



Metallographic Mechanism of Embrittlement of 15 μm Ultrafine Quaternary Silver Alloy Bonding Wire in Chloride Ions Environment


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
3.1. Fracture Effect of Chloride Ions: APAP Wire
3.2. Fracture Effect of Chloride Ions: APAP Wire Bondingm
4. Conclusions
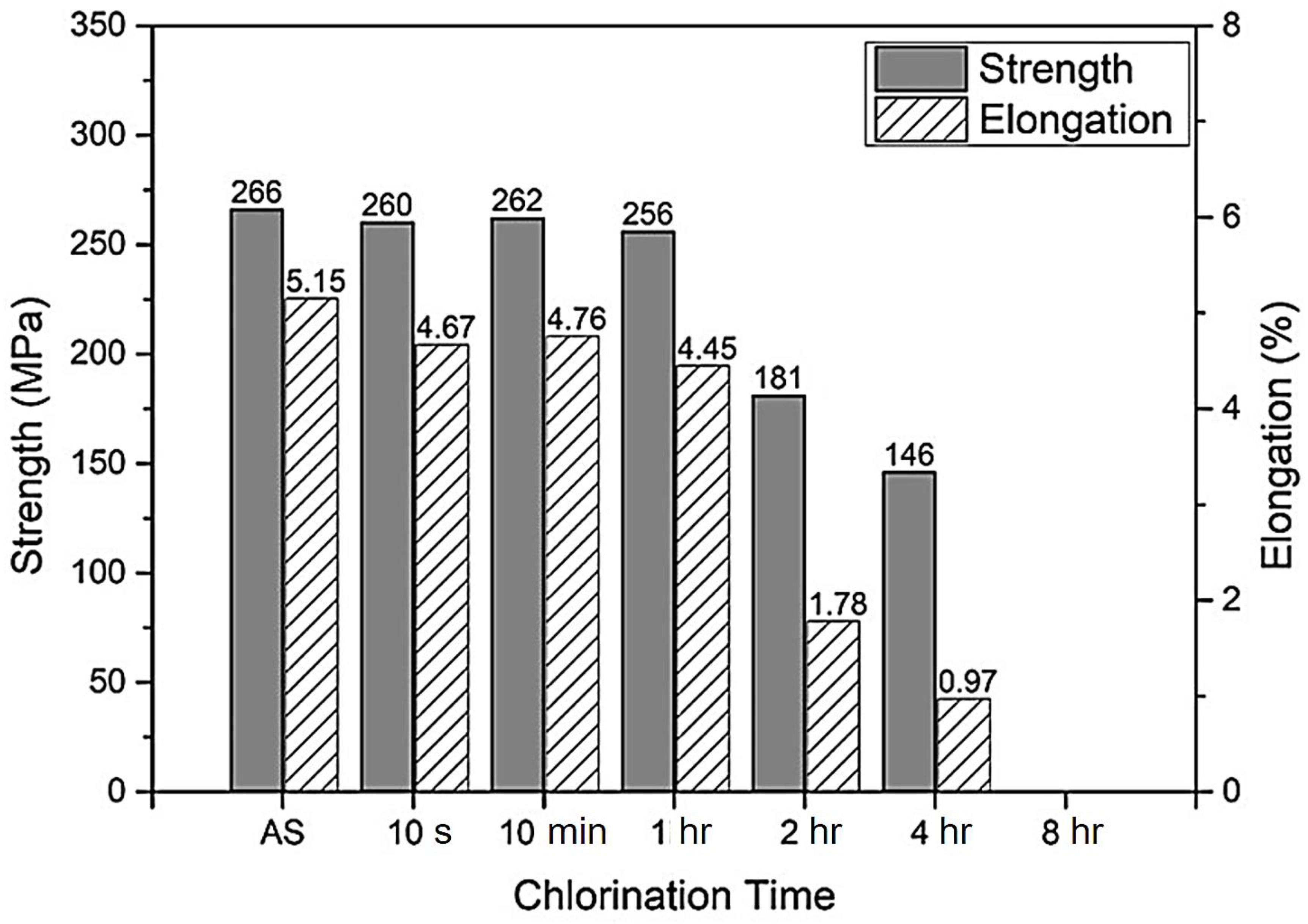
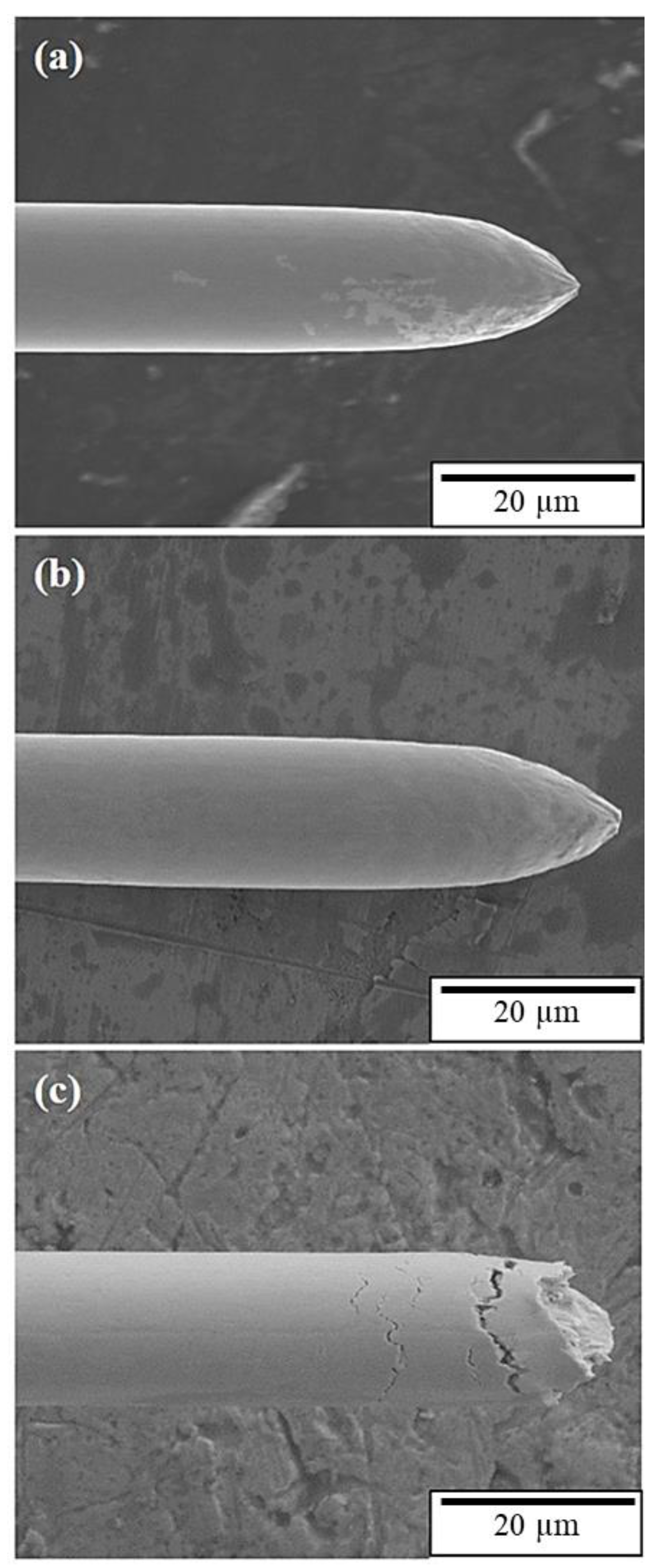
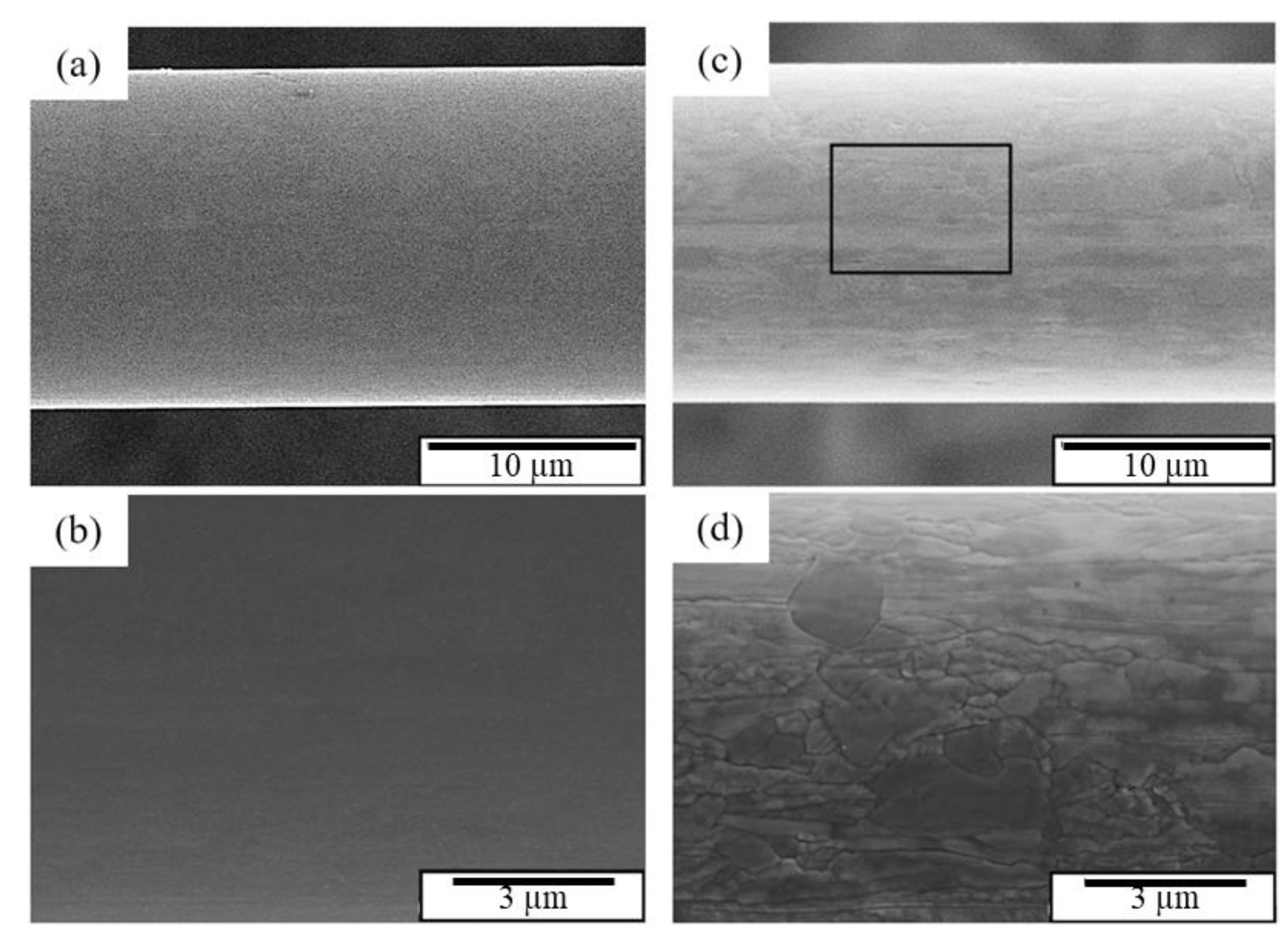
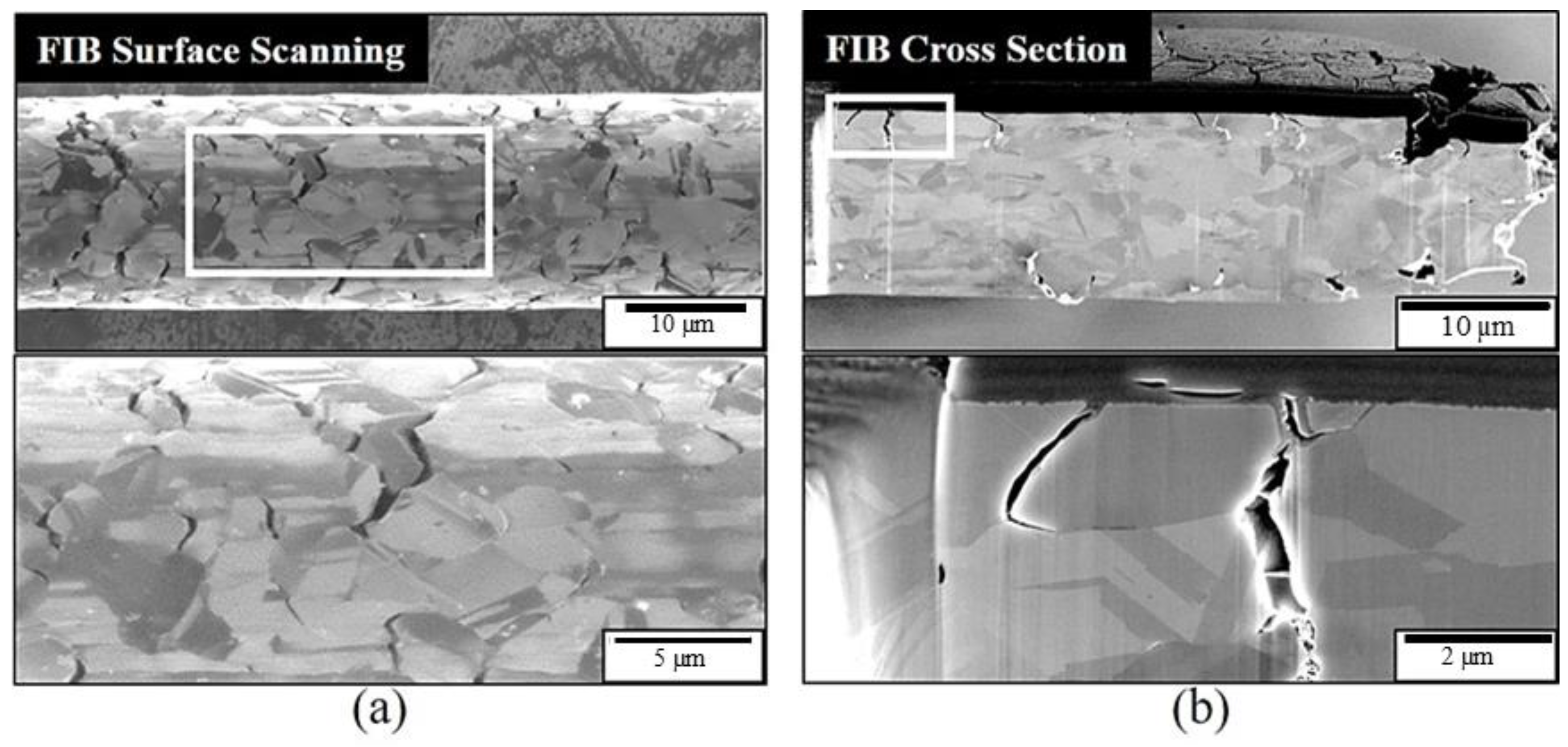
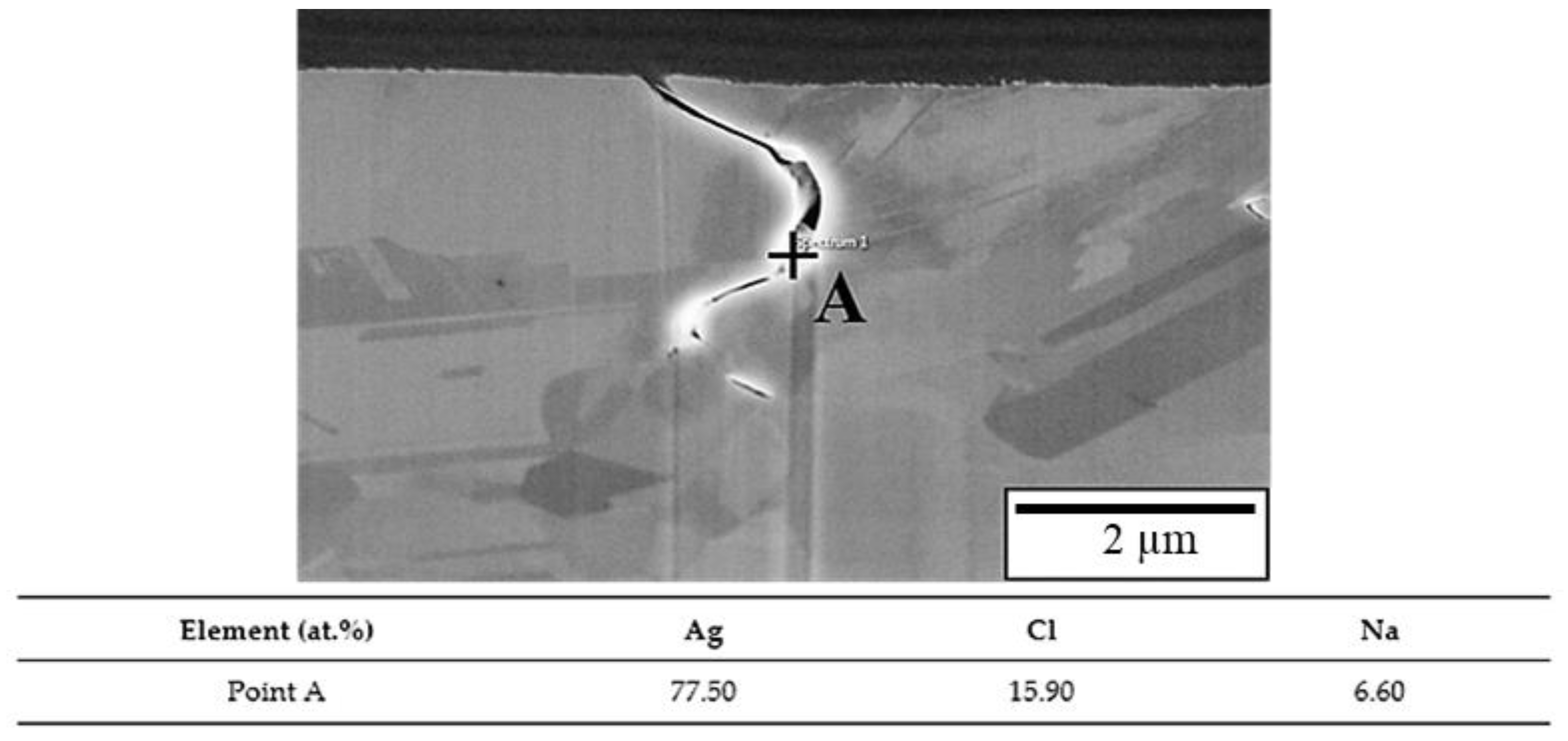
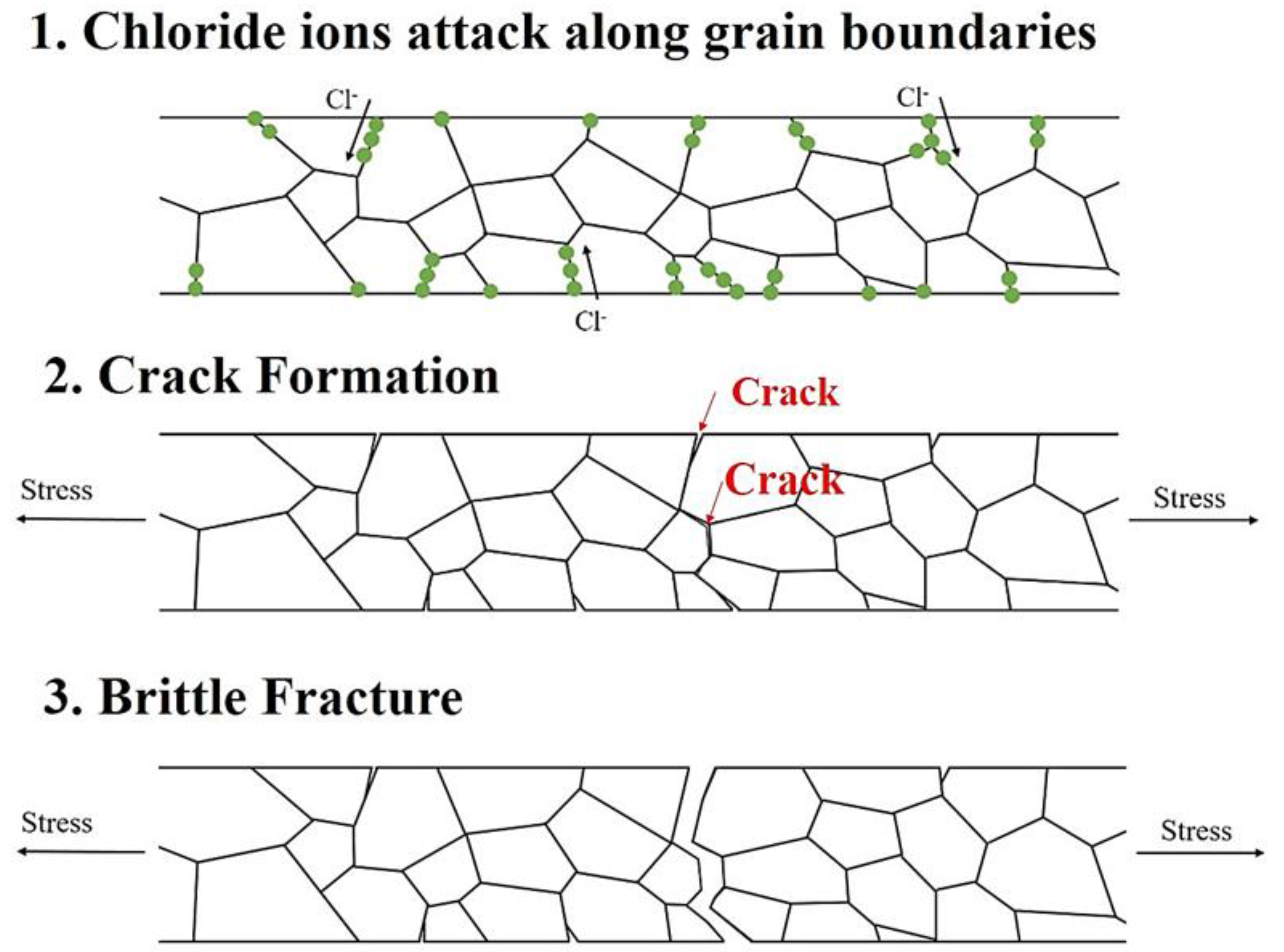
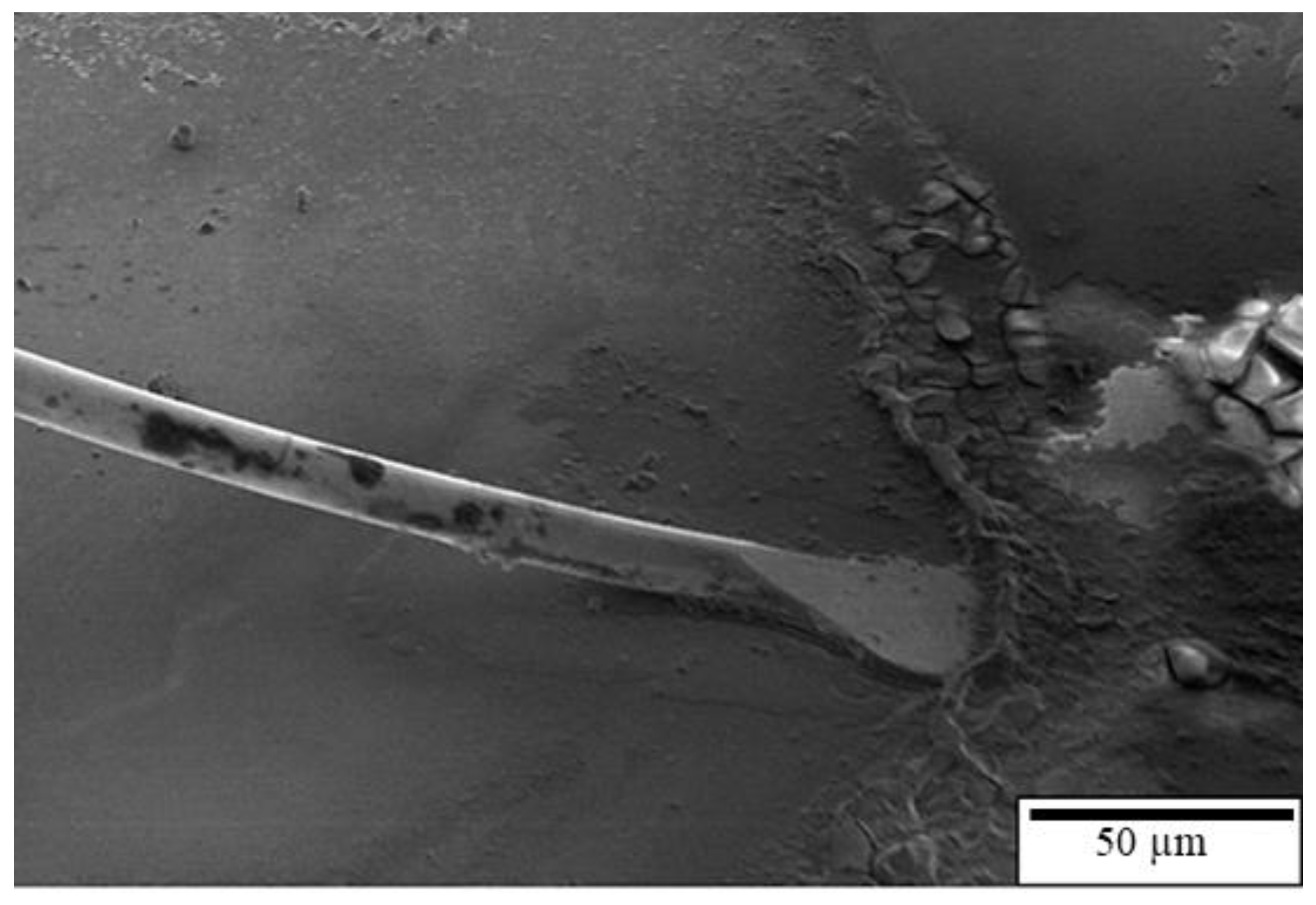
- When the APAP wire is immersed in a saturated sodium chloride solution for a long time, chloride ions diffuse into the wire through the grain boundary causing the intergranular fracture to greatly reduce the mechanical properties of the wire;
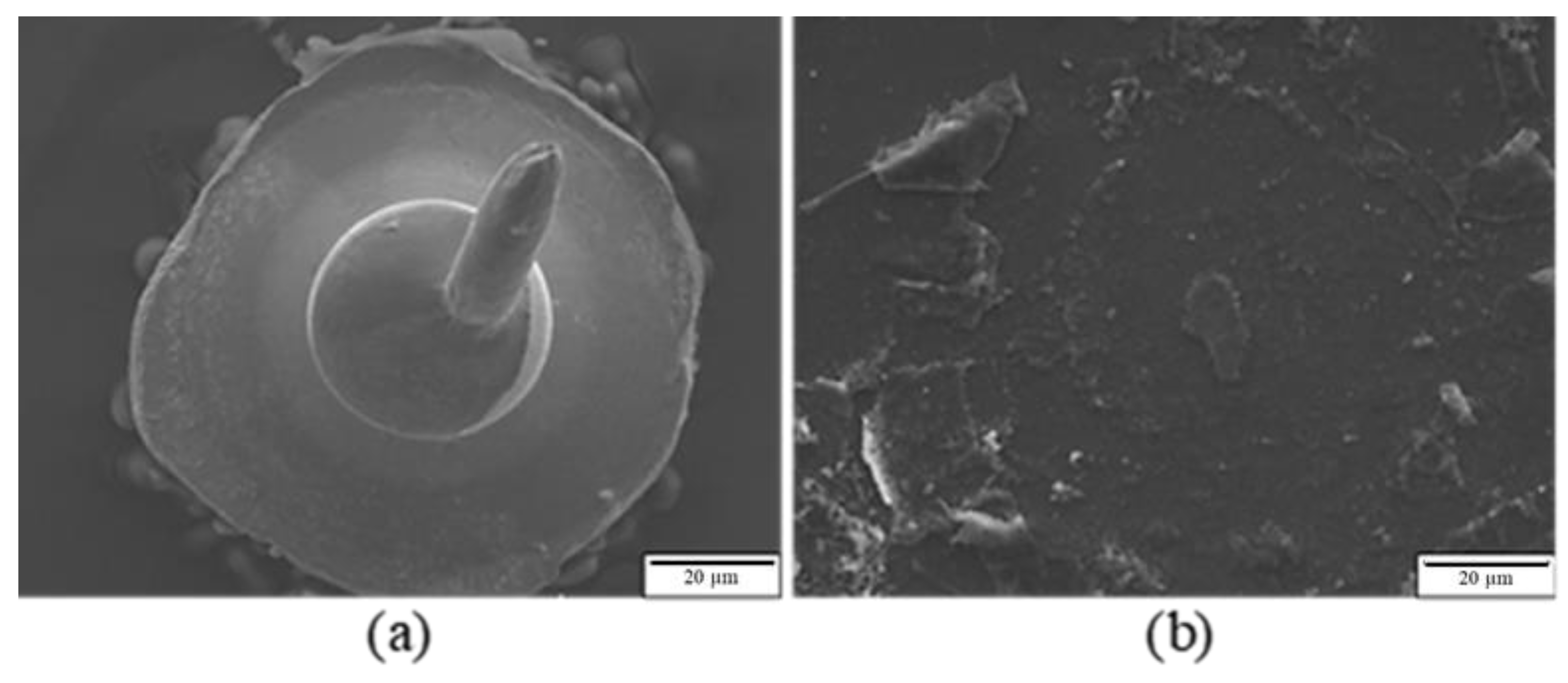
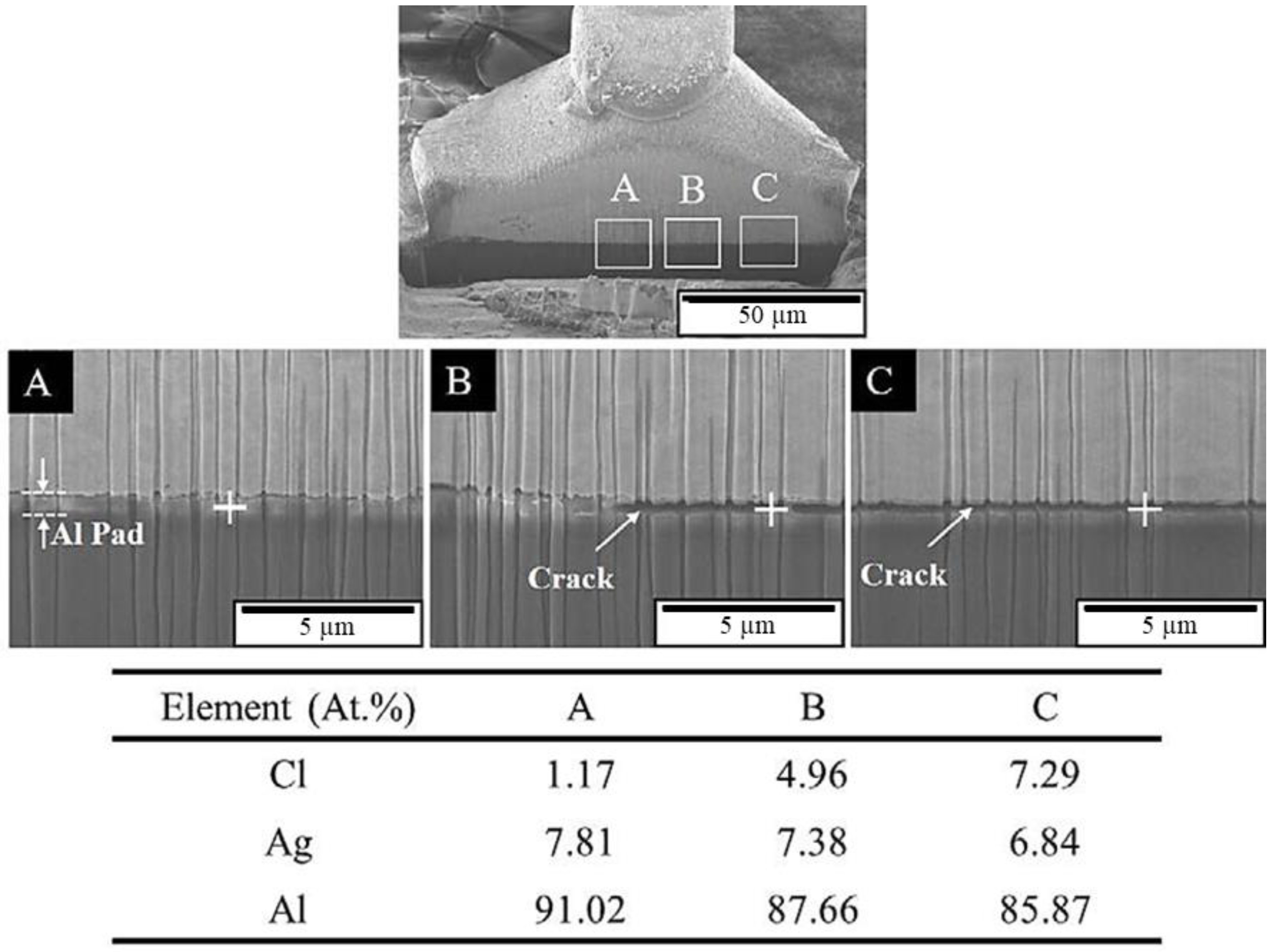
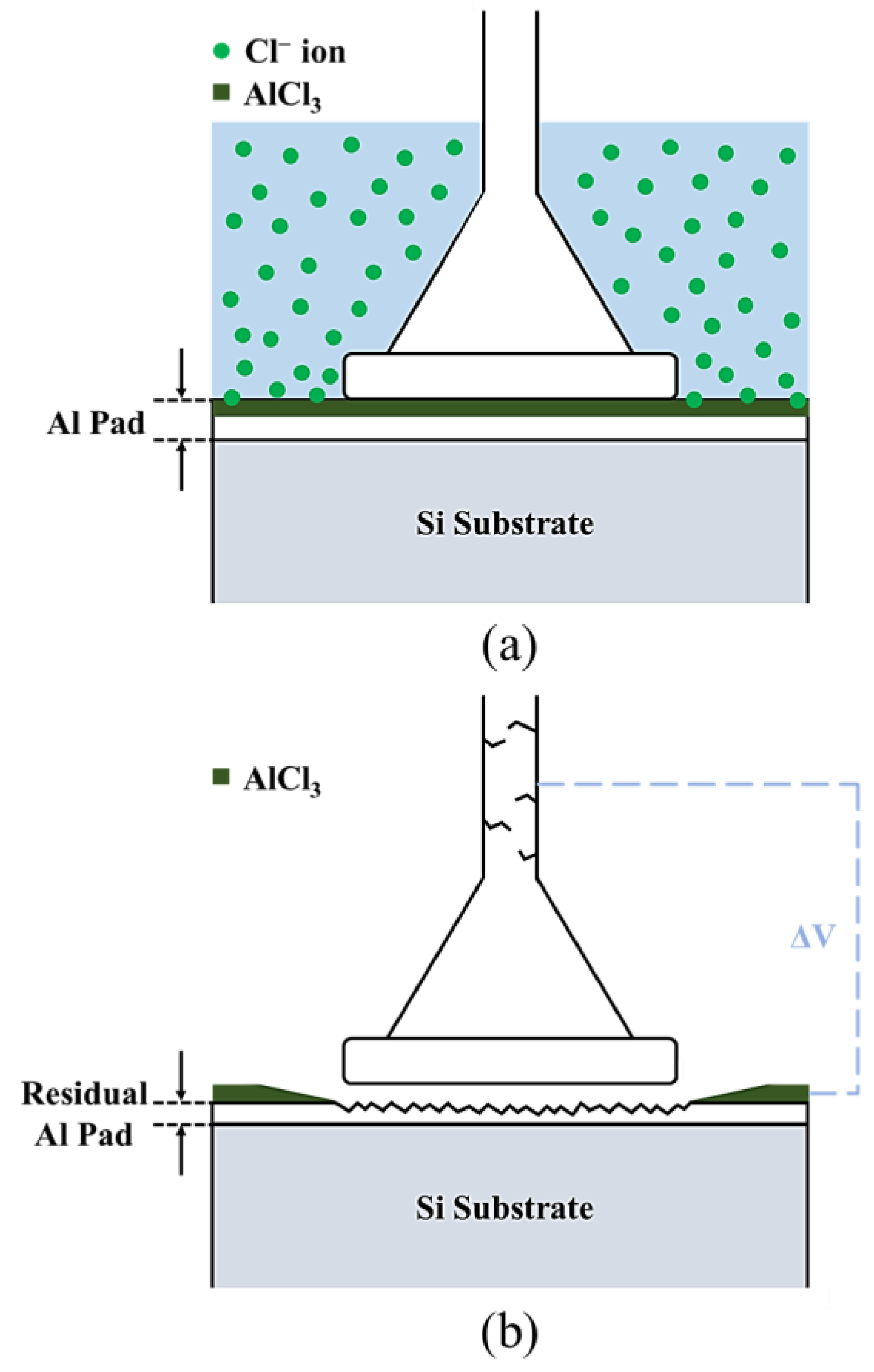
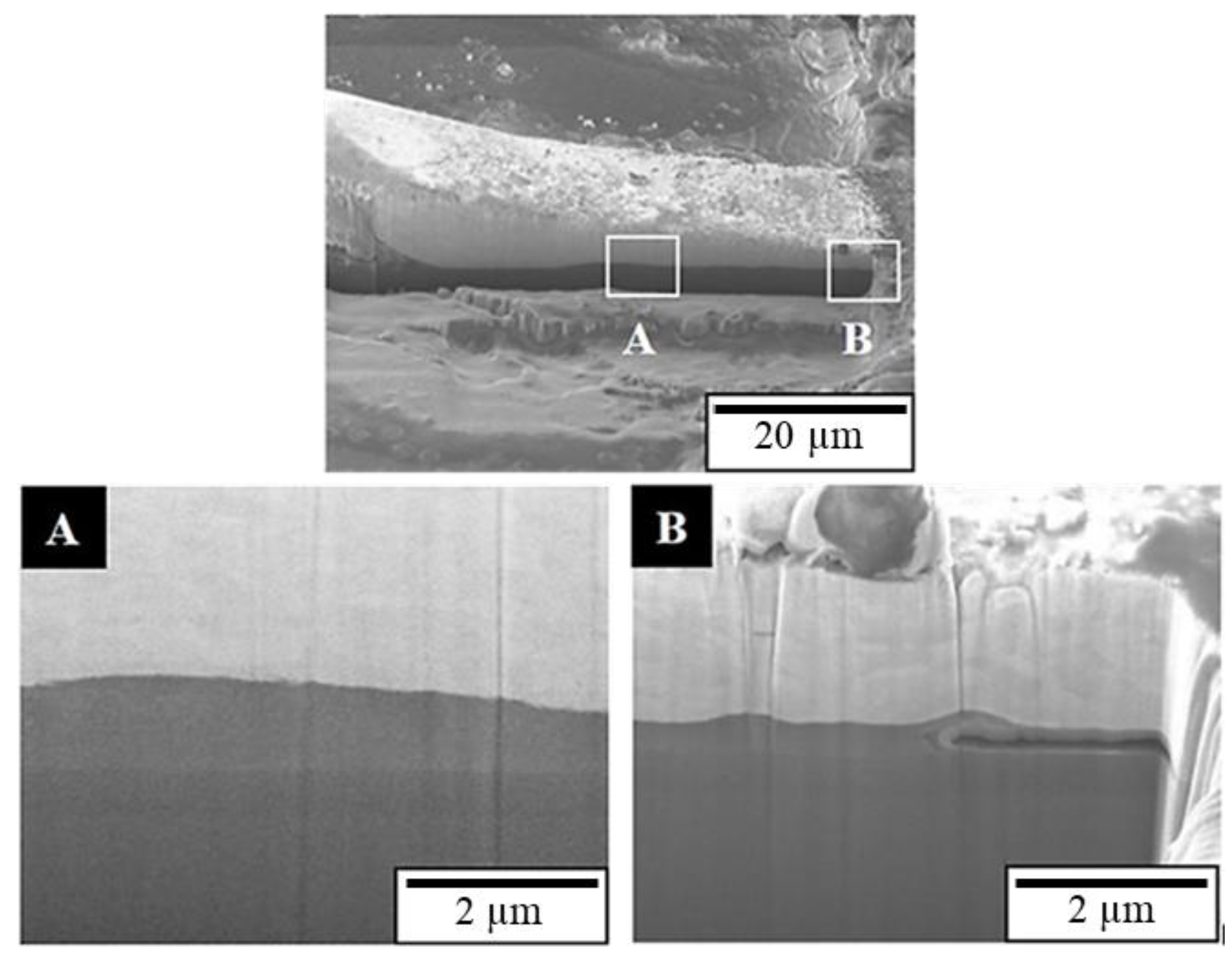
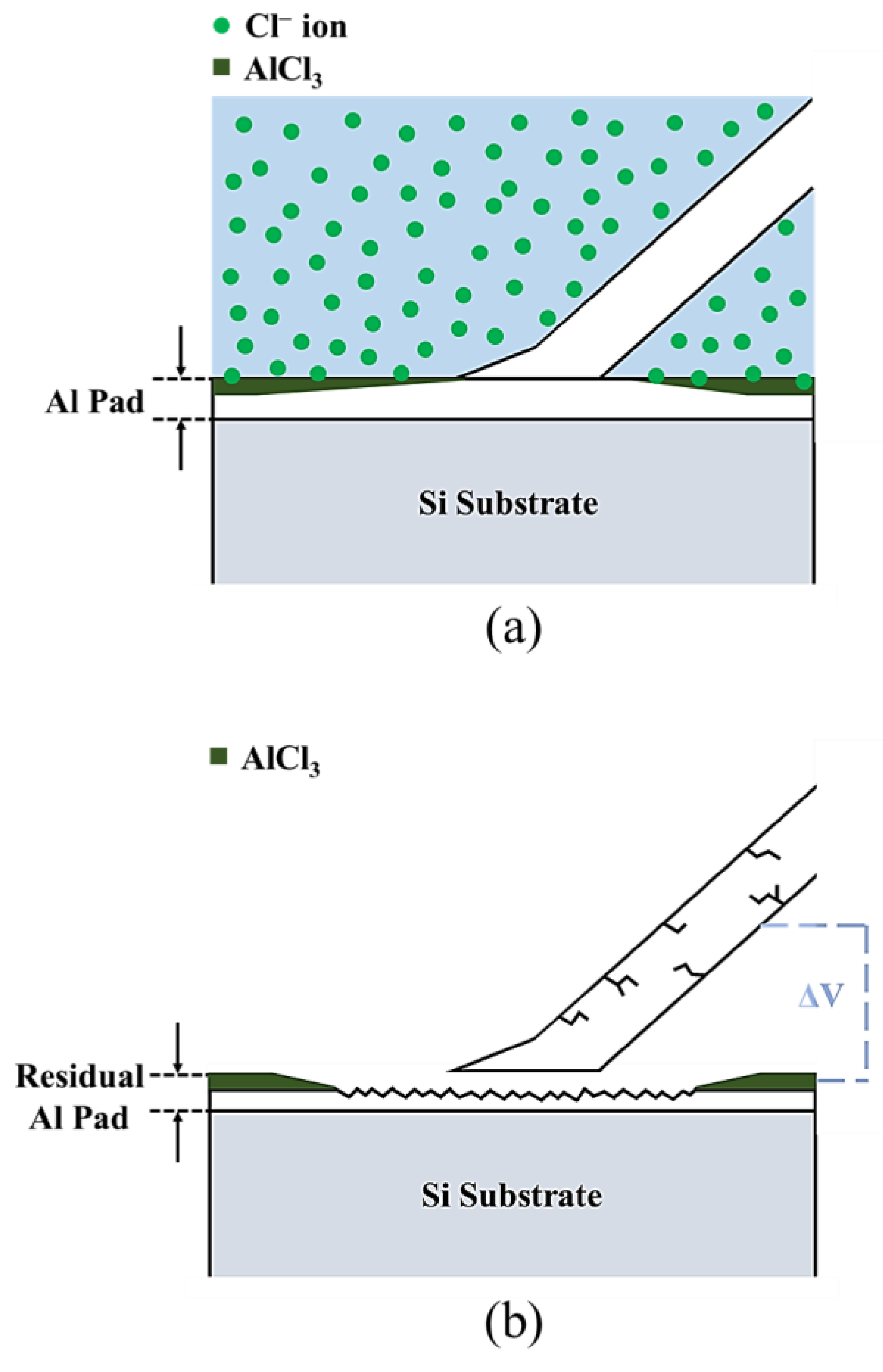
