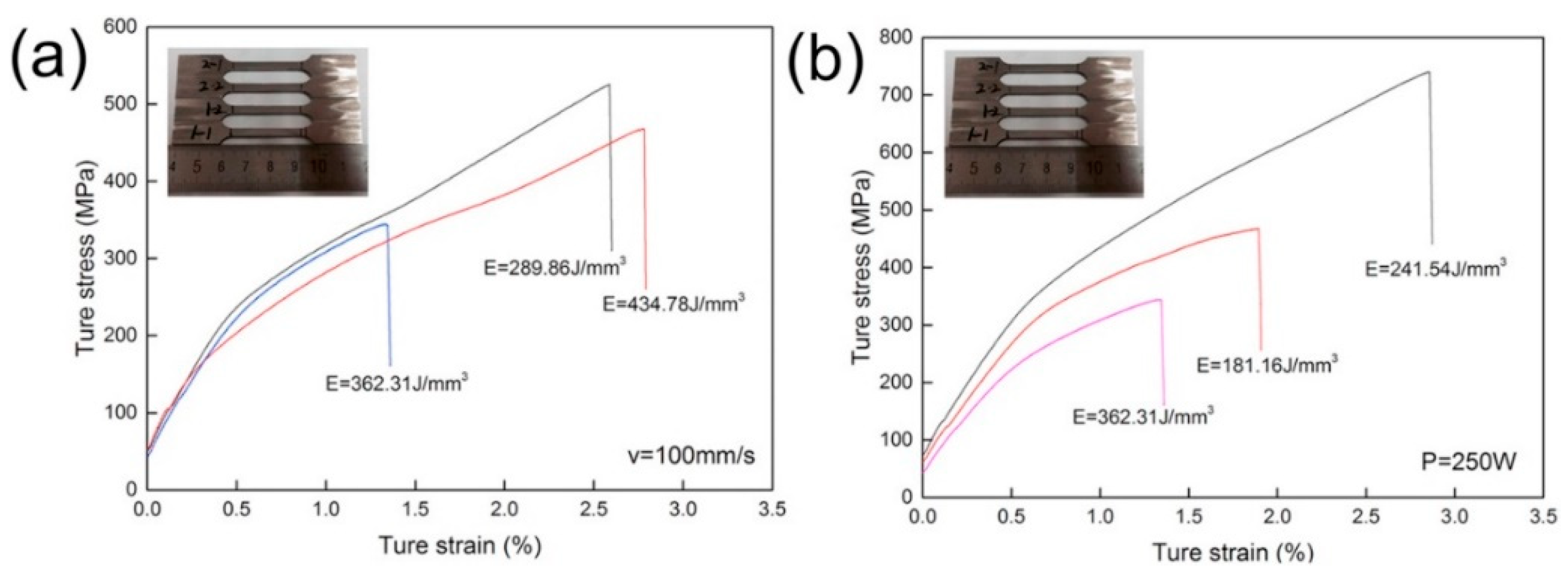
2.3. Tensile Strength
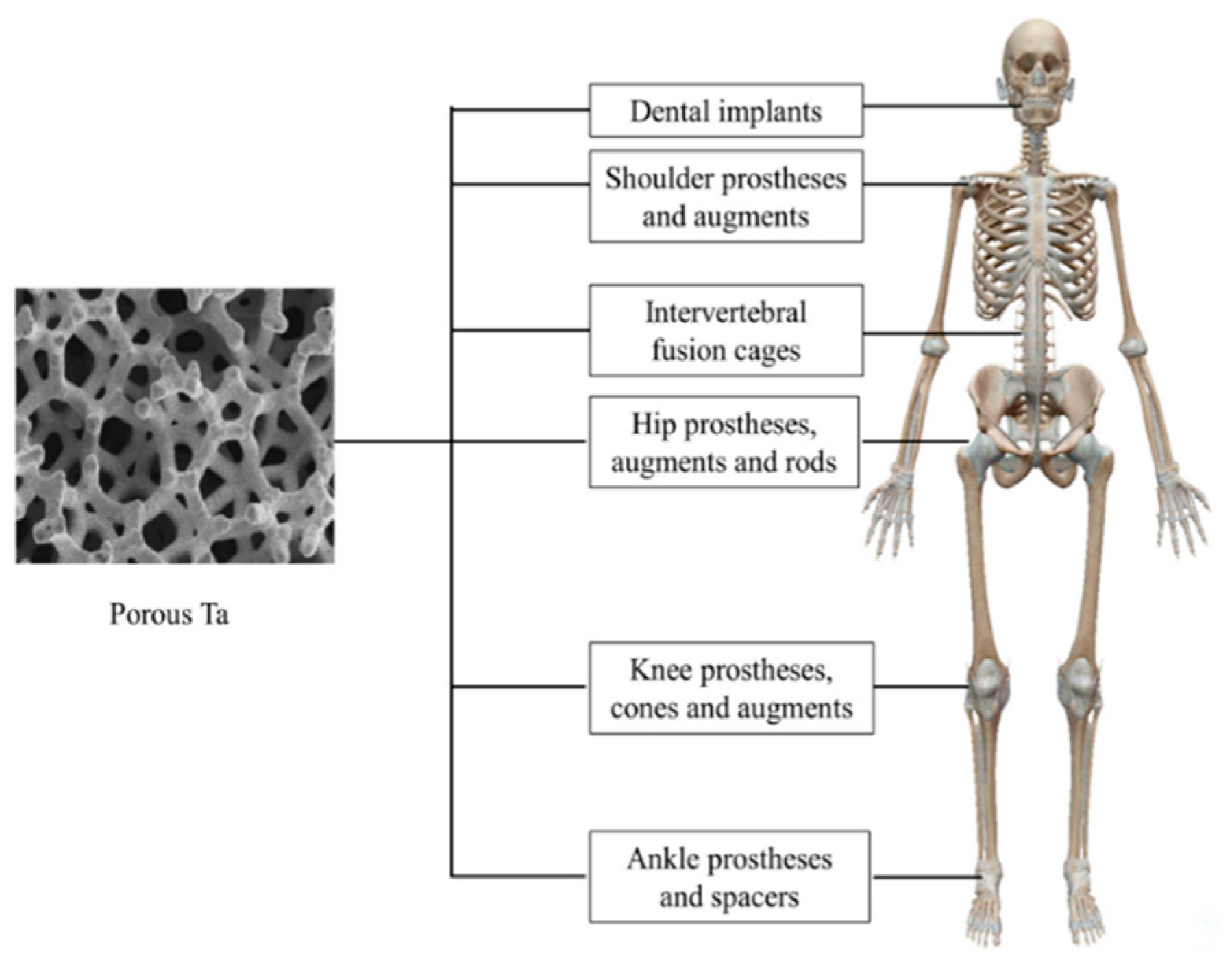
3. Porous Ta as a Biomedical Material for PBF-LB/M
4. Summary
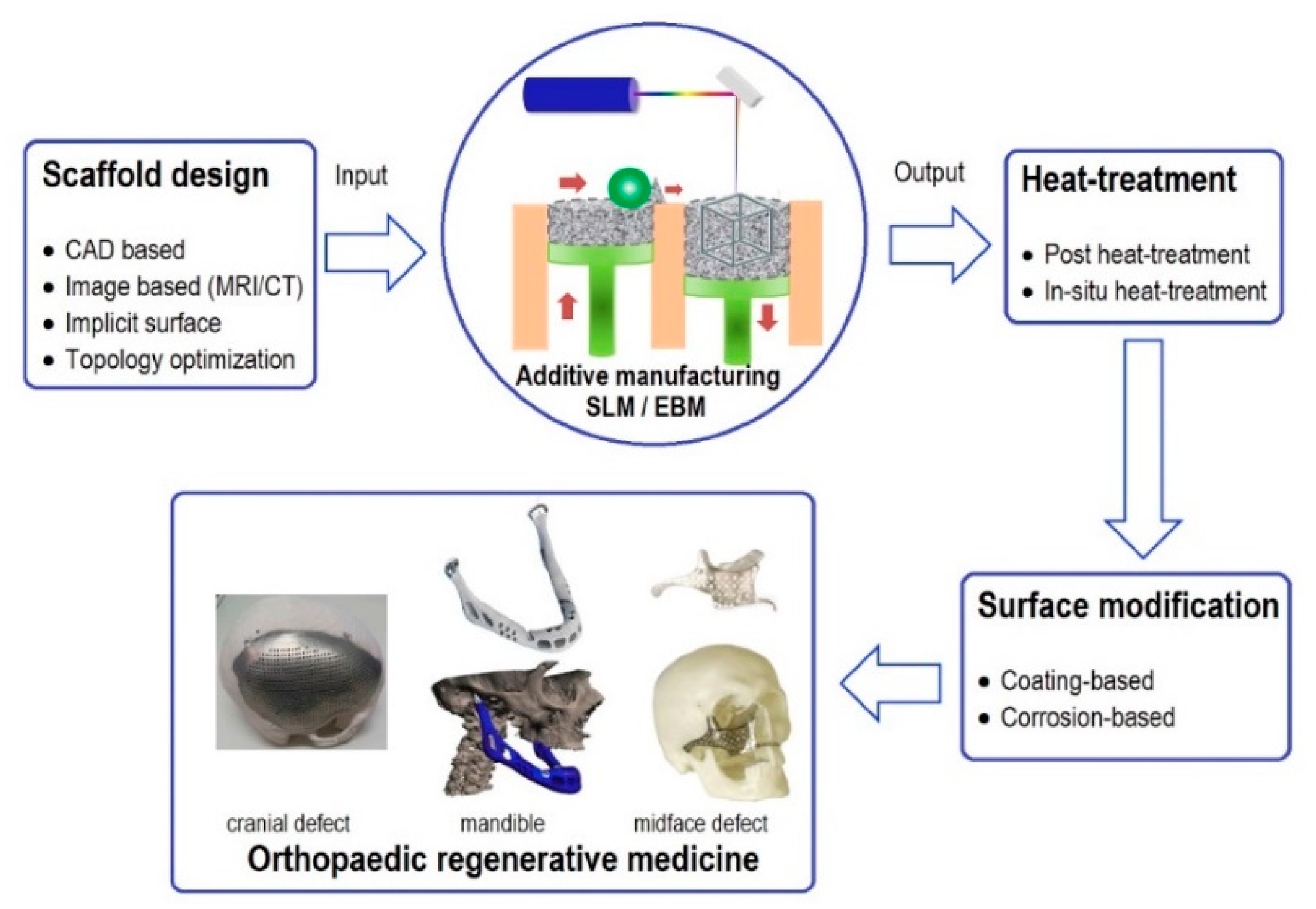
- It may be ranked Ta > Ti > Cr on a functional superiority scale for the application of medical implants mainly due to the extraordinary biocompatibility of Ta. Ta with a combination of Ti warrants excellent mechanical properties, and the contents of Ta are critical. PBF-LB/M’s medical implant of Ta alloy is promising and primarily used for artificial joint replacement surgery, dental, orthodontics, etc. Many factors, including laser power, metallic powder size, scanning speed, pre-heating temperature, gas flow rate, part orientation, etc., significantly affect the quality of Ta alloy parts by PBF-LB/M. Increasing scanning speed may reduce production time, but it needs to be optimized with laser intensity and other parameters.
- The correlation between energy density and densification is not proportional under all conditions; there is an optimization for favorable results. Ta alloy parts by PBF-LB/M show higher microhardness than those fabricated using conventional processes. Higher energy intensity and slow scanning speed result in higher microhardness, which can be connected to the lower porosity and higher relative density.
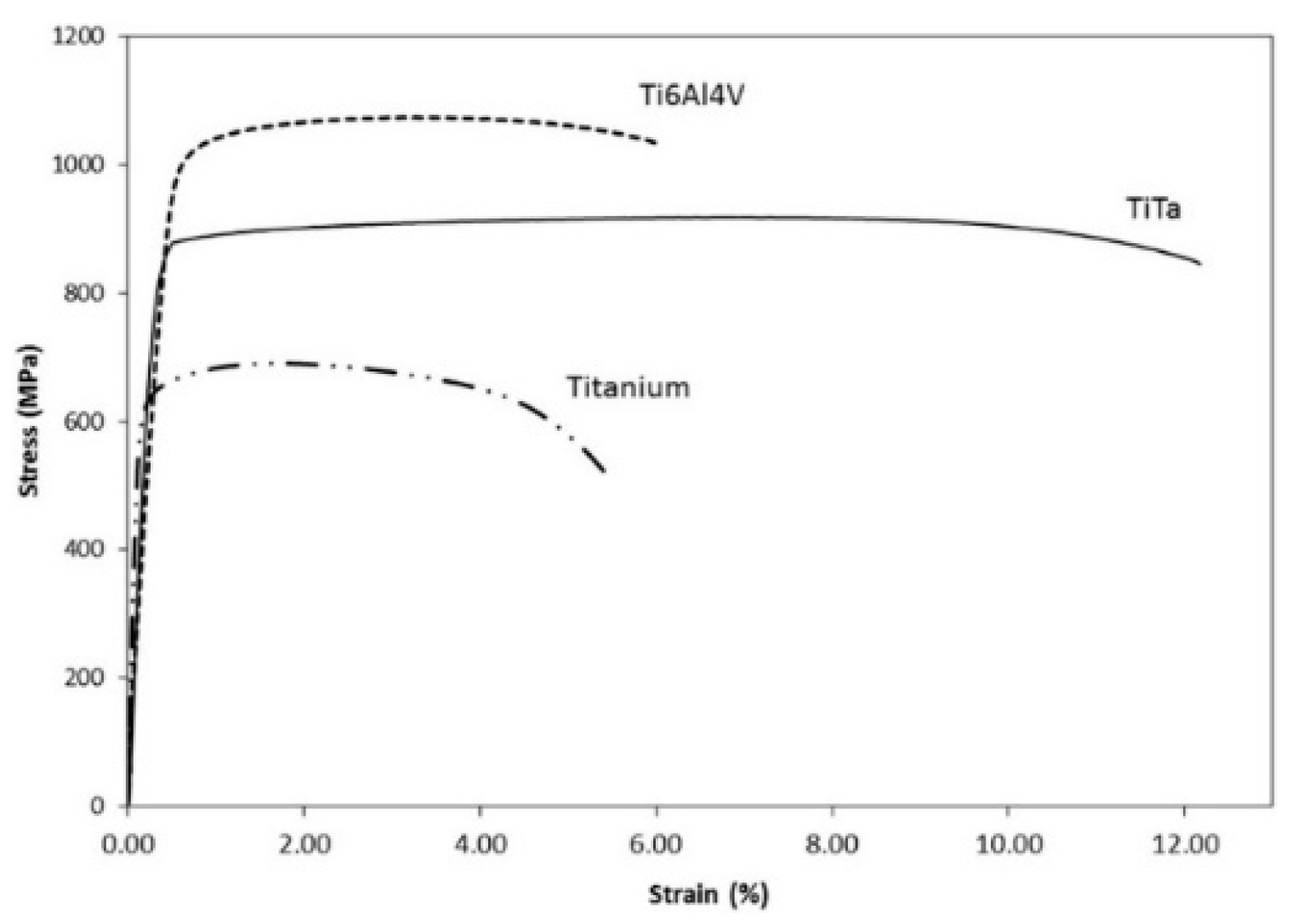
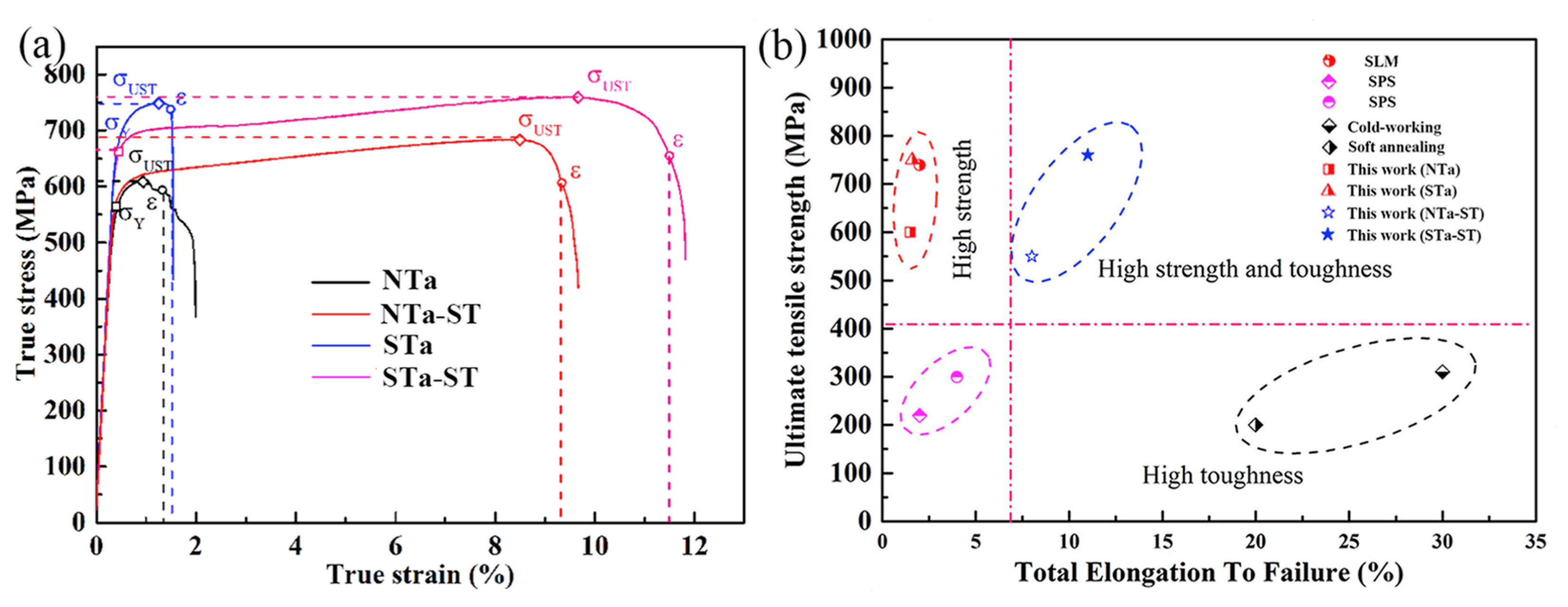
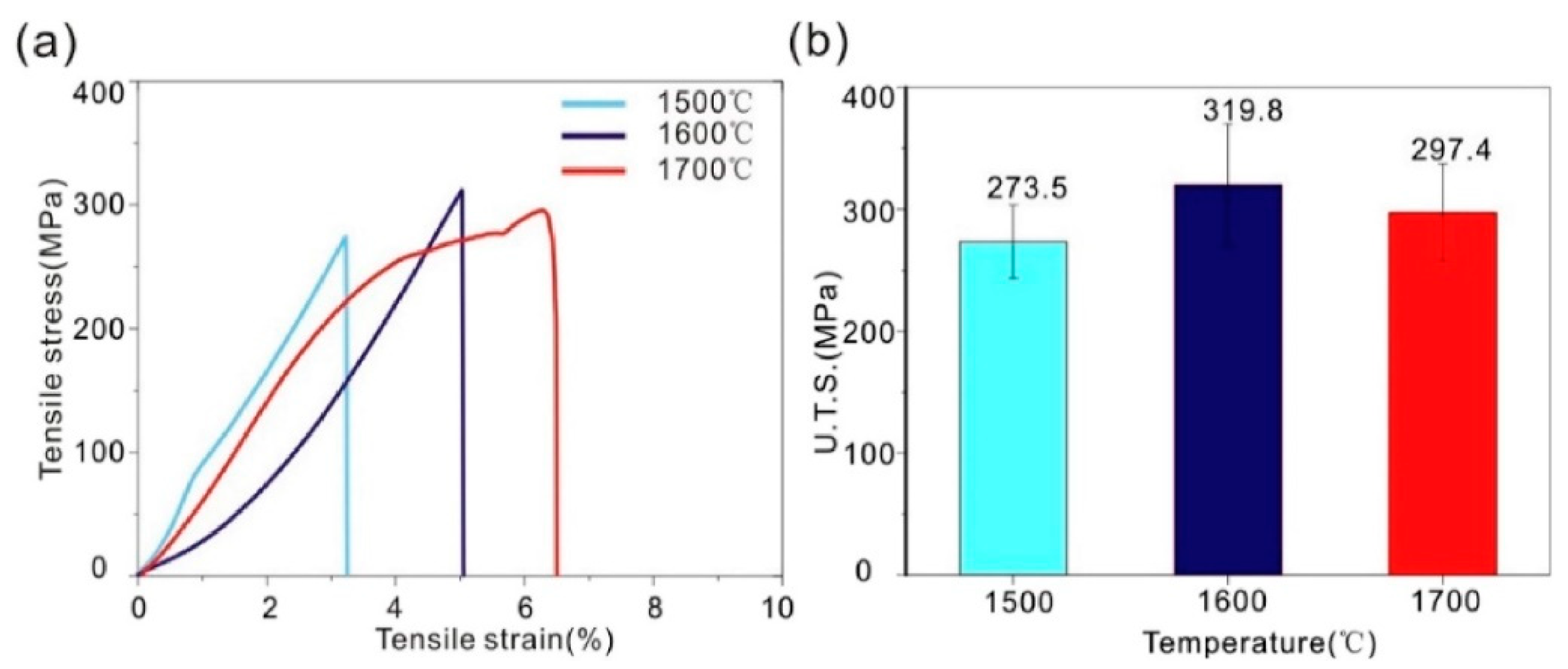
- Ta alloy parts fabricated by PBF-LB/M have higher tensile strength than those manufactured using conventional processes. Increasing laser power and scanning speed simultaneously leads to the higher tensile strength of pure Ta due to finer grain structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; Volume 17. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.