Figure 1.
Dimensions of the test joint.
Figure 1.
Dimensions of the test joint.
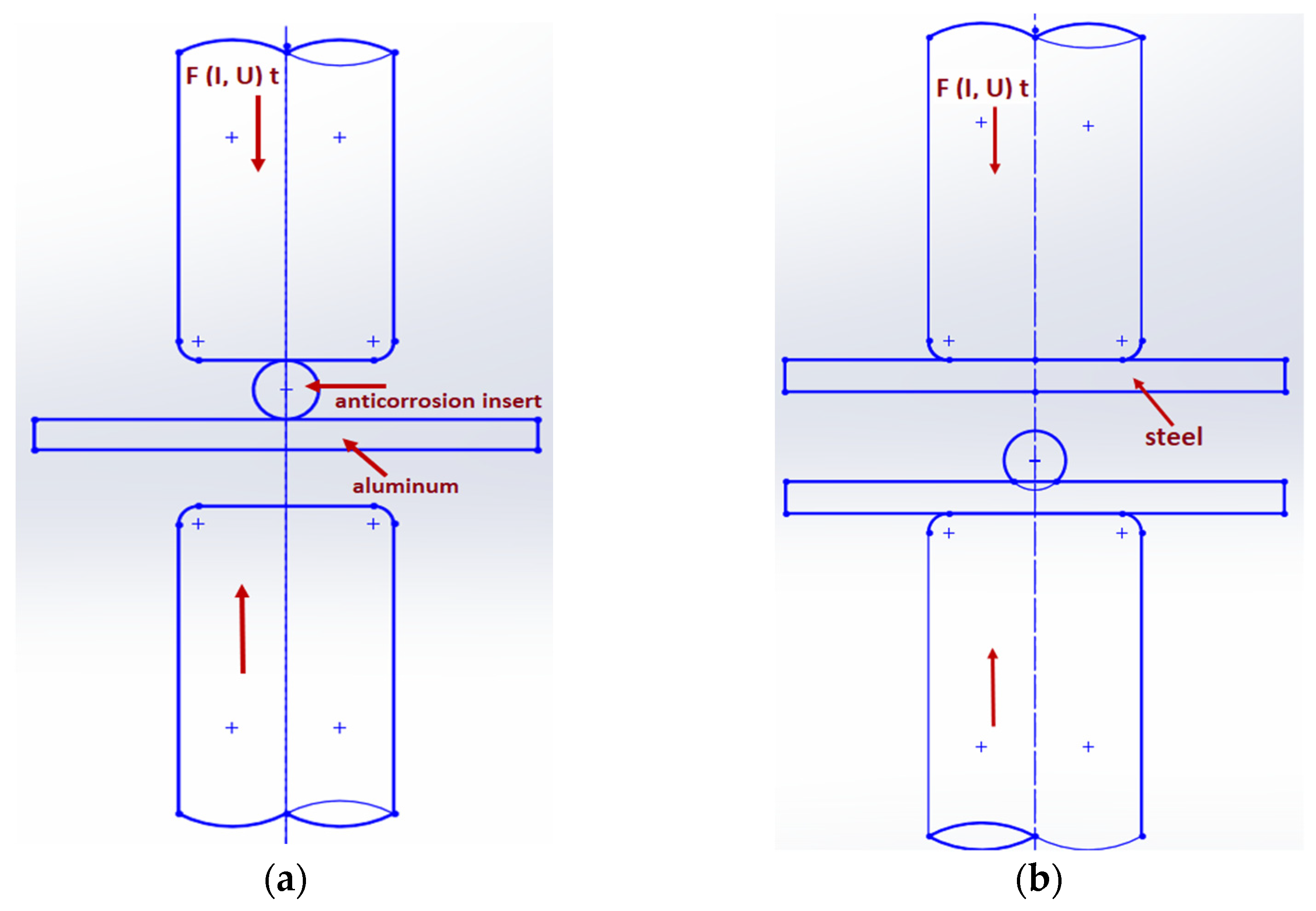
Figure 2.
Schematic representation of joint formation by resistance spot welding: (a) welding of insert element to aluminum and (b) welding of steel plate to insert–aluminum joint.
Figure 2.
Schematic representation of joint formation by resistance spot welding: (a) welding of insert element to aluminum and (b) welding of steel plate to insert–aluminum joint.
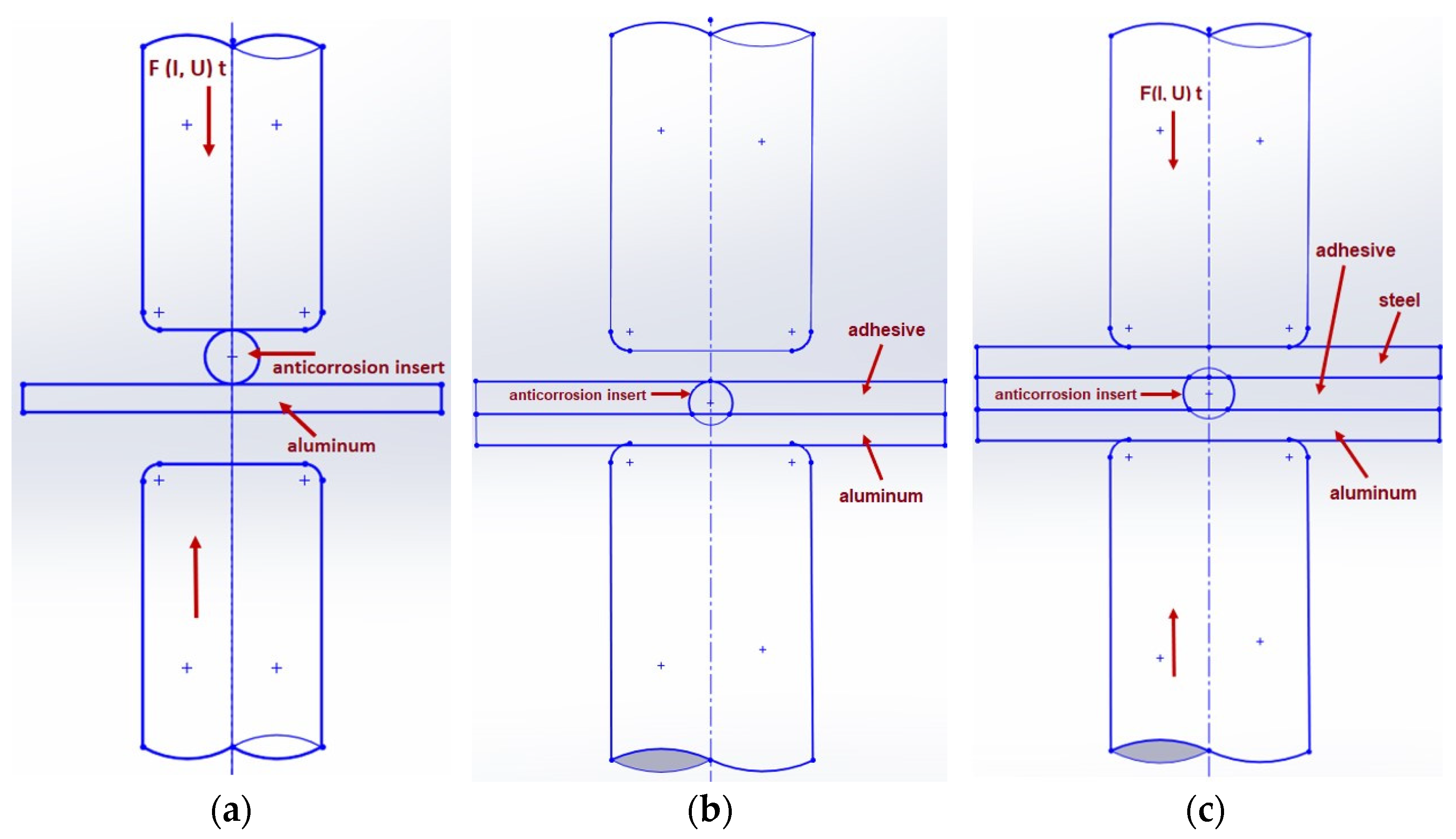
Figure 3.
Schematic representation of joint formation using adhesive: (a) welding of insert element to aluminum, (b) application of adhesive on aluminum substrate, (c) welding of steel plate to insert–aluminum joint.
Figure 3.
Schematic representation of joint formation using adhesive: (a) welding of insert element to aluminum, (b) application of adhesive on aluminum substrate, (c) welding of steel plate to insert–aluminum joint.
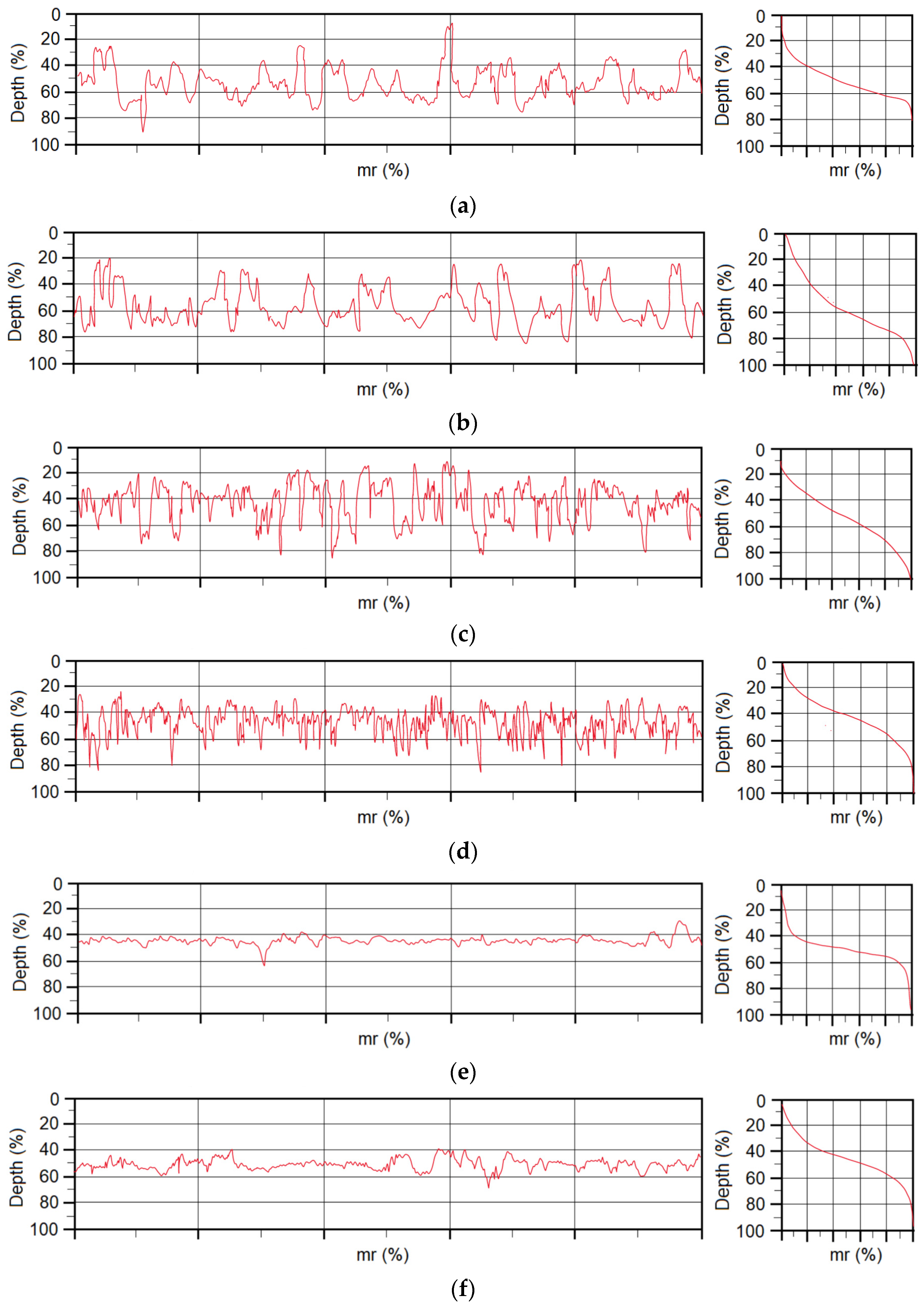
Figure 4.
