
Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
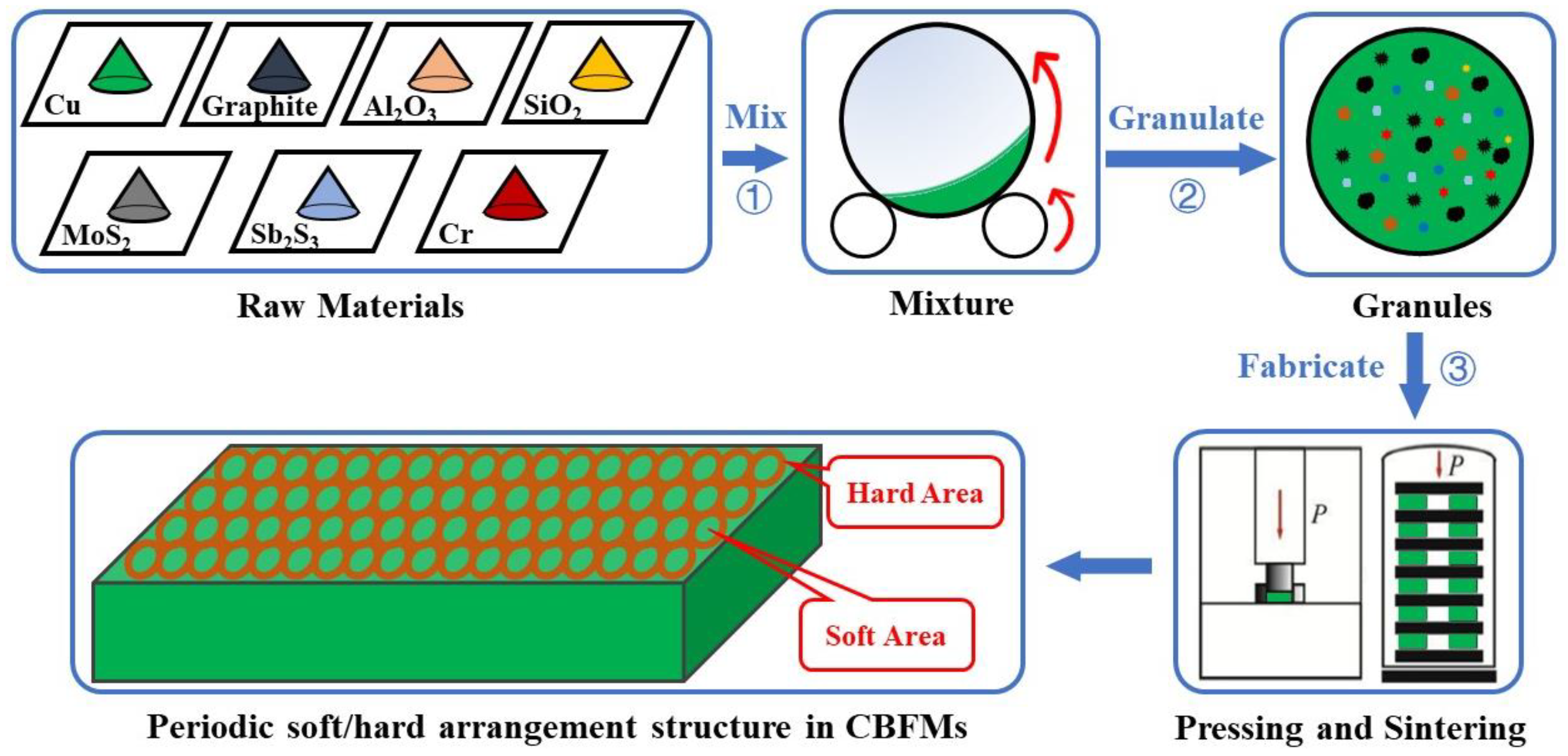
2.2. Preparation of Composites
2.3. Testing Methods and Equipment
2.4. Characterization of Worn Surface
3. Result and Discussion
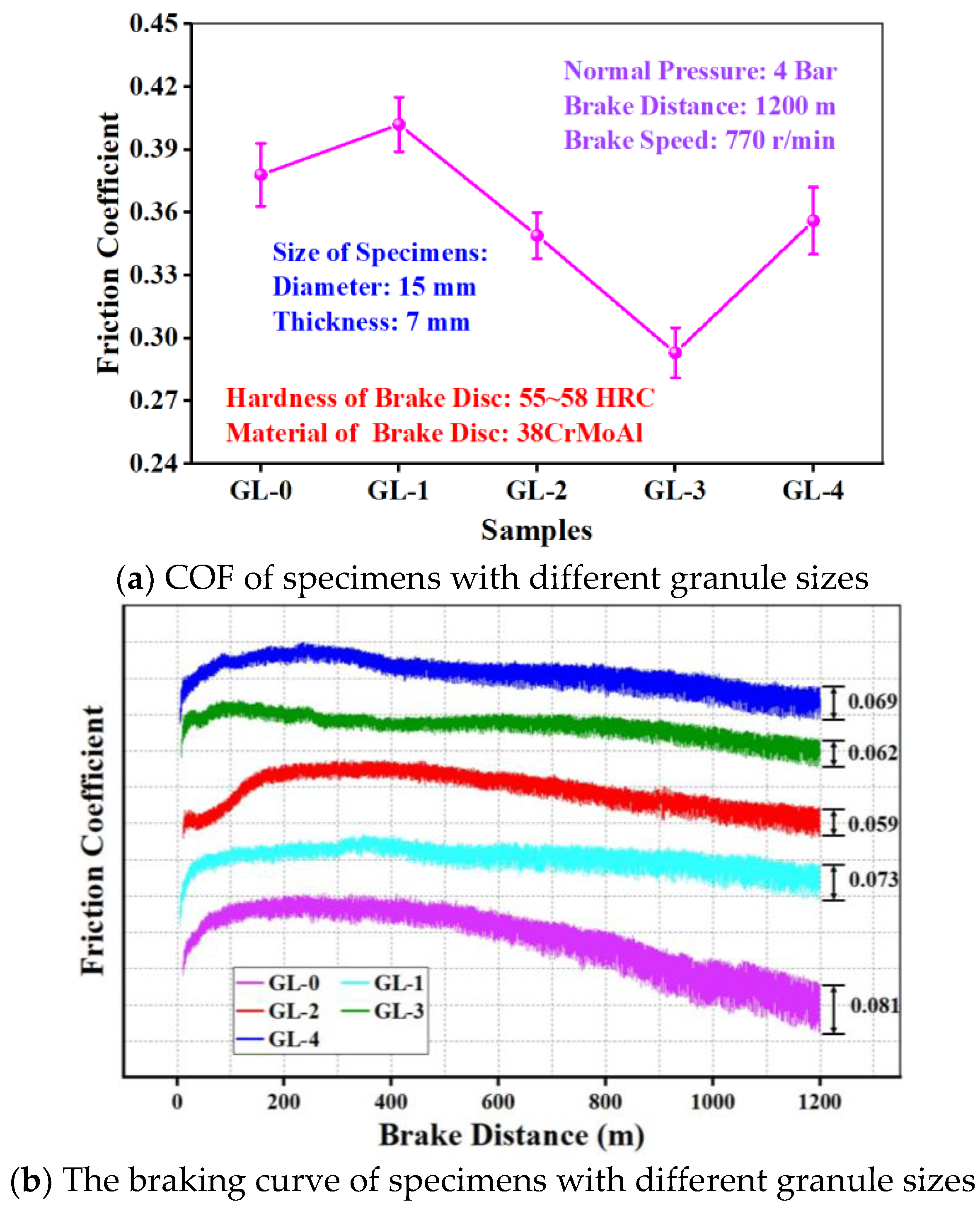
3.1. Friction Performance Analysis
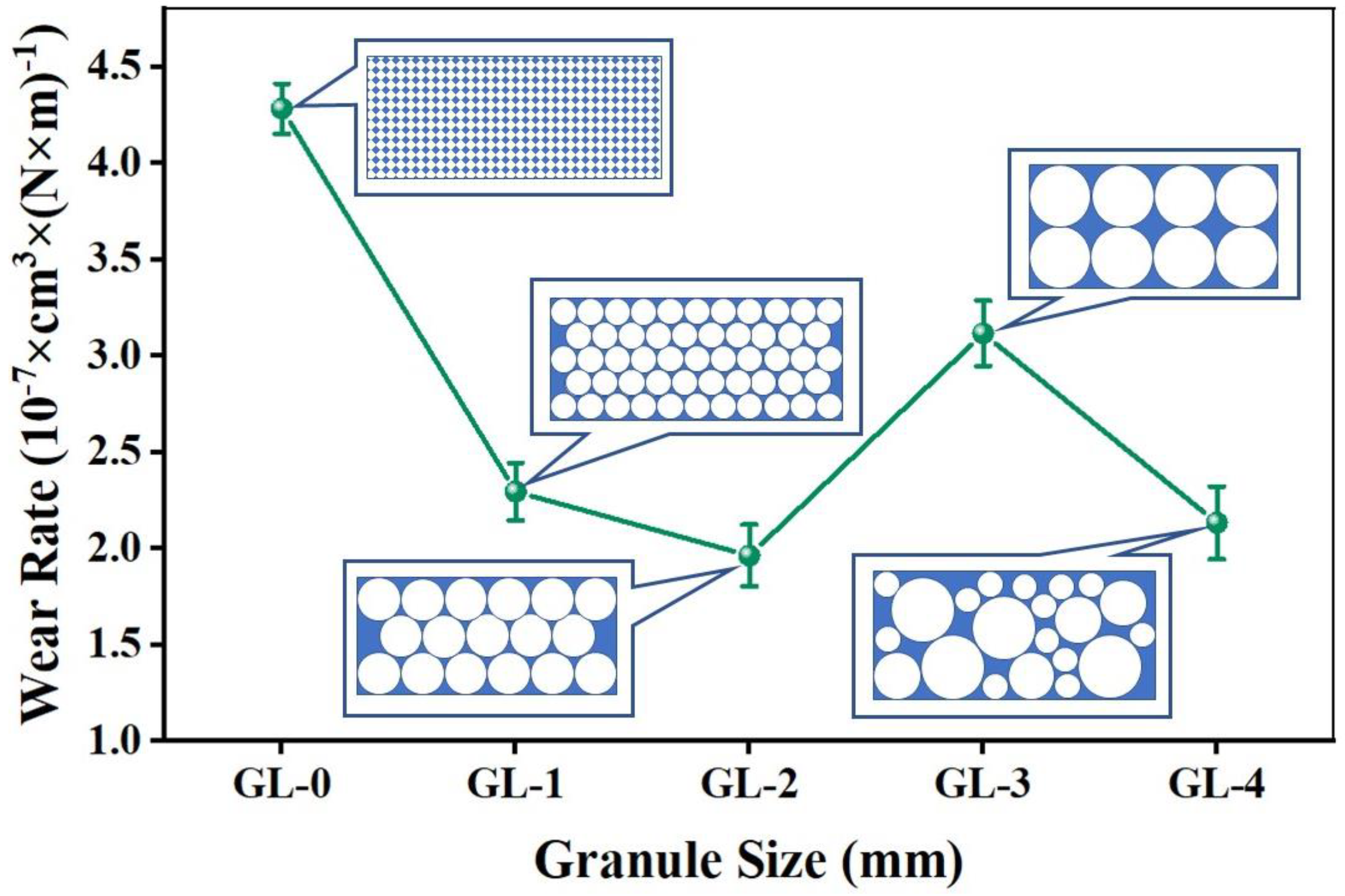
3.2. Wear Performance Analysis
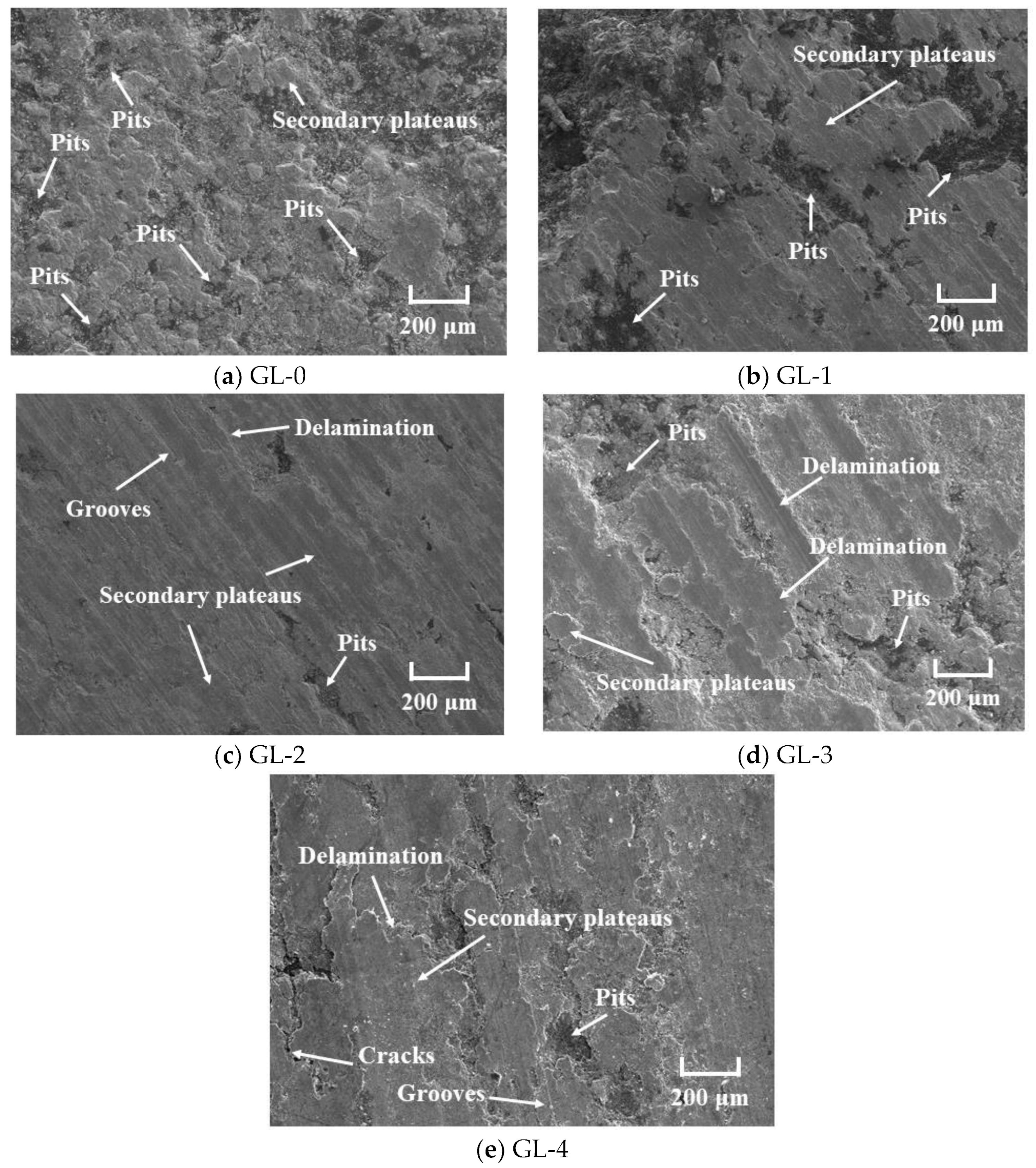
3.3. Morphology of Worn Surface
3.4. Analysis of Worn Surface Roughness
4. Conclusions
- Granulation technology can effectively control the COF of CBFMs. With the increase in granule size, the COF increased first and then decreased.
- Granulation technology can improve the COF stability of CBFMs, including heat fade resistance and friction stability.
- Granulation technology can significantly enhance the wear resistance of CBFMs. The wear rate of GL-2 was 54.2% lower than that of GL-0.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Annaraj, J.P.; Bose, N.; Hynes, N.R.J. A review on mechanical and tribological properties of sintered copper matrix composites. AIP Conf. Proc. 2019, 2142, 70027. [Google Scholar]