-C.; Nakagawa, T. Progress in additive manufacturing and rapid prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. ISRN Mech. Eng 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Hochsmann, R.; Ederer, I. Method for Manufacturing of Parts by a Deposition Technique. U.S. Patent 6147138, 14 November 2000. [Google Scholar]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Kruth, J.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M.; Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Design for Additive Manufacturing; Additive Manufacturing Technologies: Sheffield, UK, 2021; pp. 555–607. [Google Scholar]
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Blanther, J. Manufacture of Contour Relief Maps. U.S. Patent 473901, 3 May 1892. [Google Scholar]
- DiMatteo, P.L. Method of Generating and Constructing Three-Dimensional Bodies. U.S. Patent 3932923, 20 January 1976. [Google Scholar]
- Nakagawa, T.; Kunieda, M.; Liu, S.-D. Laser cut sheet laminated forming dies by diffusion bonding. In Proceedings of the Twenty-Fifth International Machine Tool Design and Research Conference, Birmingham, UK, 22–24 April 1985; Springer: Berlin/Heidelberg, Germany, 1985. [Google Scholar]
- Baker, R. Method of Making Decorative Articles. U.S. Patent 1533300, 14 April 1925. [Google Scholar]
- Manriquez-Frayre, J.; Bourell, D. Selective laser sintering of binary metallic powder. In 1990 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 1990. [Google Scholar]
- Zong, G.; Wu, Y.; Tran, N.; Lee, I.; Bourell, D.L.; Beaman, J.J.; Marcus, H.L. Direct selective laser sintering of high temperature materials. In Proceedings of the 1992 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 1992. [Google Scholar]
- McWilliams, J.; Hysinger, C.; Beaman, J. Design of a high temperature process chamber for the selective laser sintering process. In Proceedings of the 1992 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 1992. [Google Scholar]
- Wu, Y.-Q. Design and Experiments on High Temperature Workstation Intended for Academic Research of the Selective Laser Sintering; University of Texas at Austin: Austin, TX, USA, 1992. [Google Scholar]
