

Flowability and Strength Characteristics of Binary Cementitious Systems Containing Silica Fume, Fly Ash, Metakaolin, and Glass Cullet Powder





Abstract
:1. Introduction
1.1. Background
1.2. Literature Survey
1.3. Importance and Aim of the Study
2. Materials and Methods
2.1. Materials
2.2. Particle-Size Distribution
2.3. Testing Scheme
3. Results and Discussion
3.1. Paste Mixes
3.1.1. GP Role and Effect on Rheology
3.1.2. Comparison between GP and Other Cementitious Materials
Rheological Properties
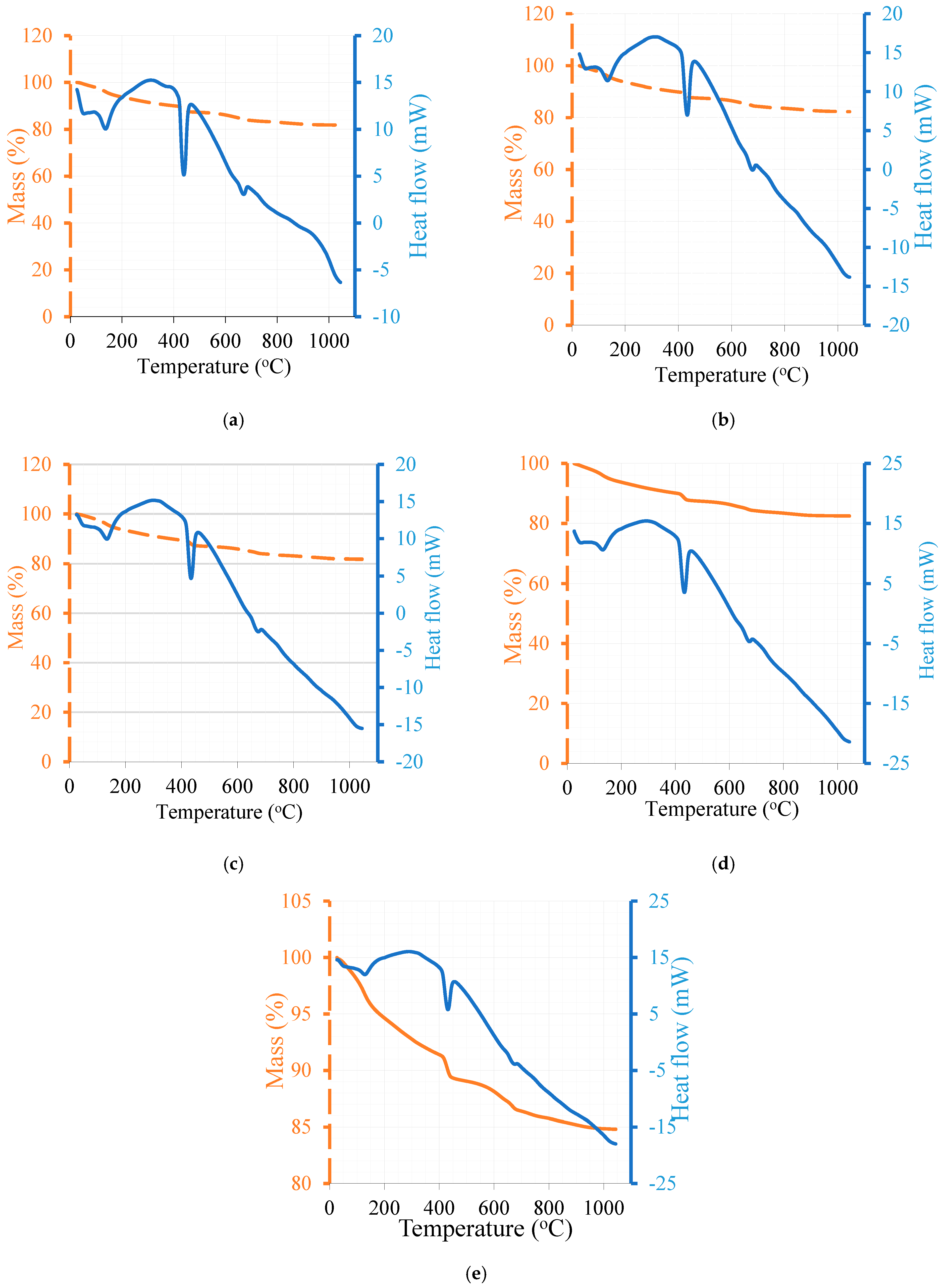
