
Performance Analysis of Additively Manufactured Hydraulic Check Valves with Different Postprocessing



Abstract
:1. Introduction
2. Materials and Methods
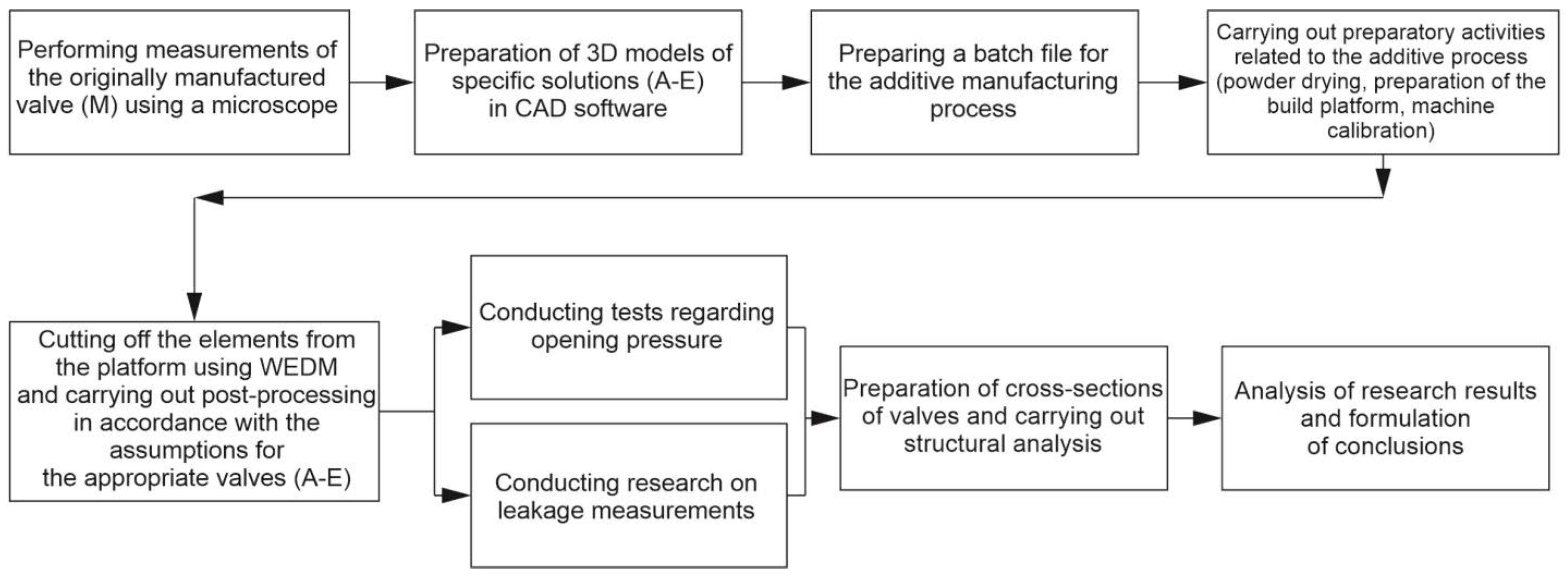
2.1. Research Procedure
2.2. Material
2.3. AM Process Description
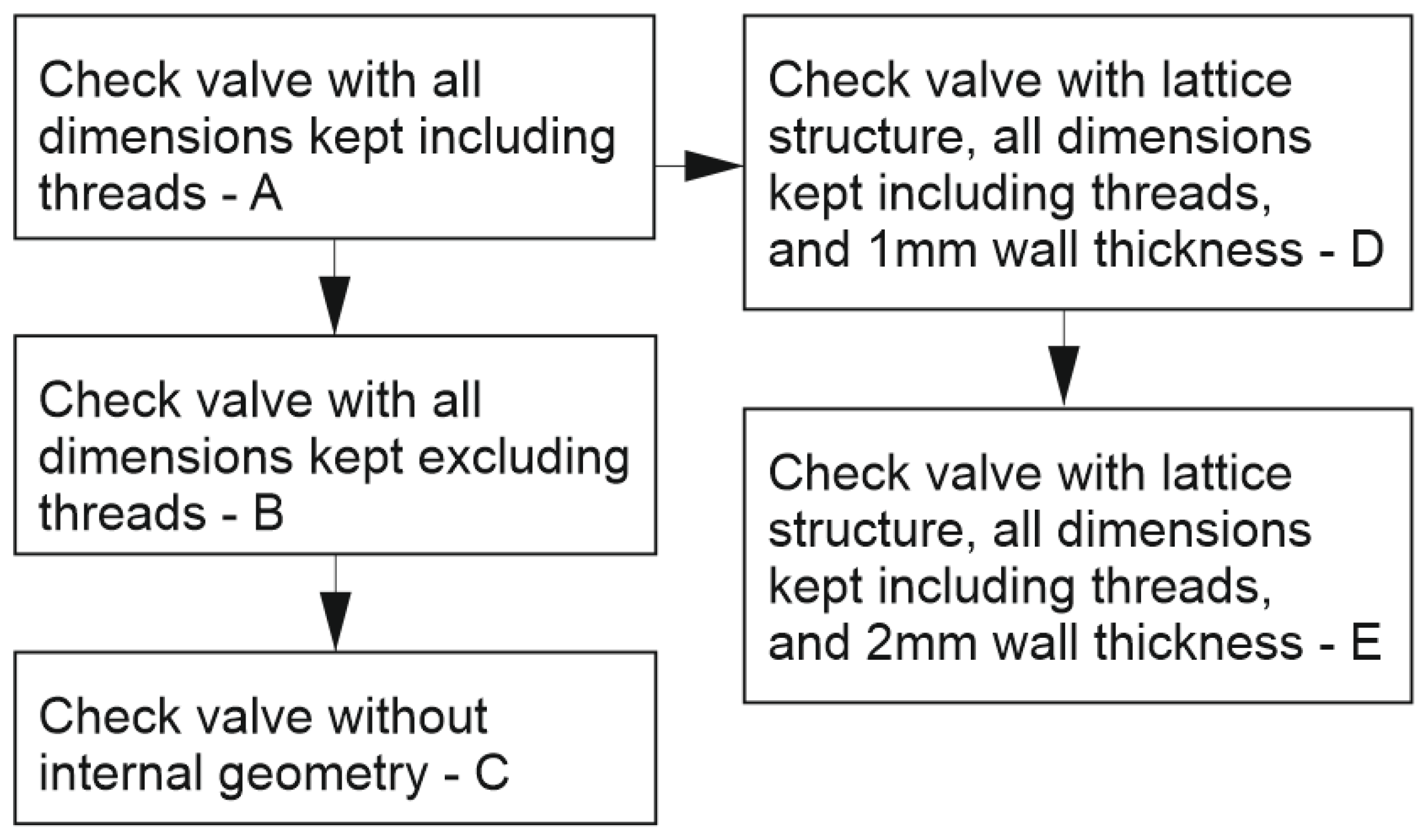
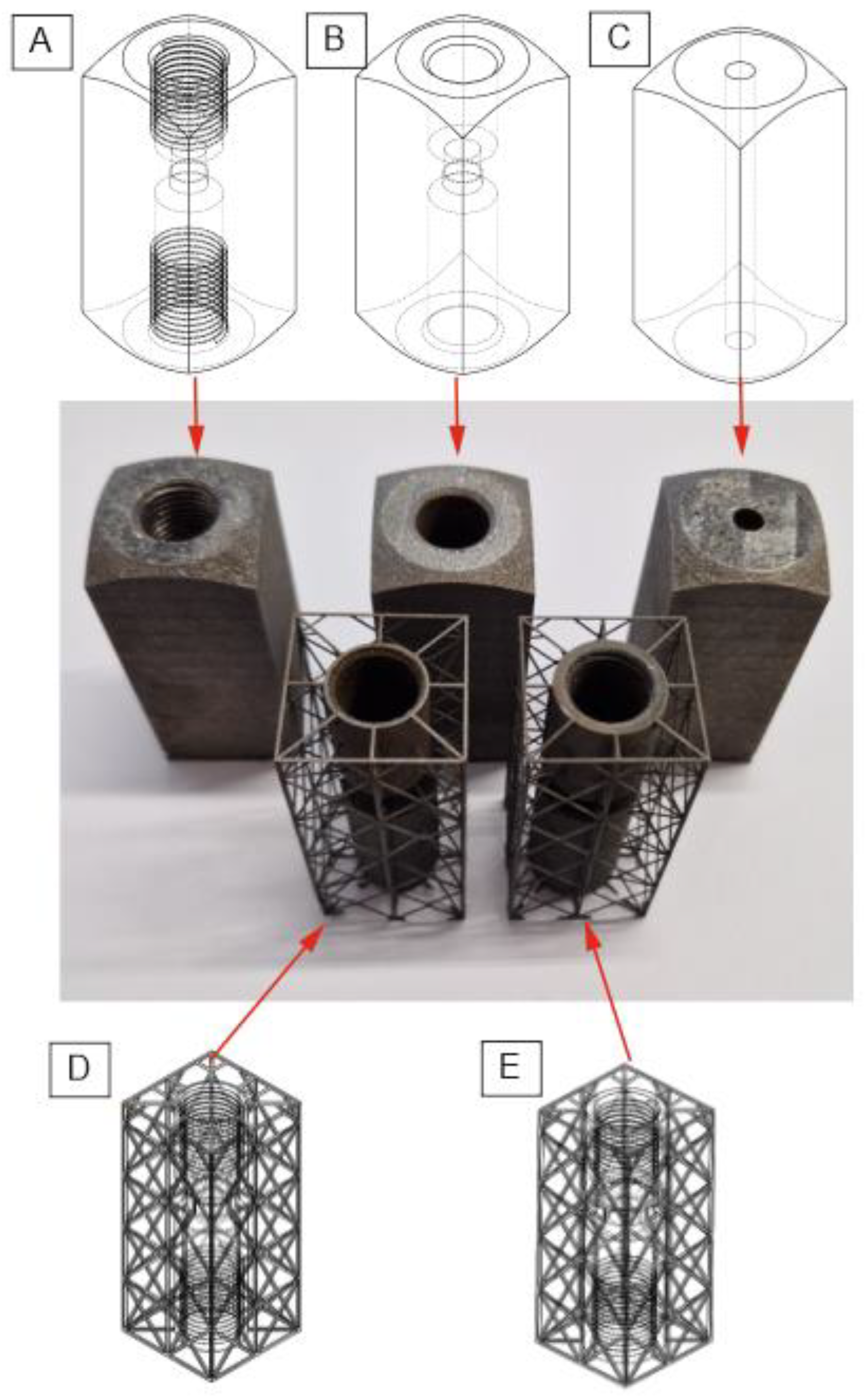
