3.1. Raw Materials Characterization
The chemical characterization of the studied clays (
Table 2) showed that they were primarily composed of silica (SiO
2) followed by alumina (Al
2O
3). The silica content of A2 (85.33%) was higher than that of the other clays. This may be associated with the high content of free silica, which is unusual in clay ceramic manufacturing. The alumina content of 7.98% may also be related to the high content of free silica, which proportionally reduces the content of other oxides and may be an indication of the presence of clay minerals. Clays with a SiO
2 percentage > 80% have previously been studied by Zaccaron et al. [
15]. Clays A1 and A3 had SiO
2 contents of 57.57% and 69.08%, respectively, and Al
2O
3 contents of 22.51% and 18.20%, respectively; therefore, they were within the range of clays used in the production of ceramic materials [
7,
24,
25,
26,
27].
The mass percent of alkaline and alkaline-earth oxides (CaO, MgO, K
2O, and Na
2O)—compounds that facilitate the sintering of ceramic materials by acting as fluxing agents [
2]—in all clays was less than 1%.
Chromophore oxides (Fe
2O
3 and TiO
2), which give the clay pieces reddish (F) and blue (Ti) colors after firing and are commonly used in the production of bricks and roof tiles [
28,
29,
30,
31], were also found in the clay samples. The mass percent of Fe
2O
3 in the A1 sample was 8.95%, representing ~10% of the chromophore oxides. In contrast, the mass percent of Fe
2O
3 in A2 and A3 was 2.56% and 4.45%, respectively.
The loss on ignition (LoI) is associated with the amount of chemically combined water in inorganic materials and sometimes with the presence of organic matter [
32,
33]. The LoI in the A2 sample (3.67%) was lower than that of the other samples, possibly owing to its high content of free silica. For clays A1 and A3, the LoI content was 9.09% and 7.20%, respectively; these values may be associated with the dehydroxylation of clay minerals and the reduction in organic matter [
34,
35].
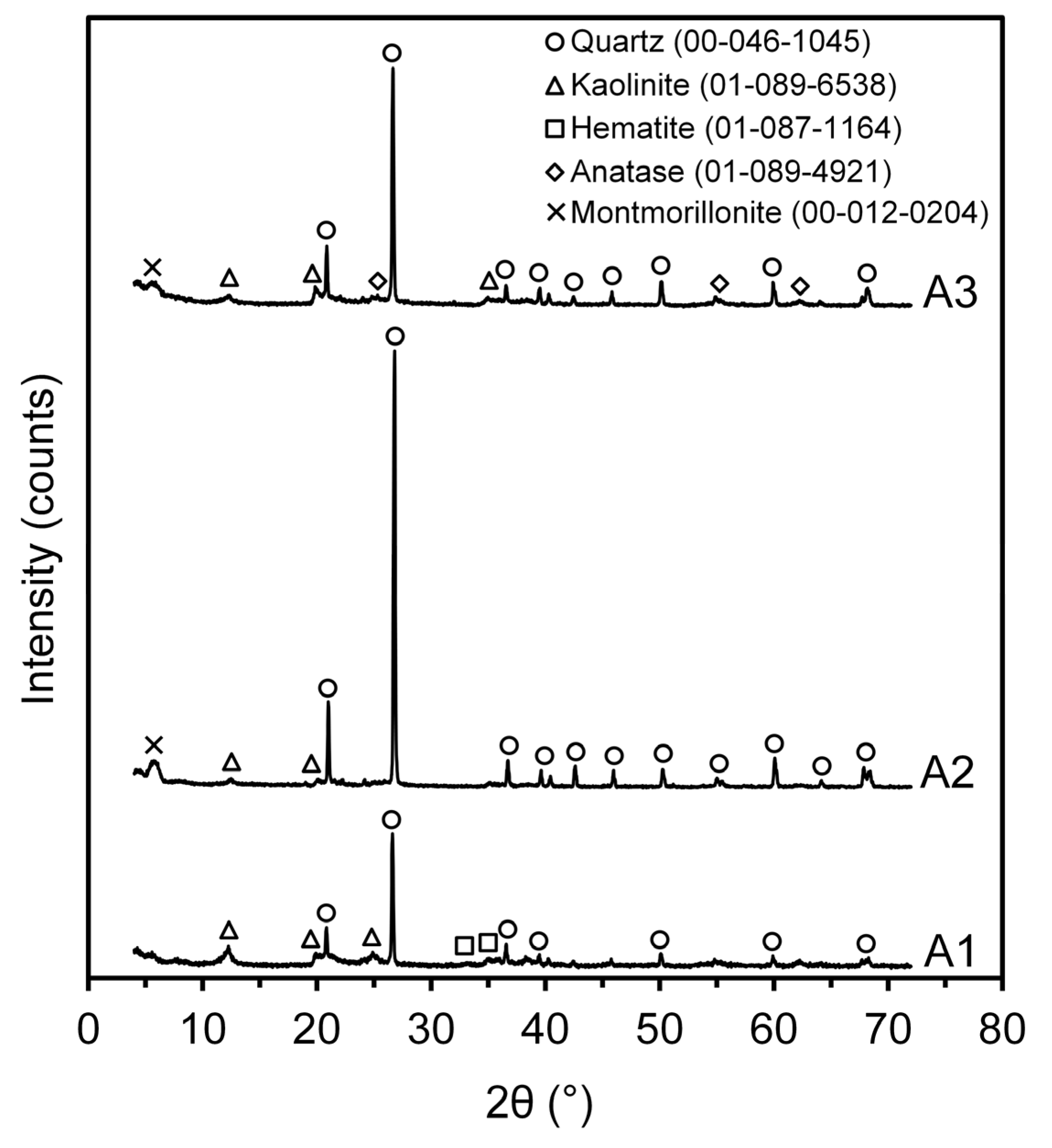
The mineralogical compositions of the clays were determined using X-ray diffraction (XRD), as shown in
Figure 3. The major crystalline phases found in the clays [
36,
37] were quartz (SiO
2, JCPDS 00-046-1045) and the clay minerals, kaolinite (Al
2(Si
2O
5)(OH)
4, JCPDS 01-089-6538) and montmorillonite ((Na,Ca)
0,3(Al,Mg)
2Si
4O
10(OH)
2.nH
2O, JCPDS 00-012-0204). Minor minerals, such as hematite (α-Fe
2O
3-JCPDS 01-087-1164) and anatase (TiO
2, JCPDS 01-089-4921), were also observed.
