
Improvement in Processability for Injection Molding of Bisphenol-A Polycarbonate by Addition of Low-Density Polyethylene

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Measurements
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grigo, U.; Kircher, K.; Muller, P.R. Polycarbonate. In Engineering Thermoplastics; Bottenbruch, L., Ed.; Hanser: Munich, Germany, 1996; Chapter 3. [Google Scholar]
- Legrand, D.G.; Bendler, J.T. Handbook of Polycarbonate: Science and Technology; Marcel Dekker: New York, NY, USA, 2000. [Google Scholar]
- Kyriacos, D. Polycarbonates. In Brydson’s Plastics Materials, 8th ed.; Gilbert, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; Chapter 17. [Google Scholar]
- Isayev, A. Injection Compression Molding Fundamentals; Marcel Dekker: New York, NY, USA, 1987. [Google Scholar]
- Chen, S.C.; Turng, L.S. Advanced Injection Molding; Hanser: Munich, Germany, 2016. [Google Scholar]
- Kharchenko, S.B.; Migler, K.B.; Hatzikiriakos, S.G. Conventional polymer processing additives. In Polymer Processing Instabilities; Hatzikiriakos, S.G., Migler, K.B., Eds.; Marcel Dekker: New York, NY, USA, 2005. [Google Scholar]
- Kontopoulou, M. Applied Polymer Rheology; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Sako, T.; Date, J.; Hagi, M.; Hiraoka, T.; Matsuoka, S.; Yamaguchi, M. Anomalous viscosity decrease of polycarbonate by addition of polystyrene. Polymer 2019, 170, 135–141. [Google Scholar] [CrossRef]
- Tanaka, Y.; Sako, T.; Hiraoka, T.; Yamaguchi, M.; Yamaguchi, M. Effect of morphology on shear viscosity for binary blends of polycarbonate and polystyrene. J. Appl. Polym. Sci. 2020, 137, 49516. [Google Scholar] [CrossRef]
- Kim, W.N.; Burns, C.M. Thermal behavior, morphology, and the determination of the Flory–Huggins interaction parameter of polycarbonate–polystyrene blends. J. Appl. Polym. Sci. 1987, 34, 945–967. [Google Scholar] [CrossRef]
- Brochard-Wyart, F.; Gay, C.; de Gennes, P.G. Slippage of polymer melts on grafted surfaces. Macromolecules 1996, 29, 377–382. [Google Scholar] [CrossRef]
- Zhao, R.; Macosko, C.W. Slip at polymer–polymer interfaces: Rheological measurements on coextruded multilayers. J. Rheol. 2002, 46, 145–167. [Google Scholar] [CrossRef]
- Zhang, J.; Lodge, T.P.; Macosko, C.W. Interfacial slip reduces polymer-polymer adhesion during coextrusion. J. Rheol. 2006, 50, 41–57. [Google Scholar] [CrossRef] [Green Version]
- Ramachandran, A.; Tsigklifis, K.; Roy, A.; Leal, G. The effect of interfacial slip on the dynamics of a drop in flow: Part I. Stretching, relaxation, and breakup. J. Rheol. 2012, 56, 45–97. [Google Scholar] [CrossRef]