- Check valve with all dimensions kept (including threads)—in further description, named A.
- Check valve with all dimensions kept (excluding threads—for additional postprocessing of threads), named B.
- Check valve with external dimensions kept (for additional postprocessing of internal dimensions and threads), named C.
- Check valve with all dimensions kept (including threads), lattice structure, and 1 mm of wall thickness, named D.
- Check valve with all dimensions kept (including threads), lattice structure, and 2 mm of wall thickness, named E.
- Weight reduction while maintaining the external shape of the parts (D and E).
- Simplifying the postprocessing procedure—which would shorten the total manufacturing time (A, B, and C).
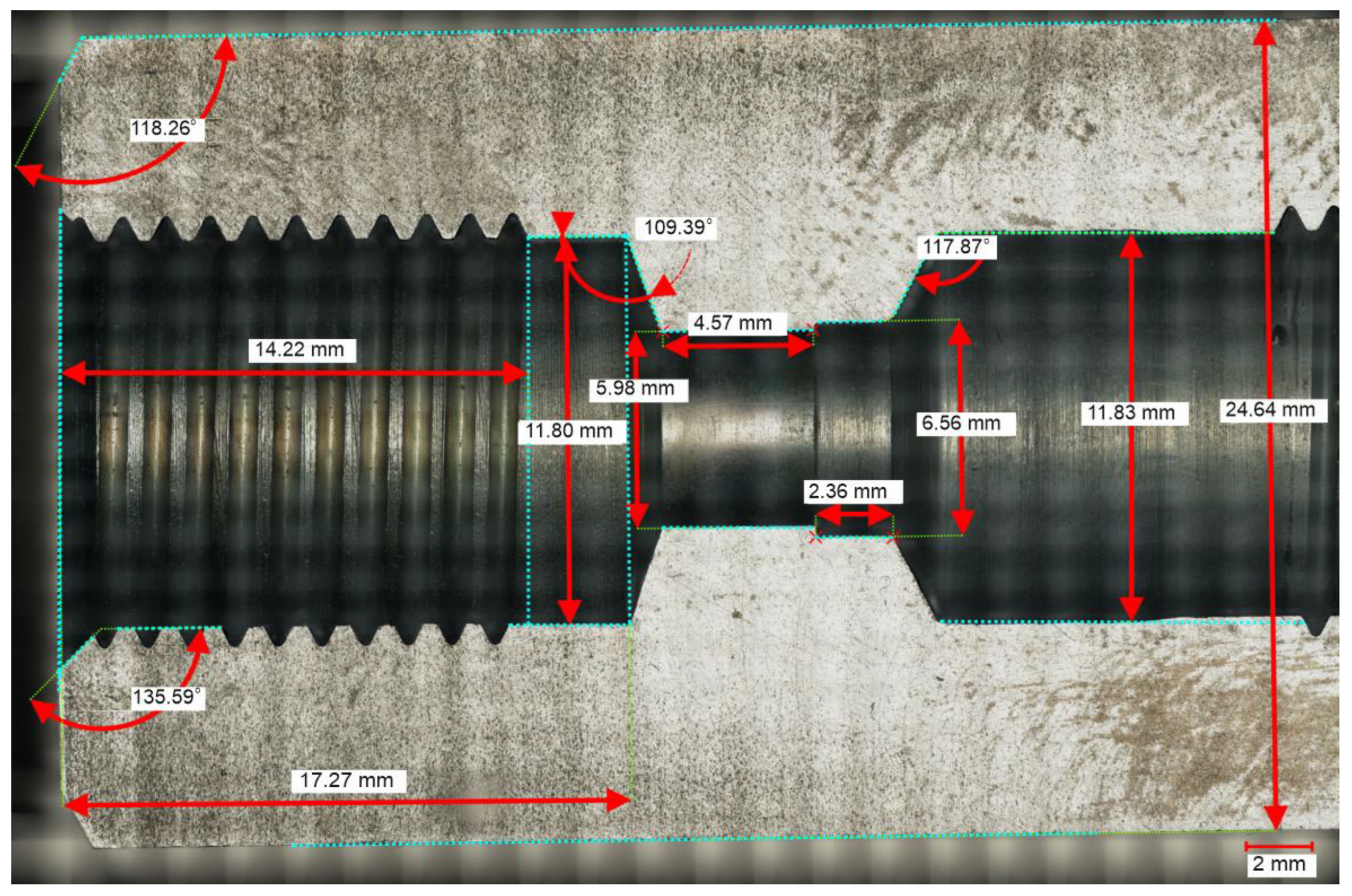