- Chloride ions erode the aluminum substrate, causing the aluminum film to become eroded and hollowed out on the joint surfaces of the first and second bonds;
- With the lower downforce of the first bond, the joint surface is not tight and separates from the Al substrate after 30 min of chlorination. The second bond still combines with the Al substrate at this time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, Y.H.; Hung, F.Y.; Lui, T.S.; Chen, K.J. Study of wire bonding reliability of Ag-Pd-Au alloy wire with flash-gold after chlorination and sulfidation. Microelectron. Reliab. 2019, 99, 186–196. [Google Scholar] [CrossRef]
- Chen, K.J.; Hung, F.Y.; Chang, C.Y. A Study of the Sulfidation Behavior on Palladium-Coated Copper Wire with a Flash-Gold Layer (PCA) after Wire Bonding. Electronics 2019, 8, 792. [Google Scholar] [CrossRef] [Green Version]
- Yang, G.; Zhou, Z.; Zhang, H.; Zhang, Y.; Peng, Z.; Gong, P.; Wang, X.; Cui, C. Improved Anti-Vulcanization and Bonding Performance of a Silver Alloy Bonding Wire by a Cathodic Passivation Treatment with Palladium. Materials 2022, 15, 2355. [Google Scholar] [CrossRef] [PubMed]