Heat of Hydration
3.2. Mortar Mixes
3.2.1. Mini-Slump Flow
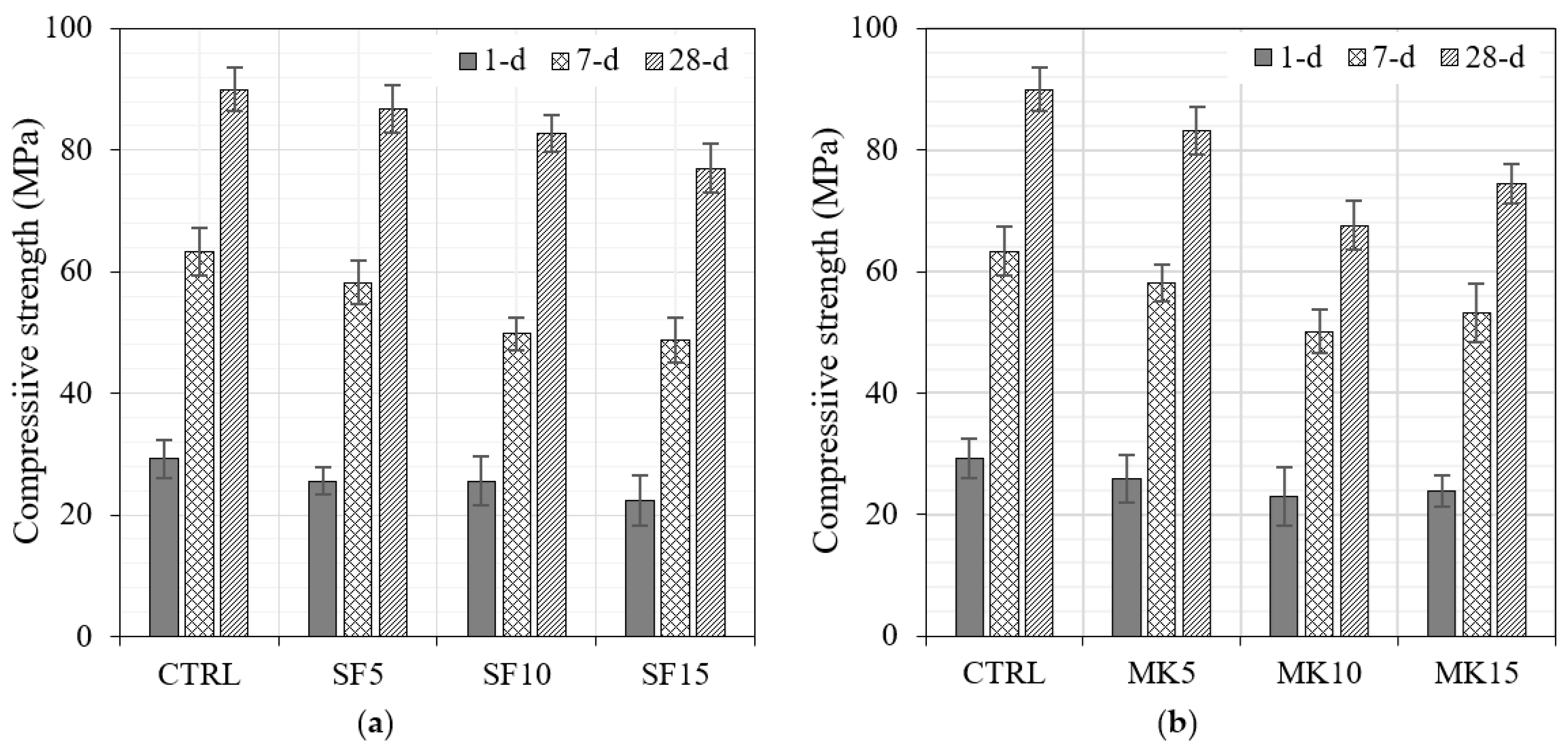
3.2.2. Compressive Strength
4. Conclusions
- The individual performance of each type of supplementary cementitious material relies on its physicochemical properties and morphological structure, which affect both the fresh and hardened properties. Therefore, during the formulation of low-carbon concrete, the individual performance properties should be well identified to help in the development of ternary and quaternary mixes.