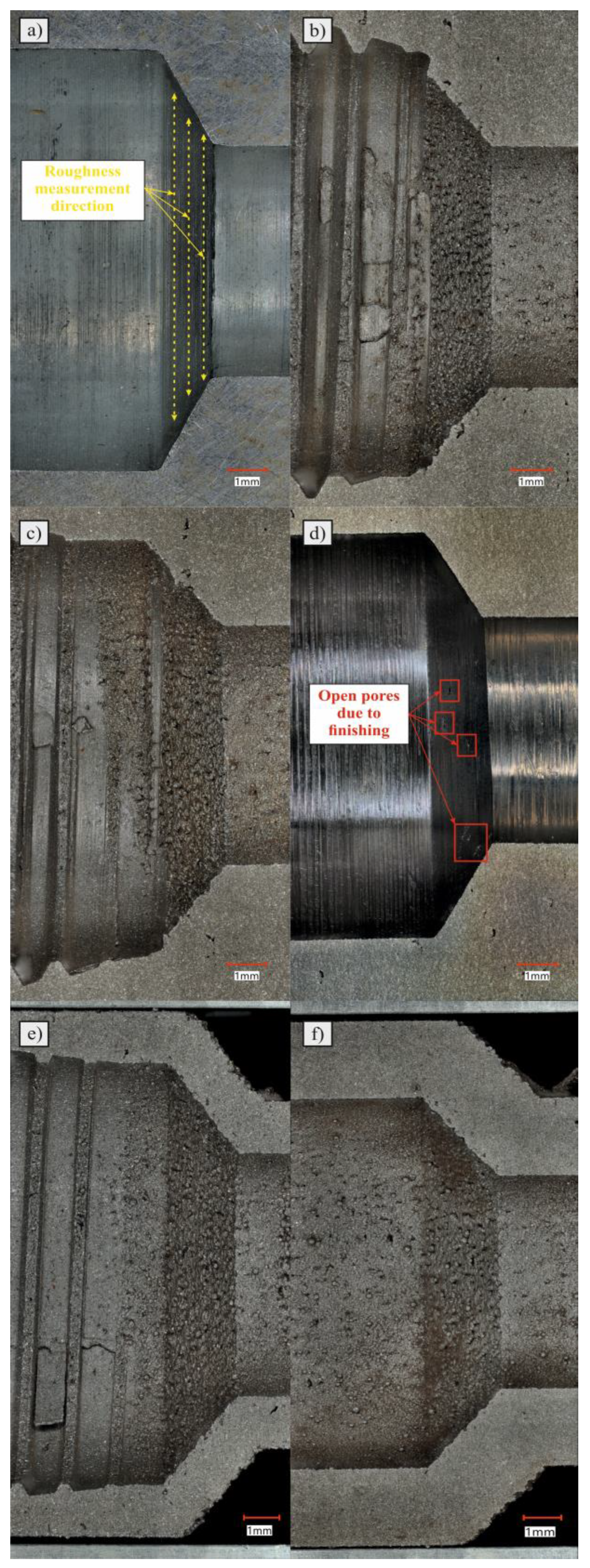
2.4. Microscopical Analysis
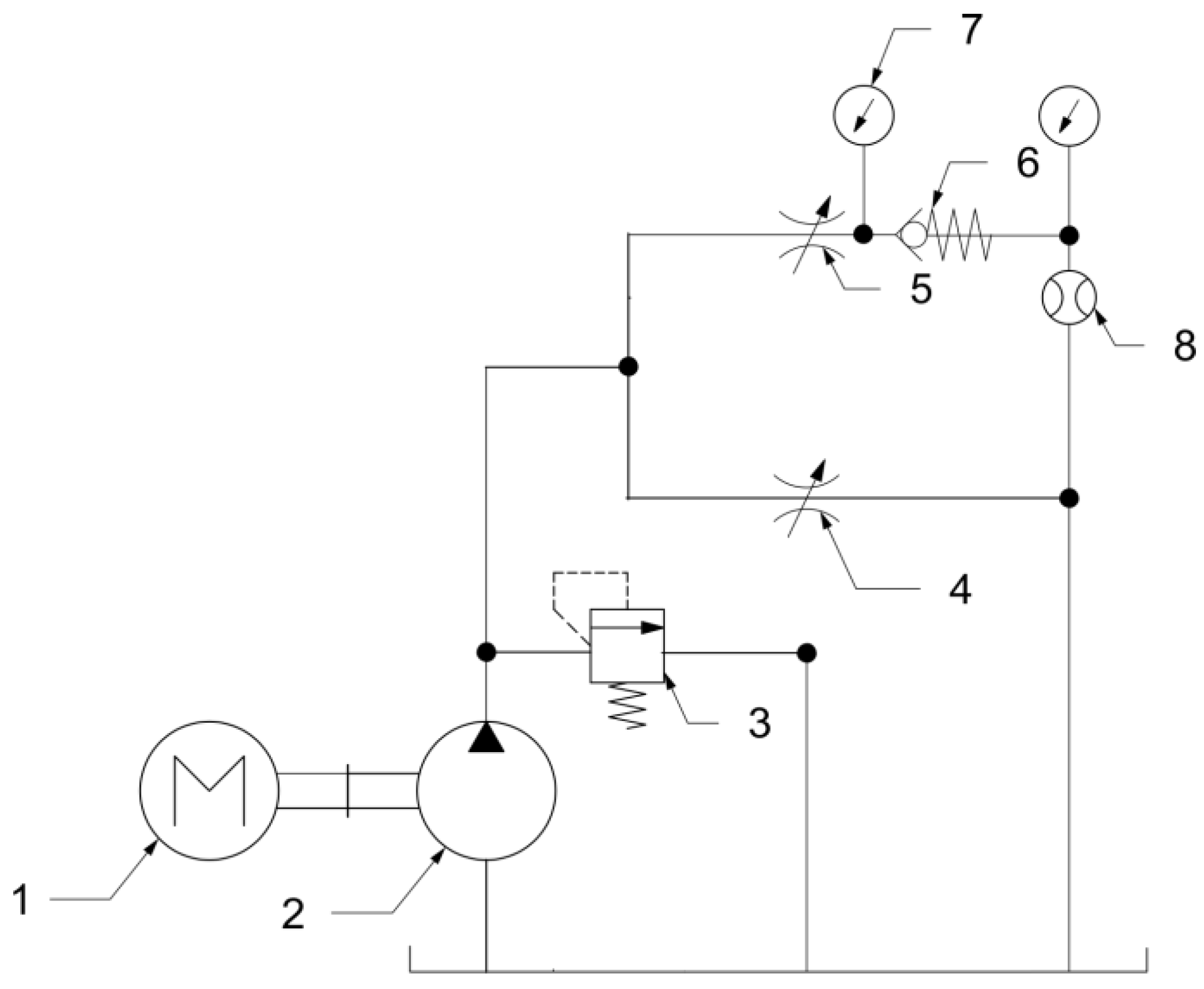
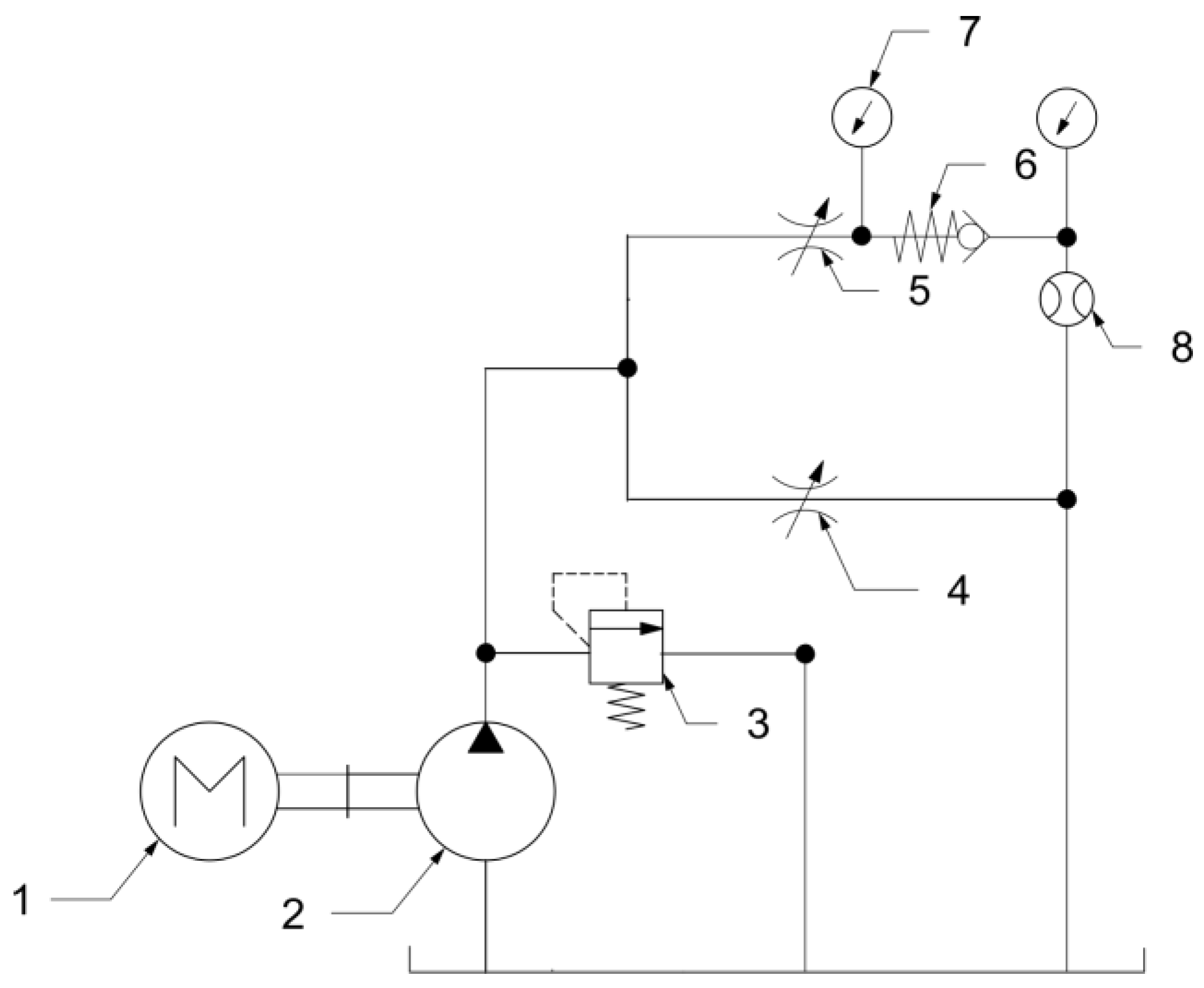
2.5. Check Valve Testing Procedures
3. Results and Discussion
4. Conclusions
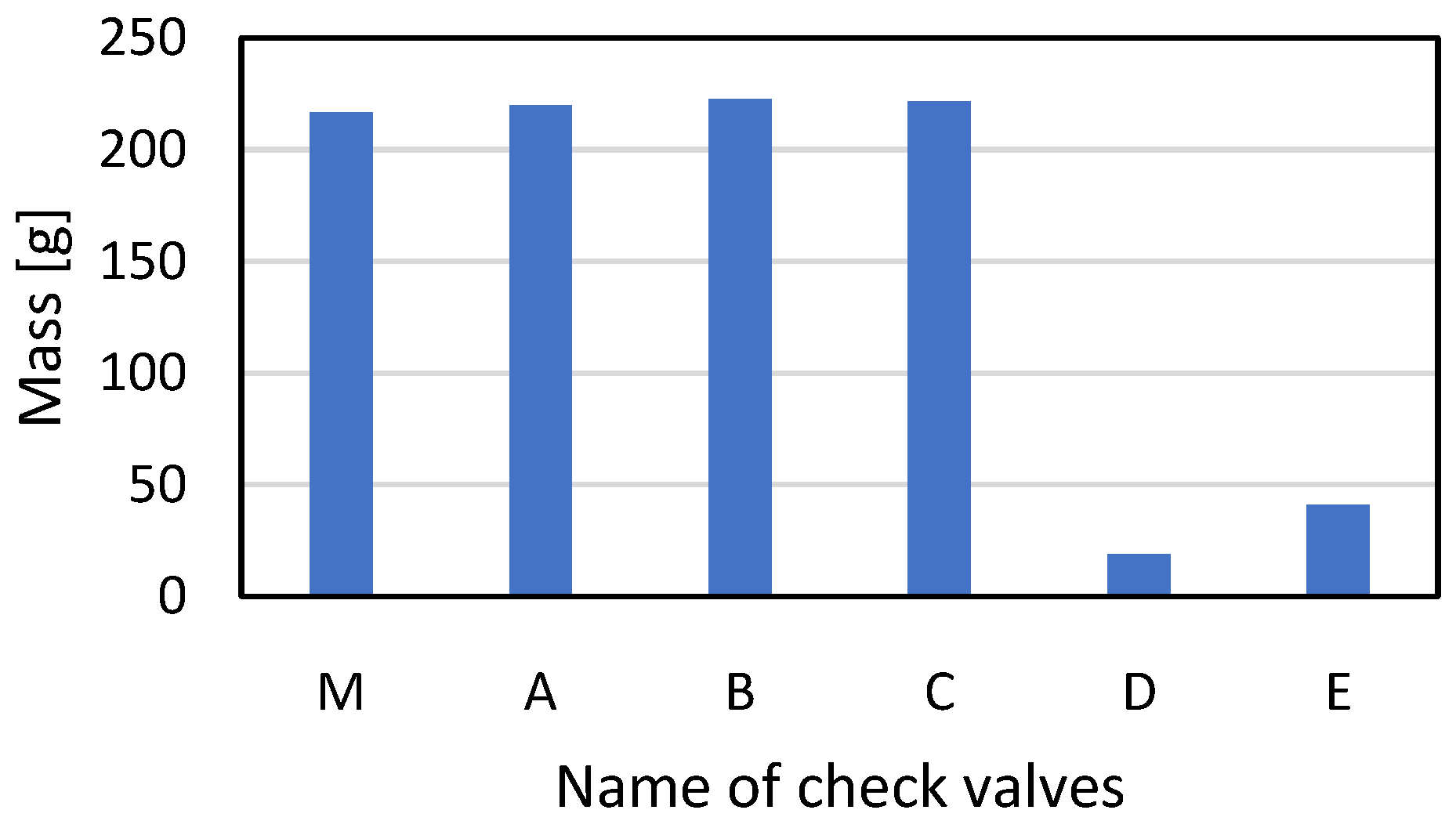
- Using PBF–LB/M technology allowed for a reduction in the total weight of the produced