
Development of a Novel Tape-Casting Multi-Slurry 3D Printing Technology to Fabricate the Ceramic/Metal Part


Abstract
:1. Introduction
2. Materials and Methods
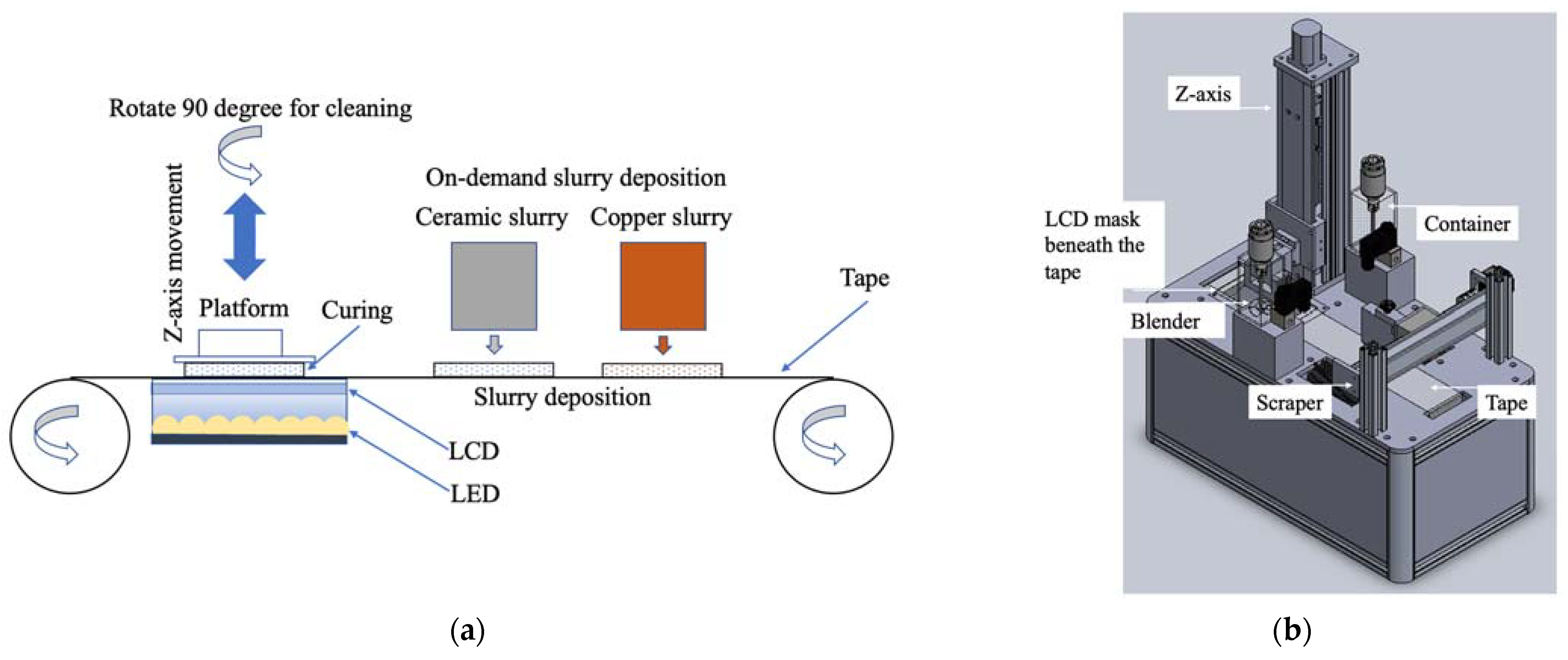
2.1. Principle of Tape-Casting Multi-Slurry 3D Printing Technology
2.2. Slurry Preparation
2.3. Curing Test
2.4. Microstructural Observation