- Manoharan, S.; Patel, C.; McCluskey, P. Advancements in silver wire bonding. In International Electronic Packaging Technical Conference and Exhibition, 2017 August, 58097, V001T05A004); American Society of Mechanical Engineers: New York, NY, USA, 2017. [Google Scholar]
- Mazloum-Nejadari, A.; Khatibi, G.; Czerny, B.; Lederer, M.; Nicolics, J.; Weiss, L. Reliability of Cu wire bonds in microelectronic packages. Microelectron. Reliab. 2017, 74, 147–154. [Google Scholar] [CrossRef]
- Alim, M.A.; Abdullah, M.Z.; Aziz, M.A.; Kamarudin, R. Die attachment, wire bonding, and encapsulation process in LED packaging: A review. Sens. Actuators A Phys. 2021, 329, 112817. [Google Scholar] [CrossRef]
- Mancaleoni, A.; Sitta, A.; Colombo, A.; Villa, R.; Mirone, G.; Renna, M.; Calabretta, M. Copper wire bonding process characterization and simulation. In Proceedings of the Conference on Integrated Power Electronics Systems (CIPS), Berlin, Germany, 24–26 March 2020; pp. 1–4. [Google Scholar]
- Liu, C.P.; Chang, S.J.; Liu, Y.F.; Su, J. Corrosion-induced degradation and its mechanism study of Cu–Al interface for Cu-wire bonding under HAST conditions. J. Alloys Compd. 2020, 825, 154046. [Google Scholar] [CrossRef]