Profilograph of materials in initial state as well as treated with adhesion promoter: (a) DC initial surface, (b) DC + adhesion promoter, (c) TL initial surface, (d) TL + adhesion promoter, (e) Al initial surface and (f) Al + adhesion promoter.
Figure 4.
Profilograph of materials in initial state as well as treated with adhesion promoter: (a) DC initial surface, (b) DC + adhesion promoter, (c) TL initial surface, (d) TL + adhesion promoter, (e) Al initial surface and (f) Al + adhesion promoter.
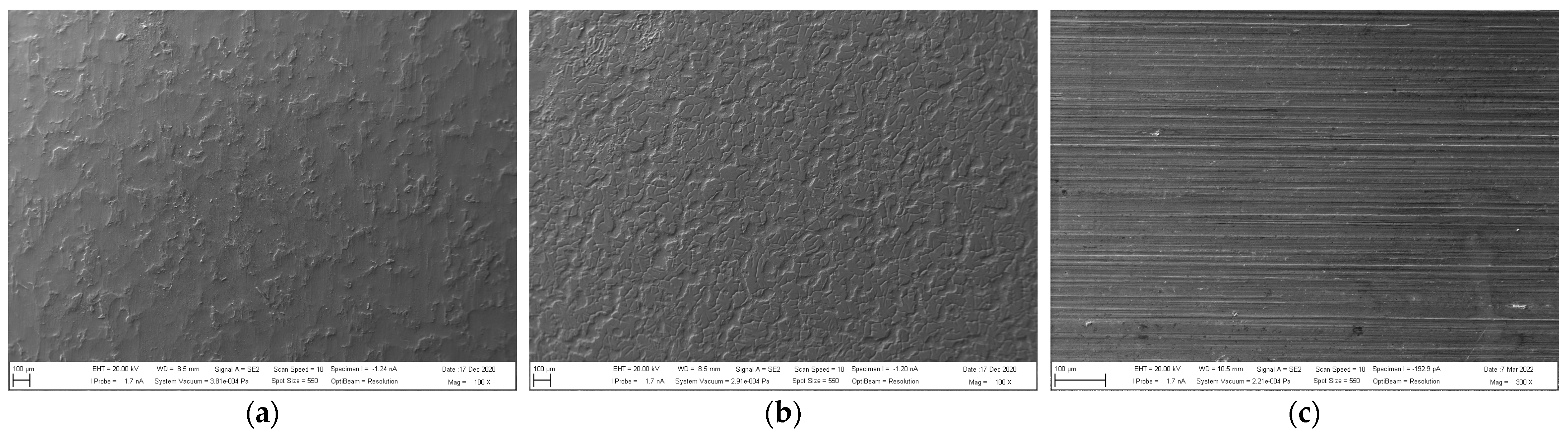
Figure 5.
Appearance of materials treated with adhesion promoter: (a) DC, (b) TL and (c) Al.
Figure 5.
Appearance of materials treated with adhesion promoter: (a) DC, (b) TL and (c) Al.
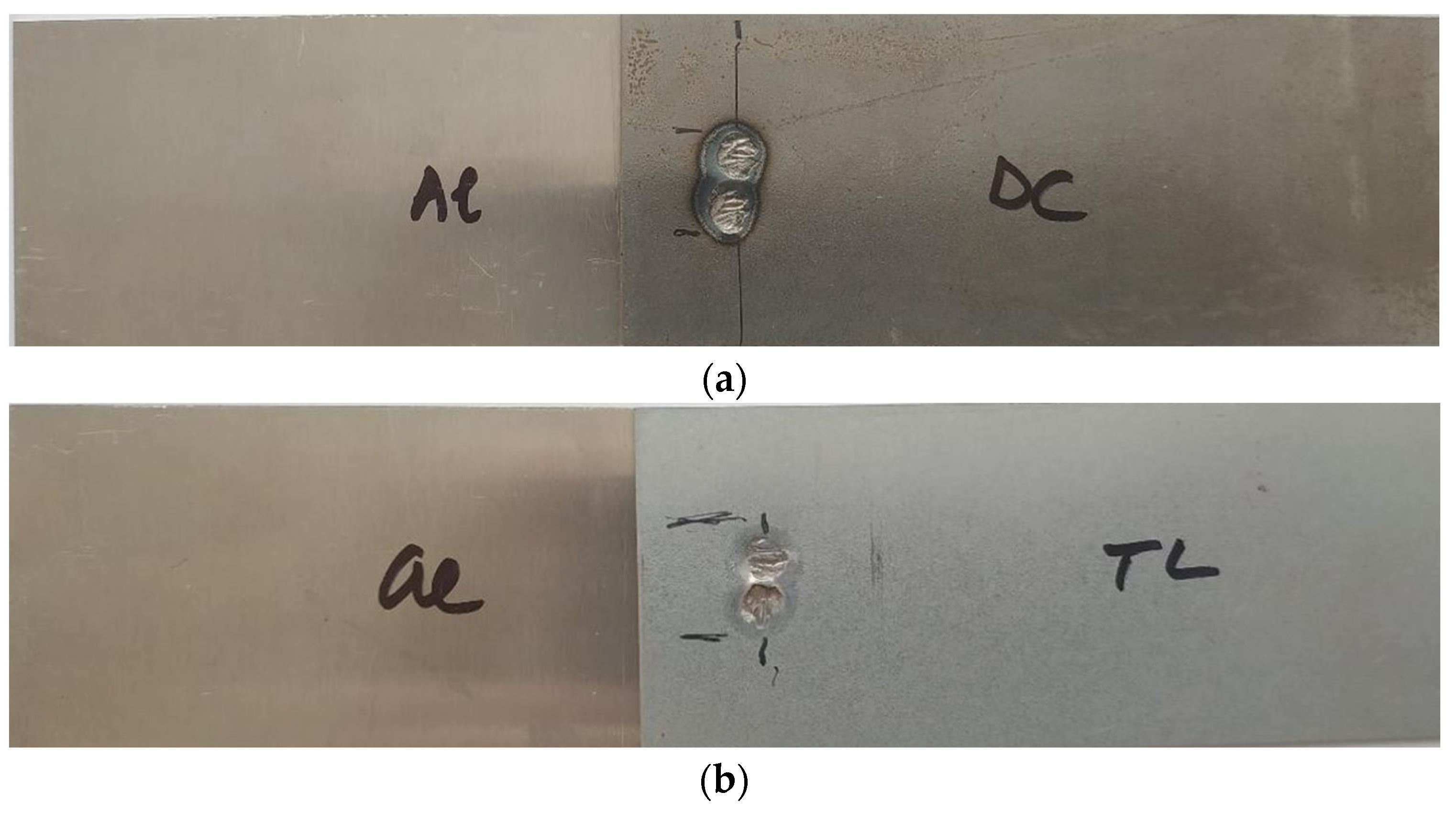
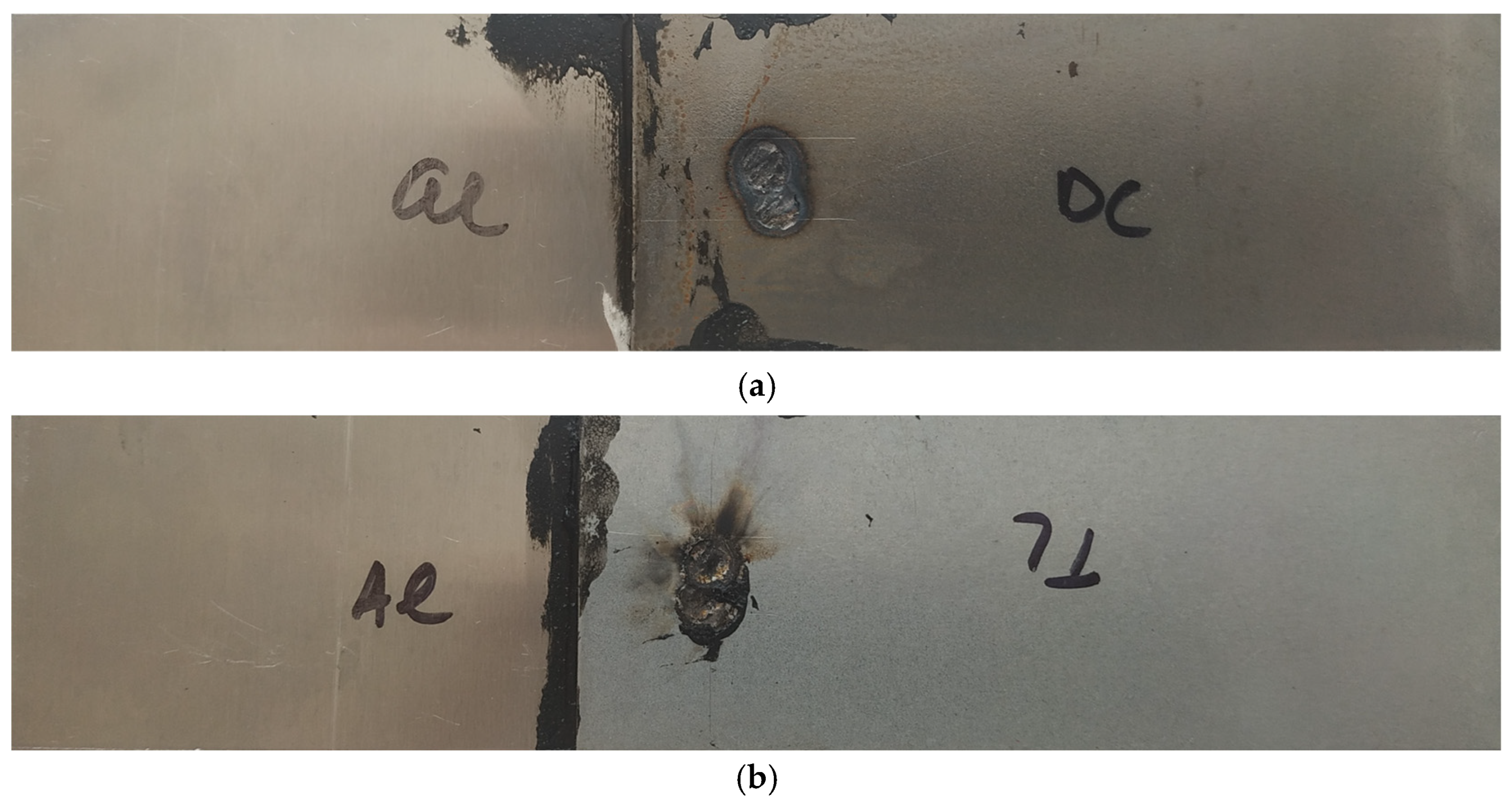
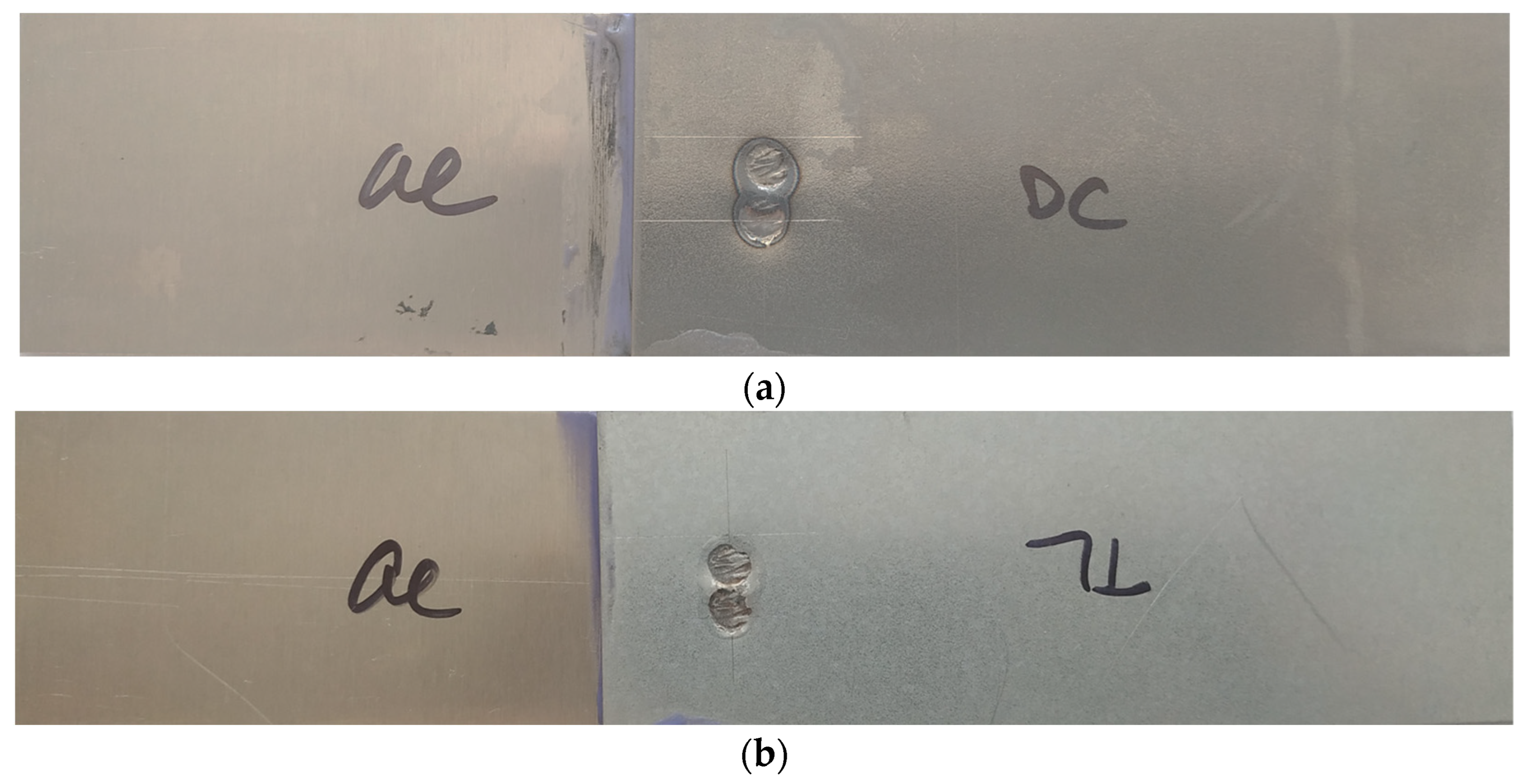
Figure 6.
Appearance of test joints made by resistance spot welding: (a) Al-DC and (b) Al-TL.