Quartz plays an important role in the ceramic process by acting as a deplasticizer in the extrusion process, assisting in the dimensional control of the piece, and ensuring the formation of capillaries in the shaped ceramic body, thereby facilitating drying [
38,
39]. Therefore, the controlled introduction of A2 into the paste can incorporate significant multifunctionalities in the manufacturing of ceramic blocks.
The characterization of kaolinitic clays with a high content of hematite (3.43% Fe
2O
3) is intrinsically correlated with the manifestation of a distinctive red color in the natural clay and after the firing process commonly used in the manufacturing of ceramics [
40,
41]. The presence of Fe
3+ can contribute to the formation of low-melting eutectics and reduce refractoriness; additionally, anatase, which is usually associated with the TiO
2 content, may also contribute to variations in color tone [
41]. This oxide (TiO
2) is known as a glass modifier and can act at high temperatures to form a glass phase, which has the potential to increase the strength of the samples [
42]. The weight percentages of minerals based on quantitative analysis using Rietveld refinement are listed in
Table 3; the quartz content of A2 (84.32%) was higher than that of the other clays, not being a content commonly used in the manufacture of clay ceramics.
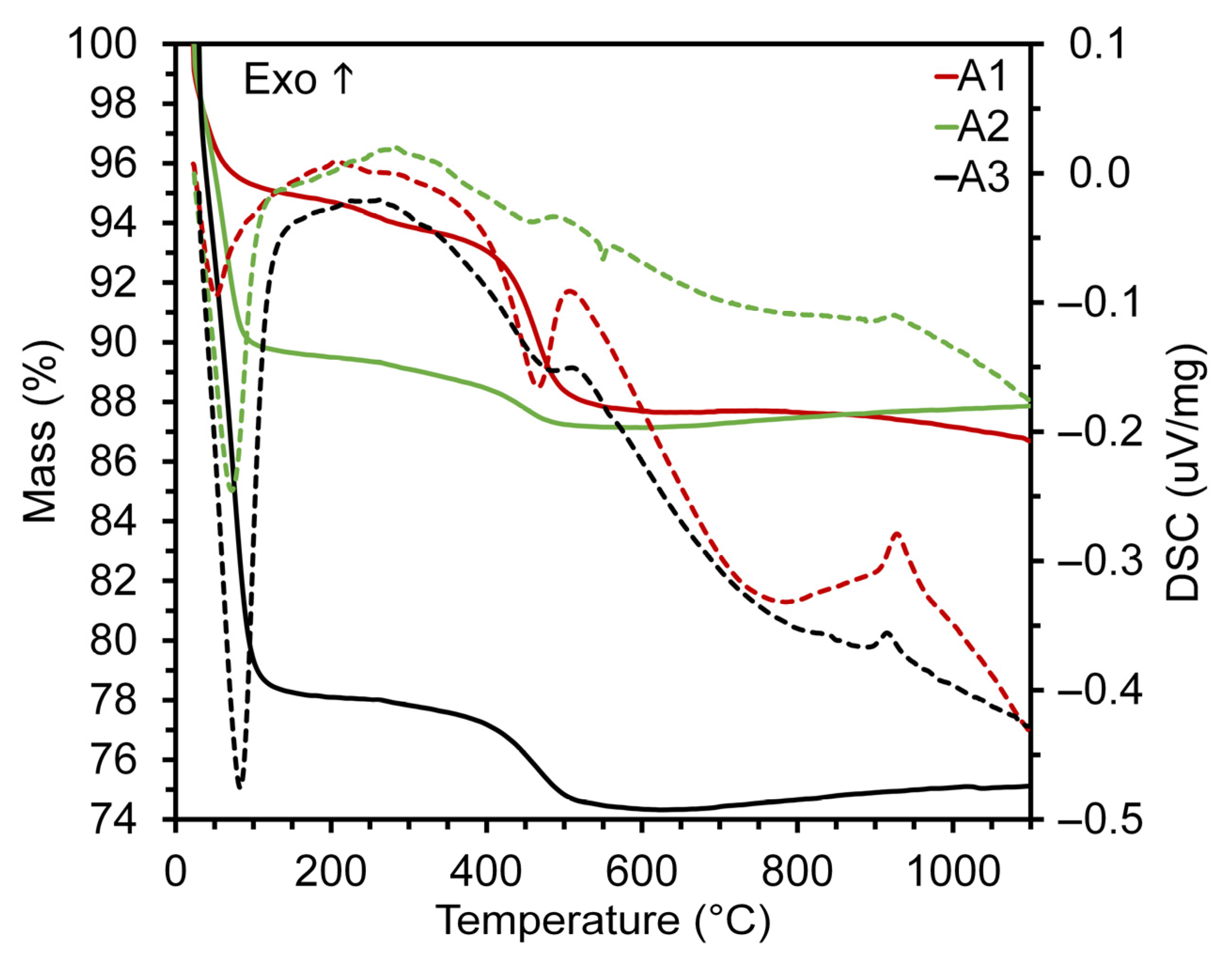
The thermal behavior of the raw materials (
Figure 4) showed that the initial mass loss, which occurred from room temperature (23 °C) to 200 °C, was attributed to the elimination of adsorbed water from kaolinite [
43]; and in natural humidity, this accounted for a 5.3%, 10.5% and 21.9% reduction in the mass of A1, A2 and A3, respectively. Between 200 and 350 °C, there was a mass loss of <1% for all samples accompanied by a marginal exothermic inflection in the DSC curve, which was possibly related to the oxidation of organic matter.