valves by 91% (from 216.76 g to 18.67 g). Due to the fact that both valves were characterized by the very poor leakage results, it is crucial to use additional posttreatment techniques (especially for threads).
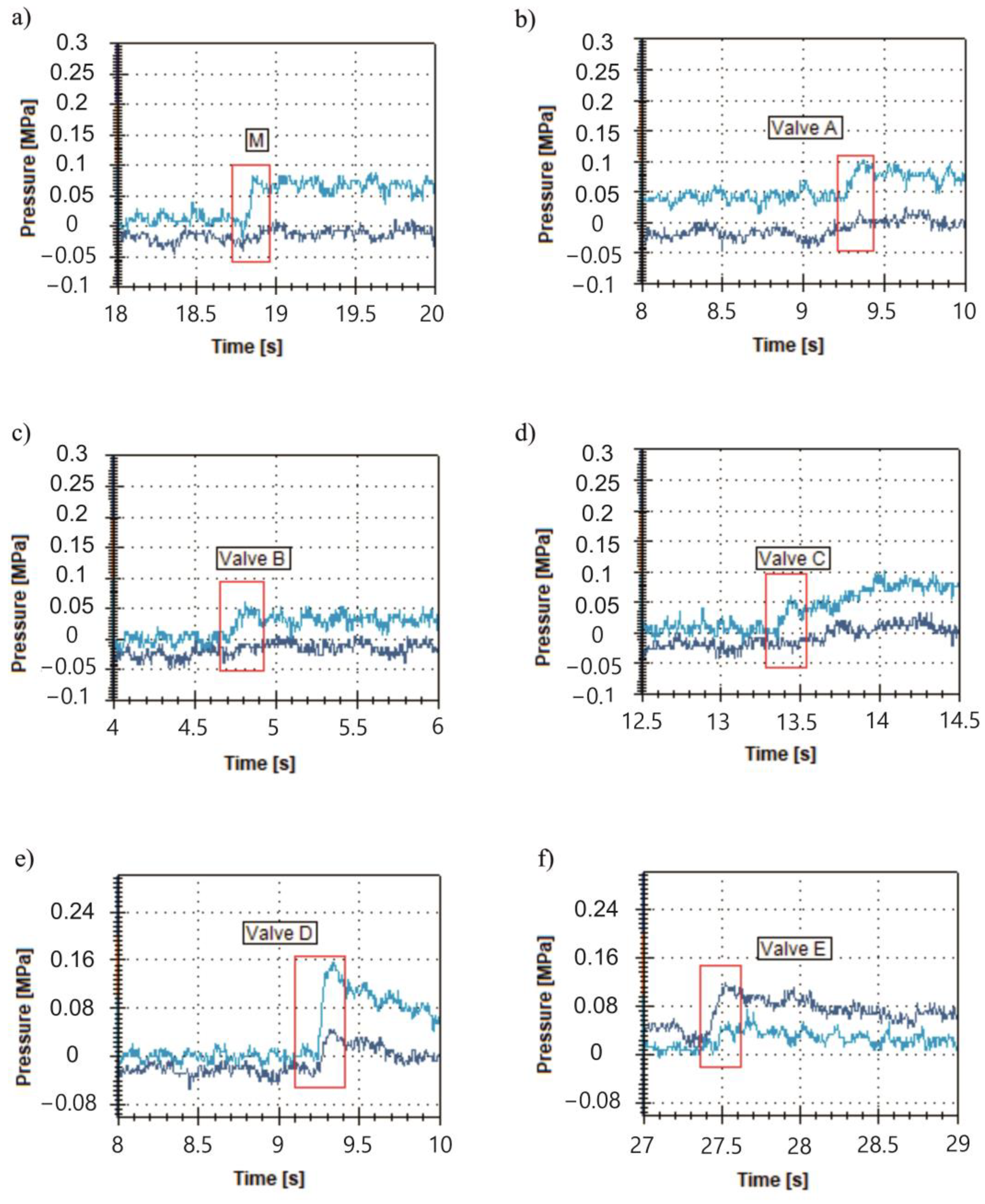
- In the case of opening pressure measurements, the type of production technology does not strongly affect this parameter.