- Lall, P.; Deshpande, S.; Nguyen, L. Reliability of copper, gold, silver, and pcc wirebonds subjected to harsh environment. In Proceedings of the Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 30 May–2 June 2023; pp. 724–734. [Google Scholar]
- Zhou, W.Y.; Pei, H.Y.; Luo, J.Q.; Wu, Y.J.; Chen, J.L.; Kang, F.F.; Kong, J.W.; Ji, X.Q.; Yang, G.X.; Yang, A.H. Influence of Pd content on microstructure and performance of Au-coated Ag alloy wire. J. Mater. Sci. Mater. Electron. 2020, 31, 6241–6247. [Google Scholar] [CrossRef]
- Ly, N.; Xu, D.E.; Song, W.H.; Mayer, M. More uniform Pd distribution in free-air balls of Pd-coated Cu bonding wire using movable flame-off electrode. Microelectron. Reliab. 2015, 55, 201–206. [Google Scholar] [CrossRef]
- Tajedini, M.; Osmanson, A.T.; Kim, Y.R.; Madanipour, H.; Kim, C.U.; Glasscock, B.; Khan, M. Electromigration effect on the Pd coated Cu wirebond. In Proceedings of the Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 30 May–2 June 2023; pp. 661–666. [Google Scholar]
- Tseng, Y.W.; Hung, F.Y.; Lui, T.S.; Chen, M.Y.; Hsueh, H.W. Effect of annealing on the microstructure and bonding interface properties of Ag-2Pd alloy wire. Microelectron. Reliab. 2015, 55, 1256–1261. [Google Scholar] [CrossRef]
- Chen, C.H.; Lee, P.I.; Chuang, T.H. Microstructure evolution and failure mechanism of electromigration in Ag-alloy bonding wire. J. Alloys Compd. 2022, 913, 165266. [Google Scholar] [CrossRef]
- Tseng, Y.W.; Hung, F.Y.; Lui, T.S. Microstructure, mechanical and high-temperature electrical properties of cyanide-free Au-coated Ag wire (ACA). Mater. Trans. 2015, 56, 441–444. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Chen, J.; Pei, H.; Kang, F.; Wu, Y.; Kong, J.; Yang, G.; Yi, J. Microstructure and bonding performance of an Au-coated Ag alloy wire. Microelectron. Eng. 2019, 217, 111104. [Google Scholar] [CrossRef]
- Liqun, G.; Qiang, C.; Juanjuan, L.; Zhengrong, C.; Jianwei, Z.; Maohua, D.; Chung, M. Comparison of Ag Wire and Cu Wire in Memory Package. ECS Trans. 2013, 52, 747–751. [Google Scholar] [CrossRef]
