
Superconducting In Situ/Post In Situ MgB2 Joints
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
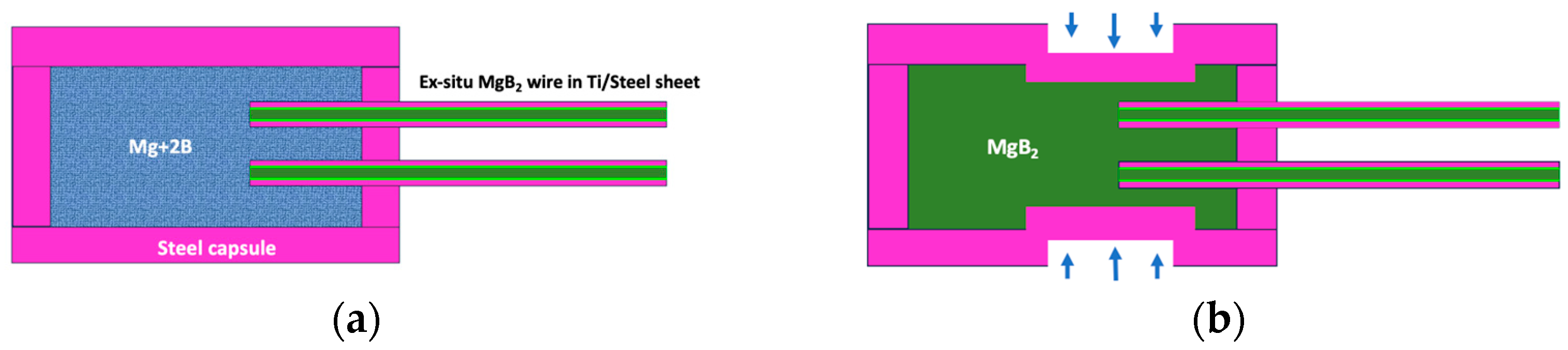
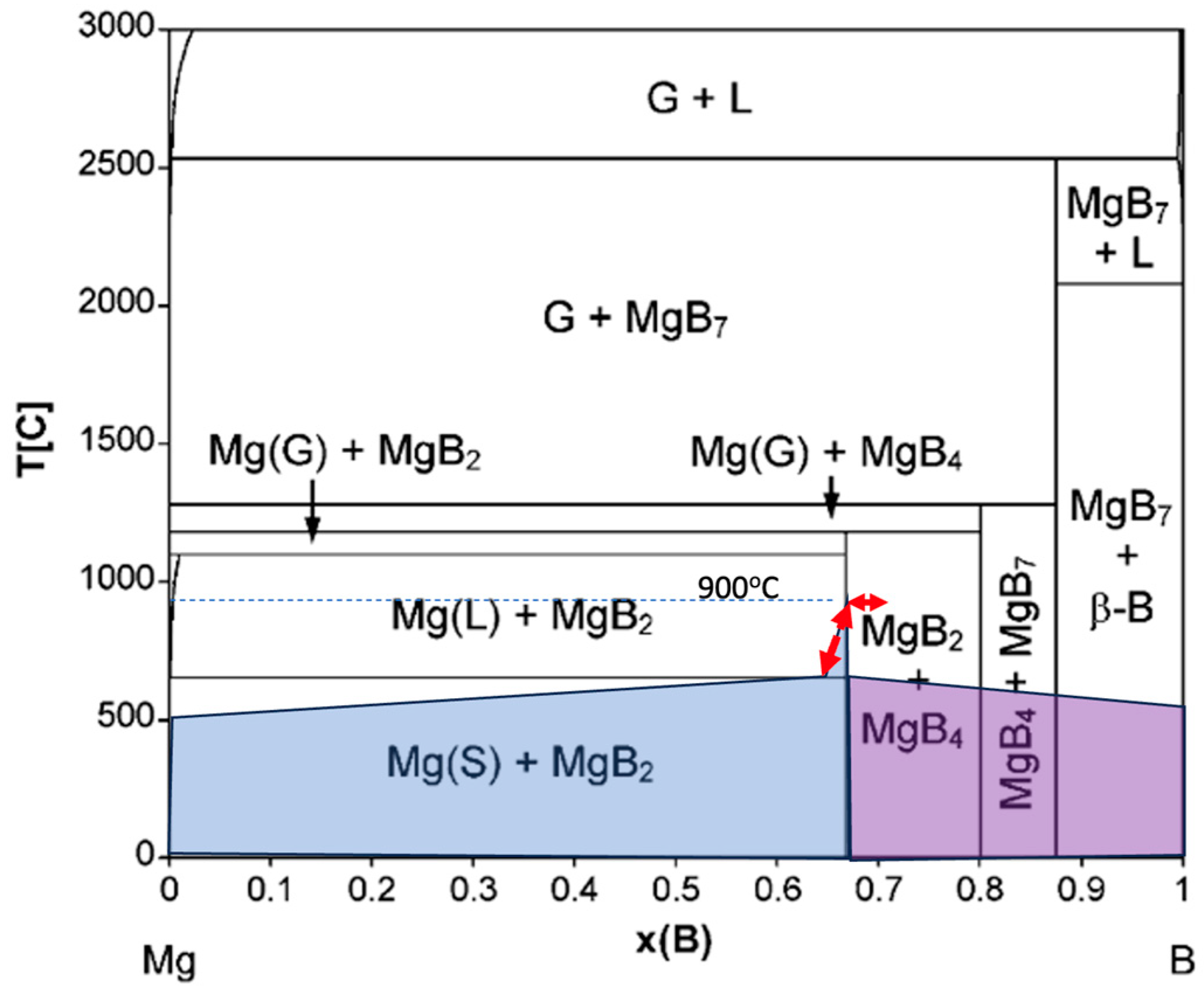
3.1. Induced Interfacial Change and Phase Transformation
3.2. Recompaction and Recombination in the Wire–Filler Bond
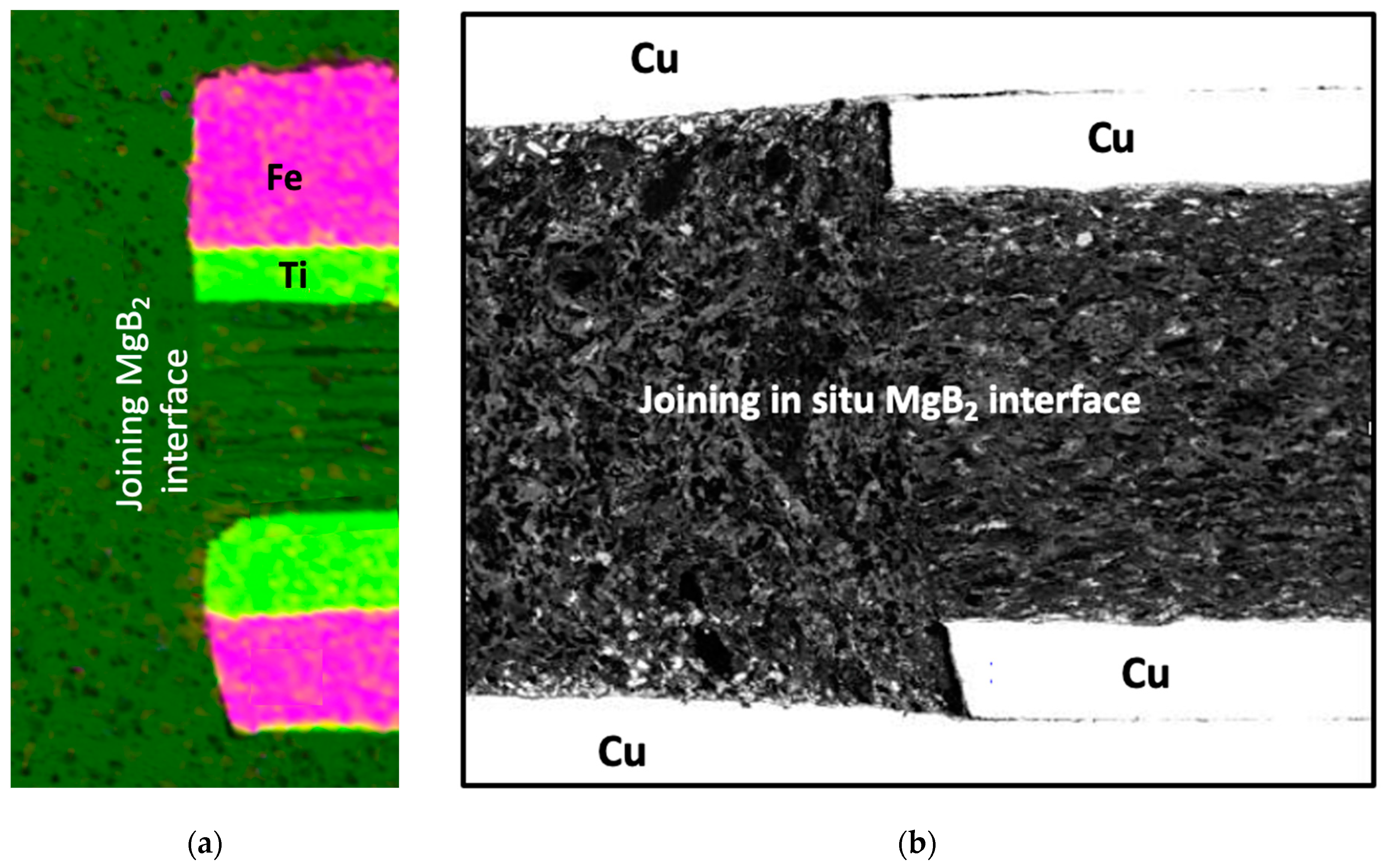
3.3. Results of Thermo-Mechanical Processes Joint Formation
4. Discussion and Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wozniak, M.; Glowacki, B.A.; Setiadinata, S.B.; Thomas, A.M. Pulsed magnetic field assisted technique for joining MgB2 conductors for persistent mode MRI magnets. IEEE Trans. Appl. Supercond. 2013, 23, 6200104. [Google Scholar] [CrossRef]
- Patel, D.J. Design and Fabrication of Solid Nitrogen Cooled MgB2 based Persistent Magnet for MRI Application. Ph.D. Thesis, University of Wollongong, Wollongong, NSW, Australia, November 2016. Available online: https://ro.uow.edu.au/cgi/viewcontent.cgi?article=5774&context=theses (accessed on 9 August 2016).