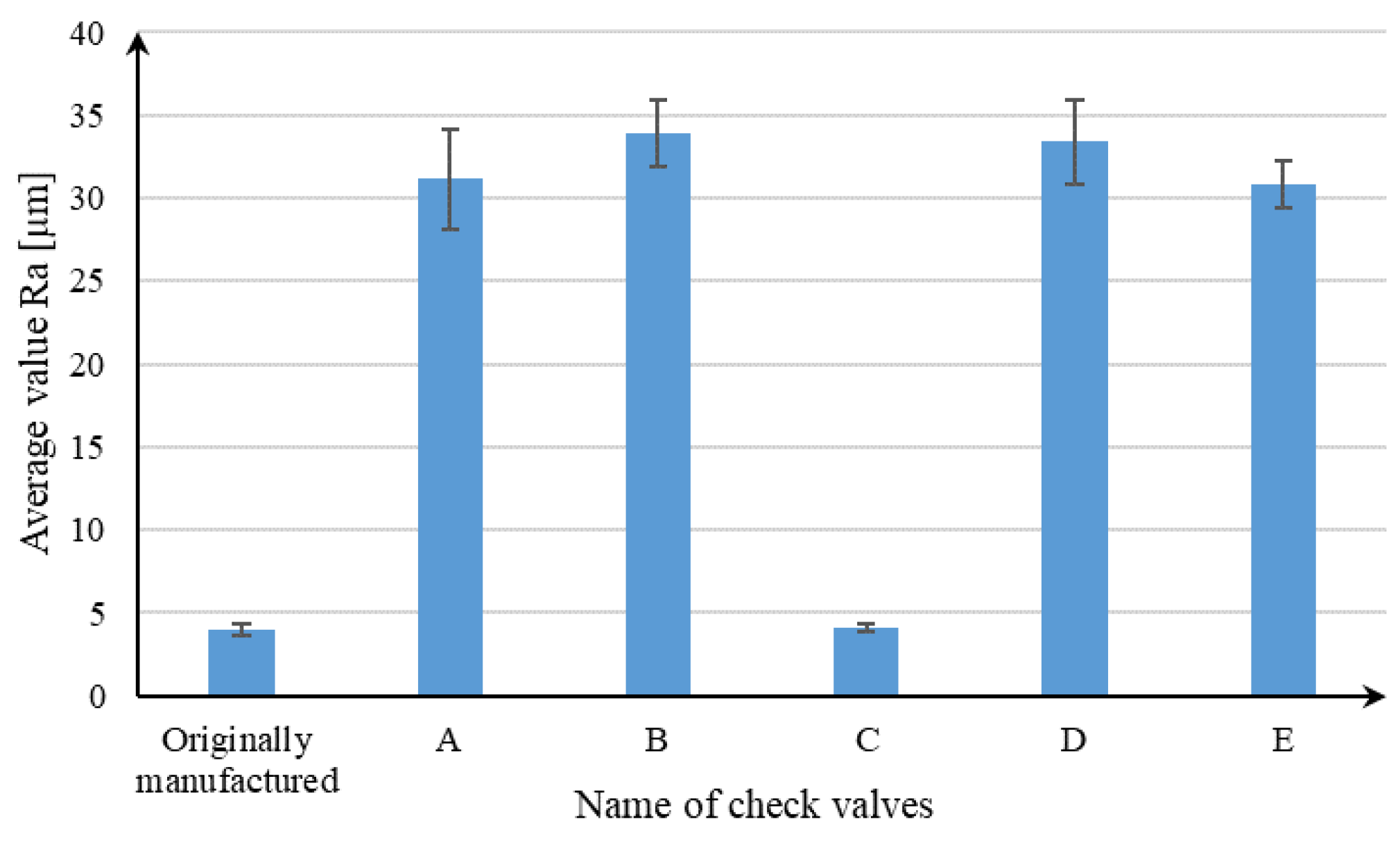
- Leakage tests indicated significant differences between conventionally manufactured and AM valves. In all as-built AM parts, the internal leakage exceeds the standard requirements mainly because of increased surface roughness. The other factor that could affect the growth in internal leakage is a reduction in contact area caused by differences in valve seat shapes.
- According to the leakage test results, it is clearly visible that PBF–LB/M, as-built check valves indicate significant leakages that exceed a few orders of magnitude (parts A, B, D, and E). Such parts are disqualified from use in hydraulic applications. Only one AM-made check valve (C), after additional machining, was close to passing the required standard regulation (leakage lower than 1 cc/min). This kind of part could be used, i.e., in emergency situations during a lack of availability of spare parts or BDR.