- The effect of SF and MK on the plastic viscosity can be compensated using FA, GP, or both.
- Both 5% SF and 5% MK provided similar levels of heat of hydration, while the incorporation of 5% GP led to a 10% reduction in the heat of hydration, and that of 25% FA reached 23% less than that of the control.
- The presence of MK increased the content of hydrated lime, while the incorporation of 5% SF led to an estimated reduction of about 3.8% in CH compared to the control mix. Therefore, with the incorporation of MK, it is preferable to add a material like GP, which has both high pozzolanic activity and a reducing effect on the plastic viscosity. GP can be identified in this case as a performance enhancer in the presence of MK.
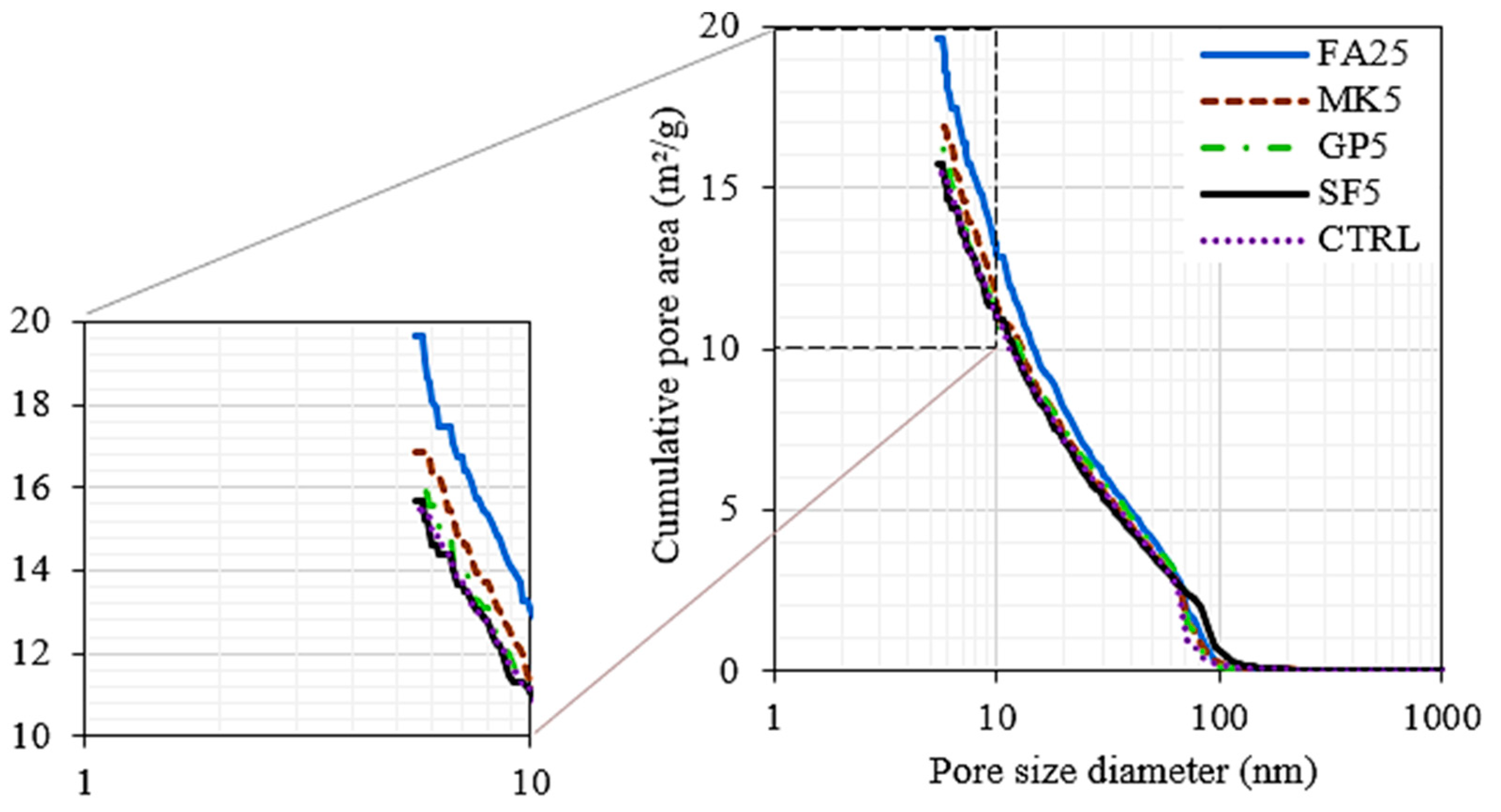
- The highest pore area was found in the mix with 25% FA because of the higher content of pore water, followed by the MK5, GP5, and SF5 mixes and the control. Therefore, it is preferable to add SF along with FA to overcome this issue.