- Yang, H.; Ma, Z.; Lei, C.; Meng, L.; Fang, Y.; Liu, J.; Wang, H. High strength and high conductivity Cu alloys: A review. Sci. China Technol. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Fan, J.; Wang, N.; Wang, X.; Hao, Y.; Wu, S.; Wang, Y.; Liu, J. Effect of the Coke/Flake Graphite Ratio on the Microstructure and Properties of Cu-Based Powder Metallurgy Friction Materials. J. Mater. Eng. Perform. 2022, 31, 10378–10392. [Google Scholar] [CrossRef]
- Zhou, H.; Yao, P.; Xiao, Y.; Fan, K.; Zhang, Z.; Gong, T.; Zhao, L.; Deng, M.; Liu, C.; Ling, P. Friction and wear maps of copper metal matrix composites with different iron volume content. Tribol. Int. 2019, 132, 199–210. [Google Scholar] [CrossRef]
- Cui, G.; Bi, Q.; Zhu, S.; Yang, J.; Liu, W. Tribological properties of bronze–graphite composites under sea water condition. Tribol. Int. 2012, 53, 76–86. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, L.; Wei, D.; Wu, P.; Cao, J.; Shijia, C.; Qu, X.; Fu, K. Effect of graphite type on the contact plateaus and friction properties of copper-based friction material for high-speed railway train. Wear 2019, 432–433, 202927. [Google Scholar] [CrossRef]
- Lian, W.; Mai, Y.; Wang, J.; Zhang, L.; Liu, C.; Jie, X. Fabrication of graphene oxide-Ti3AlC2 synergistically reinforced copper matrix composites with enhanced tribological performance. Ceram. Int. 2019, 45, 18592–18598. [Google Scholar] [CrossRef]