The endothermic inflection observed in the DSC curves,
Figure 4, at the temperature range of 350–650 °C was mainly due to the dehydroxylation (release of OH structural groups) of the clay minerals [
44,
45]. This corresponded to a mass loss of 5.94%, 1.6% and 3.12% for A1, A2 and A3, respectively (TGA curves). At 550 °C, a small endothermic peak without an associated mass loss was observed in A2, possibly related to the allotropic transformation of quartz (α-quartz to β-quartz) [
46,
47]. In clay ceramic manufacturing, this inversion can lead to cracks if cooling occurs abruptly [
30]. Finally, the exothermic peak at 920 °C in the DSC curve corresponds to the formation of mullite [
48,
49,
50,
51].
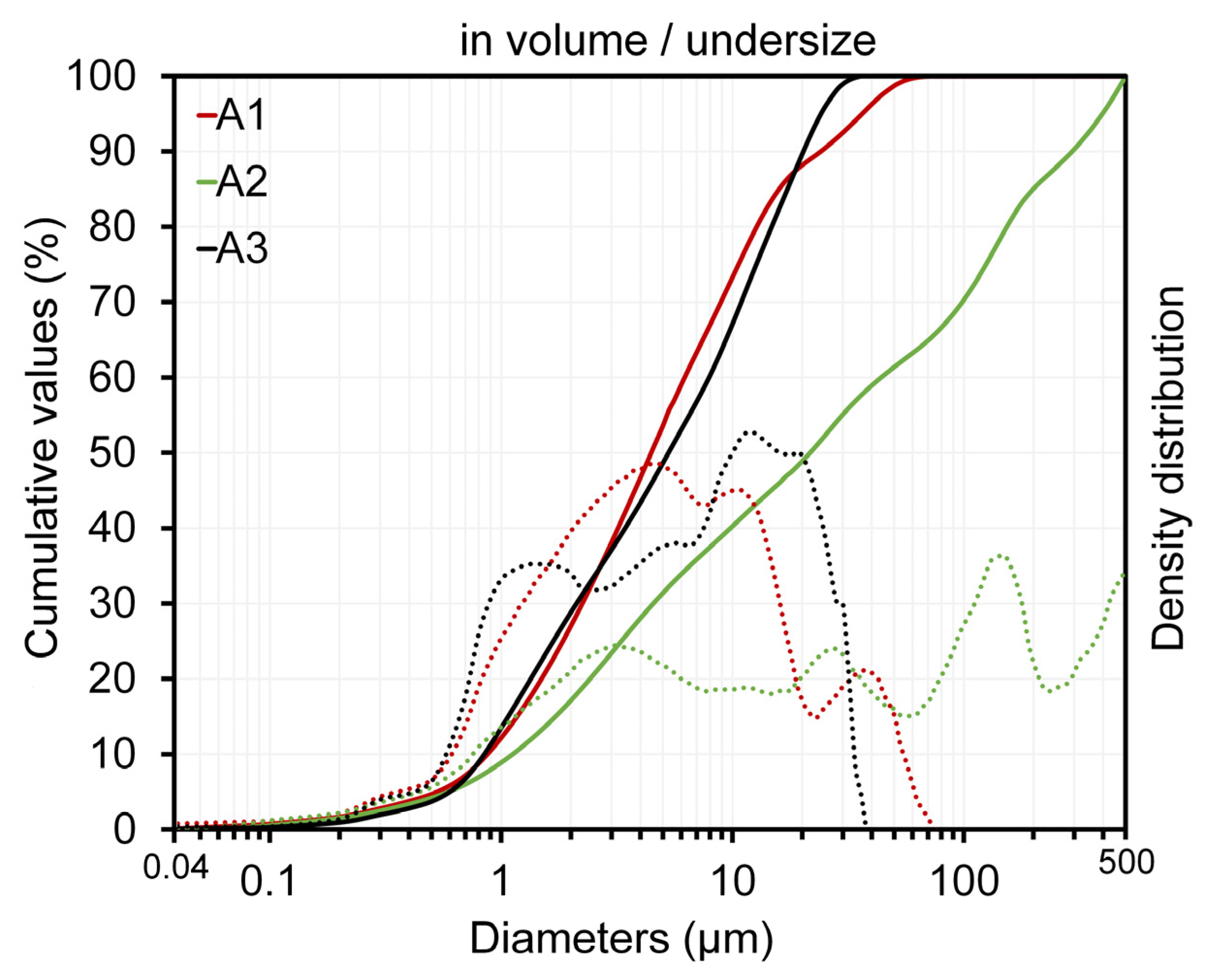
Particle size is a fundamental aspect in the study of clays because the shape and type of mineral composition can influence the physical characteristics of the raw material. In some cases, this can affect the mechanical strength, permeability and density of the material. Finer particles can improve packing, increasing the density of the piece and its mechanical strength; however, they can also hinder drying by impeding the transfer of moisture from the interior to the surface of the piece, where the evaporation process takes place. Therefore, particle size distribution is a crucial characteristic for the processing of plastic formation and for achieving the desired properties in clay ceramic products [
52].
The samples exhibited a multimodal particle size distribution (
Figure 5). This behavior may be associated with the different morphologies and densities of the constituent particles in the clays [
53,
54]. The granulometric distributions of the raw materials in the fractions accumulated at 10, 50 and 90%, as well as their mean particle sizes (D
average), are listed in
Table 4.