- Li, X.H.; Ye, L.Y.; Jin, M.J.; Du, X.J.; Gao, Z.S.; Zhang, Z.C.; Kong, L.Q.; Yang, X.L.; Xiao, L.Y.; Ma, Y.W. High critical current joint of MgB2 tapes using Mg and B powder mixture as flux. Supercond. Sci. Technol. 2008, 21, 025017. [Google Scholar] [CrossRef]
- Glowacki, B.A.; Majoros, M.; Vickers, M.; Evetts, J.E.; Shi, Y.; McDougall, I. Superconductivity of powder-in-tube MgB2 wires. Supercond. Sci. Technol. 2001, 14, 193–199. [Google Scholar] [CrossRef]
- Glowacki, B.A.; Majoros, M.; Vickers, M.; Eisterer, M.; Toenies, S.; Weber, H.W.; Fukutomi, M.; Komori, K.; Togano, K. Composite Cu/Fe/MgB2 superconducting wires and MgB2/YSZ/Hastelloy coated conductors for ac and dc applications. Supercond. Sci. Technol. 2003, 16, 297–305. [Google Scholar] [CrossRef]
- Glowacki, B.A.; Majoros, M.; Tanaka, K.; Kitaguchi, H.; Kumakura, H.; Okada, M.; Hirakawa, M.; Yamada, H.; Hancock, M.H.; Bay, N. Critical current and cryogenic stability modelling of filamentary MgB2 conductors. J. Phys. Conf. Ser. 2006, 43, 103–106. [Google Scholar] [CrossRef]
- Brittles, G.D.; Mousavi, T.; Grovenor, C.R.M.; Aksoy, C.; Speller, S.C. Persistent current joints between technological superconductors. Supercond. Sci. Technol. 2015, 28, 093001. [Google Scholar] [CrossRef]
- Yao, W.; Bascuñán, J.; Hahn, S.; Iwasa, Y. A superconducting joint technique for round wires. IEEE Trans. Appl. Supercond. 2009, 19, 2261–2264. [Google Scholar] [PubMed]
- Oomen, M.P. Superconducting Joints between MgB2 Wires for MRI Applications. In Proceedings of the Applied Superconductivity Conference, Charlotte, NC, USA, 10–15 August 2014. [Google Scholar]
- Glowacki, B.A.; Morawski, A. U.S. Patent 2008/0274901 A1; Composite Electrical Conductors and Method for their Manufacture. World Intellectual Property Organization: Geneva, Switzerland, 2008. Available online: http://patentimages.storage.googleapis.com/1b/3f/5e/8f736a1b93aa62/WO2008122802A1.pdf (accessed on 10 July 2023).