- Zou, H.; Ran, X.; Zhu, W.; Wang, Y.; Zhan, S.; Hao, Z. Tribological Behavior of Copper(-)Graphite Composites Reinforced with Cu-Coated or Uncoated SiO(2) Particles. Materials 2018, 11, 2414. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.; Zhang, L.; Wei, D.; Wu, P.; Cao, J.; Shijia, C.; Qu, X.; Fu, K. The Synergistic Effect of Cr and CrFe Particles on the Braking Behavior of Cu-Based Powder Metallurgy Brake Pads. Tribol. Trans. 2019, 62, 1072–1085. [Google Scholar] [CrossRef]
- Su, L.; Gao, F.; Han, X.; Chen, J. Effect of copper powder third body on tribological property of copper-based friction materials. Tribol. Int. 2015, 90, 420–425. [Google Scholar] [CrossRef]
- Zheng, C.; Ma, Z.; Yu, L.; Wang, X.; Zheng, L.; Zhu, L. Effect of Silicon Carbide Nanoparticles on the Friction-Wear Properties of Copper-Based Friction Discs. Materials 2022, 15, 587. [Google Scholar] [CrossRef]
- Du, J.H.; Zang, Y.; Zhu, X.Y. Effect of Nano-AlN on the Friction Performance of Cu-Based Friction Material. Mater. Sci. Forum 2011, 694, 413–417. [Google Scholar] [CrossRef]
- Varol, T.; Canakci, A. An investigation on wear behavior of Cu-graphite nanocomposites prepared by flake powder metallurgy. Ind. Lubr. Tribol. 2017, 69, 8–14. [Google Scholar] [CrossRef]
- Zhu, C.; Li, R. The Wear Performance of Cu-Based Composites Reinforced with Boron Nitride Nanosheets. Materials 2022, 15, 5282. [Google Scholar] [CrossRef] [PubMed]