The Daverage of the A1 and A3 clays (8 µm) exhibited distributions with finer characteristics. However, the Daverage of the A2 clay was >85 μm, in which some particles were >200 μm in size.
The coarse particle content retained in a particular mesh/sieve during manufacturing may be associated with the product quality, dimensional variation, mechanical strength, water absorption, extrusion rate, drying and firing properties [
55].
The coarse particle content (
Table 4) showed that among the clays, clay A3 (F3 composition) had the lowest free silica percentage, while that of clay A2 (F2) was the highest; clay A1 (F1) had an intermediate content (18%). Low percentages of coarse particles may be associated with a higher number of fine particles, which tends to increase the packing factor and densification of the shaped body after the drying process. In contrast, higher coarse particle percentages create a structure that contributes to dimensional stability; however, excessive amounts can adversely affect other properties, such as plasticity for the shaping process and the mechanical strength after firing [
56].
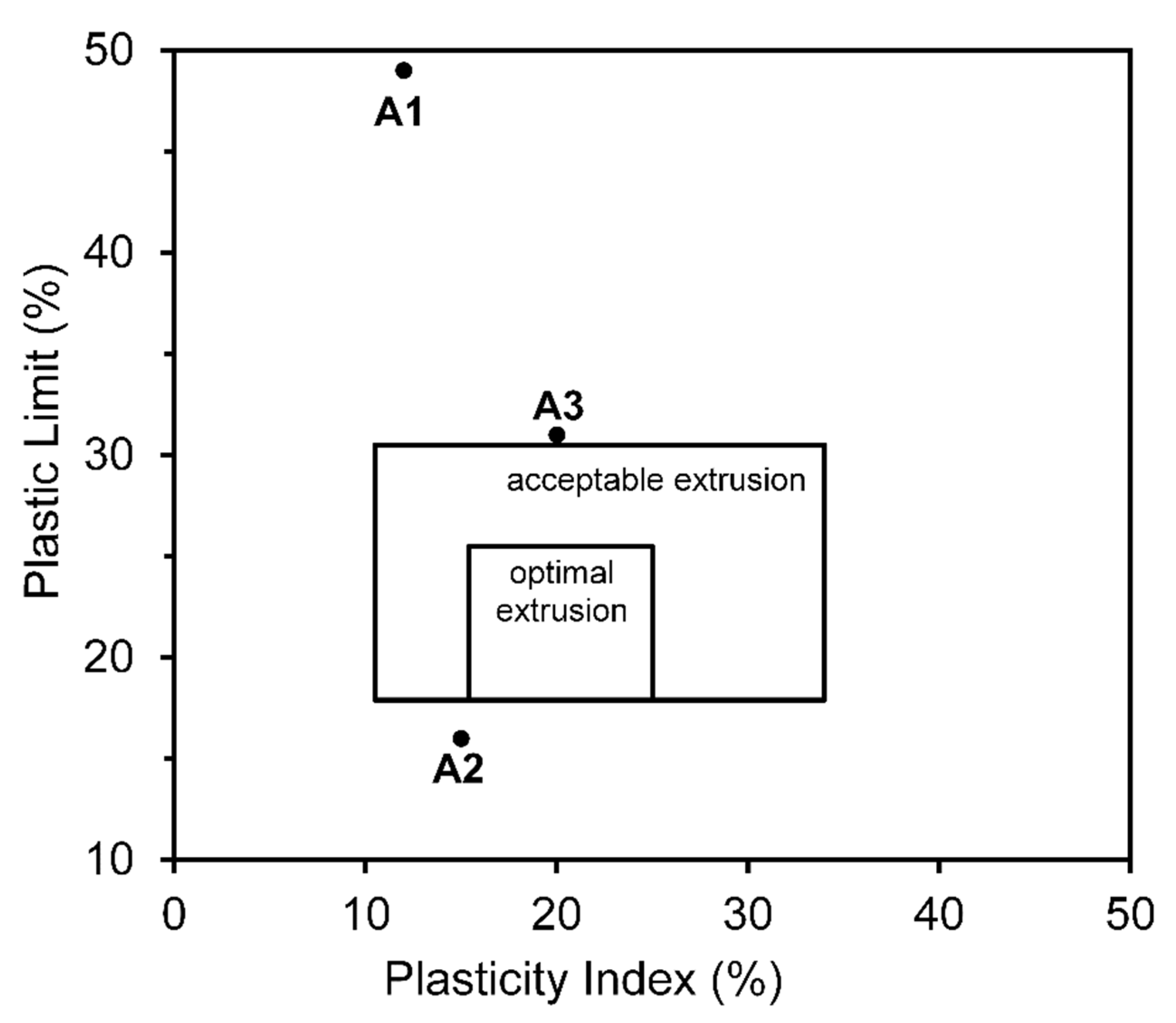
The Atterberg Plasticity Index (PI), which estimates the degree of clay plasticity, is presented in
Table 5. According to Burmister’s classification [
57] (0 nonplastic; 1–5 slight; 5–10 low; 10–20 medium; 20–40 high; >40 very high), A1 and A2 exhibited moderate plasticity (12 and 15%), while A3 was identified as a clay with good plasticity (20%). Based on these findings, a clay workability index was developed (
Figure 6) using the method described by Marsigli and Dondi [
58]. Despite the low D
average value of A1 (similar to that of A3), its plasticity was also low; this may be owing to the presence of nonplastic fine minerals, such as hematite [
59], which is characteristic of a low workability index. Sample A2 was between the acceptable and optimal extrusion zones, whereas A3 was almost within the acceptable extrusion zone because of its Atterberg Plasticity Index, which was higher than that of the other clays. Therefore, clay blends can adjust these indices to provide cohesion and plasticity, which are necessary characteristics for the plastic formation of clay pieces [
60]. The use of inert materials provides structural support that helps maintain the shape of the clay piece during drying and firing [
61]. Therefore, the clays from the abandoned areas (A1 and A2) can be included in the ceramic formulation as more inert components and cohesion regulators, aiding in the manufacturing process of extruded clay ceramics, particularly in the drying and firing stages.