2.5. Thermogravimetric Test and Sintering Treatment
2.6. Shrinkage Analysis and Density Measurement
2.7. Mechanical Property of the Sintered Part
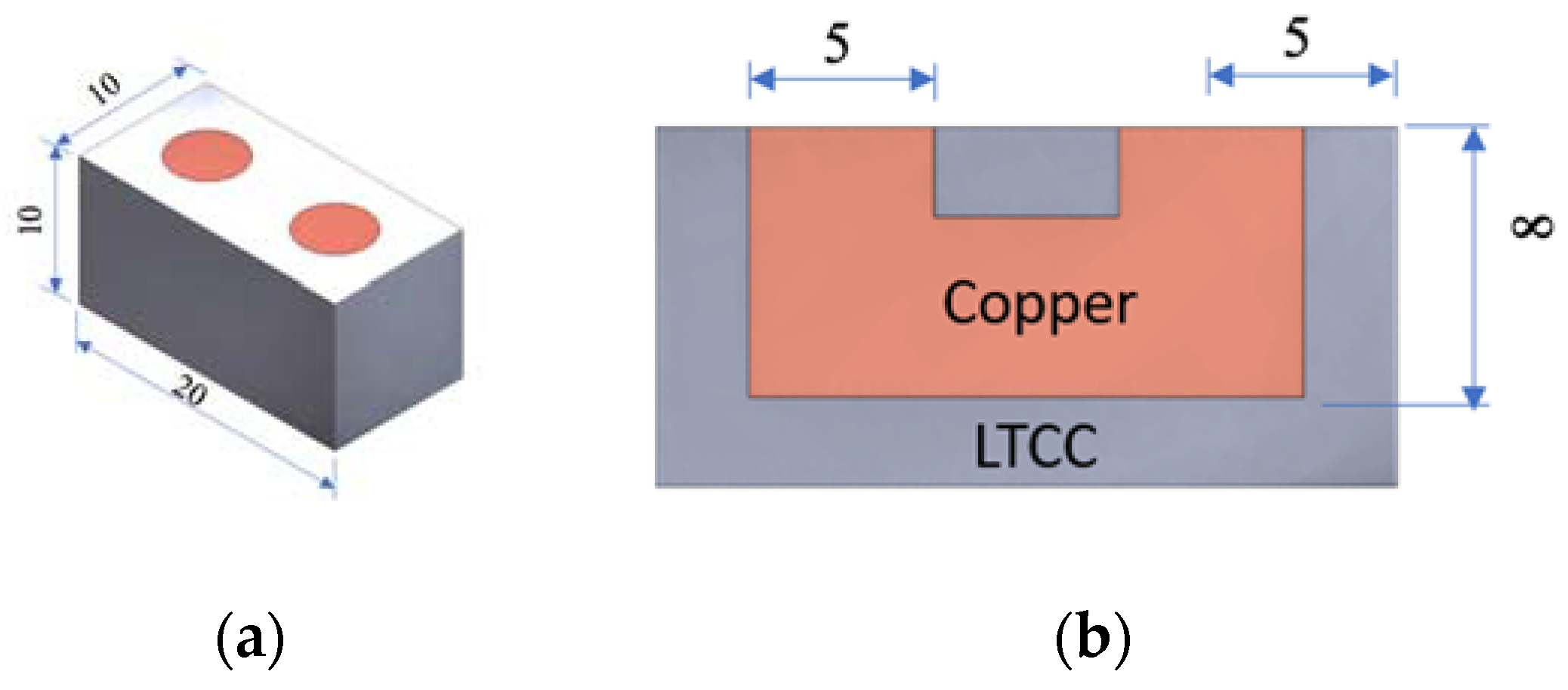
2.8. Benchmark
3. Results
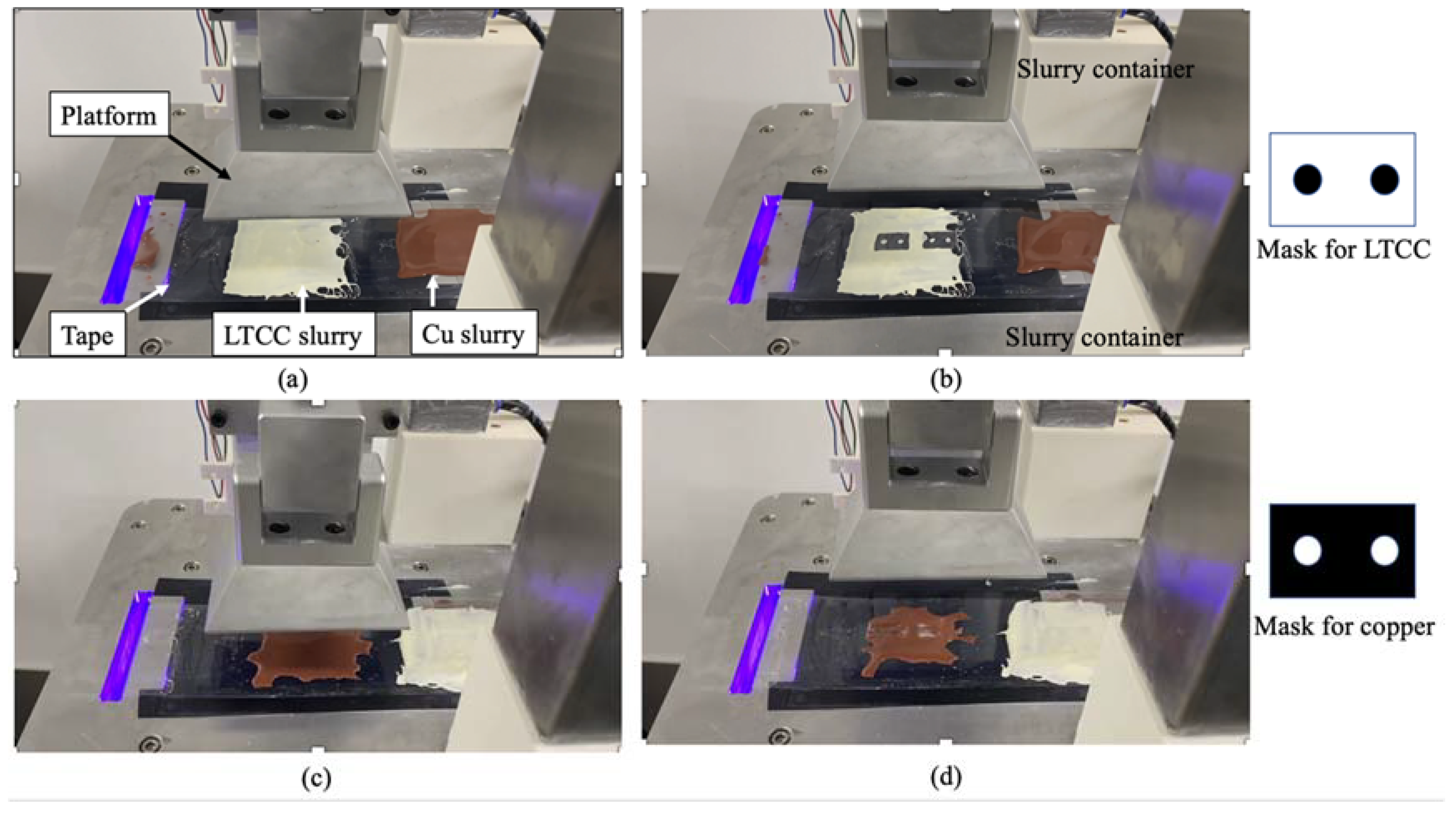
3.1. Tape-Casting Multi-Slurry 3D Printer
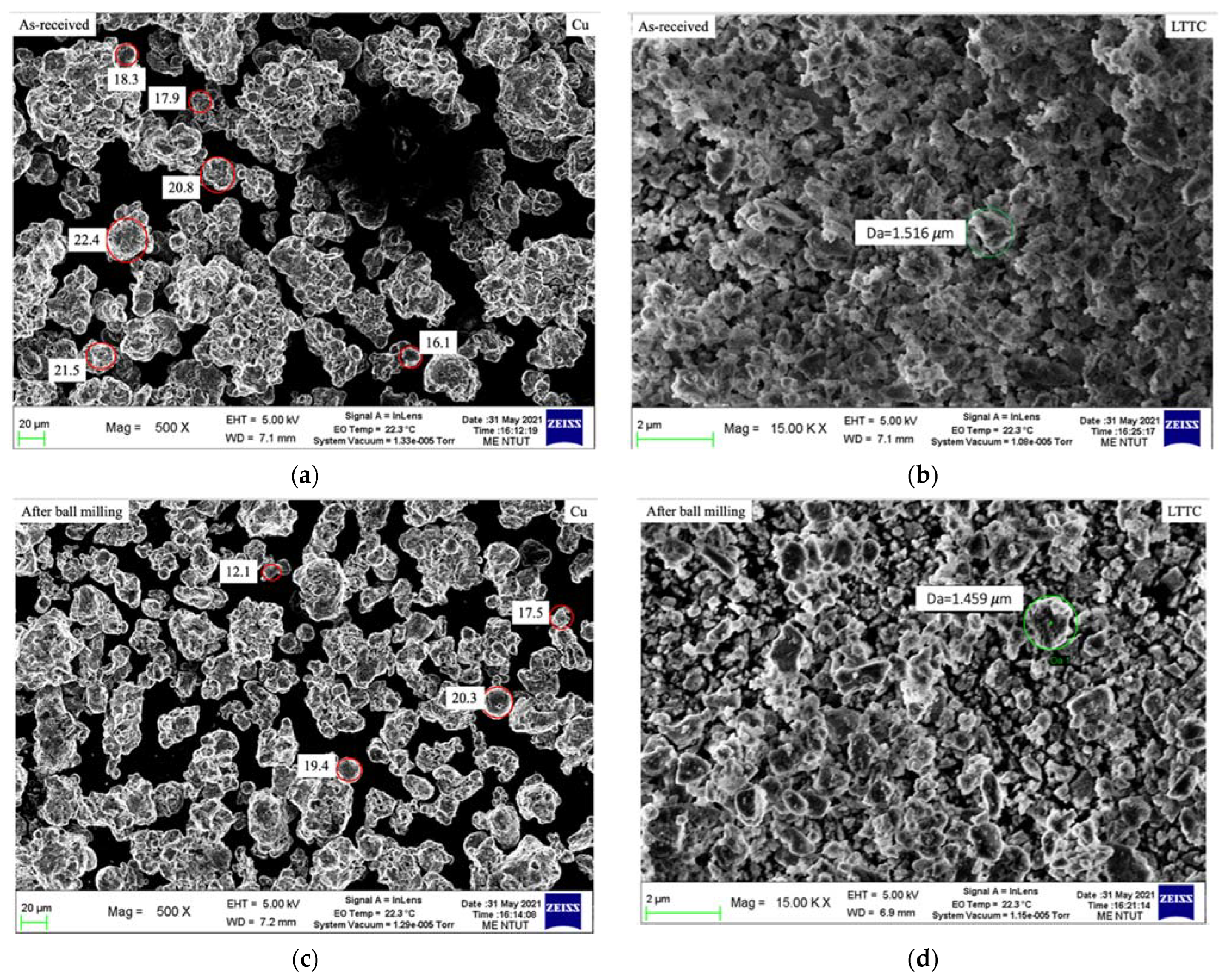