- Hou, B.; Guo, H.; Zhang, N.; Zhi, Q.; Wang, B.; Yang, J. Anisotropic friction behavior of aligned and oriented graphite flakes/copper composite. Carbon 2022, 186, 64–74. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, C.; Wu, S.; Jia, D.; Sun, L.; Li, Y.; Liu, J. Effect of Cr–Fe on friction and wear properties of Cu-based friction material. Mater. Sci. Technol. 2017, 34, 869–875. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Liu, D.; Ma, Y.; Tian, Y.; Tong, J.; Senthamaraikannan, P.; Saravanakumar, S. Evaluation of wear resistance of corn stalk fiber reinforced brake friction materials prepared by wet granulation. Wear 2019, 432–433, 102918. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Menon, C.; Tong, J. Evaluation of Wear Resistance of Friction Materials Prepared by Granulation. ACS Appl. Mater. Interfaces 2015, 7, 22814–22820. [Google Scholar] [CrossRef] [PubMed]
- Nie, J.; Jia, X.; Jia, C.; Li, Y.; Zhang, Y.; Shi, N. Friction and wear properties of copper matrix composites reinforced by tungsten-coated carbon nanotubes. Rare Metals 2011, 30, 657–663. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, L.; Fu, K.; Wu, P.; Cao, J.; Shijia, C.; Qu, X. Fade behaviour of copper-based brake pad during cyclic emergency braking at high speed and overload condition. Wear 2019, 428–429, 10–23. [Google Scholar] [CrossRef]