- Das, S.; Bourell, D.L.; Babu, S. Metallic materials for 3D printing. Mrs Bull. 2016, 41, 729–741. [Google Scholar] [CrossRef]
- Moore, N.E. The Design and Fabrication of a High Temperature Vacuum Workstation for SLS Research; University of Texas at Austin: Austin, TX, USA, 1996. [Google Scholar]
- Das, S. Direct Selective Laser Sintering of High Performance Metals: Machine Design, Process Development and Process Control; The University of Texas at Austin: Austin, TX, USA, 1998. [Google Scholar]
- Das, S.; McWilliam, J.; Wu, B.; Beaman, J.J. Design of a high temperature workstation for the selective laser sintering process. In Proceedings of the 1991 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 1991. [Google Scholar]
- Meiners, W.; Wissenbach, K.; Gasser, A. Method and Device for Scanning the Surface of an Object with a Laser Beam. U.S. Patent 6534740, 18 March 2003. [Google Scholar]
- Kruth, J.-P. Material incress manufacturing by rapid prototyping techniques. CIRP Ann. 1991, 40, 603–614. [Google Scholar] [CrossRef]
- Ian Gibson, I.G. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef]
- White, D.R. Ultrasonic consolidation of aluminum tooling. Adv. Mater. Process. 2003, 161, 64–66. [Google Scholar]
- Das, S.; Beaman, J.J. Direct Selective Laser Sintering of Metals. U.S. Patent 6676892B2, 13 January 2004. [Google Scholar]
- Das, S. Physical aspects of process control in selective laser sintering of metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Abe, F.; Santos, E.C.; Kitamura, Y.; Osakada, K.; Shiomi, M. Influence of forming conditions on the titanium model in rapid prototyping with the selective laser melting process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 119–126. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Materialgeeza. Selective Laser Melting System Schematic. 2021. Available online: https://commons.wikimedia.org/wiki/File:Selective_laser_melting_system_schematic.jpg (accessed on 15 September 2023).