- The presence of FA shifted the temperature profile to a lower temperature and a longer time as an indication of the slower pozzolanic activity that directly reduced the heat of hydration. The incorporation of GP led to an increase in the temperature profile because of its accelerating effect on hydration.
- The strength was the highest in the mixes with SF in the following order: SF > MK > GP > FA. The reduction in the mix with 25% FA was the highest.
- The optimal ternary mixes from the powders under study are recommended for further study and refinement based on the findings of this study and the concept of performance enhancers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mehta, P.K.; Monteiro, P.J.M. Concrete Microstructure, Properties and Materials; McGraw-Hill Education: New York City, NY, USA, 2017. [Google Scholar]
- Neville, A.M.; Brooks, J.J. Concrete Technology; Longman Scientific & Technical: London, UK, 2010. [Google Scholar]
- Wang, J.; Zheng, K.; Cui, N.; Cheng, X.; Ren, K.; Hou, P.; Feng, L.; Zhou, Z.; Xie, N. Green and Durable Lightweight Aggregate Concrete: The Role of Waste and Recycled Materials. Materials 2020, 13, 3041. [Google Scholar] [CrossRef]
- Rostami, J.; Khandel, O.; Sedighardekani, R.; Sahneh, A.R.; Ghahari, S. Enhanced Workability, Durability, and Thermal Properties of Cement-Based Composites with Aerogel and Paraffin Coated Recycled Aggregates. J. Clean. Prod. 2021, 297, 126518. [Google Scholar] [CrossRef]
- Zhang, P.; Wittmann, F.H.; Lura, P.; Müller, H.S.; Han, S.; Zhao, T. Application of Neutron Imaging to Investigate Fundamental Aspects of Durability of Cement-Based Materials: A Review. Cem. Concr. Res. 2018, 108, 152–166. [Google Scholar] [CrossRef]
- Aghajanian, A.; Cimentada, A.; Fayyaz, M.; Brand, A.S.; Thomas, C. ITZ Microanalysis of Cement-Based Building Materials with Incorporation of Siderurgical Aggregates. J. Build. Eng. 2023, 67, 106008. [Google Scholar] [CrossRef]
- Meddah, M.S.; Lmbachiya, M.C.; Dhir, R.K. Potential Use of Binary and Composite Limestone Cements in Concrete Production. Constr. Build. Mater. 2014, 58, 193–205. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; Yüksel, C.; Beglarigale, A.; Ramyar, K. Improving the Mechanical and Durability Performance of Recycled Concrete Aggregate-Bearing Mortar Mixtures by Using Binary and Ternary Cementitious Systems. Constr. Build. Mater. 2019, 196, 295–306. [Google Scholar] [CrossRef]
- Meddah, M.S.; Ismail, M.A.; El-Gamal, S.; Fitriani, H. Performances Evaluation of Binary Concrete Designed with Silica Fume and Metakaolin. Constr. Build. Mater. 2018, 166, 400–412. [Google Scholar] [CrossRef]
- Ismeik, M. Effect of Mineral Admixtures on Mechanical Properties of High Strength Concrete Made with Locally Available Materials. Jordan J. Civ. Eng. 2009, 31, 78–90. [Google Scholar]
- Nežerka, V.; Bílý, P.; Hrbek, V.; Fládr, J. Impact of Silica Fume, Fly Ash, and Metakaolin on the Thickness and Strength of the ITZ in Concrete. Cem. Concr. Compos. 2019, 103, 252–262. [Google Scholar] [CrossRef]