- Kario, A.; Morawski, A.; Hassler, W.; Herrmann, M.; Rodig, C.; Schubert, M.; Nenkov, K.; Holzapfel, B.; Schultz, L.; Glowacki, B.A.; et al. Novel ex situ MgB2 barrier for in situ monofilamentary MgB2 conductors with Fe and Cu sheath material. Supercond. Sci. Technol. 2010, 23, 025018. [Google Scholar] [CrossRef]
- Glowacki, B.A.; Nuttall, W.J. Assessment of liquid hydrogen cooled MgB2 conductors for magnetically confined fusion. J. Phys. Conf. Ser. 2008, 97, 012333. [Google Scholar] [CrossRef]
- Glowacki, B.A.; Kutukcu, M.N.; Atamert, S.; Dhulst, C.; Mestdagh, J. Formation of Mg2Si inclusions in in situ SiC doped MgB2 wires made from variable concentration of large micrometer-size Mg powder by continuous method. IOP Conf. Ser. Mater. Eng. 2019, 502, 012176. [Google Scholar] [CrossRef]
- Baskys, A.; Hopkins, S.C.; Bader, J.; Glowacki, B.A. Forced flow He vapor cooled critical current testing facility for measurements of superconductors in a wide temperature and magnetic field range. Cryogenics 2016, 79, 1–6. [Google Scholar] [CrossRef]
- Kim, S.; Donald, S.; Stone, D.S.; Cho, J.I.; Jeong, C.Y.; Kang, C.S.; Bae, J.C. Phase stability determination of the Mg–B binary system using the CALPHAD method and ab initio calculations. J. Alloys Compd. 2009, 470, 85–89. [Google Scholar] [CrossRef]
- Yamamoto, A.; Tanaka, H.; Shimoyama, J.J.; Ogino, H.; Kishio, K.; Matsushita, T. Towards the realization of higher connectivity in MgB2 conductors: In-situ or sintered ex-situ? Jpn. J. Appl. Phys. 2012, 51, 010105. [Google Scholar] [CrossRef]
- Liu, Z.K.; Zhong, Y.; Schlom, D.G.; Xi, X.X.; Li, Q. Computational thermodynamic modeling of the Mg-B system. Calphad 2001, 25, 299–303. [Google Scholar] [CrossRef]
- Brutti, S.; Ciccioli, A.; Balducci, G.; Gigli, G.; Manfrinetti, P.; Palenzona, A. Vaporization thermodynamics of MgB2 and MgB4. Appl. Phys. Lett. 2002, 80, 2892–2894. [Google Scholar] [CrossRef]
- Ishiwata, J.; Muralidhar, M.; Inoue, K.; Murakami, M. Effect of MgB4 addition on the superconducting properties of polycrystalline MgB2. Phys. Procedia 2015, 65, 69–72. [Google Scholar] [CrossRef]
- Yakinci, M.E.; Balci, Y.; Aksan, M.A.; Adiguzel, H.I.; Gencer, A. Degradation of superconducting properties in MgB2 by formation of the MgB4 phase. J. Supercond. 2002, 15, 607–611. [Google Scholar] [CrossRef]
- Tanaka, H.; Yamamoto, A.; Shimoyama, J.I.; Ogino, H.; Kishio, K. Strongly connected ex situ MgB2 polycrystalline bulks fabricated by solid-state self-sintering. Supercond. Sci. Technol. 2012, 25, 115022. [Google Scholar] [CrossRef]
- Balducci, G.; Brutti, S.; Ciccioli, A.; Gigli, G.; Manfrinetti, P.; Palenzona, A.; Butman, M.F.; Kudin, L. Thermodynamics of the intermediate phases in the Mg–B system. J. Phys. Chem. Solids 2005, 66, 292–297. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Glowacki, B.A. Superconducting In Situ/Post In Situ MgB2 Joints. Materials 2023, 16, 6588. https://doi.org/10.3390/ma16196588
Glowacki BA. Superconducting In Situ/Post In Situ MgB2 Joints. Materials. 2023; 16(19):6588. https://doi.org/10.3390/ma16196588
Chicago/Turabian StyleGlowacki, Bartlomiej Andrzej. 2023. "Superconducting In Situ/Post In Situ MgB2 Joints" Materials 16, no. 19: 6588. https://doi.org/10.3390/ma16196588
APA StyleGlowacki, B. A. (2023). Superconducting In Situ/Post In Situ MgB2 Joints. Materials, 16(19), 6588. https://doi.org/10.3390/ma16196588