Figure 6.
Appearance of test joints made by resistance spot welding: (a) Al-DC and (b) Al-TL.
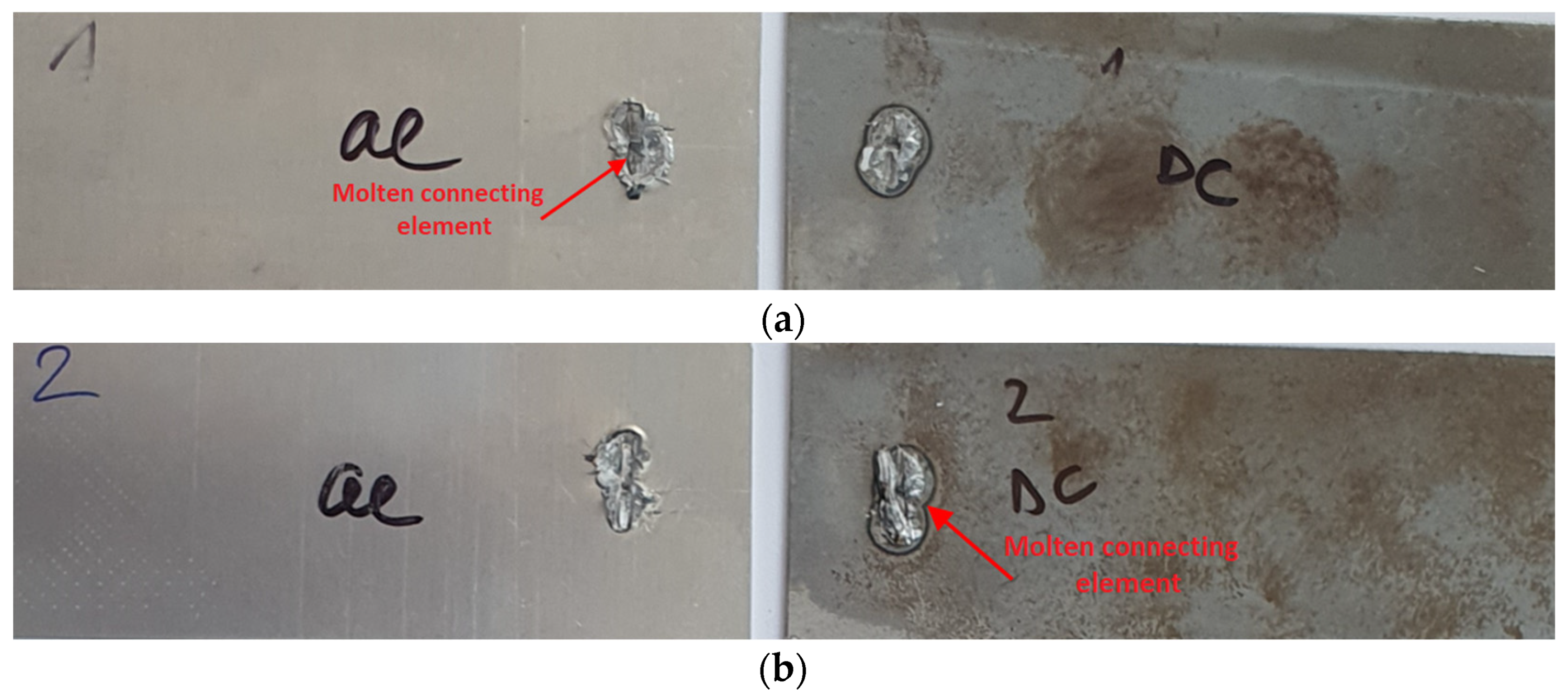
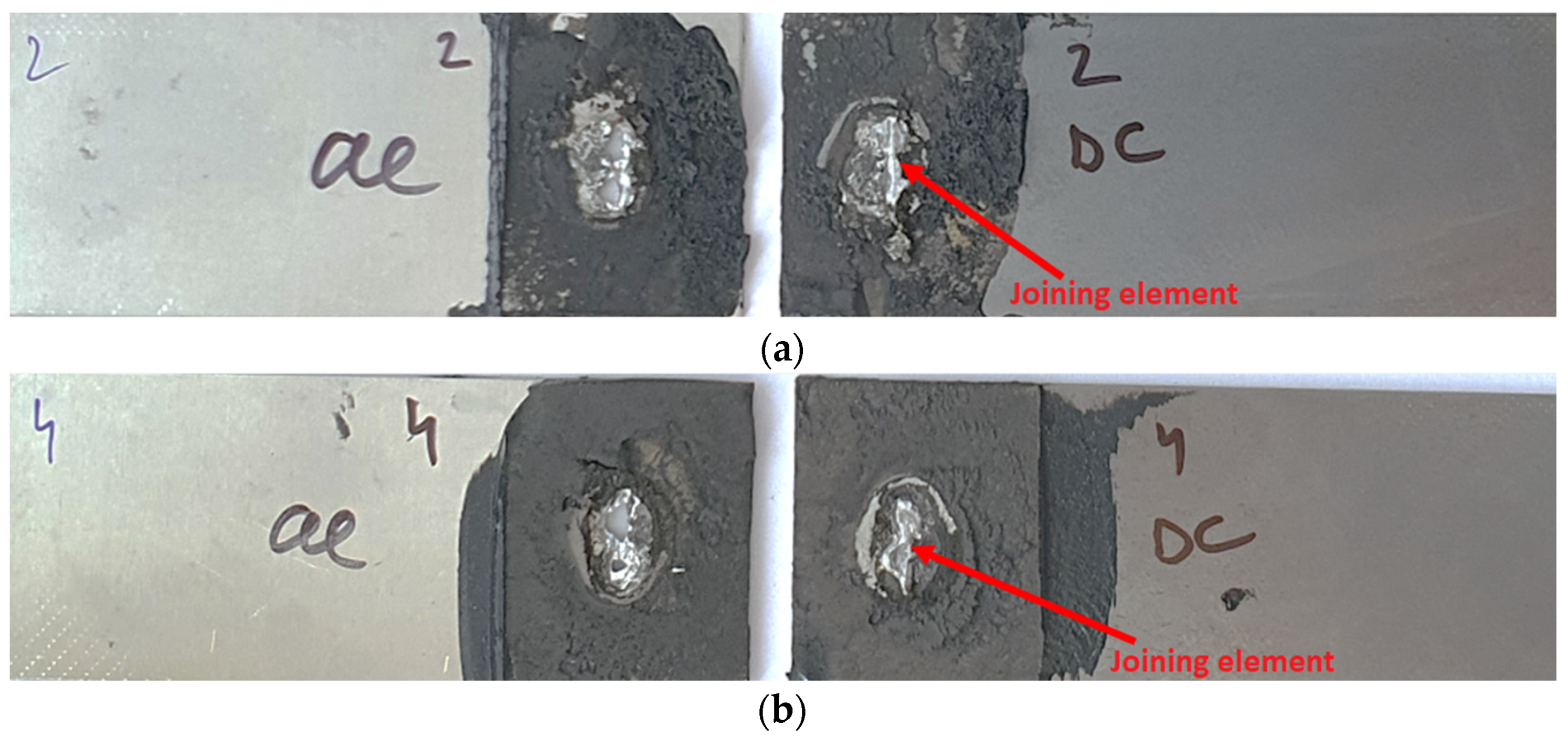
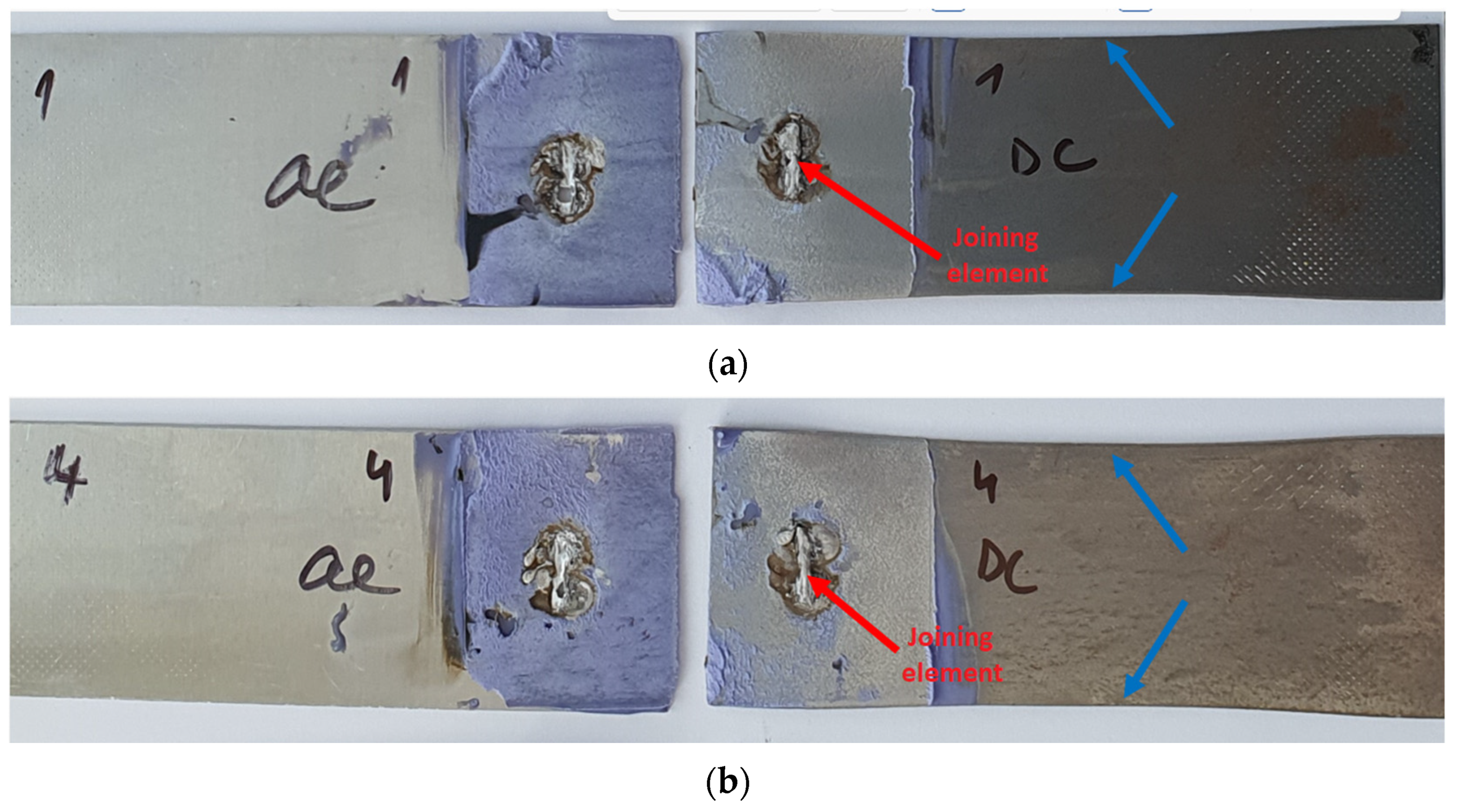
Figure 7.
Fracture surfaces of some Al-DC test joints after tensile shear test: (a) sample 1 and (b) sample 2.
Figure 7.
Fracture surfaces of some Al-DC test joints after tensile shear test: (a) sample 1 and (b) sample 2.