- Seelapureddy, J.; Bommisetty, J.; Seshagiri Rao, M.V. Effect of Metakaolin and Micro Silica on Strength Characteristics of Standard Grades of Self-Compacting Concrete. Mater. Today Proc. 2021, 45, 884–890. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; İnan Sezer, G.; Ramyar, K. Comparison of Fly Ash, Silica Fume and Metakaolin from Mechanical Properties and Durability Performance of Mortar Mixtures View Point. Constr. Build. Mater. 2014, 70, 17–25. [Google Scholar] [CrossRef]
- Djamila, B.; Othmane, B.; Said, K.; El-Hadj, K. Combined Effect of Mineral Admixture and Curing Temperature on Mechanical Behavior and Porosity of SCC. Adv. Concr. Constr. 2018, 6, 69. [Google Scholar]
- Uysal, M.; Yilmaz, K.; Ipek, M. The Effect of Mineral Admixtures on Mechanical Properties, Chloride Ion Permeability and Impermeability of Self-Compacting Concrete. Constr. Build. Mater. 2012, 27, 263–270. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; Andiç-Çakir, Ö.; Ramyar, K. Freeze–Thaw Resistance and Transport Properties of High-Volume Fly Ash Roller Compacted Concrete Designed by Maximum Density Method. Cem. Concr. Compos. 2013, 37, 259–266. [Google Scholar] [CrossRef]
- Atahan, H.N.; Dikme, D. Use of Mineral Admixtures for Enhanced Resistance against Sulfate Attack. Constr. Build. Mater. 2011, 25, 3450–3457. [Google Scholar] [CrossRef]
- Aydın, S.; Yazıcı, H.; Yiğiter, H.; Baradan, B. Sulfuric Acid Resistance of High-Volume Fly Ash Concrete. Build. Environ. 2007, 42, 717–721. [Google Scholar] [CrossRef]
- Shafaatian, S.M.H.; Akhavan, A.; Maraghechi, H.; Rajabipour, F. How Does Fly Ash Mitigate Alkali–Silica Reaction (ASR) in Accelerated Mortar Bar Test (ASTM C1567)? Cem. Concr. Compos. 2013, 37, 143–153. [Google Scholar] [CrossRef]
- Shi, X.; Yang, Z.; Liu, Y.; Cross, D. Strength and Corrosion Properties of Portland Cement Mortar and Concrete with Mineral Admixtures. Constr. Build. Mater. 2011, 25, 3245–3256. [Google Scholar] [CrossRef]
- Yang, C.C.; Wang, L.C. The Diffusion Characteristic of Concrete with Mineral Admixtures between Salt Ponding Test and Accelerated Chloride Migration Test. Mater. Chem. Phys. 2004, 85, 266–272. [Google Scholar] [CrossRef]
- Hisada, M.; Nagataki, S.; Otsuki, N. Evaluation of Mineral Admixtures on the Viewpoint of Chloride Ion Migration through Mortar. Cem. Concr. Compos. 1999, 21, 443–448. [Google Scholar] [CrossRef]
- Poon, C.-S.; Azhar, S.; Anson, M.; Wong, Y.-L. Performance of Metakaolin Concrete at Elevated Temperatures. Cem. Concr. Compos. 2003, 25, 83–89. [Google Scholar] [CrossRef]
- Siddique, R.; Kaur, D. Properties of Concrete Containing Ground Granulated Blast Furnace Slag (GGBFS) at Elevated Temperatures. J. Adv. Res. 2012, 3, 45–51. [Google Scholar] [CrossRef]
- Bilal, H.; Chen, T.; Ren, M.; Gao, X.; Su, A. Influence of Silica Fume, Metakaolin & SBR Latex on Strength and Durability Performance of Pervious Concrete. Constr. Build. Mater. 2021, 275, 122124. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M. Properties of Self-Compacting Mortars with Binary and Ternary Cementitious Blends of Fly Ash and Metakaolin. Mater. Struct. 2008, 41, 1519–1531. [Google Scholar] [CrossRef]