- Vandenbroucke, B.; Kruth, J.P. Selective laser melting of biocompatible metals for rapid manufacturing of medical parts. Rapid Prototyp. J. 2007, 13, 196–203. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025–1035. [Google Scholar] [CrossRef]
- Clijsters, S.; Craeghs, T.; Kruth, J.-P. A priori process parameter adjustment for SLM process optimization. In Innovative Developments on Virtual and Physical Prototyping; Taylor & Francis Group: Abingdon, UK, 2012; pp. 553–560. [Google Scholar]
- Kruth, J.-P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Lauwers, B.; Dejonghe, P.; Kruth, J.-P. Optimal and collision free tool posture in five-axis machining through the tight integration of tool path generation and machine simulation. Comput.-Aided Des. 2003, 35, 421–432. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Kellens, K.; Yasa, E.; Dewulf, W.; Kruth, J.P.; Duflou, J.R. Energy and resource efficiency of SLS/SLM processes (keynote paper). In Proceedings of the 2011 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011. [Google Scholar]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.-P.; Schrooten, J.; Luyten, J.; Van Humbeeck, J. Effect of SLM parameters on transformation temperatures of shape memory nickel titanium parts. Adv. Eng. Mater. 2014, 16, 1140–1146. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Olsson, H. Kemiens Historia i Sverige Intill år 1800; Almqvist & Wiksell: Stockholm, Sweden, 1971; Volume 17. [Google Scholar]
- Schrock, R.R. Alkylidene complexes of niobium and tantalum. Acc. Chem. Res. 1979, 12, 98–104. [Google Scholar] [CrossRef]
- Black, J. Biologic performance of tantalum. Clin. Mater. 1994, 16, 167–173. [Google Scholar] [CrossRef]
- Fox, P.; Pogson, S.; Sutcliffe, C.; Jones, E. Interface interactions between porous titanium/tantalum coatings, produced by Selective Laser Melting (SLM), on a cobalt–chromium alloy. Surf. Coat. Technol. 2008, 202, 5001–5007. [Google Scholar] [CrossRef]
- Zhou, Y.-L.; Niinomi, M.; Akahori, T.; Nakai, M.; Fukui, H. Comparison of various properties between titanium-tantalum alloy and pure titanium for biomedical applications. Mater. Trans. 2007, 48, 380–384. [Google Scholar] [CrossRef]
- Balla, V.K.; Bose, S.; Davies, N.M.; Bandyopadhyay, A. Tantalum—A bioactive metal for implants. JOM 2010, 62, 61–64. [Google Scholar] [CrossRef]
- Patil, N.; Lee, K.; Goodman, S.B. Porous tantalum in hip and knee reconstructive surgery. J. Biomed. Mater. Res. Part B Appl. Biomater. 2009, 89, 242–251. [Google Scholar] [CrossRef] [PubMed]
- Zardiackas, L.D.; Kraay, M.J.; Freese, H.L. Titanium, Niobium, Zirconium, and Tantalum for Medical and Surgical Applications; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Kruth, J.P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; Van Humbeeck, J. Part and material properties in selective laser melting of metals. In Proceedings of the 16th International Symposium on Electromachining (ISEM XVI), Shanghai, China, 19–23 April 2010; Shanghai Jiao Tong University Press: Shanghai, China, 2010. [Google Scholar]
- Kumar, S.; Pityana, S. Laser-based additive manufacturing of metals. Adv. Mater. Res. 2011, 27, 92–95. [Google Scholar] [CrossRef]
- Hao, L.; Dadbakhsh, S. Materials and process aspects of selective laser melting of metals and metal matrix composites: A review. Chin. J. Lasers 2009, 36, 3192. [Google Scholar] [CrossRef]
- Enneti, R.K.; Morgan, R.; Atre, S.V. Effect of process parameters on the Selective Laser Melting (SLM) of tungsten. Int. J. Refract. Met. Hard Mater. 2018, 71, 315–319. [Google Scholar] [CrossRef]
- Gibson, I.; Shi, D. Material properties and fabrication parameters in selective laser sintering process. Rapid Prototyp. J. 1997, 3, 129–136. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Bormann, T.; Schumacher, R.; Müller, B.; Mertmann, M.; de Wild, M. Tailoring selective laser melting process parameters for NiTi implants. J. Mater. Eng. Perform. 2012, 21, 2519–2524. [Google Scholar] [CrossRef]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 16–40. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef]
- Jhabvala, J.; Boillat, E.; Antignac, T.; Glardon, R. On the effect of scanning strategies in the selective laser melting process. Virtual Phys. Prototyp. 2010, 5, 99–109. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.-P.; Rombouts, M.; Luyten, J. Investigation of sectoral scanning in selective laser melting. Eng. Syst. Des. Anal. 2010, 49187, 695–703. [Google Scholar]
- Thijs, L.; Sistiaga, M.L.M.; Wauthle, R.; Xie, Q.; Kruth, J.-P.; Van Humbeeck, J. Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Mater. 2013, 61, 4657–4668. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Li, R.; Tang, J.; Wang, G.; Guo, K. Selective laser melting of pure tantalum: Densification, microstructure and mechanical behaviors. Mater. Sci. Eng. A 2017, 707, 443–451. [Google Scholar] [CrossRef]