3.2. Technological Characterization of the Clays Compositions
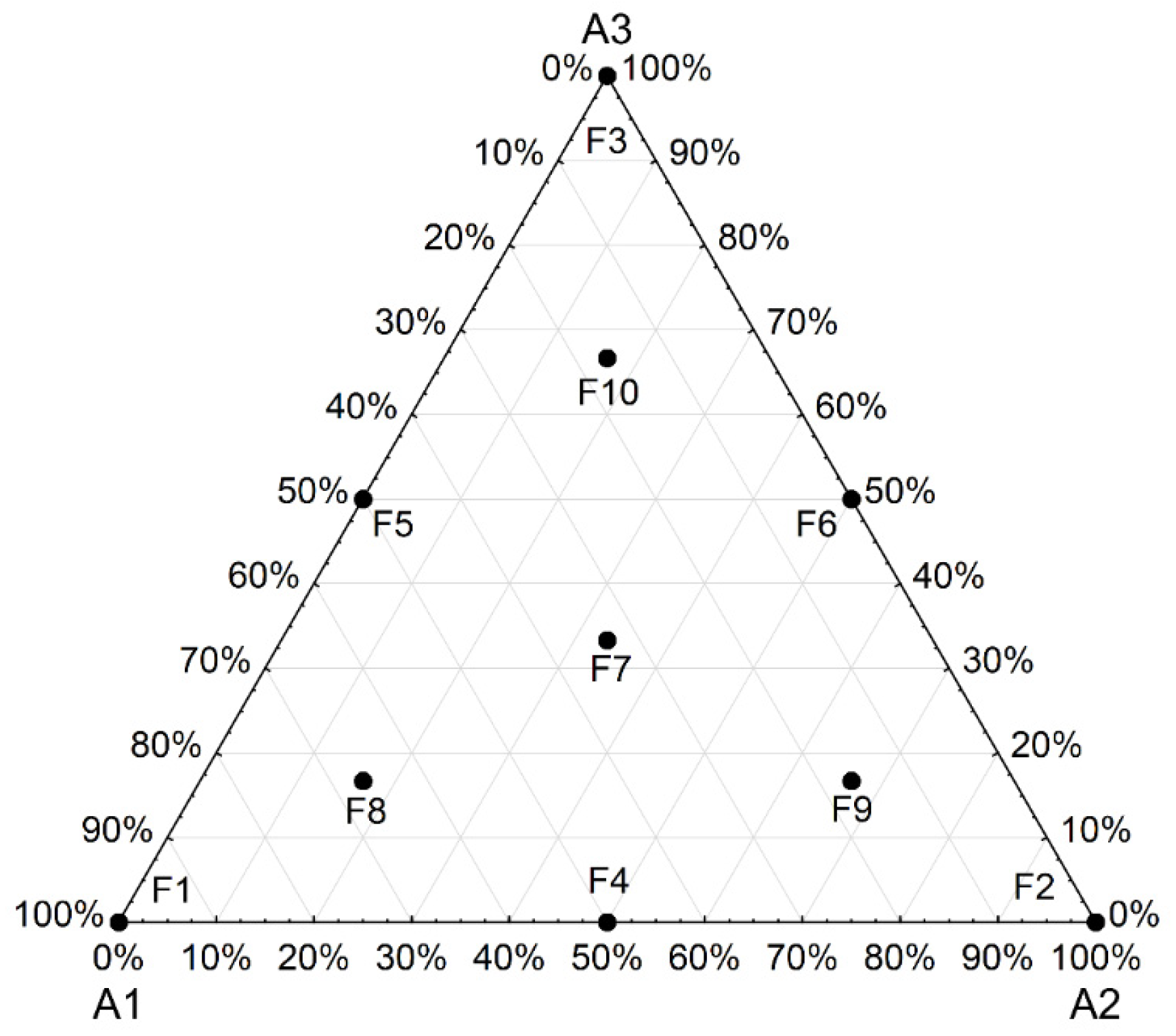
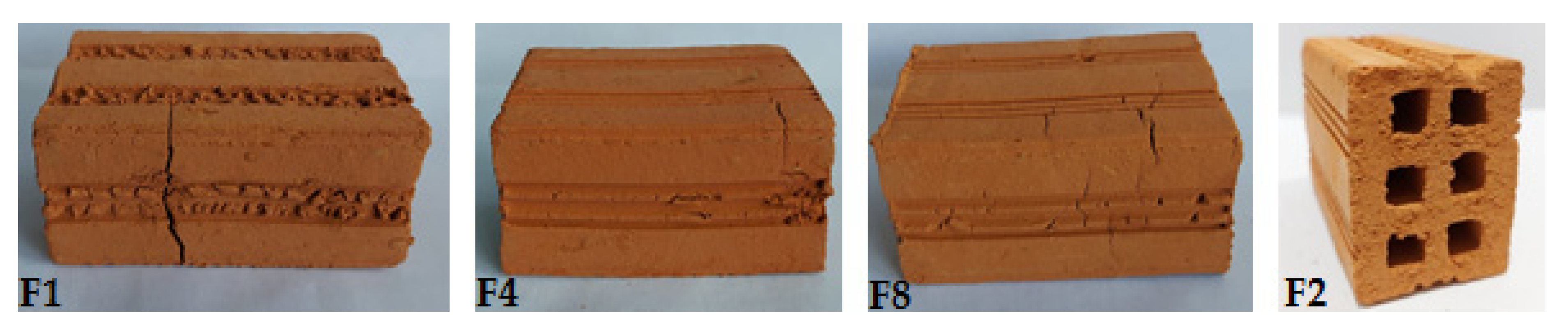
Visual analysis of the extruded ceramic blocks revealed the presence of manufacturing defects, such as cracks, irregular surfaces and deformations, which were associated with the use of clays A1 and A2. The F1, F4 and F8 compositions (
Table 1), which contained levels greater than 50% of A1, exhibited cracks that occurred during extrusion (
Figure 7). This was possibly owing to the lack of plasticity of clay A1. The roughness of sample F2 was also observed (
Figure 7), indicating that quartz was present in excess because it increases the coarseness of the paste.