- Benli, A.; Karataş, M.; Gurses, E. Effect of Sea Water and MgSO4 Solution on the Mechanical Properties and Durability of Self-Compacting Mortars with Fly Ash/Silica Fume. Constr. Build. Mater. 2017, 146, 464–474. [Google Scholar] [CrossRef]
- Meng, W.; Kumar, A.; Khayat, K.H. Effect of Silica Fume and Slump-Retaining Polycarboxylate-Based Dispersant on the Development of Properties of Portland Cement Paste. Cem. Concr. Compos. 2019, 99, 181–190. [Google Scholar] [CrossRef]
- Snehal, K.; Das, B.B.; Akanksha, M. Early Age, Hydration, Mechanical and Microstructure Properties of Nano-Silica Blended Cementitious Composites. Constr. Build. Mater. 2020, 233, 117212. [Google Scholar] [CrossRef]
- Han, Y.; Lin, R.; Wang, X.-Y. Performance and Sustainability of Quaternary Composite Paste Comprising Limestone, Calcined Hwangtoh Clay, and Granulated Blast Furnace Slag. J. Build. Eng. 2021, 43, 102655. [Google Scholar] [CrossRef]
- Han, Y.; Oh, S.; Wang, X.-Y.; Lin, R.-S. Hydration–Strength–Workability–Durability of Binary, Ternary, and Quaternary Composite Pastes. Materials 2021, 15, 204. [Google Scholar] [CrossRef]
- Lin, R.-S.; Han, Y.; Wang, X.-Y. Experimental Study on Optimum Proportioning of Portland Cements, Limestone, Metakaolin, and Fly Ash for Obtaining Quaternary Cementitious Composites. Case Stud. Constr. Mater. 2021, 15, e00691. [Google Scholar] [CrossRef]
- Yön, M.Ş.; Arslan, F.; Karatas, M.; Benli, A. High-Temperature and Abrasion Resistance of Self-Compacting Mortars Incorporating Binary and Ternary Blends of Silica Fume and Slag. Constr. Build. Mater. 2022, 355, 129244. [Google Scholar] [CrossRef]
- De Hita, M.J.; Criado, M. Influence of Superplasticizers on the Workability and Mechanical Development of Binary and Ternary Blended Cement and Alkali-Activated Cement. Constr. Build. Mater. 2023, 366, 130272. [Google Scholar] [CrossRef]
- ASTM C128-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C109/C109M-16a; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2016.
- Elaqra, H.; Rustom, R. Effect of Using Glass Powder as Cement Replacement on Rheological and Mechanical Properties of Cement Paste. Constr. Build. Mater. 2018, 179, 326–335. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, H.; Wang, D.; Wang, H.; Chen, G. Rheological Properties of Cement Paste Containing Ground Fly Ash Based on Particle Morphology Analysis. Crystals 2022, 12, 524. [Google Scholar] [CrossRef]
- Alarcon-Ruiz, L.; Platret, G.; Massieu, E.; Ehrlacher, A. The Use of Thermal Analysis in Assessing the Effect of Temperature on a Cement Paste. Cem. Concr. Res. 2005, 35, 609–613. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides (%) | PC | FA | SF | MK | GP |
|---|---|---|---|---|---|
| SiO2 | 20.41 | 55.23 | 86.20 | 52.6 | 68.83 |
| Al2O3 | 5.32 | 25.95 | 0.49 | 36.45 | 0.36 |
| Fe2O3 | 4.1 | 10.17 | 3.79 | 6.42 | 0.08 |