- Livescu, V.; Knapp, C.M.; Gray, G.T.; Martinez, R.M.; Morrow, B.M.; Ndefru, B.G. Additively manufactured tantalum microstructures. Materialia 2018, 1, 15–24. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E. Selective laser melting of titanium alloy with 50 wt% tantalum: Microstructure and mechanical properties. J. Alloys Compd. 2016, 660, 461–470. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of titanium alloy with 50 wt% tantalum: Effect of laser process parameters on part quality. Int. J. Refract. Met. Hard Mater. 2018, 77, 120–127. [Google Scholar] [CrossRef]
- Wauthle, R.; van der Stok, J.; Yavari, S.A.; Van Humbeeck, J.; Kruth, J.-P.; Zadpoor, A.A.; Weinans, H.; Mulier, M.; Schrooten, J. Additively manufactured porous tantalum implants. Acta Biomater. 2015, 14, 217–225. [Google Scholar] [CrossRef]
- Guo, Y.; Xie, K.; Jiang, W.; Wang, L.; Li, G.; Zhao, S.; Wu, W.; Hao, Y. In vitro and in vivo study of 3D-printed porous tantalum scaffolds for repairing bone defects. ACS Biomater. Sci. Eng. 2018, 5, 1123–1133. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, J.; Huang, W.; Ren, Y.; Niu, Y.; Yuan, T. Effects of Ta content on phase transformation in selective laser melting processed Ti-13Nb-13Zr alloy and its correlation with elastic properties. Vacuum 2021, 183, 109798. [Google Scholar] [CrossRef]
- Zhang, Y.; Aiyiti, W.; Du, S.; Jia, R.; Jiang, H. Design and mechanical behaviours of a novel tantalum lattice structure fabricated by SLM. Virtual Phys. Prototyp. 2023, 18, e2192702. [Google Scholar] [CrossRef]
- Wang, H.; Su, K.; Su, L.; Liang, P.; Ji, P.; Wang, C. Comparison of 3D-printed porous tantalum and titanium scaffolds on osteointegration and osteogenesis. Mater. Sci. Eng. C 2019, 104, 109908. [Google Scholar] [CrossRef]
- Huang, S.; Sing, S.L.; de Looze, G.; Wilson, R.; Yeong, W.Y. Laser powder bed fusion of titanium-tantalum alloys: Compositions and designs for biomedical applications. J. Mech. Behav. Biomed. Mater. 2020, 108, 103775. [Google Scholar] [CrossRef]
- Lian, F.; Chen, L.; Wu, C.; Zhao, Z.; Tang, J.; Zhu, J. Selective Laser Melting Additive Manufactured Tantalum: Effect of Microstructure and Impurities on the Strengthening-Toughing Mechanism. Materials 2023, 16, 3161. [Google Scholar] [CrossRef] [PubMed]
- Song, C.; Deng, Z.; Zou, Z.; Liu, L.; Xu, K.; Yang, Y. Pure tantalum manufactured by laser powder bed fusion: Influence of scanning speed on the evolution of microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2022, 107, 105882. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Wiria, F.E.; Swee, L.S.; Wai, Y.Y. Selective Laser Melting of Novel Titanium-Tantalum Alloy as Orthopedic Biomaterial; 2017 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2018. [Google Scholar]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Zhao, D.; Han, C.; Li, Y.; Li, J.; Zhou, K.; Wei, Q.; Liu, J.; Shi, Y. Improvement on mechanical properties and corrosion resistance of titanium-tantalum alloys in-situ fabricated via selective laser melting. J. Alloys Compd. 2019, 804, 288–298. [Google Scholar] [CrossRef]
- Simar, A.; Godet, S.; Watkins, T.R. Highlights of the Special Issue on Metal Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–4. [Google Scholar]
- Zhao, D.; Huang, Y.; Ao, Y.; Han, C.; Wang, Q.; Li, Y.; Liu, J.; Wei, Q.; Zhang, Z. Effect of pore geometry on the fatigue properties and cell affinity of porous titanium scaffolds fabricated by selective laser melting. J. Mech. Behav. Biomed. Mater. 2018, 88, 478–487. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Oh, J.C.; Yun, E.; Golkovski, M.G.; Lee, S. Improvement of hardness and wear resistance in SiC/Ti–6Al–4V surface composites fabricated by high-energy electron beam irradiation. Mater. Sci. Eng. A 2003, 351, 98–108. [Google Scholar] [CrossRef]
- Balla, V.K.; Banerjee, S.; Bose, S.; Bandyopadhyay, A. Direct laser processing of a tantalum coating on titanium for bone replacement structures. Acta Biomater. 2010, 6, 2329–2334. [Google Scholar] [CrossRef]
- Cardonne, S.M.; Kumar, P.; Michaluk, C.A.; Schwartz, H.D. Tantalum and its alloys. Int. J. Refract. Met. Hard Mater. 1995, 13, 187–194. [Google Scholar] [CrossRef]
- Michaluk, C.A. Correlating discrete orientation and grain size to the sputter deposition properties of tantalum. J. Electron. Mater. 2002, 31, 2–9. [Google Scholar] [CrossRef]
- Dong, C.; Bi, X.; Yu, J.; Liu, R.; Zhang, Q. Microstructural evolution and sintering kinetics during spark plasma sintering of pure tantalum powder. J. Alloys Compd. 2019, 781, 84–92. [Google Scholar] [CrossRef]