3.2. Powder Size Measurement
3.3. Exposure Time vs. Curing Depth
3.4. Thermogravical Analysis and Sintering Parameters
3.5. Specimen Printing and Shrinkage Analysis
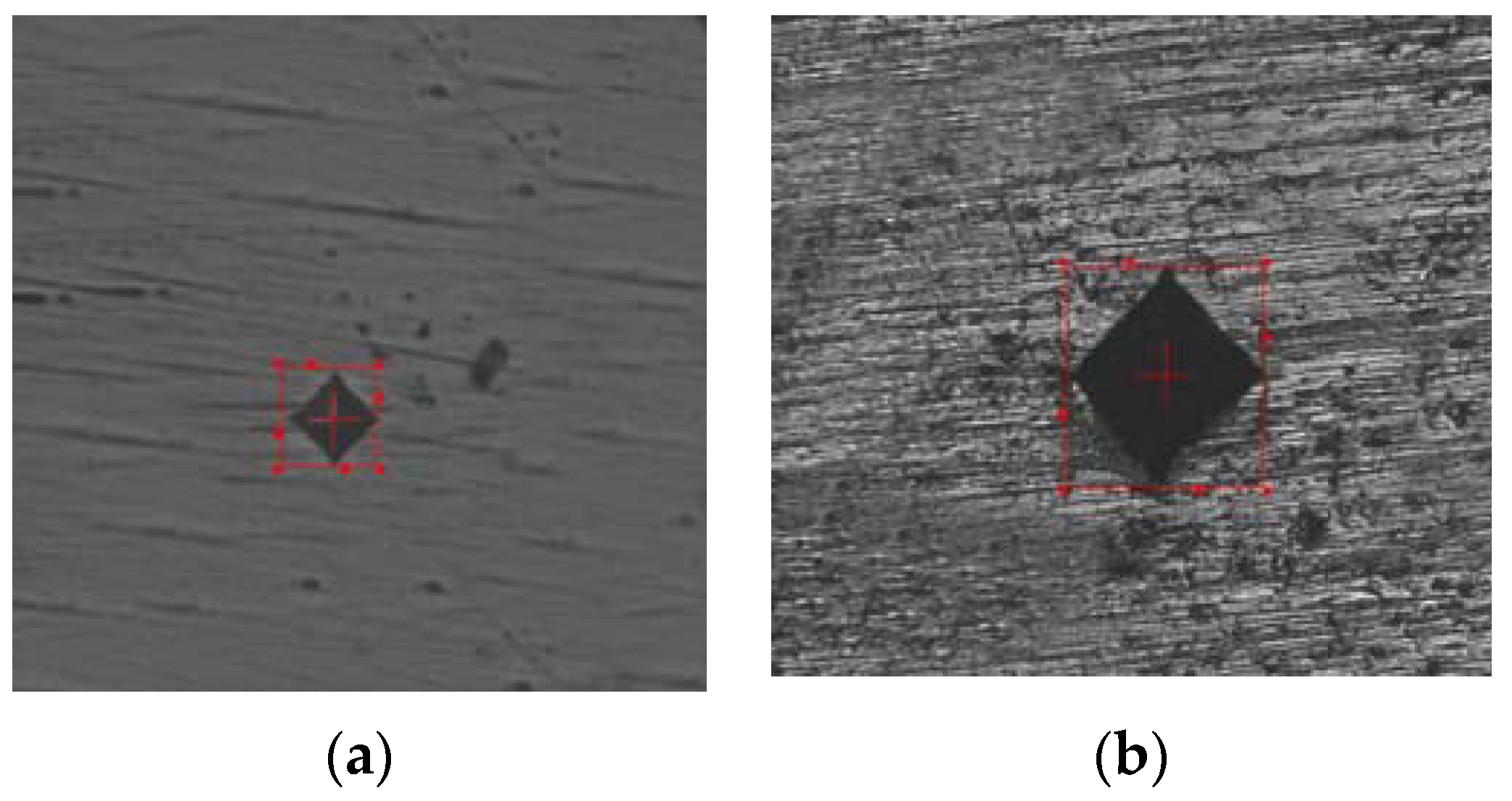
3.6. Hardness and Flexural Strength
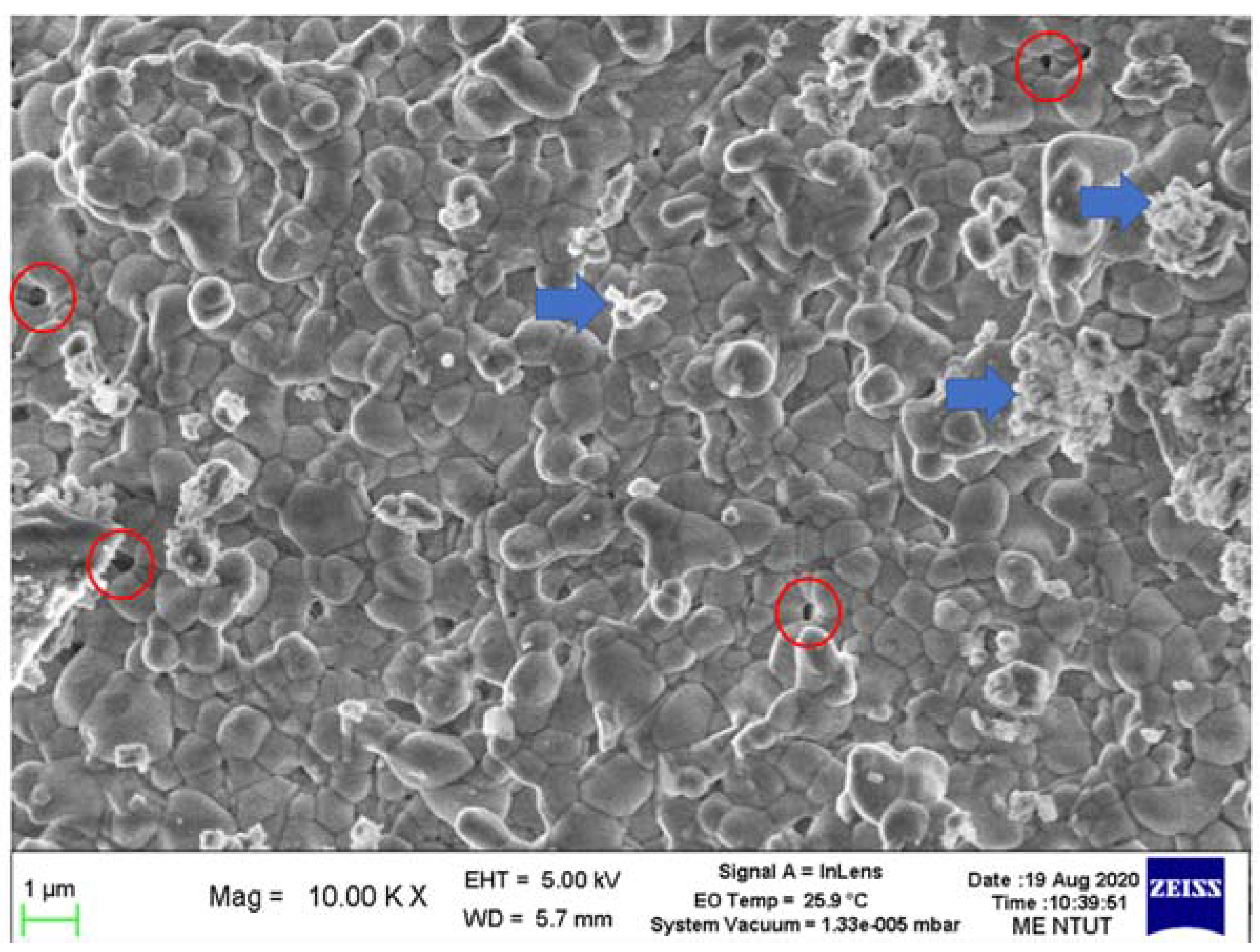
3.7. Microstructural Observations
4. Conclusions