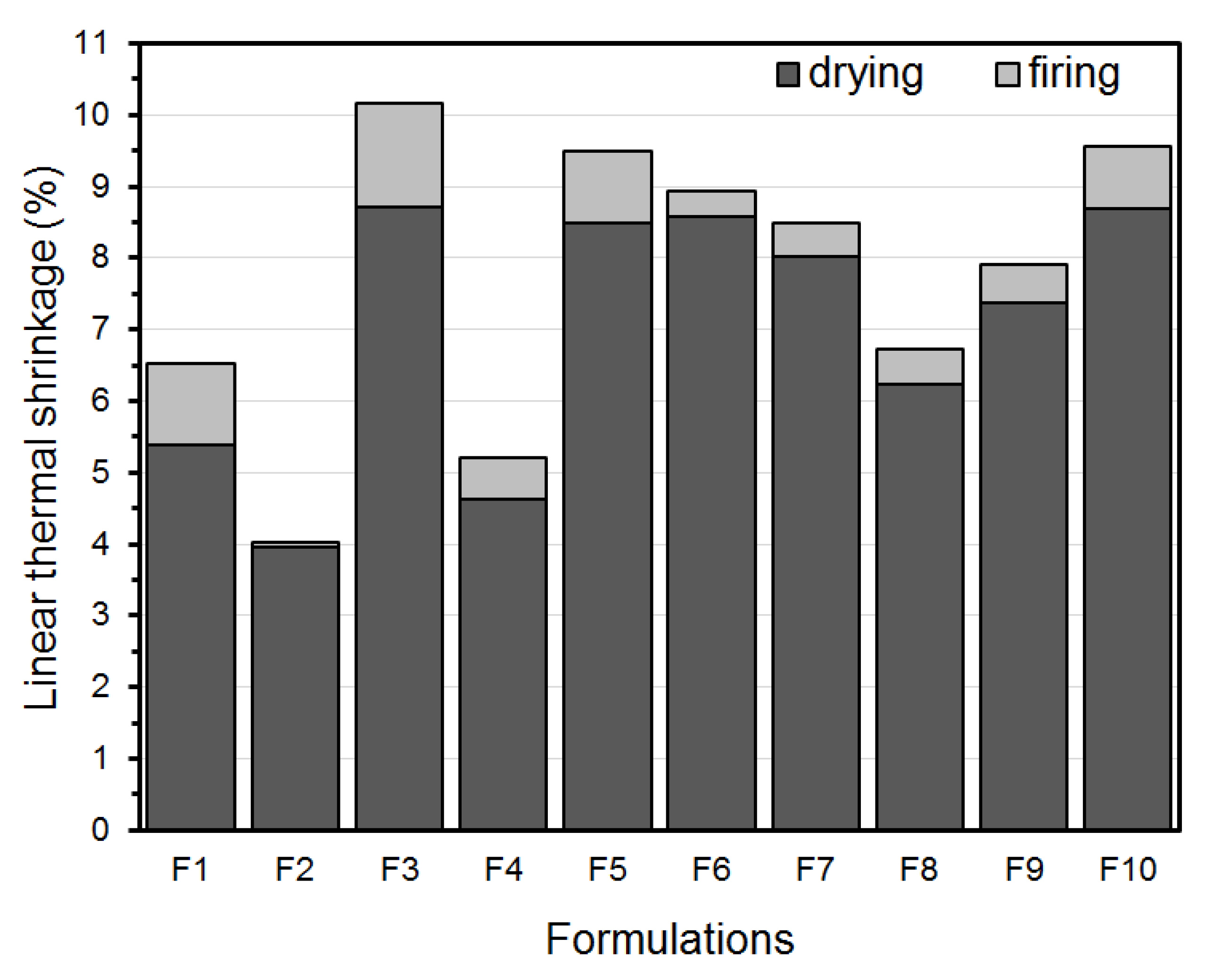
Linear thermal shrinkage is an essential technical parameter in the production of structural ceramics, as dimensional control is one of the requirements established by the standards [
62].
Figure 8 shows the drying and firing shrinkage behavior of the developed formulations. Sample F3, composed of a material with higher plasticity and smaller particle size, exhibited the highest drying shrinkage among the clay formulations. This is typically associated with higher densification and the high amount of water adsorbed by clay minerals. However, sample F2 had a higher gross residue content and lower drying shrinkage than the other clay formulations. This was observed because the presence of fine nonclay materials aids in water elimination and the dimensional stability of the ceramic pieces [
63,
64].
The firing shrinkage behavior of the formulations showed that F2, with a high content of free silica, exhibited higher dimensional stability (less shrinkage) than that of samples F1 and F3. On the other hand, the presence of fluxing oxides (higher in F1 and F3), which enhance the formation of a liquid phase in the ceramic body and the densification of the piece, may cause an increase in shrinkage [
65].
According to Dondi [
66], variation in drying shrinkage is “acceptable” or “optimal” between 3 and 10 cm/m and 5 and 8 cm/m, respectively. In contrast, the “acceptable” or “optimal” variations in firing shrinkage are 1.5 to 3 cm/m and <1.5 cm/m, respectively.
Clays with higher shrinkage values are more susceptible to cracks owing to the stresses generated by the shrinkage differences between the thinner and thicker areas of the piece [
67]. Therefore, the characteristics of clays A1 and A2 can be used to control shrinkage during the drying process.