- Sopata, M.; Sadej, M.; Jakubowicz, J. High temperature resistance of novel tantalum-based nanocrystalline refractory compounds. J. Alloys Compd. 2019, 788, 476–484. [Google Scholar] [CrossRef]
- Jardini, A.L.; Larosa, M.A.; de Carvalho Zavaglia, C.A.; Bernardes, L.F.; Lambert, C.S.; Kharmandayan, P.; Calderoni, D.; Maciel Filho, R. Aging response of the Ti–Nb system biomaterials with β-stabilizing elements. Mater. Des. 2010, 31, 4842–4846. [Google Scholar]
- Chlebus, E.; Kuźnicka, B.; Kurzynowski, T.; Dybała, B. Microstructure and mechanical behaviour of Ti–6Al–7Nb alloy produced by selective laser melting. Mater. Charact. 2011, 62, 488–495. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, J.; Li, C.; He, J.; Li, W.; Yuan, T.; Li, R. Microstructure tailoring to enhance strength and ductility in pure tantalum processed by selective laser melting. Mater. Sci. Eng. A 2020, 785, 139352. [Google Scholar] [CrossRef]
- Rho, J.-Y.; Kuhn-Spearing, L.; Zioupos, P. Mechanical properties and the hierarchical structure of bone. Med. Eng. Phys. 1998, 20, 92–102. [Google Scholar] [CrossRef]
- Taniguchi, N.; Fujibayashi, S.; Takemoto, M.; Sasaki, K.; Otsuki, B.; Nakamura, T.; Matsushita, T.; Kokubo, T.; Matsuda, S. Effect of pore size on bone ingrowth into porous titanium implants fabricated by additive manufacturing: An in vivo experiment. Mater. Sci. Eng. C 2016, 59, 690–701. [Google Scholar] [CrossRef]
- Balla, V.K.; Bodhak, S.; Bose, S.; Bandyopadhyay, A. Porous tantalum structures for bone implants: Fabrication, mechanical and in vitro biological properties. Acta Biomater. 2010, 6, 3349–3359. [Google Scholar] [CrossRef]
- Hallab, N.; Merritt, K.; Jacobs, J.J. Metal sensitivity in patients with orthopaedic implants. JBJS 2001, 83, 428. [Google Scholar] [CrossRef]
- Zhao, D.; Liang, H.; Han, C.; Li, J.; Liu, J.; Zhou, K.; Yang, C.; Wei, Q. 3D printing of a titanium-tantalum Gyroid scaffold with superb elastic admissible strain, bioactivity and in-situ bone regeneration capability. Addit. Manuf. 2021, 47, 102223. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Mitra, I.; Shivaram, A.; Dasgupta, N.; Bose, S. Direct comparison of additively manufactured porous titanium and tantalum implants towards in vivo osseointegration. Addit. Manuf. 2019, 28, 259–266. [Google Scholar] [CrossRef]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef]
- Mertens, C.; Löwenheim, H.; Hoffmann, J. Image data based reconstruction of the midface using a patient-specific implant in combination with a vascularized osteomyocutaneous scapular flap. J. Cranio-Maxillofac. Surg. 2013, 41, 219–225. [Google Scholar] [CrossRef]
- Jardini, A.L.; Larosa, M.A.; de Carvalho Zavaglia, C.A.; Bernardes, L.F.; Lambert, C.S.; Kharmandayan, P.; Calderoni, D.; Maciel Filho, R. Customised titanium implant fabricated in additive manufacturing for craniomaxillofacial surgery: This paper discusses the design and fabrication of a metallic implant for the reconstruction of a large cranial defect. Virtual Phys. Prototyp. 2014, 9, 115–125. [Google Scholar] [CrossRef]
- Qian, H.; Lei, T.; Lei, P.; Hu, Y. Additively manufactured tantalum implants for repairing bone defects: A systematic review. Tissue Eng. Part B Rev. 2021, 27, 166–180. [Google Scholar] [CrossRef]
- Huang, G.; Pan, S.-T.; Qiu, J.-X. The clinical application of porous tantalum and its new development for bone tissue engineering. Materials 2021, 14, 2647. [Google Scholar] [CrossRef]
- Kasliwal, M.K.; Baskin, D.S.; Traynelis, V.C. Failure of porous tantalum cervical interbody fusion devices: Two-year results from a prospective, randomized, multicenter clinical study. Clin. Spine Surg. 2013, 26, 239–245. [Google Scholar] [CrossRef]
- Vivanco, J.; Fang, Z.; Levine, D.; Ploeg, H.-L. Evaluation of the mechanical behavior of a direct compression molded porous tantalum-UHMWPE construct: A microstructural model. J. Appl. Biomater. Biomech. 2009, 7, 34–42. [Google Scholar]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Work | Year | Detailed Description |
|---|---|---|
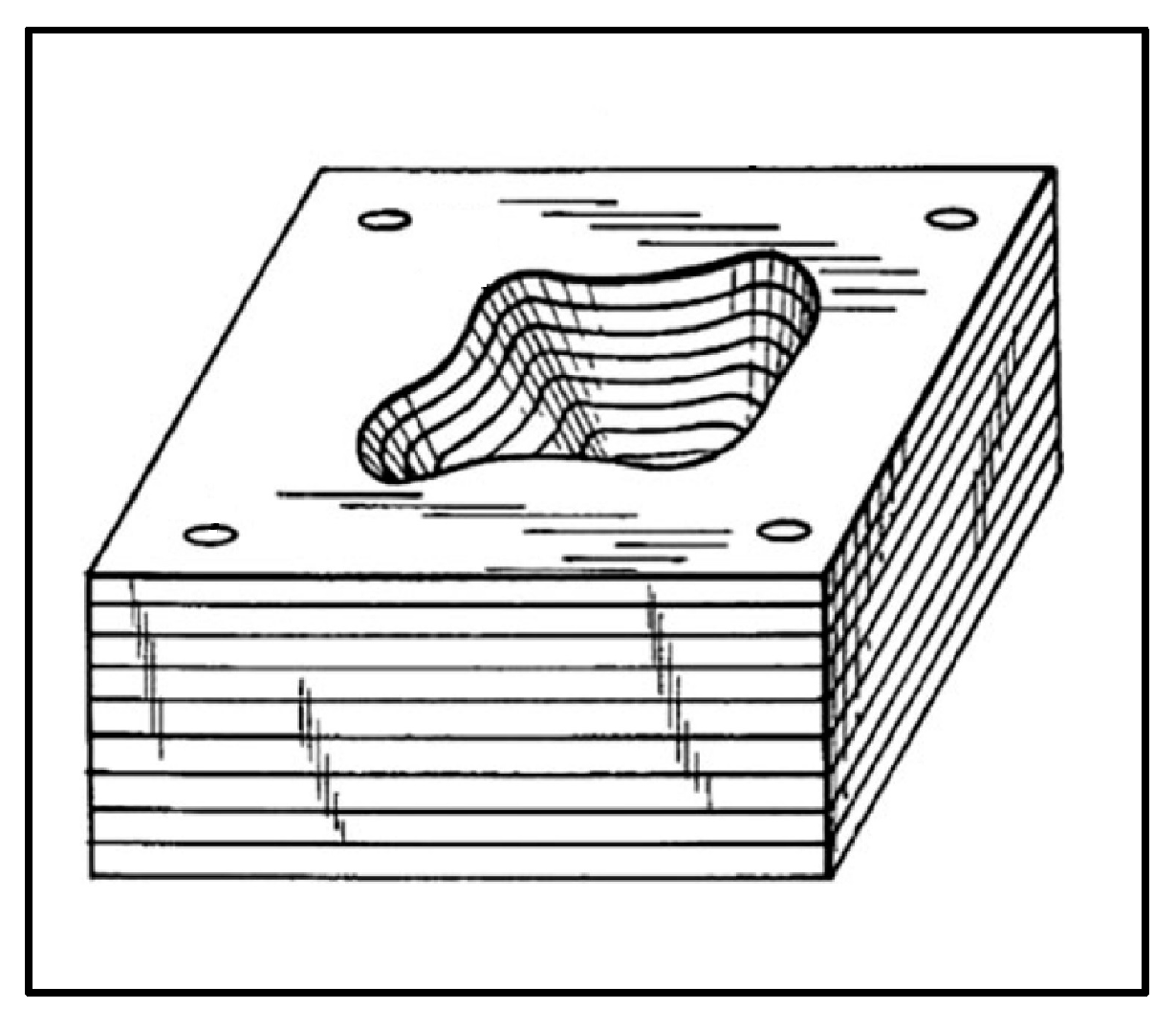
| Cut and stack | 1892 | Blanther et al. The contour of relief maps was manufactured US Patent No. 473901 [11] |
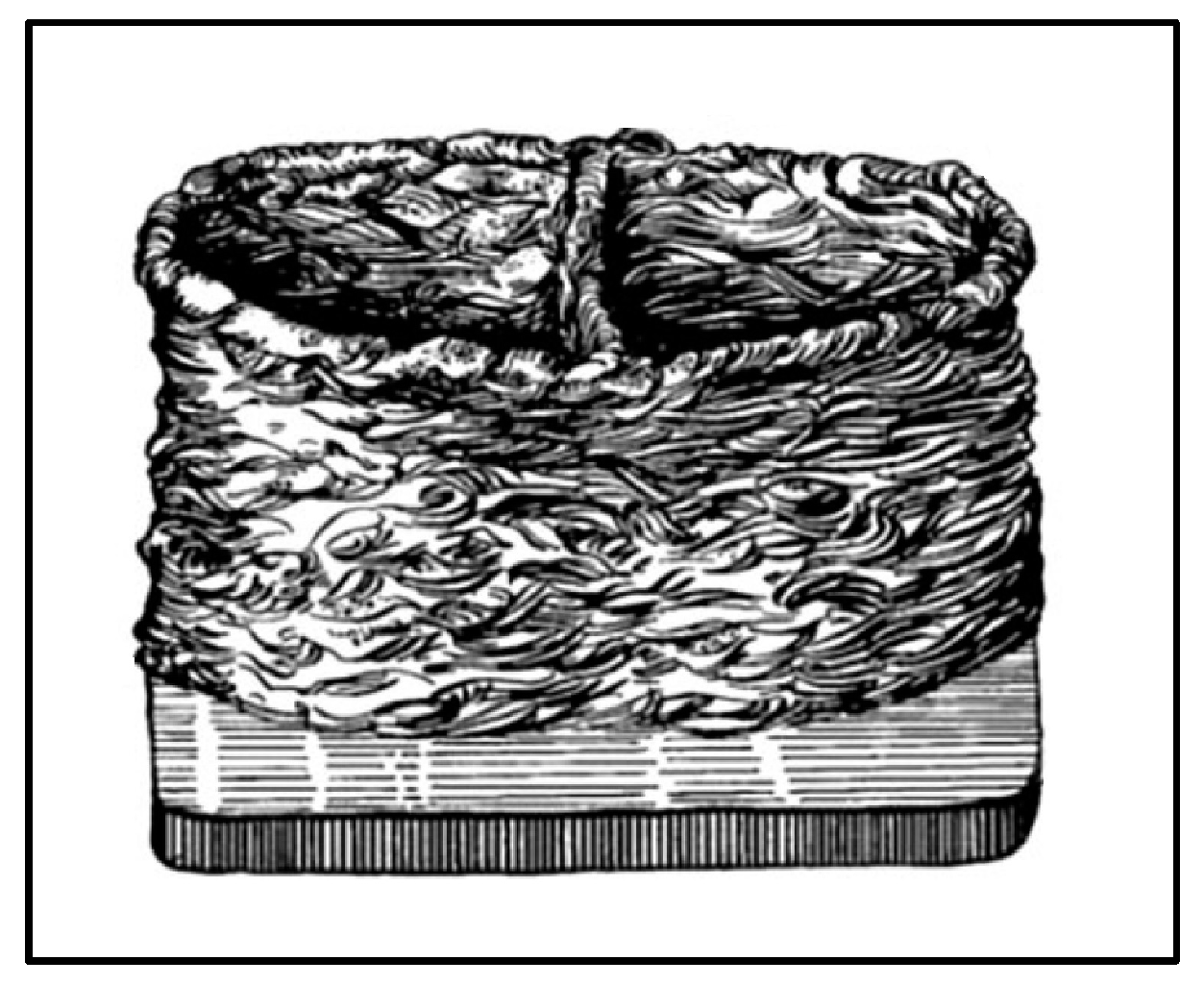
| Weld overlay | 1925 | Baker et al. Methodology to manufacture decorative products US Patent No. 1533300 [14] |
| Stacking of metal sheets to make an object | 1976 | DiMatteo et al. Generation and construction of 3D objects US Patent No. 3932923 [12] |
| AM technology product development | 1987 | Expansion of lightweight materials for AM processing Chuck Hyull (Co-Founder of 3D systems) [25] |
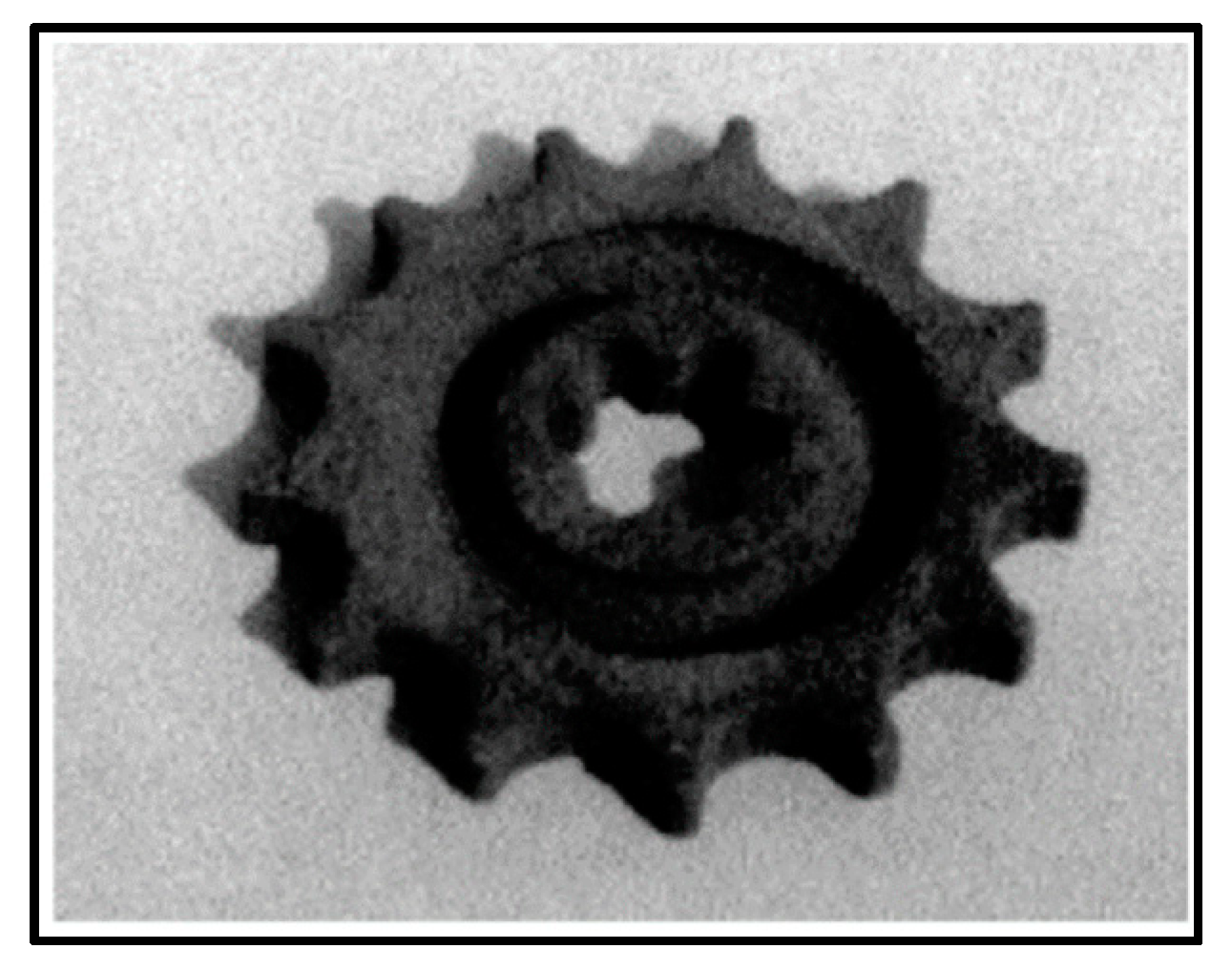
| 72 layers object formed by laser sintering copper-solder | 1990 | Manriquez et al. Utilization of Selective Laser Sintering (SLS) technique for Binary Metallic Powder [15] |