- Regarding the powder-to-resin weight ratio of LTCC and copper slurries, both can be deposited and cast on tape on demand and leveled by a scraper smoothly at 70:30. The respective exposure times to ensure a cured thickness of more than 50 μm are 20 and 10 s for the LTCC and copper slurries.
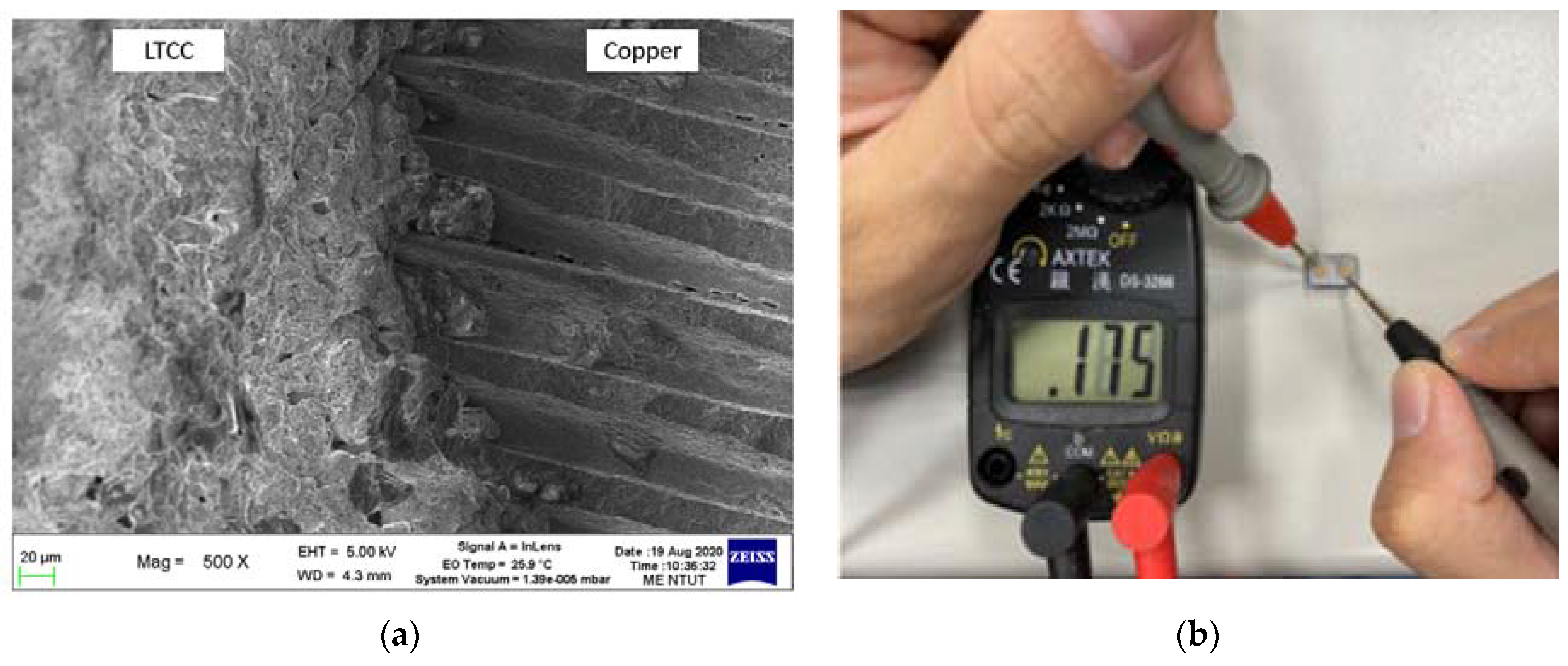
- The proposed three-stage sintering parameter allows the green bodies of LTCC and copper to be sintered without cracks or delaminations. The printed LTCC device, which contains a copper circuit, is fused after the sintering process because the shrinkage ratio in all directions for the two slurries is similar. The volume shrinkage for both slurries is also very comparable.