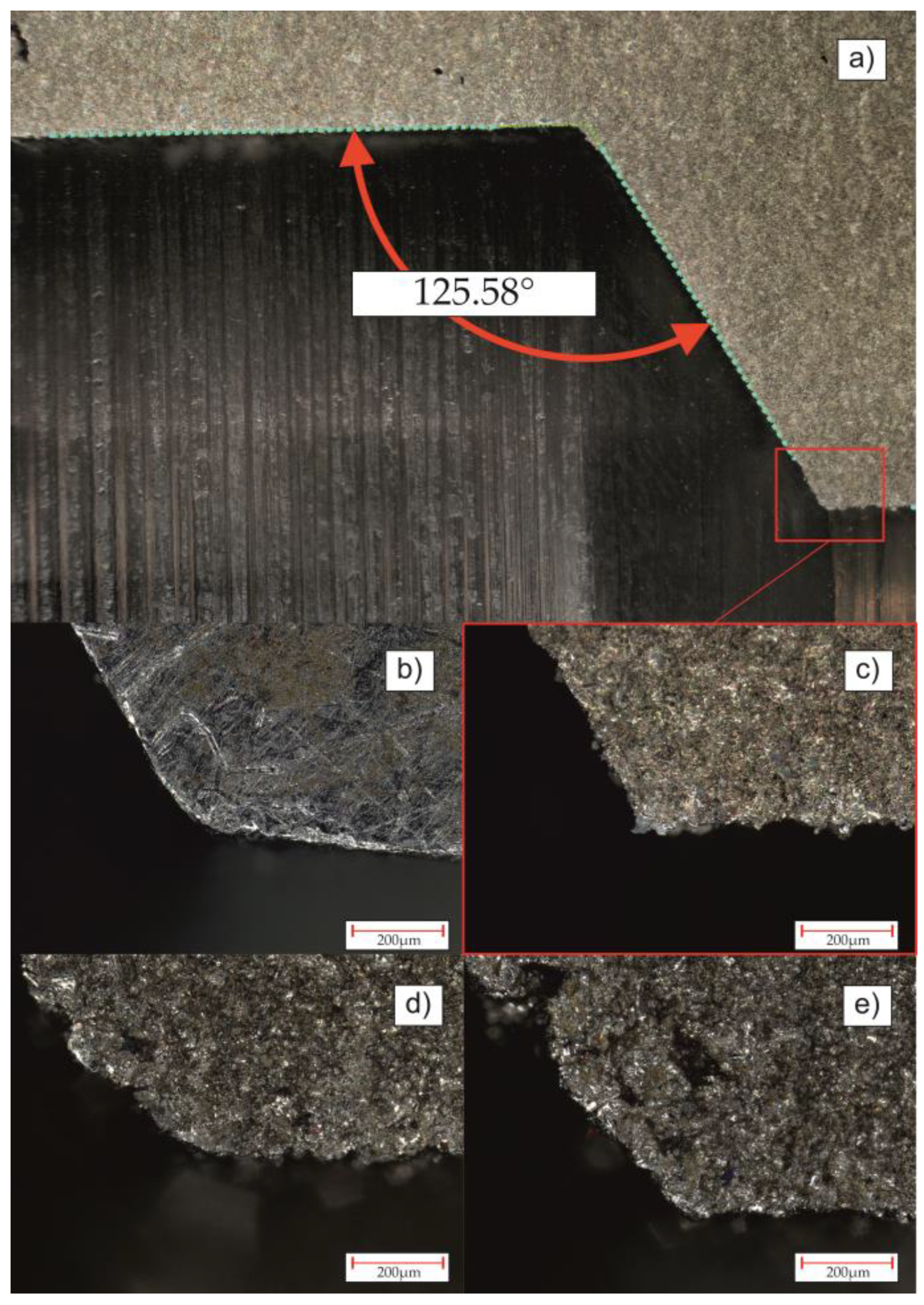
- AM-ed check valves could be used in direct application only after very precise machining, in particular, the conical surface inside the check valve and the transition edge (described in Figure 11).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bellicoso, C.D.; Buonocore, L.R.; Lippiello, V.; Siciliano, B. Design, Modeling and Control of a 5-DoF Light-Weight Robot Arm for Aerial Manipulation. In Proceedings of the 23rd Mediterranean Conference on Control and Automation (MED), Torremolinos, Spain, 16–19 June 2015. [Google Scholar]
- Alakhras, A.; Sattar, I.H.; Alvi, M.; Qanbar, M.W.; Jaradat, M.A.; Alkaddour, M. The Design of a Lightweight Cable Aerial Manipulator with a CoG Compensation Mechanism for Construction Inspection Purposes. Appl. Sci. 2022, 12, 1173. [Google Scholar] [CrossRef]
- Imanberdiyev, N.; Sood, S.; Kircali, D.; Kayacan, E. Design, Development and Experimental Validation of a Lightweight Dual-Arm Aerial Manipulator with a COG Balancing Mechanism. Mechatronics 2022, 82, 102719. [Google Scholar] [CrossRef]
- Lin, T.; Li, Y.; Qi, J.; Meng, X.; Han, J. Modeling and Controller Design of Hydraulic Rotorcraft Aerial Manipulator. In Proceedings of the 2015 27th Chinese Control and Decision Conference, CCDC 2015, Qingdao, China, 17 July 2015; Institute of Electrical and Electronics Engineers Inc.: New York, NY, USA, 2015; pp. 5446–5452. [Google Scholar]
- Pendzialek, M.; Schneider, J.; Höhe, K.; Zentner, L. Miniaturization of Check Valves. In Proceedings of the Microactuators and Micromechanisms Proceedings of MAMM-2016, Ilmenau, Germany, 5–7 October 2016; Springer International Publishing: Cham, Switzerland, 2017; pp. 15–26. [Google Scholar]
- Jaszak, P.; Skrzypacz, J.; Borawski, A.; Grzejda, R. Methodology of Leakage Prediction in Gasketed Flange Joints at Pipeline Deformations. Materials 2022, 15, 4354. [Google Scholar] [CrossRef] [PubMed]
- Hull, C.; Feygin, M.; Baron, Y.; Sanders, R.; Sachs, E.; Lightman, A.; Wohlers, T. Rapid Prototyping: Current Technology and Future Potential. Rapid Prototyp. J. 1995, 1, 11–19. [Google Scholar] [CrossRef]
- Chlebus, E. Technologies in Rapid Product Development. Bull. Pol. Acad. Sci. Tech. Sci. 2007, 55, 71–83. [Google Scholar]
- Klimek, A.; Bartnicki, A. Additive Manufacturing in Hydraulic Systems—The Review. In Proceedings of the 14th International Scientific Conference Intelligent Technlogies in Logistics and Mechatronics Systems ITELMS’2022, Panevezys, Lithuania, 15 September 2022; pp. 35–41. [Google Scholar]
- Moon, H.; Boyina, K.; Miljkovic, N.; King, W.P. Heat Transfer Enhancement of Single-Phase Internal Flows Using Shape Optimization and Additively Manufactured Flow Structures. Int. J. Heat Mass Transf. 2021, 177, 121510. [Google Scholar] [CrossRef]
- Klimek, A.; Kluczyński, J.; Łuszczek, J.; Bartnicki, A.; Grzelak, K.; Małek, M. Wear Analysis of Additively Manufactured Slipper-Retainer in the Axial Piston Pump. Materials 2022, 15, 1995. [Google Scholar] [CrossRef]
- Kong, D.; Jung, E.; Kim, Y.; Manepalli, V.V.; Rah, K.J.; Kim, H.S.; Hong, Y.; Choi, H.G.; Agonafer, D.; Lee, H. An Additively Manufactured Manifold-Microchannel Heat Sink for High-Heat Flux Cooling. Int. J. Mech. Sci. 2023, 248, 108228. [Google Scholar] [CrossRef]
- Liu, X.; Li, D.; Qi, P.; Qiao, W.; Shang, Y.; Jiao, Z. A Local Resistance Coefficient Model of Aircraft Hydraulics Bent Pipe Using Laser Powder Bed Fusion Additive Manufacturing. Exp. Therm. Fluid Sci. 2023, 147, 110961. [Google Scholar] [CrossRef]
- Maszybrocka, J.; Stwora, A.; Gapiński, B.; Skrabalak, G.; Karolus, M. Morphology and Surface Topography of Ti6Al4V Lattice Structure Fabricated by Selective Laser Sintering. Bull. Pol. Acad. Sci. Tech. Sci. 2017, 65, 85–92. [Google Scholar] [CrossRef]
- Robl, J.; Sedlák, J.; Pokorný, Z.; Ňuksa, P.; Barényi, I.; Majerík, J. Analysis of Advanced Additive Technology in Direct Metal Laser Sintering and Precision Casting Method. Bull. Pol. Acad. Sci. Tech. Sci. 2020, 68, 109–118. [Google Scholar] [CrossRef]
- Kunz, J.; Kaletsch, A.; Broeckmann, C. World PM2016-Properties of Stainless Steels Influence of HIP Post-Treatment on the Fatigue Strength of 316L-Steel Produced by Selective Laser Melting (SLM); The European Powder Metallurgy Association: Shrewsbury, UK, 2016. [Google Scholar]