| Metal laser melting (direct method) | 1991, 2014 | Developed at KU Leuven by Kruth’s group [24] |
| EBM powder bed | 1997 | EBM technology was developed with the collaboration of Arcam AB and Chalmers University of Technology, Gothenburg [26] |
| Directed energy deposition approach | First machine shipment, 1998 | LENS was invented by Optomec (1990s) |
| ExOne was founded as Extrude Hone | ProMetal RTS-300, 1998 | Worked on the process using a binder to fuse and join metallic powder into large dense parts |
| Ultrasonic Additive Manufacturing | 1991 | Ultrasonic consolidation of aluminum tooling [27] |
| Institute for Laser Technology in Germany | 2003 | Gasser, Meiners, Wissenbach, laser beam scanning the surface of complex geometry part US Patent 6534740 [23] |
| Direct SLS patented | 2004 | S. Das, J.J. Beaman, Direct Selective Laser Sintering of Metals, US Patent [28] |
| NORSK TITANIUM | 2007 | Pioneer in AM machine technology by using the traditional plasma arc welding process |
| Irepa Laser EasyCLAD | 2010 | LMD through a powder-fed mechanism via the nozzle similar to LENS (Wohlers Reports 2016) |
| SCIAKY, Wire Electron Beam Deposition | 2014 | SCIAKY introduced its Wire Electron Beam Deposition system as a solution for producing Titanium blanks |
| DESKTOP Metal and HP | 2016 | DESKTOP METAL and HP introduced metal BJT technology, promising increased productivity compared to PBF |
| Optomec Metal Printing on Plastic | 2017 | Optomec develops a system for printing metal onto 3D-printed plastic parts, enabling hybrid additive manufacturing |
| Renishaw, Materialise | 2020 | In-situ sintering for powder bed fusion AM, Automated support removal for metal AM, Automated support removal for metal AM |
| Fabrisonics, SonicLayers 600 | 2023 | Hybrid platform additive and subtractive, UAM and CNC milling platform |
| Speed3d partnership with the University of California, Irvine | 2023 | Cold spray method for additive manufacturing of metals through metal powder particles blasted at high speed in a suspended environment. |
| Melting point | 2996 °C |
| Boiling point | 5425 °C |
| Specific heat at 0 °C | 0.033 Cal/g/°C |
| Recrystallization temperature range | 1000–1375 °C |
| Heat of fusion | 34.6–41.5 Cal/g |
| Ultimate tensile strength | 276 (MPa) |
| Percentage elongation | 50 |
| Reference | Material | Process | Acquired Results | Remarks |
|---|---|---|---|---|
| Livescu et al. [65] | Tantalum with 50/50 blend of TEKMAT™ Ta-25 and TEKMAT™ Ta-45 | PBF-LB/M | Microstructure | The deposition parameters have a significant impact on the characteristics of the manufactured parts, particularly in terms of the desired crystallographic orientation, microstructure, and deposition porosity. |
| Sing et al. [66] | Ti-50Ta | PBF-LB/M | Microstructure Mechanical properties | There are several nuclei locations for grain formation observed along a single melt track of Ti-50T. Additionally, Ti-50T exhibits a combination of high strength and lower Young’s modulus when compared to commercially pure titanium and Ti6Al4V components. |
| Zhou et al. [64] | Pure Tantalum | PBF-LB/M | Densification Microstructure Mechanical properties | The quality of the part is significantly influenced by the phenomena known as the balling effect and Marangoni convection. The microhardness and tensile strength of pure Ta, as produced in this study, exhibited significant enhancements when compared to the powder metallurgy samples. |
| Thijs et al. [63] | Pure Tantalum | PBF-LB/M | Microstructure Crystallographic texture | Morphology and crystallographic texture result in considerable yield strength anisotropy. Crystallographic texture is the major source of the considerable differential in yield strength. The compression test results revealed good yield strengths. The yield strength of PBF-LB/M Ta is higher than the values provided for all the Ta other processes except cold works. |
| Sing et al. [67] | Ti-50Ta | PBF-LB/M | Influence of laser process parameters on the relative density and microhardness | The titanium-tantalum alloy generated by PBF-LB/M exhibits a relative density of 99.85 ± 0.18% and demonstrates favorable microhardness. This is achieved by utilizing a laser power of 360 W, a scan speed of 400 mm/s, a powder layer thickness of 0.05 mm, and a hatch spacing of 0.125 mm. |
| Wauthle et al. [68] | Pure Tantalum | PBF-LB/M | In vivo porous Ta, load- bearing bone defect model | Tantalum has remarkable osteoconductive characteristics, possesses a superior normalized fatigue strength, and enables greater plastic deformation owing to its elevated ductility. |
| Guo et al. [69] | Pure Tantalum | PBF-LB/M | Cytocompatibility in vitro and osseointegration capabilities in vivo | Ta scaffold group shows superior cell adhesion and proliferation results of human bone mesenchymal stem cells (hBMSCs) compared with the control porous Ti6Al4V group |