| CaO | 64.14 | 1.32 | 2.19 | 0.38 | 0.34 |
| MgO | 0.71 | 0.31 | 1.31 | 0.19 | 4.14 |
| SO3 | 2.44 | 0.18 | 0.74 | 0.04 | 0.24 |
| Na2Oeq | 0.1 | 0.86 | 2.80 | 0.35 | 20.45 |
| L.O.I | 2.18 | 5 | 2.48 | 1.62 | 5.45 |
| D50 (μm) | 11 | 11 | 0.23 | 9 | 10 |
| Physical Properties | |
|---|---|
| Bulk Specific Gravity (OD Basis) | 2.64 |
| Bulk Specific Gravity (SSD Basis) | 2.65 |
| Apparent Specific Gravity | 2.67 |
| Absorption (%) | 0.30 |
| Fineness modulus (range of 2.3–3.1) | 2.67 |
| Code | Binder | ||||
|---|---|---|---|---|---|
| PC | SF | FA | MK | GP | |
| CTRL | 100 | 0 | 0 | 0 | 0 |
| 05SF | 95 | 5 | 0 | 0 | 0 |
| 10SF | 90 | 10 | 0 | 0 | 0 |
| 15SF | 85 | 15 | 0 | 0 | 0 |
| 05FA | 95 | 0 | 5 | 0 | 0 |
| 10FA | 90 | 0 | 10 | 0 | 0 |
| 15FA | 85 | 0 | 15 | 0 | 0 |
| 25FA | 75 | 0 | 25 | 0 | 0 |
| 05MK | 95 | 0 | 0 | 5 | 0 |
| 10MK | 90 | 0 | 0 | 10 | 0 |
| 15MK | 85 | 0 | 0 | 15 | 0 |
| 5GP | 95 | 0 | 0 | 0 | 5 |
| 10GP | 90 | 0 | 0 | 0 | 10 |
| 15GP | 85 | 0 | 0 | 0 | 15 |
| 25GP | 75 | 0 | 0 | 0 | 25 |
| Heat of Hydration (J/g) | |
|---|---|
| CTRL | 154 |
| SF5 | 150 |
| MK5 | 151 |
| GP5 | 140 |
| FA25 | 119 |
| Total Loss (%) 0–1000 °C | CH (%) 350–450 °C | AFt (%) 100–200 °C | Calcite (%) 600–750 °C | Porewater (%) | Combined Water (%) | |
|---|---|---|---|---|---|---|
| CTRL | 18.16 | 12.85 | 9.00 | 6.29 | 5.14 | 20.93 |
| SF5 | 17.74 | 11.72 | 8.90 | 6.03 | 5.68 | 20.39 |
| MK5 | 18.25 | 13.63 | 9.49 | 5.67 | 5.32 | 20.75 |
| GP5 | 17.52 | 12.83 | 8.48 | 5.84 | 6.41 | 19.66 |
| FA25 | 15.20 | 11.06 | 7.53 | 4.86 | 8.30 | 17.77 * |
| CTRL | SF5 | MK5 | GP5 | FA25 | |
|---|---|---|---|---|---|
| Total pore area (m2/g) | 15.48 | 15.71 | 16.85 | 16.28 | 19.65 |
| Median pore diameter (volume) (nm) | 60.6 | 67.3 | 60.8 | 62.7 | 58.1 |
| Median pore diameter (area) (nm) | 18.1 | 17.3 | 16.5 | 17.5 | 15.2 |
| Average pore diameter (4V/A) (nm) | 31.2 | 32.9 | 30.6 | 31.0 | 28.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.I.; Abbas, Y.M.; Fares, G.; Alqahtani, F.K. Flowability and Strength Characteristics of Binary Cementitious Systems Containing Silica Fume, Fly Ash, Metakaolin, and Glass Cullet Powder. Materials 2023, 16, 6436. https://doi.org/10.3390/ma16196436
Khan MI, Abbas YM, Fares G, Alqahtani FK. Flowability and Strength Characteristics of Binary Cementitious Systems Containing Silica Fume, Fly Ash, Metakaolin, and Glass Cullet Powder. Materials. 2023; 16(19):6436. https://doi.org/10.3390/ma16196436
Chicago/Turabian StyleKhan, Mohammad Iqbal, Yassir M. Abbas, Galal Fares, and Fahad K. Alqahtani. 2023. "Flowability and Strength Characteristics of Binary Cementitious Systems Containing Silica Fume, Fly Ash, Metakaolin, and Glass Cullet Powder" Materials 16, no. 19: 6436. https://doi.org/10.3390/ma16196436
APA StyleKhan, M. I., Abbas, Y. M., Fares, G., & Alqahtani, F. K. (2023). Flowability and Strength Characteristics of Binary Cementitious Systems Containing Silica Fume, Fly Ash, Metakaolin, and Glass Cullet Powder. Materials, 16(19), 6436. https://doi.org/10.3390/ma16196436