- Kai, L.J.; Hung, L.Y.; Wu, L.W.; Chiang, M.Y.; Jiang, D.S.; Huang, C.M.; Wang, Y.P. Silver alloy wire bonding. In Proceedings of the Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 30 May–2 June 2023; pp. 1163–1168. [Google Scholar]
- Szymanski, R.; Charcosset, H. Platinum-Zirconium alloy catalysts supported on carbon or zirconia. Platin. Met. Rev. 1986, 30, 23–27. [Google Scholar]
- Mori, K. Manufacture of Platinum Fibre and Fabric. Platin. Met. Rev. 2004, 48, 56–57. [Google Scholar]
- Huang, I.T.; Hung, F.Y.; Lui, T.S.; Chen, L.H.; Hsueh, H.W. A study on the tensile fracture mechanism of 15 μm copper wire after EFO process. Microelectron. Reliab. 2011, 51, 25–29. [Google Scholar] [CrossRef]
- Tsai, H.H.; Lee, J.D.; Tsai, C.H.; Wang, H.C.; Chang, C.C.; Chuang, T.H. An innovative annealing-twinned Ag-Au-Pd bonding wire for IC and LED packaging. In Proceedings of the International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan , 23–26 October, 2012; pp. 243–246. [Google Scholar]
- Wu, B.D.; Hung, F.Y. Effect of electrification and chlorination on the microstructure and electrical properties of fine Al wires. Microelectron. Reliab. 2021, 124, 114234. [Google Scholar] [CrossRef]