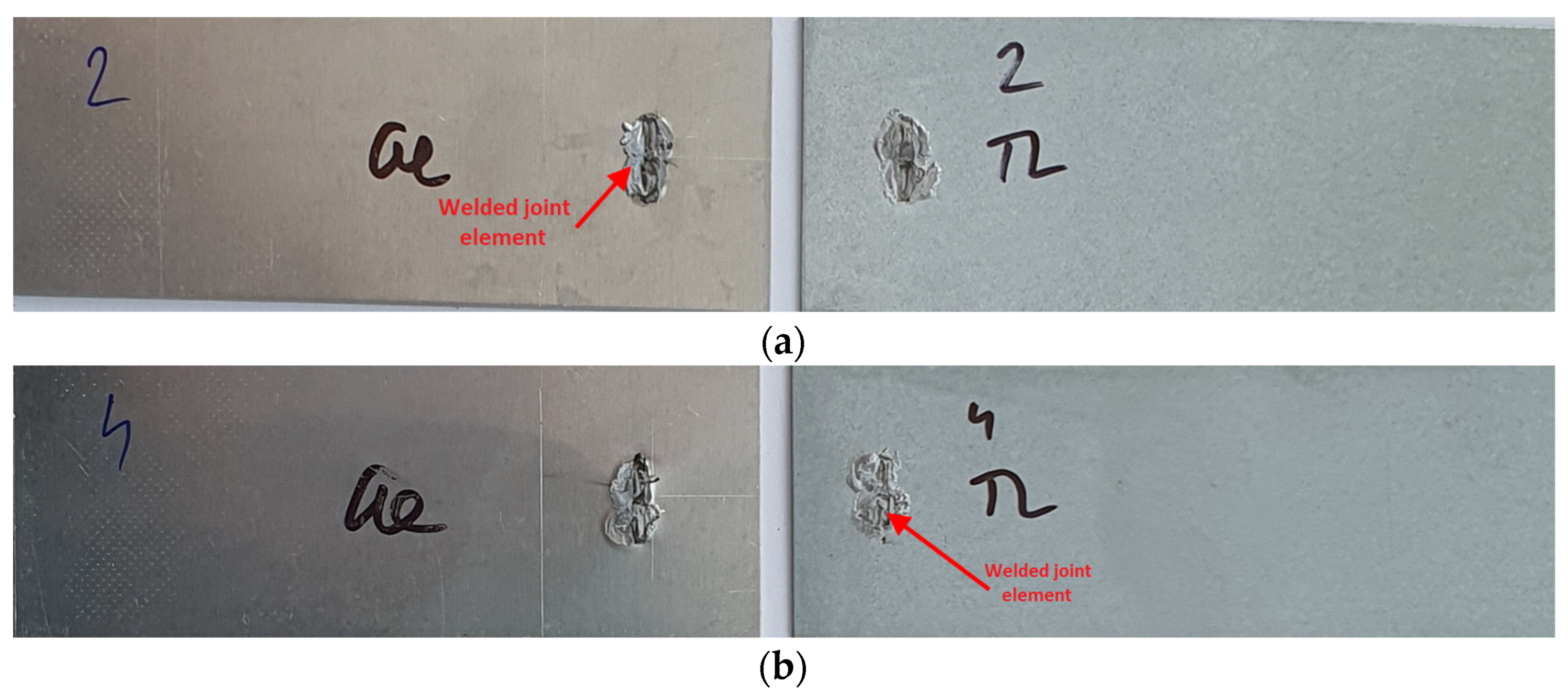
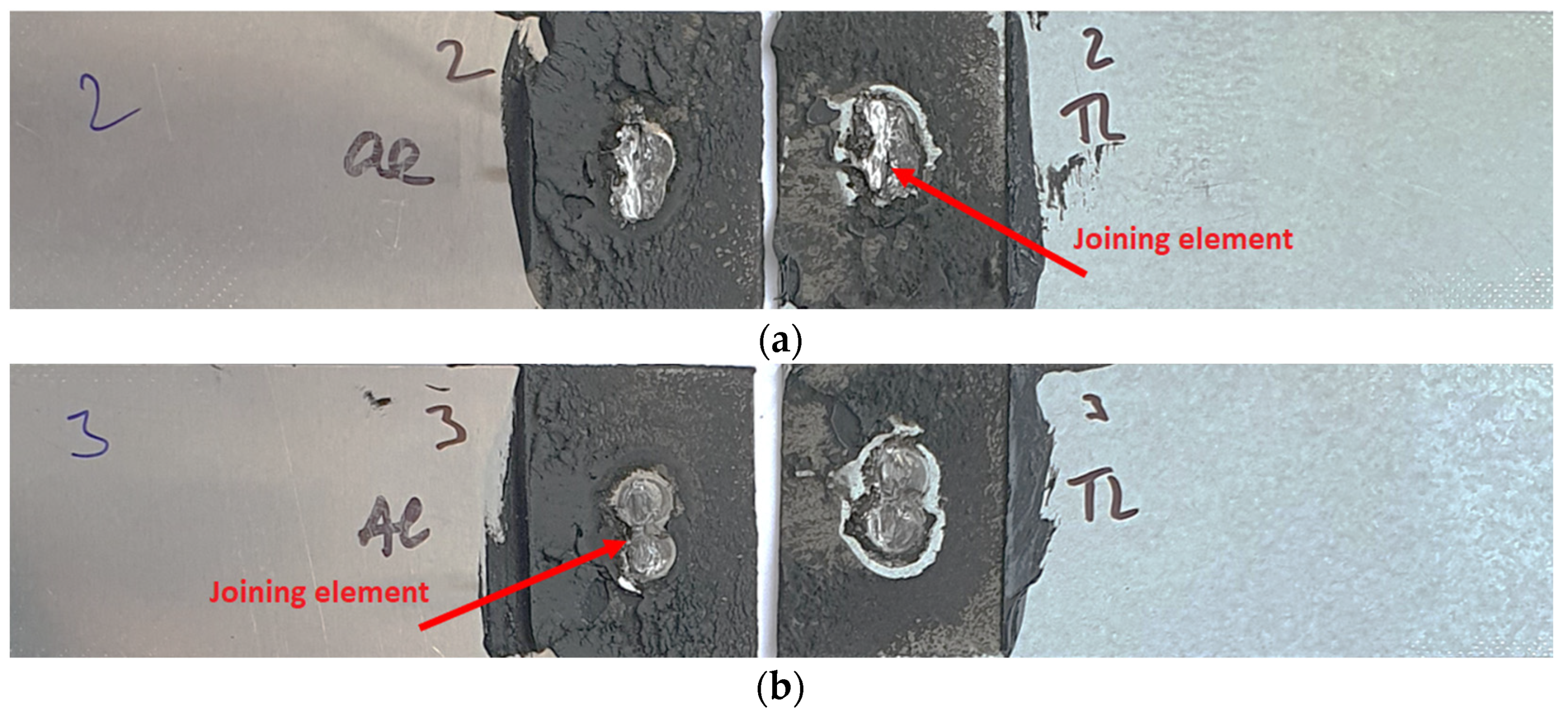
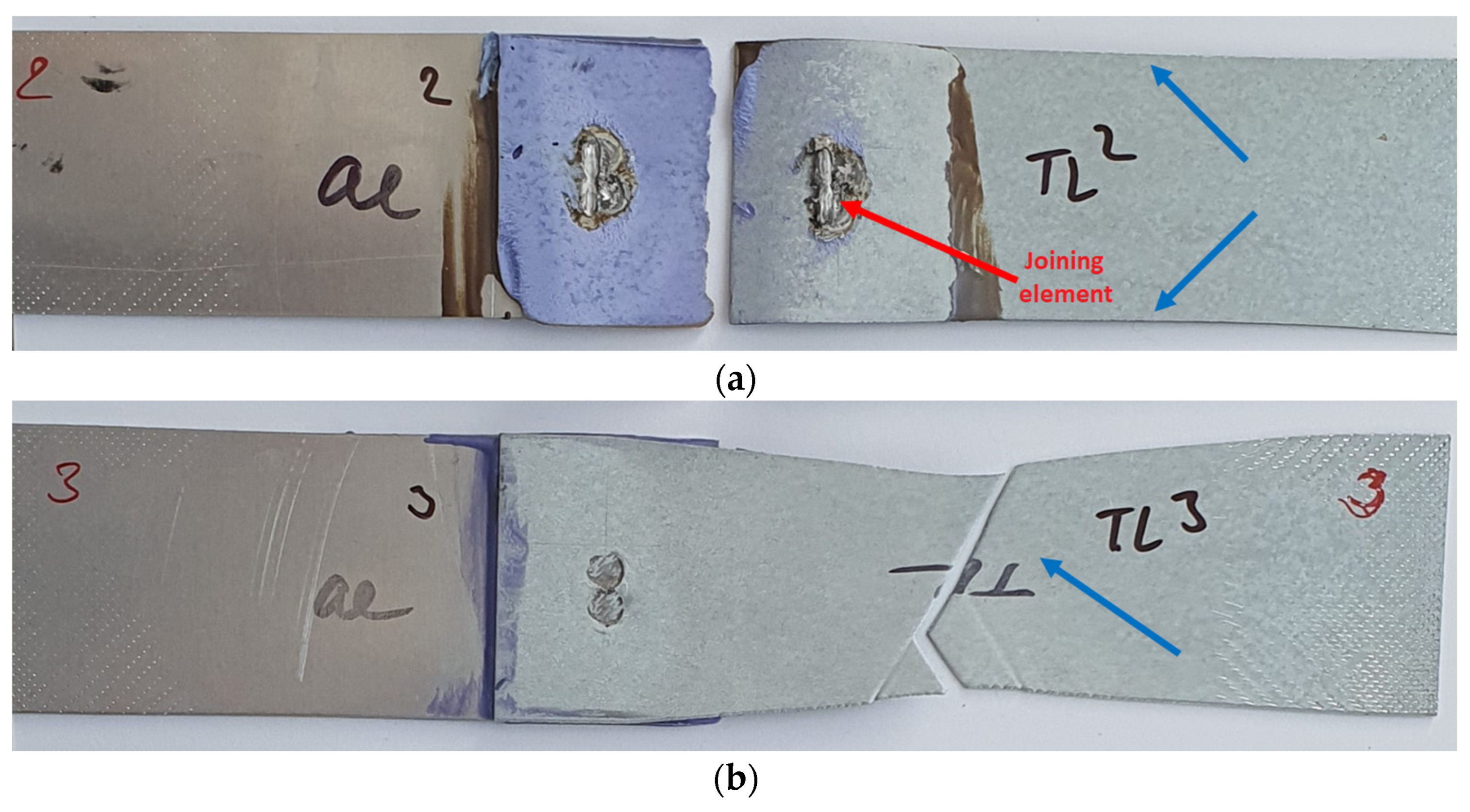
Figure 8.
Fracture surfaces of some Al-TL test joints after tensile shear test: (a) sample 2 and (b) sample 4.
Figure 8.
Fracture surfaces of some Al-TL test joints after tensile shear test: (a) sample 2 and (b) sample 4.
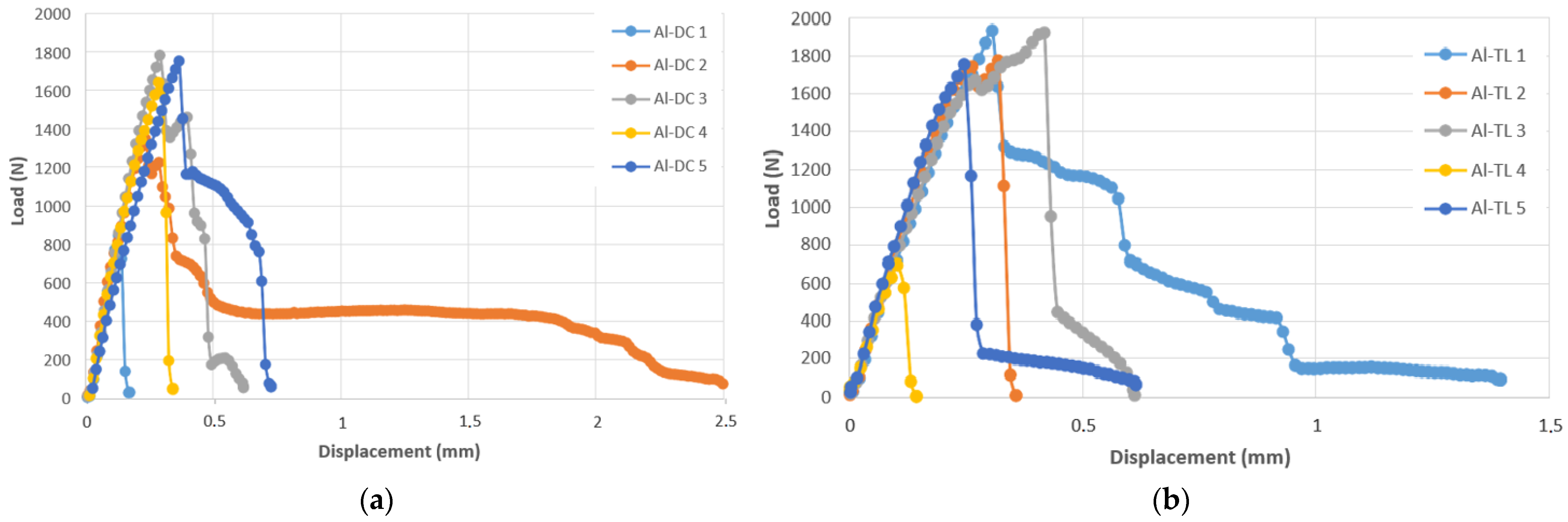
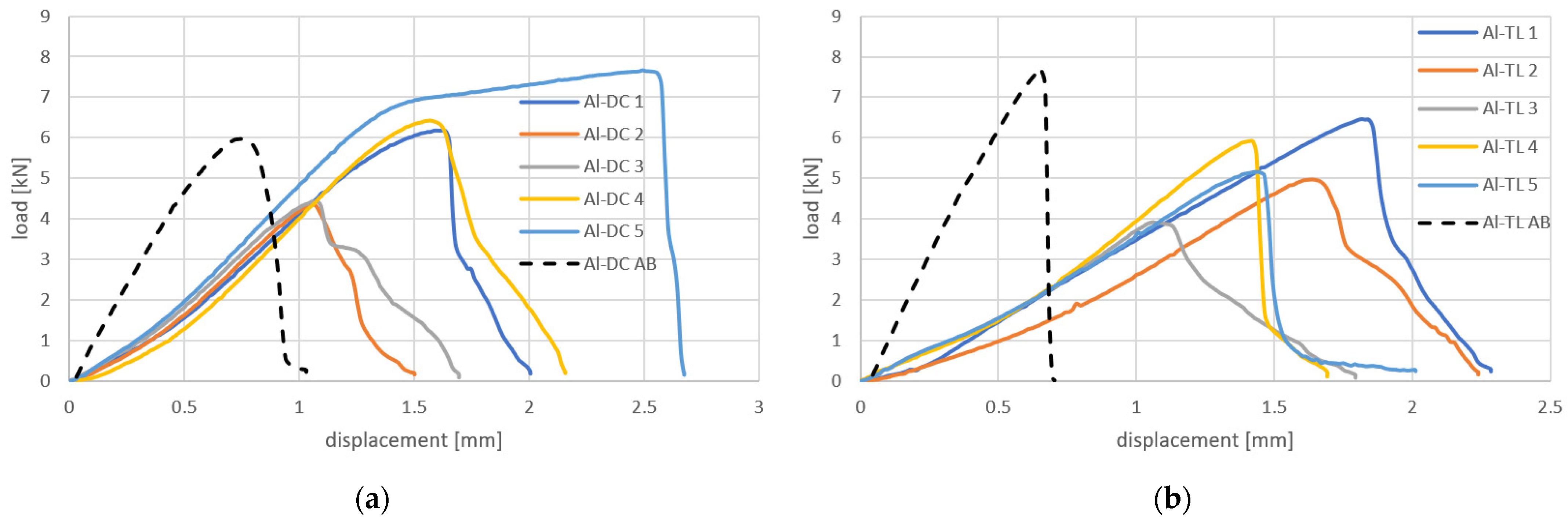
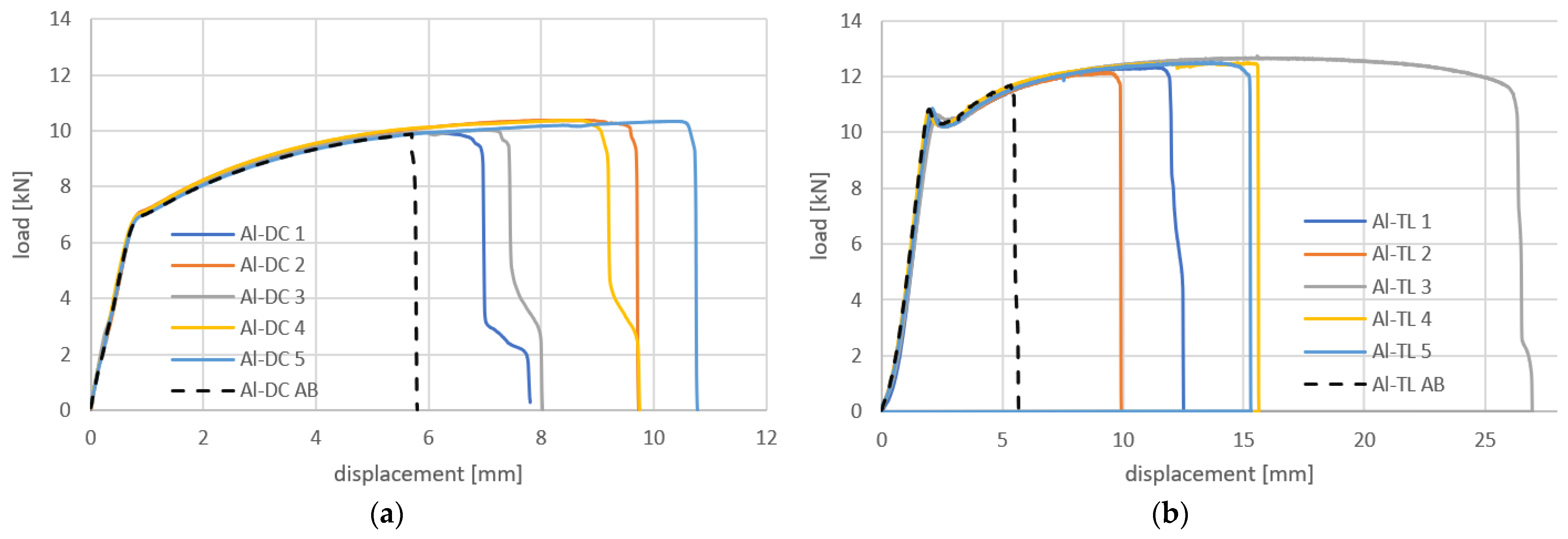
Figure 9.