The technological properties—total shrinkage (
), water absorption (
) and mechanical strength—of the clay formulations are presented in
Table 6.
ANOVA was performed on the technological properties to validate the results (
Table 7); response surfaces were plotted to aid in their interpretation. The confidence level was set at 95%. The highest F-value and lowest
p-value, which are indicative of higher significance and reliability (
p), respectively, were considered. The determination coefficient (R
2) was also used to select a model.
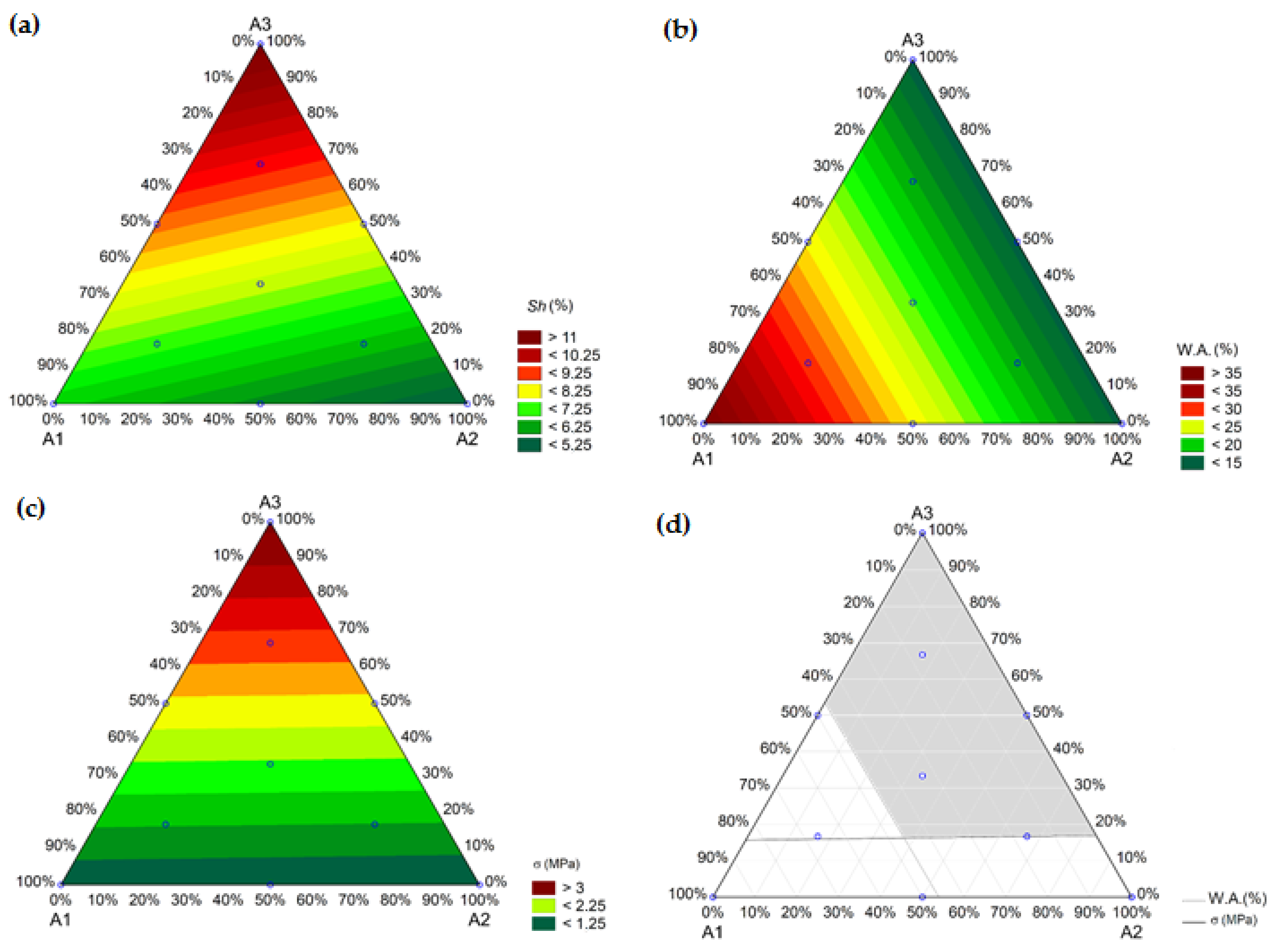
The response surface of the total linear thermal shrinkage (
Figure 9a) showed that A3 exhibited the highest total shrinkage (>11%) among the clays, while the value of A2 was the lowest (<5.25%). Regarding the water absorption (
) test, the response surface (
Figure 9b) showed that A1 was a determining factor for increasing the
in the system; additionally, compositions with approximately 50% of this clay exceeded the 25% limit established by the technical standards [
62]. In contrast, the
of clays A2 and A3 were low, even though A2 had a high coarse particle content. This suggested that A2 may be suitable for blend development and dimensional stability. Finally, the response surface for the compressive mechanical strength test (
Figure 9c) demonstrated that the inclusion of A1 and A2 clays generally decreased the mechanical strength of the pieces. In contrast, the presence of the A3 clay improved mechanical strength owing to the high densification of the ceramic bodies. Additionally, it showed that approximately 15% of A3 was required to achieve the minimum mechanical strength of 1.5 MPa, according to the technical standard [
62]. Equations (7)–(9) show the fitting formulas for the selected models and the developed tests for total linear thermal shrinkage (
), water absorption (
) and mechanical resistance in compression (
), using clays one (
), two (
) and three (
).