- Yamaji, Y.; Hori, M.; Ikenosako, H.; Oshima, Y.; Suda, T.; Umeki, A.; Kandori, M.; Oida, M.; Goto, H.; Katsumata, A.; et al. IMC study on Cu wirebond failures under high humidity conditions. In Proceedings of the Electronics Packaging Technology Conference (EPTC), Singapore, 7–9 December 2011; pp. 480–485. [Google Scholar]
- Uno, T. Bond reliability under humid environment for coated copper wire and bare copper wire. Microelectron. Reliab. 2011, 51, 148–156. [Google Scholar] [CrossRef]
- Tseng, Y.W.; Hung, F.Y.; Lui, T.S. Microstructure, tensile and electrical properties of gold-coated silver bonding wire. Microelectron. Reliab. 2015, 55, 608–612. [Google Scholar] [CrossRef]
- Hsueh, H.W.; Hung, F.Y.; Lui, T.S. A study on electromigration-inducing intergranular fracture of fine silver alloy wires. Appl. Phys. Lett. 2017, 110, 031902. [Google Scholar] [CrossRef]
- Lee, C.S.; Tran, T.; Boyne, D.; Higgins, L.; Mawer, A. Copper versus palladium coated copper wire process and reliability differences. In Proceedings of the Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 30 May–2 June 2023; pp. 1539–1548. [Google Scholar]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.-R.; Hung, F.-Y.; Hsu, C.-W. Metallographic Mechanism of Embrittlement of 15 μm Ultrafine Quaternary Silver Alloy Bonding Wire in Chloride Ions Environment. Materials 2023, 16, 1066. https://doi.org/10.3390/ma16031066
Zhao J-R, Hung F-Y, Hsu C-W. Metallographic Mechanism of Embrittlement of 15 μm Ultrafine Quaternary Silver Alloy Bonding Wire in Chloride Ions Environment. Materials. 2023; 16(3):1066. https://doi.org/10.3390/ma16031066
Chicago/Turabian StyleZhao, Jun-Ren, Fei-Yi Hung, and Che-Wei Hsu. 2023. "Metallographic Mechanism of Embrittlement of 15 μm Ultrafine Quaternary Silver Alloy Bonding Wire in Chloride Ions Environment" Materials 16, no. 3: 1066. https://doi.org/10.3390/ma16031066
APA StyleZhao, J. -R., Hung, F. -Y., & Hsu, C. -W. (2023). Metallographic Mechanism of Embrittlement of 15 μm Ultrafine Quaternary Silver Alloy Bonding Wire in Chloride Ions Environment. Materials, 16(3), 1066. https://doi.org/10.3390/ma16031066