| Zhou et al. [70] | The influence of Tantalum content on phase change processes in the Ti-13Nb-13Zr alloy. | PBF-LB/M | The study investigates the association between phase transformations (namely β→ω and ω→α + β) and the elastic characteristics | The elastic modulus of the alloys exhibits an initial increase followed by a drop as the Ta content increases, primarily due to the subsequent variations in the quantity of the ω phase. |
| Zhang et al. [71] | Pure Tantalum | PBF-LB/M | Mechanical properties of lattice structures such as the imitation saddle surface (ISS) and the imitation arch bridge telescopic (IABT) | The ISS lattice exhibits the highest promise as a contender for bone implant applications. |
| Wang et al. [72] | Tantalum and Titanium | PBF-LB/M | Biomechanically suited porous Ta and Ti materials were fabricated, and a comparative analysis of their osteointegration and osteogenesis properties was conducted. | Porous scaffolds implanted in rabbit femur bone defects improved bone ingrowth and bone-implant fixation in vivo. In minor bone defect repair, porous Ta performs similarly to porous Ti implants. Overall, porous Ta appears promising for bone repair. |
| Huang et al. [73] | Ti-Ta with a wt% of 0, 10, 30 and 50% | PBF-LB/M | The investigation of the appropriateness of Ti-Ta alloys with varying Ta concentrations for biomedical applications. | Ti50Ta scaffolds produced biocompatibility comparable to Ti6Al4V and commercially pure titanium. This conclusion is drawn from the results acquired from cell culture experiments with the SAOS-2 human osteosarcoma cell line, which demonstrate similar biological outcomes and manufacturability. |
| Lian et al. [74] | Pure Tantalum | PBF-LB/M | Effect of Microstructure and Impurities on mechanical properties | The toughness of tantalum has been seen to exhibit a considerable increase as a result of a reduction in pore defects and oxygen-nitrogen impurities. |
| Song et al. [75] | Pure Tantalum | PBF-LB/M | The impact of scanning speed on the development of microstructure and mechanical properties | Research findings indicate that an increase in scanning speed results in the refinement of columnar grains in Ta. With a scanning speed of 800 mm/s, the sample exhibits exceptional mechanical properties, including a tensile strength of up to 706 MPa and a fracture elongation of up to 33.26%. |
| Fox et al. [46] | Titanium and Tantalum coating on a substrate of Co-28 Cr-6 Mo | PBF-LB/M | Comparison of interface interaction of Ti and Ta coating on the substrate. | Ta coatings exhibited significantly enhanced performance in terms of interface compatibility in comparison to titanium. |
| Parts | Area Porosity [%] | Ed [J/mm3] |
|---|---|---|
| Sample cube 51 | 2.85 | 133.48 |
| Sample cube 61 | 0.46 | 209.28 |
| Sample cube 65 | 0.25 | 349.06 |
| Sample cube 70 | 0.15 | 465.41 |
| Sample cube 71 | 0.026 | 654.17 |
| Sample cube 73 | 0.021 | 872.64 |
| Sample cube 74 | 0.029 | 840.91 |
| Sample cube 76 | 0.021 | 840.91 |
| Sample cube 78 | 0.020 | 840.91 |
| Sample plate 3 | 0.018 | 840.91 |
| Process | Vickers Microhardness | Reference |
|---|---|---|
| PBF-LB/M | 425 | Zhou et al. [64] |
| Casting | 110 | Balla et al. [84] |
| Powder metallurgy | 120 | Balla et al. [84] |
| Soft annealing | 60–120 | Cardonne et al. [85] |
| Cold working | 102–200 | Michaluk et al. [86] |
| Alloy | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Young’s Modulus (GPa) | Microhardness (HV) |
|---|---|---|---|---|
| Ti | 641 ± 10 | 560 ± 13 | 115 ± 5 | 257 ± 7 |
| Ti–6Ta | 697 ± 2 | 595 ± 5 | 108 ± 4 | 241 ± 3 |
| Ti–12Ta | 783 ± 18 | 650 ± 7 | 99 ± 6 | 267 ± 10 |
| Ti–18Ta | 808 ± 17 | 668 ± 20 | 96 ± 3 | 296 ± 10 |
| Ti–25Ta | 1186 ± 14 | 1029 ± 8 | 89 ± 4 | 353 ± 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohsan, A.U.H.; Wei, D. Advancements in Additive Manufacturing of Tantalum via the Laser Powder Bed Fusion (PBF-LB/M): A Comprehensive Review. Materials 2023, 16, 6419. https://doi.org/10.3390/ma16196419
Mohsan AUH, Wei D. Advancements in Additive Manufacturing of Tantalum via the Laser Powder Bed Fusion (PBF-LB/M): A Comprehensive Review. Materials. 2023; 16(19):6419. https://doi.org/10.3390/ma16196419
Chicago/Turabian StyleMohsan, Aziz Ul Hassan, and Dongbin Wei. 2023. "Advancements in Additive Manufacturing of Tantalum via the Laser Powder Bed Fusion (PBF-LB/M): A Comprehensive Review" Materials 16, no. 19: 6419. https://doi.org/10.3390/ma16196419
APA StyleMohsan, A. U. H., & Wei, D. (2023). Advancements in Additive Manufacturing of Tantalum via the Laser Powder Bed Fusion (PBF-LB/M): A Comprehensive Review. Materials, 16(19), 6419. https://doi.org/10.3390/ma16196419