- Jordan, A.M.; Lee, B.; Kim, K.; Ludtke, E.; Lhost, O.; Jaffer, S.A.; Bates, F.S.; Macosko, C.W. Rheology of polymer multilayers: Slip in shear, hardening in extension. J. Rheol. 2019, 63, 751–761. [Google Scholar] [CrossRef]
- Moonprasith, N.; Nasri, M.S.; Saari, R.A.; Phulkerd, P.; Yamaguchi, M. Viscosity decrease by interfacial slippage between immiscible polymers. Polym. Eng. Sci. 2021, 61, 1096–1103. [Google Scholar] [CrossRef]
- Faravelli, T.; Pinciroli, M.; Pisano, F.; Bozzano, G.; Dente, M.; Ranzi, E. Themal degradation of polystyrene. J. Anal. Appl. Pyrolysis 2001, 60, 103–121. [Google Scholar] [CrossRef]
- Kunori, T.; Geil, P.H. Morphology-property relationships in polyvarbponate-based blends. II. Tensile and impact strength. J. Macromol. Sci. Part B Phys. 1980, 18, 135–175. [Google Scholar] [CrossRef]
- Siriprumpoonthum, M.; Nobukawa, S.; Satoh, Y.; Sasaki, H.; Yamaguchi, M. Effect of thermal modification on rheological properties of polyethylene blends. J. Rheol. 2014, 58, 449–466. [Google Scholar] [CrossRef] [Green Version]
- Kunori, T.; Geil, P.H. Morphology-property relationships in polyvarbponate-based blends. I. Modulus. J. Macromol. Sci. Part B Phys. 1980, 18, 93–134. [Google Scholar] [CrossRef]
- Utracki, L.A.; Sammut, P. Rheology of polycarbonate/linear low density polyethylene blends. Polym. Eng. Sci. 1990, 30, 1027–1040. [Google Scholar] [CrossRef]
- Mekhief, N.; Kadi, A.A.; Ajji, A. Blends of modified polycarbonate and high density polyethylene. Polym. Eng. Sci. 1992, 32, 894–902. [Google Scholar] [CrossRef]
- Pham, H.T.; Carriere, C.J. The effect of temperature on the interfacial tension of polycarbonate/polyethylene blends. Polym. Eng. Sci. 1997, 37, 636–639. [Google Scholar] [CrossRef]
- Li, Z.; Huang, C.; Yang, W.; Yang, M.; Huang, R. Morphology dependent double yielding in injection molded polycarbonate/polyethylene blend. Macromol. Mater. Eng. 2004, 289, 1004–1011. [Google Scholar] [CrossRef]
- Wiwattananukul, R.; Hachiya, Y.; Endo, T.; Nobukawa, S.; Yamaguchi, M. Anomalous transfer phenomenon of carbon nanotube in the blend of polyethylene and polycarbonate. Comp. Part B Eng. 2015, 76, 409–414. [Google Scholar] [CrossRef] [Green Version]
- Fan, B.; Wiwattananukul, R.; Yamaguchi, M. Effect of mixing temperature on the carbon nanofiller distribution in immiscible blends of polycarbonate and polyolefin. Eur. Polym. J. 2017, 96, 295–303. [Google Scholar] [CrossRef]
- Feller, J.F.; Bourmaud, A. Rheological and calorimetric properties of recycled bisphenol A poly(carbonate). Polym. Degrad. Stabil. 2003, 82, 99–104. [Google Scholar] [CrossRef]
- Ronkay, F. Effect of recycling on the rheological, mechanical and optical properties of polycarbonate. Acta Polytech. Hung. 2013, 1, 209–220. [Google Scholar]