Load–displacement curves for (a) Al-DC and (b) Al-TL joints.
Figure 9.
Load–displacement curves for (a) Al-DC and (b) Al-TL joints.
Figure 10.
Appearance of test joints made by resistance spot welding and AB: (a) Al-DC and (b) Al-TL, rubber based adhesive.
Figure 10.
Appearance of test joints made by resistance spot welding and AB: (a) Al-DC and (b) Al-TL, rubber based adhesive.
Figure 11.
Fracture surfaces of Al-DC test joints made by resistance spot welding and AB after tensile shear test: (a) sample 2 and (b) sample 4, rubber based adhesive.
Figure 11.
Fracture surfaces of Al-DC test joints made by resistance spot welding and AB after tensile shear test: (a) sample 2 and (b) sample 4, rubber based adhesive.
Figure 12.
Fracture surfaces of Al-TL test joints made by resistance spot welding and AB after tensile shear test: (a) sample 2 and (b) sample 3, rubber based adhesive.
Figure 12.
Fracture surfaces of Al-TL test joints made by resistance spot welding and AB after tensile shear test: (a) sample 2 and (b) sample 3, rubber based adhesive.
Figure 13.
Load–displacement curves for (a) Al-DC and (b) Al-TL joints made by resistance spot welding + AB, compared with adhesive bonding only (dashed black line).
Figure 13.
Load–displacement curves for (a) Al-DC and (b) Al-TL joints made by resistance spot welding + AB, compared with adhesive bonding only (dashed black line).
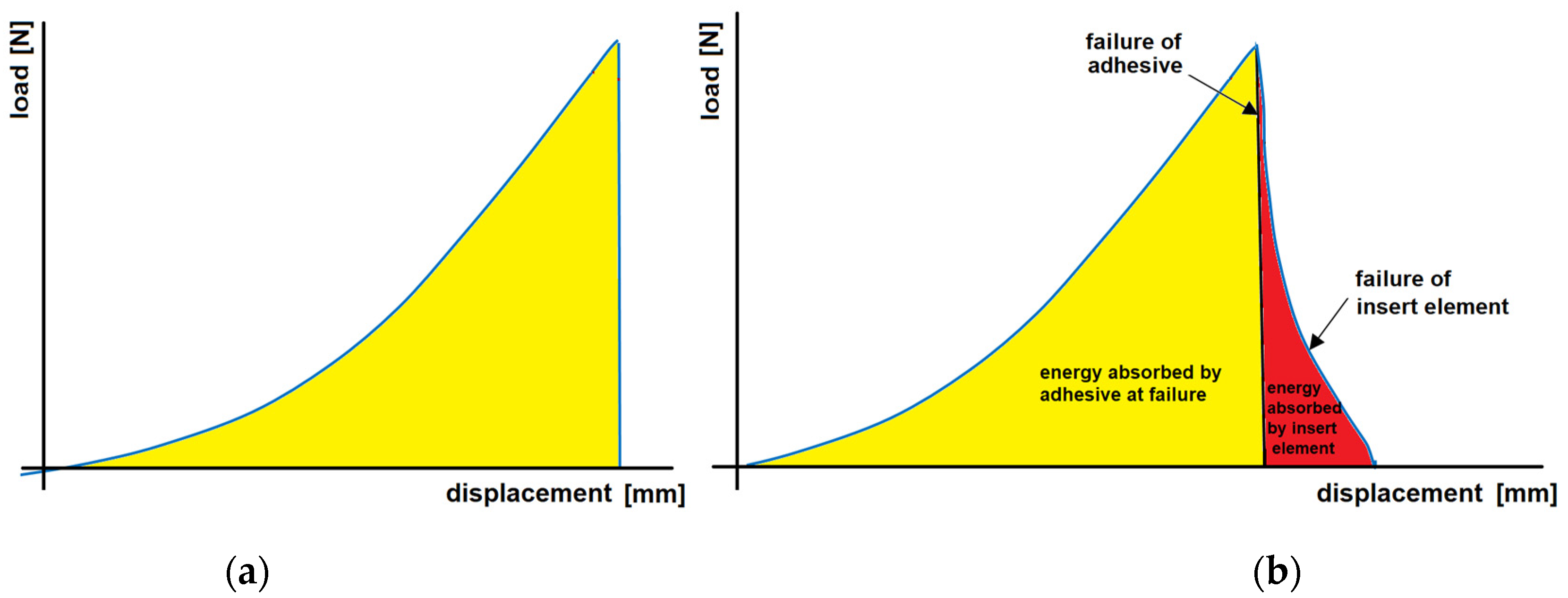
Figure 14.
Load–displacement curve for (a) pure adhesive-bonded joint and (b) hybrid welded joint combined with adhesive bonding.
Figure 14.
Load–displacement curve for (a) pure adhesive-bonded joint and (b) hybrid welded joint combined with adhesive bonding.
Figure 15.
Appearance of test joints made by resistance spot welding and AB: (a) Al-DC and (b) Al-TL, epoxy based adhesive.
Figure 15.
Appearance of test joints made by resistance spot welding and AB: (a) Al-DC and (b) Al-TL, epoxy based adhesive.
Figure 16.
Fracture surfaces of Al-DC test joints made by resistance spot welding and AB after tensile shear test: (a) sample 1 and (b) sample 4, epoxy based adhesive.
Figure 16.
Fracture surfaces of Al-DC test joints made by resistance spot welding and AB after tensile shear test: (a) sample 1 and (b) sample 4, epoxy based adhesive.
Figure 17.
Fracture surfaces of Al-TL test joints made by resistance spot welding and AB after tensile shear test: (a) sample 2 and (b) sample 3, epoxy based adhesive.
Figure 17.
Fracture surfaces of Al-TL test joints made by resistance spot welding and AB after tensile shear test: (a) sample 2 and (b) sample 3, epoxy based adhesive.
Figure 18.
Load–displacement curves for (a) Al-DC and (b) Al-TL joints made by resistance spot welding + AB, compared with adhesive bonding only (black dashed line).
Figure 18.
Load–displacement curves for (a) Al-DC and (b) Al-TL joints made by resistance spot welding + AB, compared with adhesive bonding only (black dashed line).
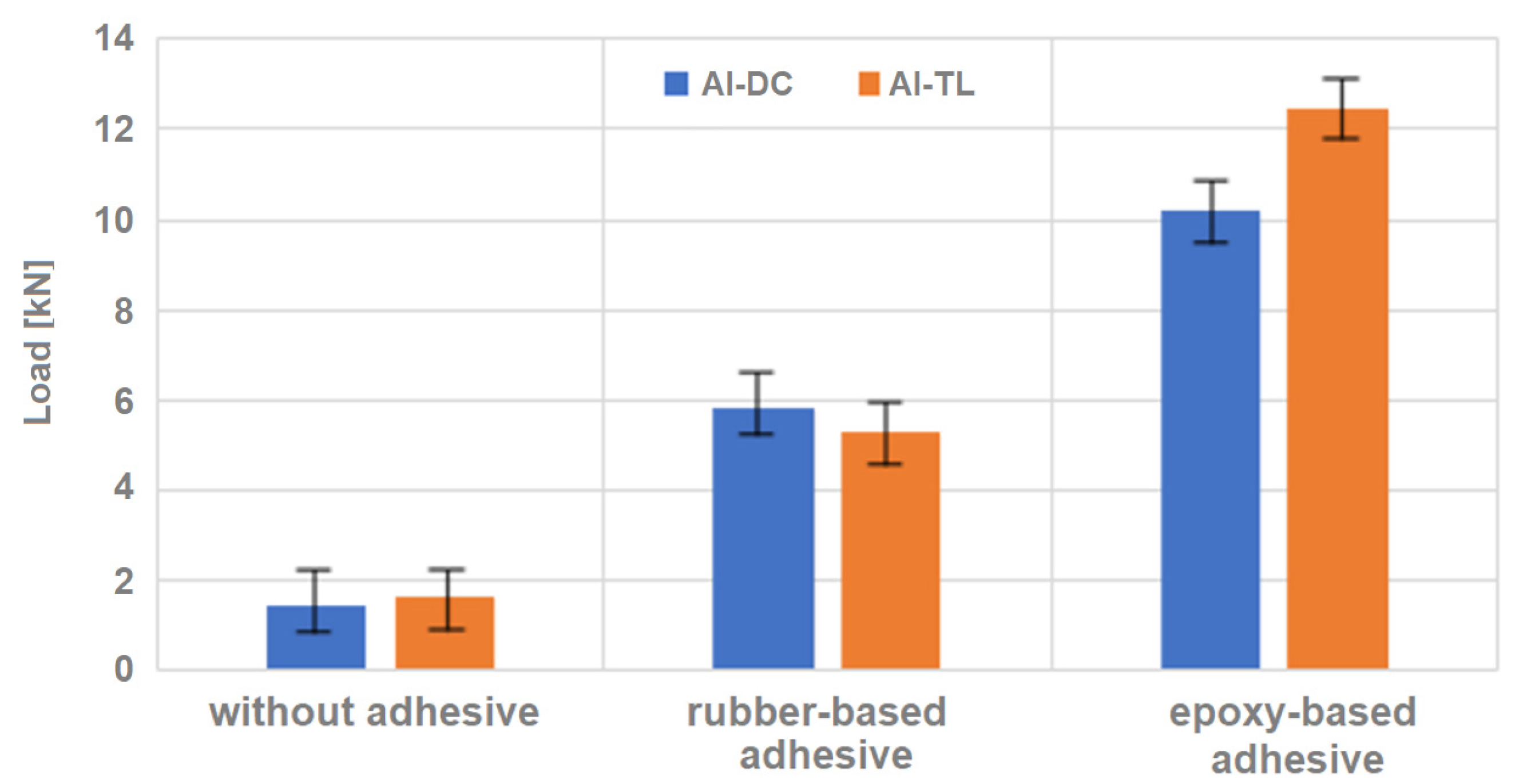
Figure 19.
Tensile shear test results of Al-DC and AL-TL samples without adhesive and with two types of adhesives.
Figure 19.
Tensile shear test results of Al-DC and AL-TL samples without adhesive and with two types of adhesives.