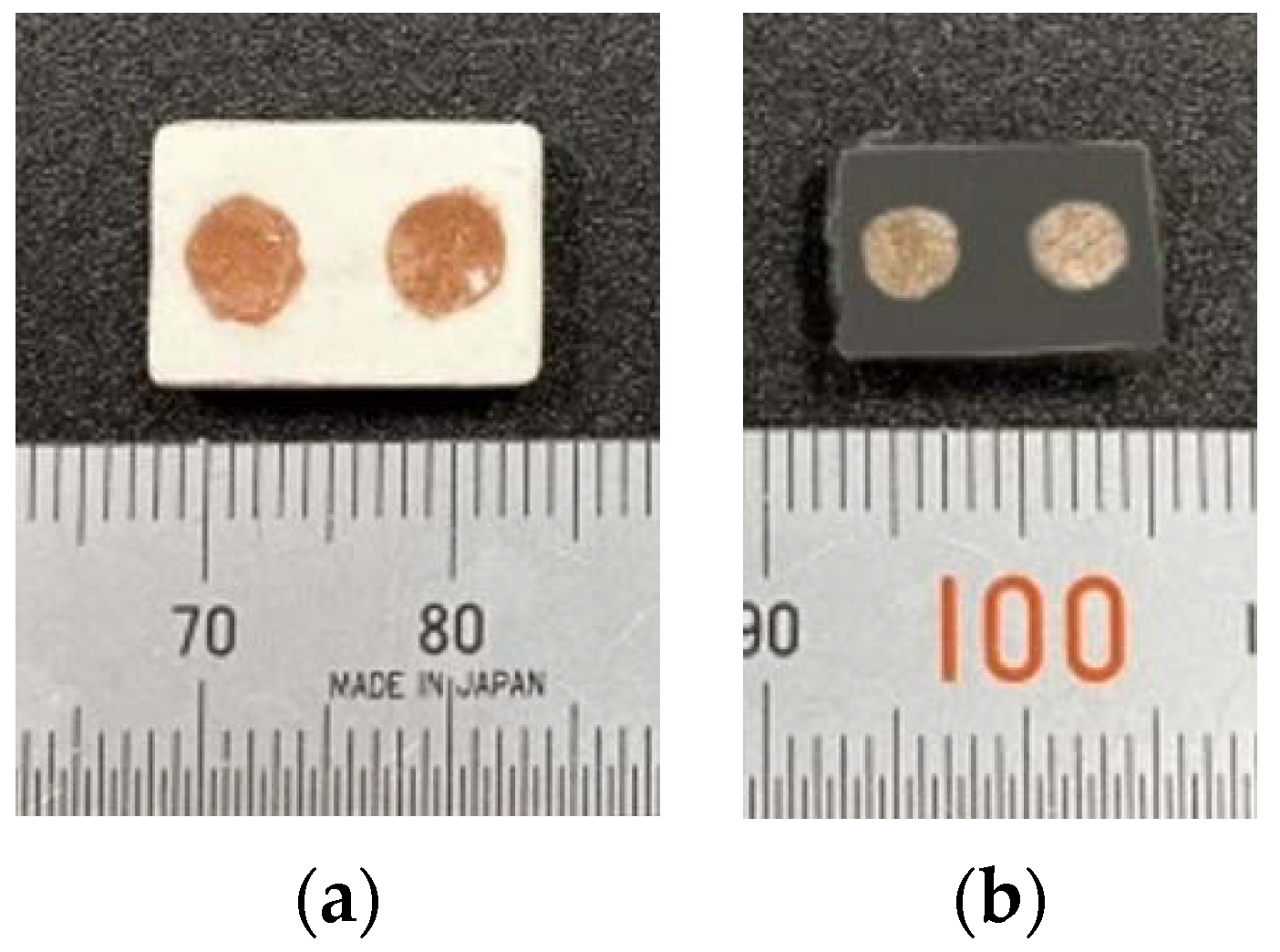
- When the green body of an LTCC device with a copper circuit is sintered, the copper is oxidized, thus the part changes color from white to dark gray. After polishing, the copper regains its original color. The sintered circuit has a resistance value of 0.175 Ω, demonstrating that it is electrically conductive.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rafiee, M.; Farahani, R.D.; Therriault, D. Multi-material 3D and 4D printing: A survey. Adv. Sci. 2020, 7, 1902307. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Wang, J.; Liu, T. 3D printing of polycaprolactone-based composites with diversely tunable mechanical gradients via multi-material fused deposition modeling. Compos. Commun. 2021, 23, 100600. [Google Scholar] [CrossRef]
- Zhang, F.; Zhu, L.; Li, Z.; Wang, S.; Shi, J.; Tang, W.; Li, N.; Yang, J. The recent development of vat photopolymerization: A review. Addit. Manuf. 2021, 48, 102423. [Google Scholar] [CrossRef]
- Hsu, H.-J.; Lee, S.-Y.; Jiang, C.-P. Technical development of multi-resin three-dimensional printer using bottom-up method. Int. J. Autom. Smart Technol. 2018, 8, 173–178. [Google Scholar]
- Mao, H.; Jia, W.; Leung, Y.-S.; Jin, J.; Chen, Y. Multi-material stereolithography using curing-on-demand printheads. Rapid Prototyp. J. 2021, 7, 861–871. [Google Scholar] [CrossRef]
- Jiang, C.-P.; Hentihu, M.F.R.; Lee, S.-Y.; Lin, R. Multiresin Additive Manufacturing Process for Printing a Complete Denture and an Analysis of Accuracy. 3D Print. Addit. Manuf. 2021, 9, 511–519. [Google Scholar] [CrossRef]
- Shuai, X.; Zeng, Y.; Li, P.; Chen, J. Fabrication of fine and complex lattice structure Al2O3 ceramic by digital light processing 3D printing technology. J. Mater. Sci. 2020, 55, 6771–6782. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Liu, Y.; Hu, K.; Lu, Z.; Liang, J. Influence of sintering temperature on microstructure and mechanical properties of Al2O3 ceramic via 3D stereolithography. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 204–214. [Google Scholar] [CrossRef] [Green Version]
- Jang, K.-J.; Kang, J.-H.; Fisher, J.G.; Park, S.-W. Effect of the volume fraction of zirconia suspensions on the microstructure and physical properties of products produced by additive manufacturing. Dent. Mater. 2019, 35, e97–e106. [Google Scholar] [CrossRef] [PubMed]
- Jiang, C.-P.; Hentihu, M.F.R.; Cheng, Y.-C.; Lei, T.-Y.; Lin, R.; Chen, Z. Development of 3D Slurry Printing Technology with Submersion-Light Apparatus in Dental Application. Materials 2021, 14, 7873. [Google Scholar] [CrossRef] [PubMed]
- Suominen, J.M.; Frankberg, E.J.; Vallittu, P.K.; Levänen, E.; Vihinen, J.; Vastamäki, T.; Kari, R.; Lassila, L.V. Three-dimensional printing of zirconia: Characterization of early stage material properties. Biomater. Investig. Dent. 2019, 6, 23–31. [Google Scholar] [CrossRef]