- Karsli, N.G.; Yilmaz, T. A study on making recycled polycarbonate more available: Modification of mechanical properties. KGK-Kautschuk. Gummi. Kunststoffe. 2021, 74, 70–76. [Google Scholar]
- Ferry, J.D. Viscoelastic Properties of Polymers, 3rd ed.; Wiley: New York, NY, USA, 1980. [Google Scholar]
- Cassagnau, P.; Michel, A. New morphologies in immiscible polymer blends generated by a dynamic quenching process. Polymer 2001, 42, 3139–3152. [Google Scholar] [CrossRef]
- Meijer, H.E.H.; Janssen, J.M.H.; Anderson, P.D. Mixing of immiscible liquids. In Mixing and Compounding of Polymers, 2nd ed.; Manas-Zloczower, I., Ed.; Hanser: Munich, Germany, 2009. [Google Scholar]
- Yamaguchi, M.; Fukuda, K.; Yokohara, T.; Mohd Amran, B.M.A.; Nobukawa, S. Modification of rheological properties under elongational flow by addition of polymeric fine fibers. Macromol. Mater. Eng. 2012, 297, 654–658. [Google Scholar] [CrossRef]
- Auhl, D.; Ramirez, J.; Likhtman, A.E. Linear and nonlinear shear flow behavior of monodisperse polyisoprene melts with a large range of molecular weights. J. Rheol. 2008, 52, 801–835. [Google Scholar] [CrossRef]
- Wu, S. Predicting chain conformation and entanglement of polymers from chemical structure. Polym. Eng. Sci. 1992, 32, 823–830. [Google Scholar] [CrossRef]
- Fetters, L.J.; Lohse, D.J.; Richter, D.; Witten, T.A.; Zirkel, A. Connection between polymer molecular weight, density, chain dimensions, and melt viscoelastic properties. Macromolecules 1994, 27, 4639–4647. [Google Scholar] [CrossRef]
- Graebling, D.; Muller, R. Rheological behavior of polydimethylsiloxane/polyoxyethylene blends in the melt. Emulsion model of two viscoelastic liquids. J. Rheol. 1990, 34, 193–206. [Google Scholar] [CrossRef]
- Palierne, J.F. Linear rheology of viscoelastic emulsions with interfacial tension. Rheol. Acta 1990, 29, 204–214. [Google Scholar] [CrossRef]
- Larson, R.G. The Structure and Rheology of Complex Fluid; Oxford University Press: Oxford, UK, 1999. [Google Scholar]
- Miyagawa, A.; Ayerdurai, V.; Nobukawa, S.; Yamaguchi, M. Viscoelastic properties of poly(methyl methacrylate) with high glass transition temperature by lithium salt addition. J. Polym. Sci. Part B Polym. Phys. Ed. 2016, 54, 2388–2394. [Google Scholar] [CrossRef]
- Berry, G.C.; Fox, T.G. The viscosity of polymers and their concentrated solutions. In Fortschritte der Hochpolymeren-Forschung. Advances in Polymer Science; Springer: Berlin/Heidelberg, Germany, 1968; Volume 5/3. [Google Scholar]
- Macosko, C.W. Rheology: Principles, Measurements, and Applications; Wiley: New York, NY, USA, 1994. [Google Scholar]
- Wool, R.P. Polymer Interfaces; Structure and Strength; Hanser: Munich, Germany, 1995. [Google Scholar]