The working range of the studied raw materials was identified by removing the areas that exceeded 25% water absorption and that were below the 1.5 MPa compressive mechanical strength, which is in gray in
Figure 9d. The incorporation of the A1 clay above ~45% significantly increased the water absorption, which exceeded the technological limits (8–25%); additionally, when the sum of the A1 and A2 clays was >80%, the compressive mechanical strength was <1.5 MPa. Therefore, the hatched area represents the applicability range of different clays based on normative specifications.
In general, conventional clays that are widely used in the production of clay ceramics are known for their favorable plasticity/workability, mechanical strength and, in porcelain products, low water absorption after firing. These traditional clays have been extensively exploited by the ceramics industry because of their availability and ease of use. The application of less conventional raw materials, characterized by high quartz content and low plasticity, represents an innovative and promising approach to the production of clay ceramics. Despite the technical challenges associated with the incorporation of less commonly used clays, such as the higher variability in their properties that require adjustments in formulations, their potential for addressing the challenging future production conditions and sustainability requirements of the sector is enormous.
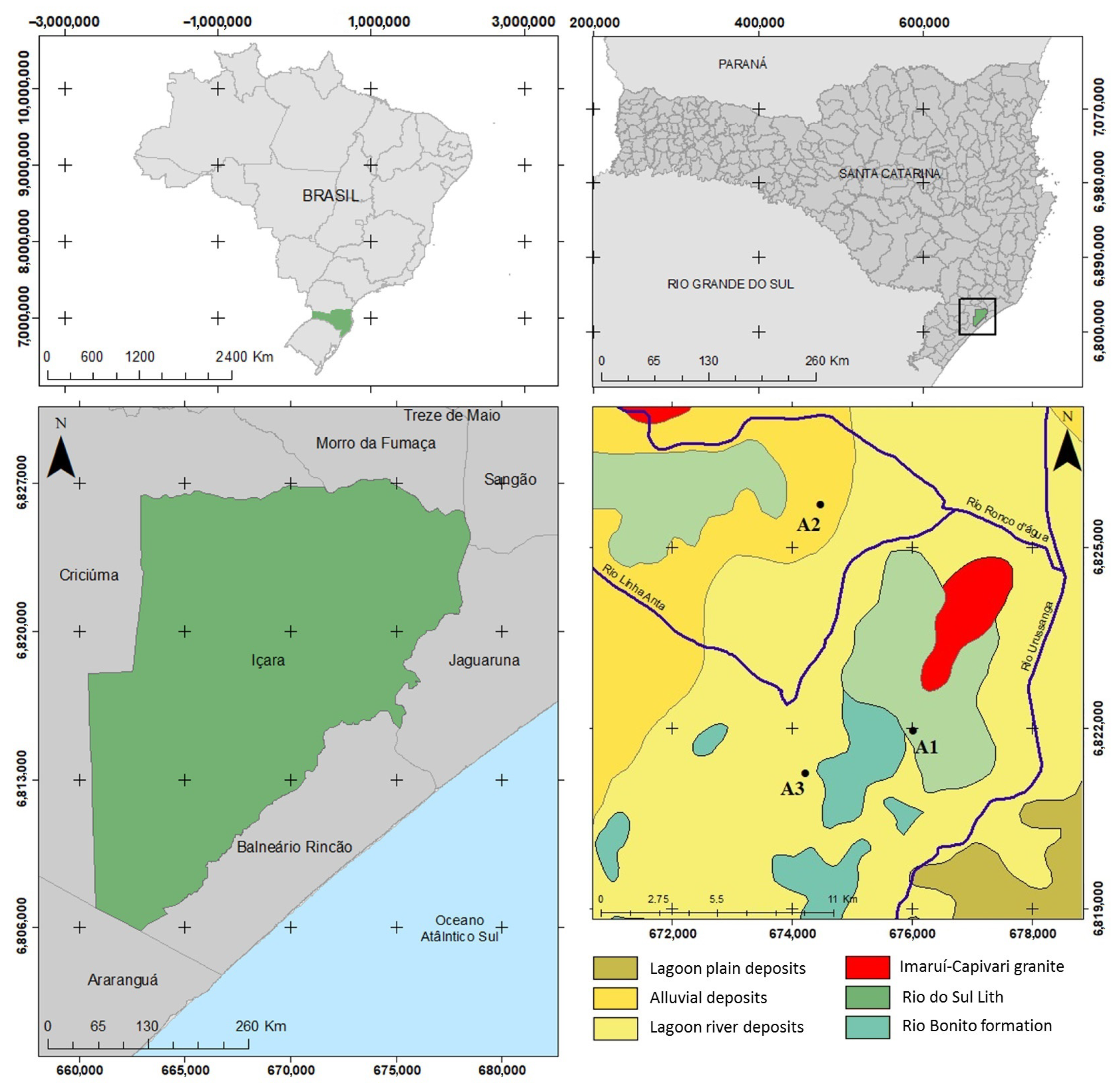
The prospected exploration areas, according to the data provided by COOPEMI, contain an estimated volume ranging from 180,000 m3 to 220,000 m3, corresponding to approximately 6 ha of licensed but unexplored areas. Unique characteristics, such as a distinct mineral content (for example, A2 with 84.32% quartz) and unique chemical compositions (for example, A1 with 8.95% Fe2O3 and A2 with 93.31% SiO2 + Al2O3), require more process control but can be beneficial for region-specific mineral circularity actions. Production techniques, such as drying, where the A2 clay exhibits a high coarse particle content (58%) and larger grains (average diameter = 85.92 µm), may result in reduced shrinkage and dimensional stability of ceramic pieces.
The use of statistical tools has extended the lifespan of abandoned mines. The adopted evaluation approach, based on these findings, can be applied as a guide for the study of other abandoned areas. Thus, it provides dual benefits: contributing to environmental preservation through the rehabilitation of neglected areas and establishing a sustainable supply of raw materials for ceramic production within the LPA minerals, which is of great relevance to the Brazilian construction industry.



 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}