- Santoliquido, O.; Colombo, P.; Ortona, A. Additive Manufacturing of ceramic components by Digital Light Processing: A comparison between the “bottom-up” and the “top-down” approaches. J. Eur. Ceram. Soc. 2019, 39, 2140–2148. [Google Scholar] [CrossRef]
- Xing, H.; Zou, B.; Lai, Q.; Huang, C.; Chen, Q.; Fu, X.; Shi, Z. Preparation and characterization of UV curable Al2O3 suspensions applying for stereolithography 3D printing ceramic microcomponent. Powder Technol. 2018, 338, 153–161. [Google Scholar] [CrossRef]
- Li, Q.; An, X.; Liang, J.; Liu, Y.; Hu, K.; Lu, Z.; Yue, X.; Li, J.; Zhou, Y.; Sun, X. Balancing flexural strength and porosity in DLP-3D printing Al2O3 cores for hollow turbine blades. J. Mater. Sci. Technol. 2022, 104, 19–32. [Google Scholar] [CrossRef]
- Chen, G.-H.; Tang, L.-J.; Cheng, J.; Jiang, M.-H. Synthesis and characterization of CBS glass/ceramic composites for LTCC application. J. Alloys Compd. 2009, 478, 858–862. [Google Scholar] [CrossRef]
- Fernandes, J.G.; Barcelona, P.; Blanes, M.; Padilla, J.; Ramos, F.; Cirera, A.; Xuriguera, E. Study of mixing process of low temperature co-fired ceramics photocurable suspension for digital light processing stereolithography. Ceram. Int. 2021, 47, 15931–15938. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, W.; Bai, S.; Du, Y. Densification and characterization of SiO2-B2O3-CaO-MgO glass/Al2O3 composites for LTCC application. Ceram. Int. 2013, 39, 6355–6361. [Google Scholar] [CrossRef]
- Luo, X.; Ren, L.; Xia, Y.; Hu, Y.; Gong, W.; Cai, M.; Zhou, H. Microstructure, sinterability and properties of CaO-B2O3-SiO2 glass/Al2O3 composites for LTCC application. Ceram. Int. 2017, 43, 6791–6795. [Google Scholar] [CrossRef]
- Xia, Q.; Zhong, C.-W.; Luo, J. Low temperature sintering and characteristics of K2O–B2O3–SiO2–Al2O3 glass/ceramic composites for LTCC applications. J. Mater. Sci. Mater. Electron. 2014, 25, 4187–4192. [Google Scholar] [CrossRef]
- Liu, M.; Zhou, H.; Zhu, H.; Yue, Z.; Zhao, J. Microstructure and dielectric properties of glass/Al2O3 composites with various low softening point borosilicate glasses. J. Mater. Sci. Mater. Electron. 2012, 23, 2130–2139. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | LTCC Slurry | Copper Slurry |
|---|---|---|
| Average particle size | 1.459 μm | 15.3 μm |
| Exposure time (s) | 20 | 10 |
| Layer thickness (μm) | 50 | |
| Weight ratio of powder to resin | 70:30 | |
 | LTCC:Resin (70:30) | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | Average | ||
| Green Body | X (mm) | 10.02 | 10.05 | 10.00 | 10.01 | 10.02 | 10.02 |
| Y (mm) | 10.10 | 10.01 | 10.04 | 10.02 | 10.00 | 10.03 | |
| Z (mm) | 5.02 | 5.00 | 5.01 | 5.02 | 5.03 | 5.02 | |
| Density (g/cm3) | 2.413 | 2.371 | 2.466 | 2.432 | 2.544 | 2.45 | |
| Volume (cm3) | 0.512 | 0.516 | 0.515 | 0.525 | 0.536 | 0.52 | |
| Weight (g) | 1.236 | 1.224 | 1.269 | 1.276 | 1.364 | 1.274 | |
| Sintering Part | X (mm) | 6.98 | 6.91 | 6.90 | 6.91 | 6.95 | 6.930 |