- Yamaguchi, M. Effect of molecular structure in branched polyethylene on adhesion properties with polypropylene. J. Appl. Polym. Sci. 1998, 70, 457–463. [Google Scholar] [CrossRef]
- Tadmor, Z.; Gogos, C.G. Principle of Polymer Processing, 2nd ed.; Wiley: Hoboken, NJ, USA, 2006. [Google Scholar]
- Mohan, M.; Ansari, M.N.M.; Shanks, R.A. Review on the effects of process parameters on strength, shrinkage, and warpage of injection molding plastic component. Polym. Plast. Technol. Eng. 2017, 56, 1–12. [Google Scholar] [CrossRef]
- Zhao, N.; Lian, J.; Wang, P.; Xu, Z. Recent progress in minimizing the warpage and shrinkage deformations by the optimization of process parameters in plastic injection molding: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 85–101. [Google Scholar] [CrossRef] [PubMed]
- Kulshreshtha, A.K. A review of commercial polyblends based on PVC, ABS, and PC. Polym. Plast. Technol. Eng. 1993, 32, 551–578. [Google Scholar] [CrossRef]
- Greco, R.; Sorrentino, A. Polycarbonate/ABS blends: A literature review. Adv. Polym. Technol. 1994, 13, 249–258. [Google Scholar] [CrossRef]
- Utracki, L.A. Commercial Polymer Blends; Chapman & Hall: London, UK, 1998. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Zero-Shear Viscosity (Pa s) | Steady-State Compliance (Pa−1) | Weight-Average Relaxation Time (s) |
|---|---|---|---|
| PC | 2.3 × 103 | 7.5 × 10−5 | 1.7 × 10−2 |
| LDPE | 2.4 × 101 | 2.0 × 10−4 | 4.8 × 10−3 |
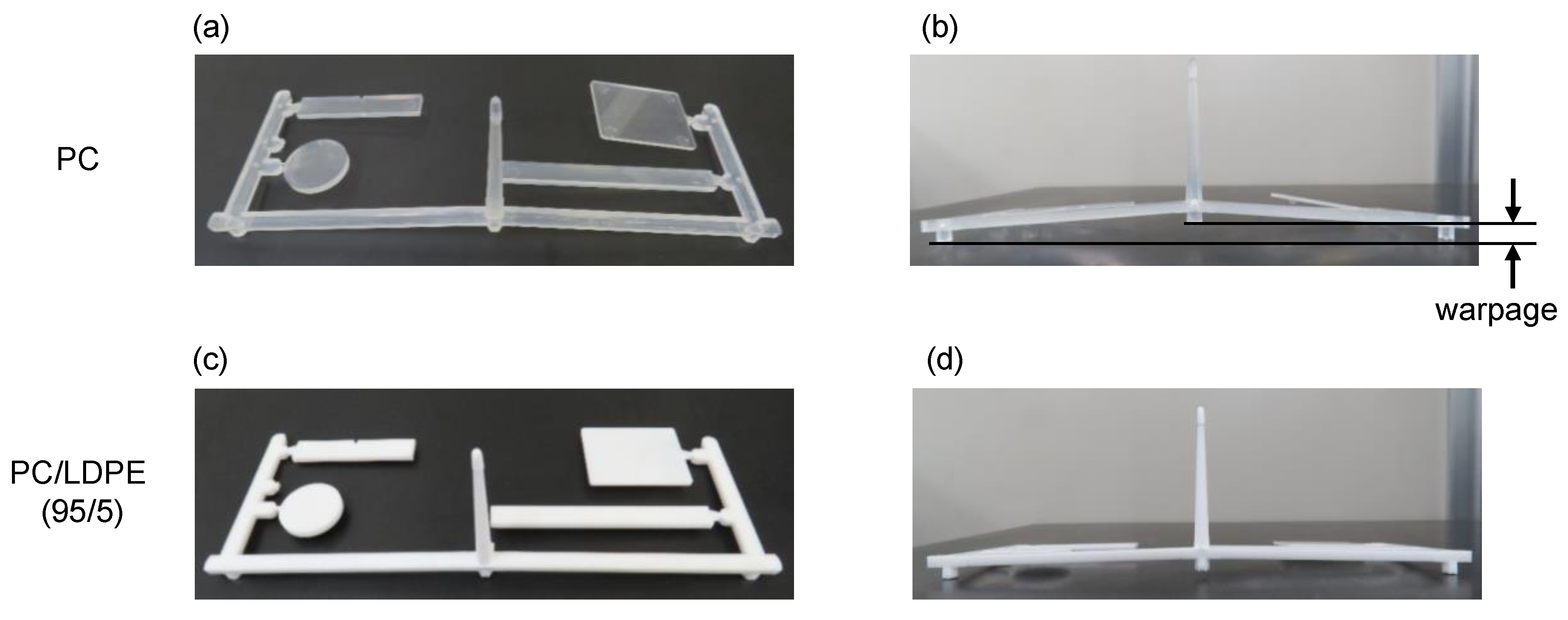
| Materials | Pressure (MPa) | Warpage (mm) |
|---|---|---|
| PC | 1.5 × 102 | 8.3 |
| PC/LDPE (95/5) | 1.1 × 102 | 2.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuroda, Y.; Suzuki, K.-I.; Kikuchi, G.; Moonprasith, N.; Kida, T.; Yamaguchi, M. Improvement in Processability for Injection Molding of Bisphenol-A Polycarbonate by Addition of Low-Density Polyethylene. Materials 2023, 16, 866. https://doi.org/10.3390/ma16020866
Kuroda Y, Suzuki K-I, Kikuchi G, Moonprasith N, Kida T, Yamaguchi M. Improvement in Processability for Injection Molding of Bisphenol-A Polycarbonate by Addition of Low-Density Polyethylene. Materials. 2023; 16(2):866. https://doi.org/10.3390/ma16020866
Chicago/Turabian StyleKuroda, Yuki, Ken-Ichi Suzuki, Genzo Kikuchi, Nantina Moonprasith, Takumitsu Kida, and Masayuki Yamaguchi. 2023. "Improvement in Processability for Injection Molding of Bisphenol-A Polycarbonate by Addition of Low-Density Polyethylene" Materials 16, no. 2: 866. https://doi.org/10.3390/ma16020866
APA StyleKuroda, Y., Suzuki, K. -I., Kikuchi, G., Moonprasith, N., Kida, T., & Yamaguchi, M. (2023). Improvement in Processability for Injection Molding of Bisphenol-A Polycarbonate by Addition of Low-Density Polyethylene. Materials, 16(2), 866. https://doi.org/10.3390/ma16020866