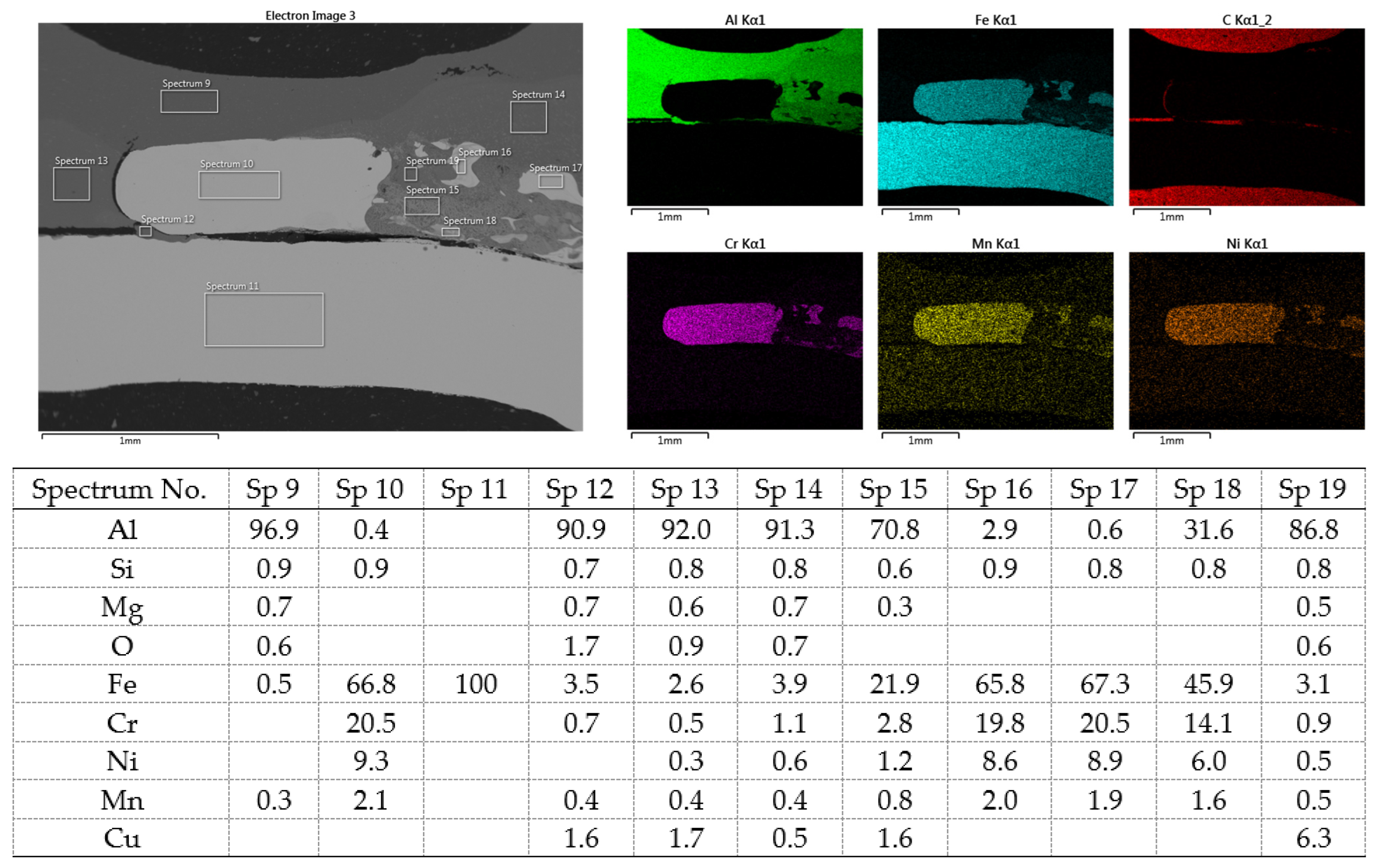
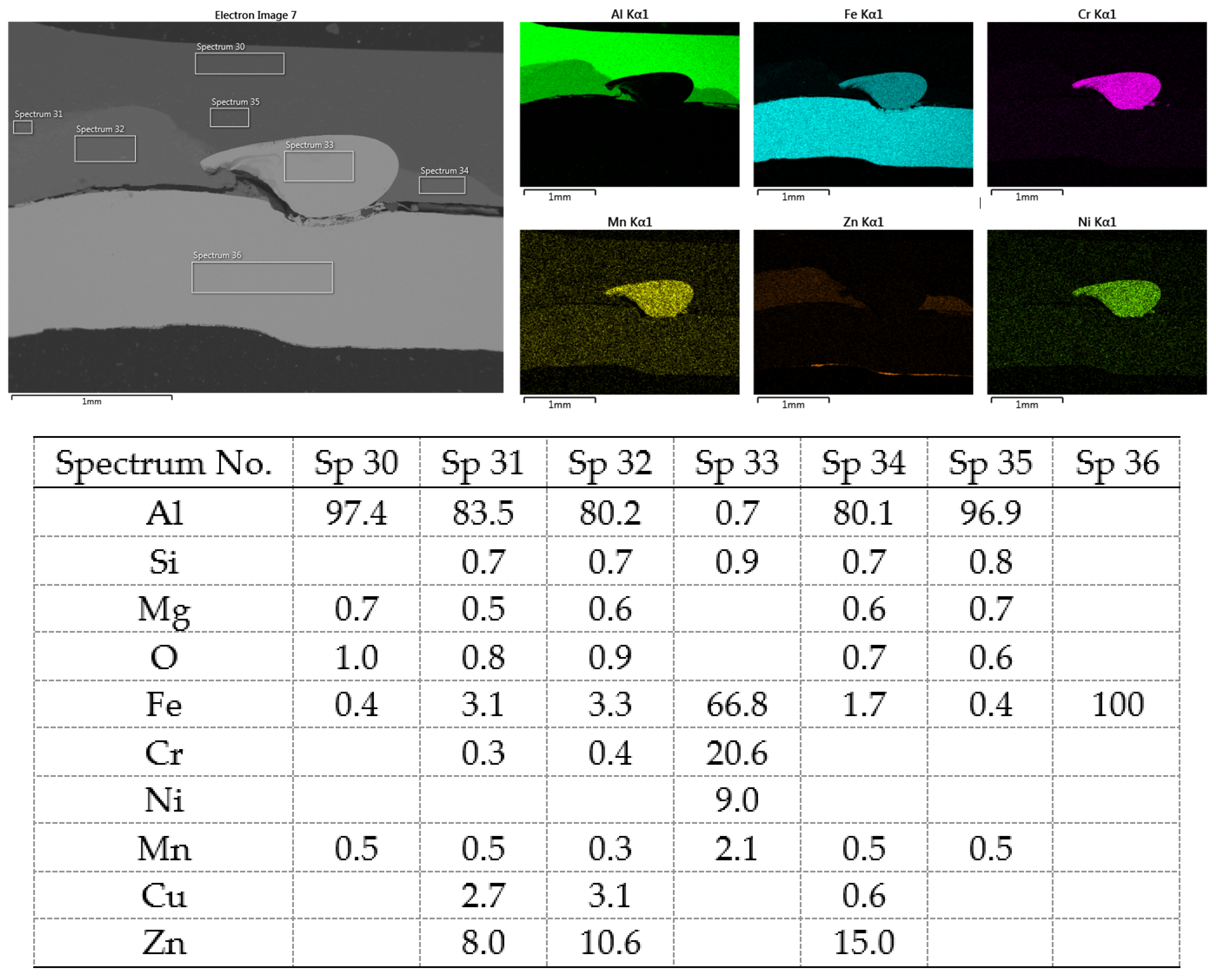
Figure 20.
SEM analysis of Al-DC connection, distribution element maps and EDX spectra.
Figure 20.
SEM analysis of Al-DC connection, distribution element maps and EDX spectra.
Figure 21.
SEM analysis of Al-DC connection, distribution element maps and EDX spectra-detail.
Figure 21.
SEM analysis of Al-DC connection, distribution element maps and EDX spectra-detail.
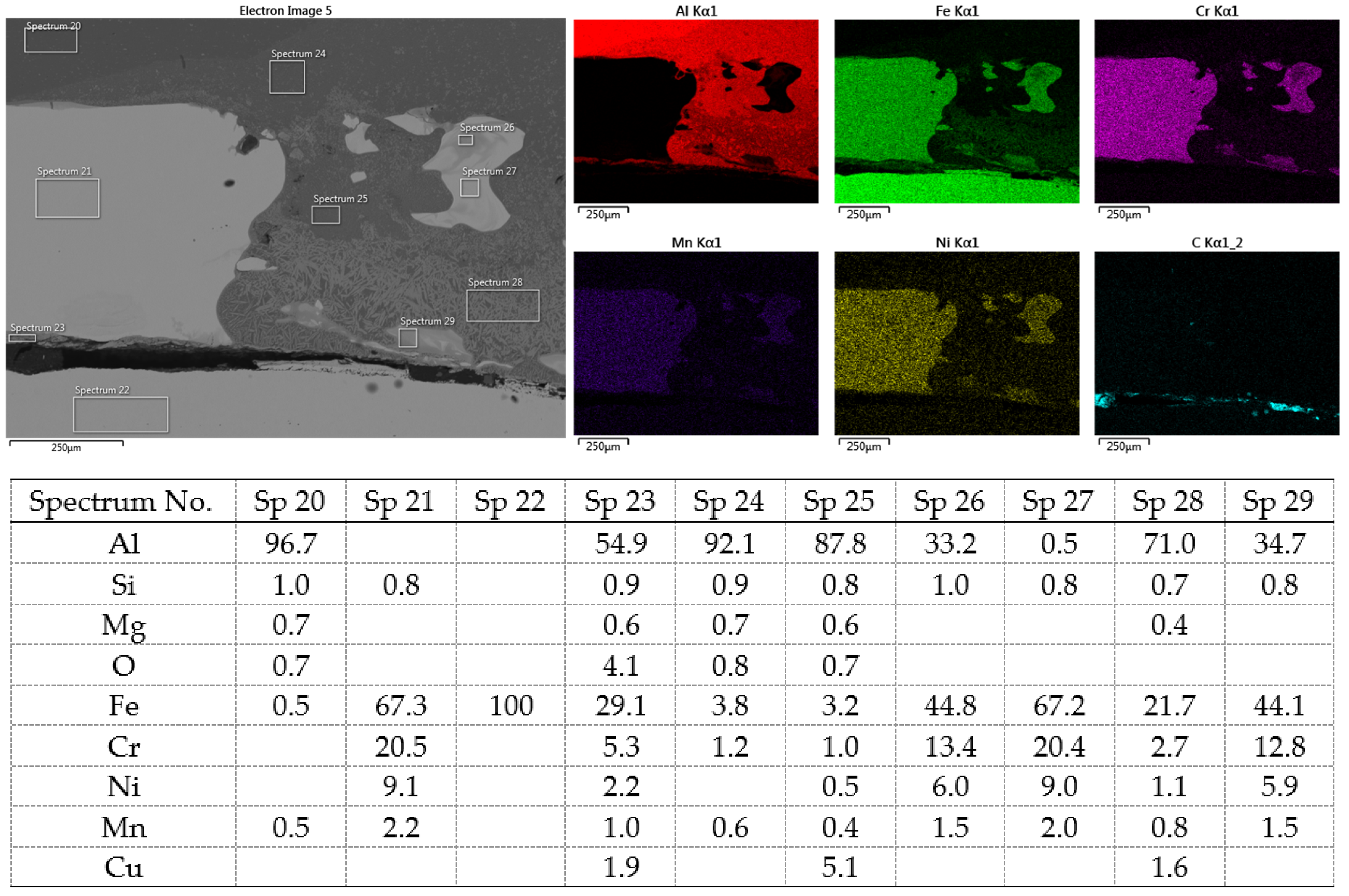
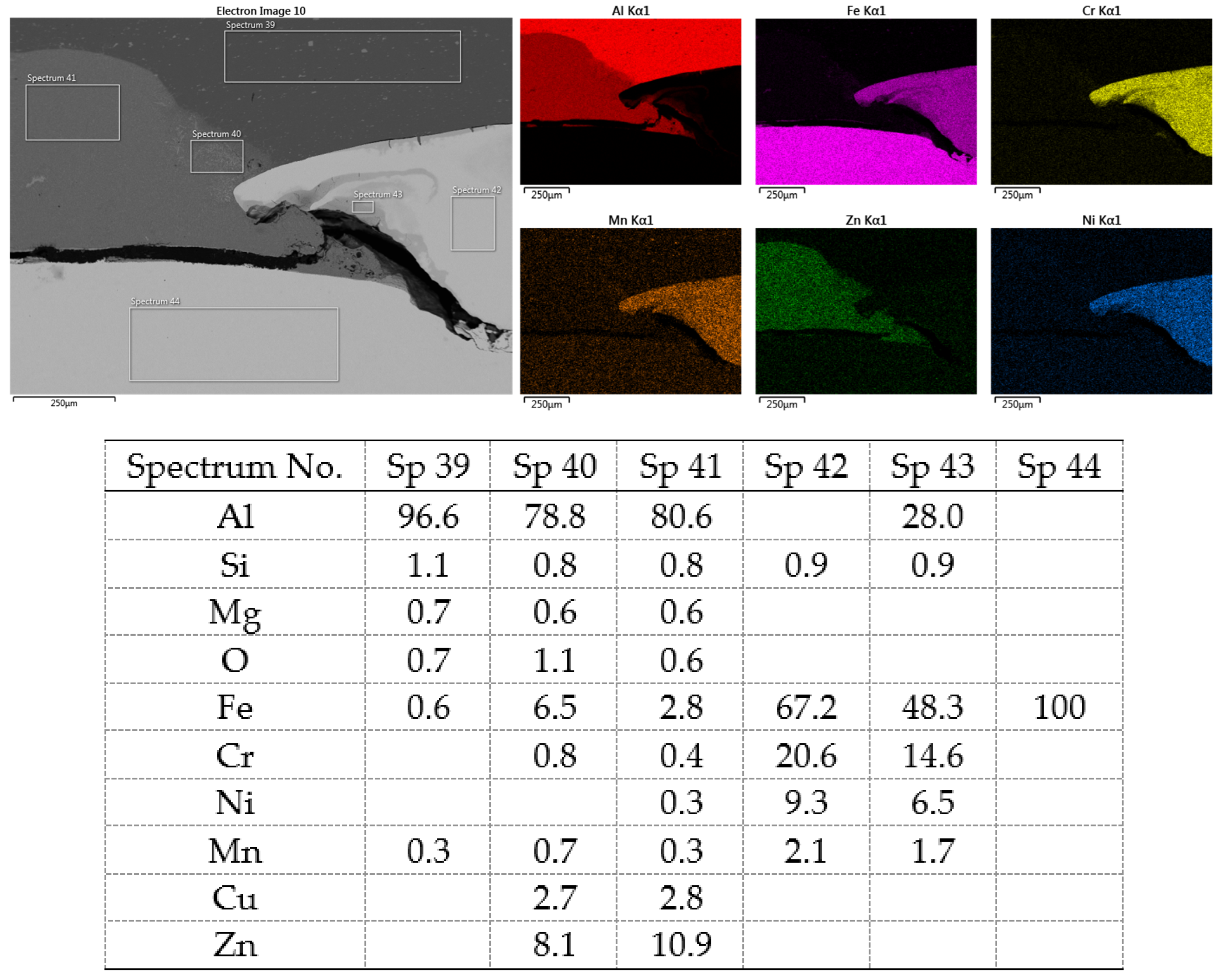
Figure 22.
SEM analysis of Al-TL connection, distribution element maps and EDX spectra.
Figure 22.
SEM analysis of Al-TL connection, distribution element maps and EDX spectra.
Figure 23.
SEM analysis of Al-TL connection, distribution element maps and EDX spectra-detail.
Figure 23.
SEM analysis of Al-TL connection, distribution element maps and EDX spectra-detail.
Table 1.
Mechanical properties and some specific conditions of materials.
Table 1.
Mechanical properties and some specific conditions of materials.
| | YS [MPa] | UTS [MPa] | Elongation [%] | Thickness [mm] | Conditions |
|---|
| DC | 197 | 327 | 39 | 0.8 | Electrostatically oiled |
| TL | 292 | 373 | 34 | 0.8 | Zn-coated |
| Al | 290 | 340 | 14 | 1.0 | Solution-treated, artificially aged |
Table 2.
Chemical composition of materials, wt. %.
Table 2.
Chemical composition of materials, wt. %.
| DC |
| C | Mn | P | S | Fe | | | | | |
| 0.040 | 0.250 | 0.009 | 0.008 | bal. | | | | | |
| TL |
| C | Mn | Si | P | S | Al | Nb | Ti | Cu | Fe |
| 0.100 | 1.000 | 0.500 | 0.080 | 0.030 | 0.015 | 0.100 | 0.150 | 0.200 | bal. |
| Al |
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | |
| 1.00 | 0.40 | 0.06 | 0.44 | 0.70 | 0.02 | 0.08 | 0.03 | bal. | |
Table 3.
Number of joints made by resistance spot welding (RSW) and hybrid RSW and adhesive bonding (AB) technology.
Table 3.
Number of joints made by resistance spot welding (RSW) and hybrid RSW and adhesive bonding (AB) technology.
| | RSW | RSW + Adhesive 1 | RSW + Adhesive 2 |
|---|
| DC-Al | 5 | 5 | 5 |
| TL-Al | 5 | 5 | 5 |
Table 4.
Spot resistance welding parameters.
Table 4.
Spot resistance welding parameters.
| | Stage 1 | Stage 2 |
|---|
| Welding force, F [kN] | 2 | 4 |
| Welding time, t [ms] | 10 | 16 |
| Welding power, I [kA] | 8 | 12 |
Table 5.
Chemical composition of insert element, wt. %.
Table 5.
Chemical composition of insert element, wt. %.
| | C | Mn | Si | Cr | Ni | Mo | Cu | Fe |
|---|
| ER 308LSi | 0.02 | 1.8 | 0.85 | 20 | 10 | 0.2 | 0.2 | bal. |
Table 6.
Selected properties of adhesives, given by adhesive producer (Henkel AG & Co., KGaA, Düsseldorf, Germany).
Table 6.
Selected properties of adhesives, given by adhesive producer (Henkel AG & Co., KGaA, Düsseldorf, Germany).