| Y (mm) | 7.07 | 6.84 | 6.85 | 6.86 | 6.91 | 6.906 | |
| Z (mm) | 3.39 | 3.40 | 3.41 | 3.39 | 3.38 | 3.394 | |
| Density (g/cm3) | 4.927 | 4.834 | 5.050 | 4.813 | 4.947 | 4.914 | |
| Volume (cm3) | 0.165 | 0.175 | 0.159 | 0.166 | 0.169 | 0.167 | |
| Weight (g) | 0.813 | 0.846 | 0.803 | 0.799 | 0.836 | 0.819 | |
| Shrinkage % | X (%) | 30.34% | 31.24% | 31.00% | 30.97% | 30.64% | 30.84% |
| Y (%) | 30.00% | 31.67% | 31.77% | 31.54% | 30.90% | 31.18% | |
| Z (%) | 32.47% | 32.00% | 31.94% | 32.47% | 32.80% | 32.34% | |
| Shrinkage (vol % ) | 67.79% | 66.10% | 69.11% | 68.36% | 68.48% | 67.97% | |
| Weight Loss (wt %) | 34.22% | 30.88% | 36.72% | 37.38% | 38.71% | 35.58% | |
 | Cu Powder:Resin (70:30) | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | Average | ||
| Green Body | X (mm) | 10.01 | 10.08 | 10.11 | 10.01 | 10.03 | 10.05 |
| Y (mm) | 10.08 | 10.03 | 10.07 | 10.02 | 10.00 | 10.04 | |
| Z (mm) | 4.99 | 5.04 | 5.08 | 5.01 | 5.01 | 5.03 | |
| Density (g/cm3) | 4.812 | 4.817 | 4.821 | 4.812 | 4.814 | 4.82 | |
| Volume (cm3) | 0.503 | 0.510 | 0.517 | 0.503 | 0.503 | 0.51 | |
| Weight (g) | 2.423 | 2.455 | 2.493 | 2.418 | 2.419 | 2.442 | |
| Sintering Part | X (mm) | 6.93 | 6.90 | 6.91 | 6.92 | 6.88 | 6.908 |
| Y (mm) | 6.87 | 6.88 | 6.91 | 6.86 | 6.89 | 6.882 | |
| Z (mm) | 3.33 | 3.32 | 3.36 | 3.30 | 3.30 | 3.322 | |
| Density (g/cm3) | 8.812 | 8.818 | 8.815 | 8.813 | 8.817 | 8.815 | |
| Volume (cm3) | 0.1585 | 0.1576 | 0.1604 | 0.1567 | 0.1564 | 0.1579 | |
| Weight (g) | 1.397 | 1.390 | 1.414 | 1.381 | 1.379 | 1.392 | |
| Shrinkage % | X (%) | 30.77% | 31.55% | 31.65% | 30.87% | 31.41% | 31.25% |
| Y (%) | 31.85% | 31.41% | 31.38% | 31.54% | 31.10% | 31.45% | |
| Z (%) | 33.27% | 34.13% | 33.86% | 34.13% | 34.13% | 33.90% | |
| Shrinkage (vol % ) | 68.51% | 69.07% | 68.98% | 68.83% | 68.87% | 68.85% | |
| Weight Loss (wt %) | 42.34% | 43.38% | 43.28% | 42.90% | 42.98% | 42.98% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, C.-P.; Romario, Y.S.; Toyserkani, E. Development of a Novel Tape-Casting Multi-Slurry 3D Printing Technology to Fabricate the Ceramic/Metal Part. Materials 2023, 16, 585. https://doi.org/10.3390/ma16020585
Jiang C-P, Romario YS, Toyserkani E. Development of a Novel Tape-Casting Multi-Slurry 3D Printing Technology to Fabricate the Ceramic/Metal Part. Materials. 2023; 16(2):585. https://doi.org/10.3390/ma16020585
Chicago/Turabian StyleJiang, Cho-Pei, Yulius Shan Romario, and Ehsan Toyserkani. 2023. "Development of a Novel Tape-Casting Multi-Slurry 3D Printing Technology to Fabricate the Ceramic/Metal Part" Materials 16, no. 2: 585. https://doi.org/10.3390/ma16020585
APA StyleJiang, C. -P., Romario, Y. S., & Toyserkani, E. (2023). Development of a Novel Tape-Casting Multi-Slurry 3D Printing Technology to Fabricate the Ceramic/Metal Part. Materials, 16(2), 585. https://doi.org/10.3390/ma16020585