- Grzelak, K.; Kluczyński, J.; Szachogłuchowicz, I.; Łuszczek, J.; Śnieżek, L.; Torzewski, J. Modification of Structural Properties Using Process Parameters and Surface Treatment of Monolithic and Thin-Walled Parts Obtained by Selective Laser Melting. Materials 2020, 13, 5662. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Oziębło, A.; Perkowski, K.; Wachowski, M.; Małek, M. The Influence of Heat Treatment on Low Cycle Fatigue Properties of Selectively Laser Melted 316l Steel. Materials 2020, 13, 5737. [Google Scholar] [CrossRef] [PubMed]
- Kneissl, B.; Warnck, M.; Schneck, M.; Schmitt, M.; Schlick, G. Optimisation of a Hydraulic Housing for a Brake-by-Wire System for Electrical Drives by Additive Manufacturing. Procedia CIRP 2022, 107, 641–646. [Google Scholar] [CrossRef]
- Diegel, O.; Schutte, J.; Ferreira, A.; Chan, Y.L. Design for Additive Manufacturing Process for a Lightweight Hydraulic Manifold. Addit. Manuf. 2020, 36, 101446. [Google Scholar] [CrossRef]
- Li, D.; Dai, N.; Wang, H.; Zhang, F. Mathematical Modeling Study of Pressure Loss in the Flow Channels of Additive Manufacturing Aviation Hydraulic Valves. Energies 2023, 16, 1788. [Google Scholar] [CrossRef]
- Göltaş, M.; Gürel, B.; Keçebaş, A.; Akkaya, V.R.; Güler, O.V. Improvement of Thermo-Hydraulic Performance with Plate Surface Geometry for a Compact Plate Heat Exchanger Manufactured by Additive Manufacturing. Int. J. Heat. Mass. Transf. 2022, 188, 122637. [Google Scholar] [CrossRef]
- ISO 6403:1988; Hydraulic Fluid Power—Valves Controlling Flow and Pressure—Test Methods 1988. ISO: Geneva, Switzerland, 1988.
- PN-EN ISO 21920-2:2022-06; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. Polish Committee for Standardization: Warsaw, Poland, 2022.
- Wang, Y.; Peng, T.; Zhu, Y.; Yang, Y.; Tang, R. A Comparative Life Cycle Assessment of a Selective-Laser-Melting-Produced Hydraulic Valve Body Using Design for Property. Procedia CIRP 2020, 90, 220–225. [Google Scholar] [CrossRef]
- Smelov, V.G.; Kokareva, V.V.; Agapovichev, A.V. A Review of Hydraulic and Pneumatic Aggregates Manufacturing By Additive Technologies. In Proceedings of the 2020 International Conference on Dynamics and Vibroacoustics of Machines (DVM), Samara, Russia, 16–18 September 2020; pp. 1–6. [Google Scholar]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of Selective Laser Melting Process Parameters on the Quality of al Alloy Parts: Powder Characterization, Density, Surface Roughness, and Dimensional Accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef]
- Simoni, F.; Huxol, A.; Villmer, F.J. Improving Surface Quality in Selective Laser Melting Based Tool Making. J. Intell. Manuf. 2021, 32, 1927–1938. [Google Scholar] [CrossRef]
- Gao, C.; Tang, H.; Zhang, S.; Ma, Z.; Bi, Y.; Rao, J.H. Process Optimization for Up-Facing Surface Finish of AlSi10Mg Alloy Produced by Laser Powder Bed Fusion. Metals 2022, 12, 2053. [Google Scholar] [CrossRef]
- Vishwakarma, J.; Chattopadhyay, K.; Santhi Srinivas, N.C. Effect of Build Orientation on Microstructure and Tensile Behaviour of Selectively Laser Melted M300 Maraging Steel. Mater. Sci. Eng. A 2020, 798, 140130. [Google Scholar] [CrossRef]
- Wang, D.; Lv, J.; Wei, X.; Lu, D.; Chen, C. Study on Surface Roughness Improvement of Selective Laser Melted Ti6Al4V Alloy. Crystals 2023, 13, 306. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Laser Power [W] | Exposure Velocity [mm/s] | Hatch Spacing [mm] | Layer Thickness [mm] | Energy Density [J/mm3] | Rotation Angle of Scanning Lines | Scanning Strategy |
|---|---|---|---|---|---|---|---|
| Value | 175.5 | 750 | 0.12 | 0.03 | 65 | 67° | Stripes |
| Parameter | Value |
|---|---|
| Maximum operating pressure [MPa] | 16 |
| Pump displacement [cc/rev] | 1.3 |
| Motor speed [rpm] | 3000 |
| Valve Type | M | A | B | C | D | E |
|---|---|---|---|---|---|---|
| Flow [cc/min] | 0.9 | 3900 | 733 | 4.9 | 3900 | 3900 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klimek, A.; Kluczyński, J.; Łuszczek, J. Performance Analysis of Additively Manufactured Hydraulic Check Valves with Different Postprocessing. Materials 2023, 16, 7302. https://doi.org/10.3390/ma16237302
Klimek A, Kluczyński J, Łuszczek J. Performance Analysis of Additively Manufactured Hydraulic Check Valves with Different Postprocessing. Materials. 2023; 16(23):7302. https://doi.org/10.3390/ma16237302
Chicago/Turabian StyleKlimek, Agnieszka, Janusz Kluczyński, and Jakub Łuszczek. 2023. "Performance Analysis of Additively Manufactured Hydraulic Check Valves with Different Postprocessing" Materials 16, no. 23: 7302. https://doi.org/10.3390/ma16237302
APA StyleKlimek, A., Kluczyński, J., & Łuszczek, J. (2023). Performance Analysis of Additively Manufactured Hydraulic Check Valves with Different Postprocessing. Materials, 16(23), 7302. https://doi.org/10.3390/ma16237302