| | TEROSON RB 5197 | TEROSON EP 5090 |
|---|
| E-module | 880 MPa | 2 GPa |
| Tensile strength | 12 MPa | 35 MPa |
| Elongation at break | 10% | 10% |
| Poisson’s ratio | 0.4 | 0.4 |
| Shear strength (DIN EN 1465) | at 20 °C >15 MPa | >30 MPa |
| Layer thickness | 0.2 mm | 0.2 mm |
Table 7.
Selected parameters of surface microgeometry.
Table 7.
Selected parameters of surface microgeometry.
| | Ra [µm] | Rz [µm] | RSm [µm] | RPc [-/cm] |
|---|
| DC initial surface | 0.87 | 5.12 | 300.30 | 34.20 |
| DC + adhesion promoter | 0.94 | 4.66 | 256.80 | 39.86 |
| TL initial surface | 1.00 | 5.11 | 137.8 | 73.76 |
| TL + adhesion promoter | 0.62 | 4.03 | 83.0 | 120.94 |
| Al initial surface | 0.15 | 1.04 | 142 | 74.00 |
| Al + adhesion promoter | 0.24 | 1.61 | 202 | 51.00 |
Table 8.
Maximum load Fmax [N] and stress σ [MPa] in substrates.
Table 8.
Maximum load Fmax [N] and stress σ [MPa] in substrates.
| | | Al-DC | | Al-TL |
|---|
| Sample No. | Fmax (Al-DC) | σ (DC) | σ (Al) | Fmax (Al-TL) | σ (TL) | σ (Al) |
|---|
| 1 | 848 | 26.52 | 21.22 | 1933 | 60.42 | 48.33 |
| 2 | 1351 | 42.22 | 33.77 | 1778 | 55.56 | 44.44 |
| 3 | 1785 | 55.78 | 44.62 | 1923 | 60.10 | 48.08 |
| 4 | 1645 | 51.39 | 41.11 | 700 | 21.86 | 17.48 |
| 5 | 1755 | 54.84 | 43.87 | 1758 | 54.94 | 43.95 |
Table 9.
Maximum load Fmax [N] and stress σ [MPa] in substrates used in welded-bonded joints (rubber-based adhesive).
Table 9.
Maximum load Fmax [N] and stress σ [MPa] in substrates used in welded-bonded joints (rubber-based adhesive).
| | | Al-DC + AB | | Al-TL + AB |
|---|
| Sample No. | Fmax (Al-DC) | σ (DC) | σ (Al) | Fmax (Al-TL) | σ (TL) | σ (Al) |
|---|
| 1 | 6180 | 193.15 | 154.52 | 6462 | 201.95 | 161.56 |
| 2 | 4356 | 136.11 | 108.89 | 4979 | 155.58 | 124.46 |
| 3 | 4431 | 138.47 | 110.77 | 3923 | 122.60 | 98.08 |
| 4 | 6419 | 200.59 | 160.47 | 5927 | 185.21 | 148.17 |
| 5 | 7677 | 239.90 | 191.92 | 5149 | 160.91 | 128.73 |
Table 10.
Maximum load Fmax [N] and stress σ [MPa] in substrates used in welded-bonded joints (epoxy-based adhesive).
Table 10.
Maximum load Fmax [N] and stress σ [MPa] in substrates used in welded-bonded joints (epoxy-based adhesive).
| | | Al-DC + AB | | Al-TL + AB |
|---|
| Sample No. | Fmax (Al-DC) | σ (DC) | σ (Al) | Fmax (Al-TL) | σ (TL) | σ (Al) |
|---|
| 1 | 9951 | 310.99 | 248.79 | 12,082 | 377.57 | 302.05 |
| 2 | 10,368 | 324.01 | 259.20 | 12,351 | 385.97 | 308.77 |
| 3 | 10,039 | 313.71 | 250.96 | 12,117 | 378.65 | 302.92 |
| 4 | 10,389 | 324.65 | 259.72 | 12,716 | 397.38 | 317.90 |
| 5 | 10,336 | 323.01 | 258.40 | 12,506 | 390.80 | 312.64 |
Table 11.
SEM analysis of cross-sections and fracture surfaces of welded joints.


 ,
, 


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