- Zhuang, J.; Liu, Y.B.; Cao, Z.Y.; Li, Y.Y. Microstructure and Wear Resistance of Cu-TiC Composites Fabricated by Mechanical Alloying and Spark Plasma Sintering. Adv. Mater. Res. 2011, 213, 524–528. [Google Scholar] [CrossRef]
- Zhou, H.; Yao, P.; Xiao, Y.; Fan, K.; Gong, T.; Zhao, L.; Zhang, Z.; Deng, M.; Li, Y. High energy braking behaviors and tribo-map constructions of Cu metal matrix composites with different Cr volume contents. Wear 2022, 496–497, 204275. [Google Scholar] [CrossRef]
- Zhuang, J.; Liu, Y.; Cao, Z.; Li, Y. The Influence of Technological Process on Dry Sliding Wear Behaviour of Titanium Carbide Reinforcement Copper Matrix Composites. Mater. Trans. 2010, 51, 2311–2317. [Google Scholar] [CrossRef] [Green Version]
- Rondet, E.; Delalonde, M.; Ruiz, T.; Desfours, J.P. Identification of granular compactness during the kneading of a humidified cohesive powder. Powder Technol. 2009, 191, 7–12. [Google Scholar] [CrossRef]
- Pepin, X.S.; Blanchon, S.; Rossetti, D.; Couarraze, G. Hardness of moist agglomerates in relation to interparticle friction, granule liquid content and nature. Powder Technol. 2001, 117, 123–138. [Google Scholar] [CrossRef]
- Shi, S.C.; Peng, Y.Q. Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite. Materials 2021, 14, 7707. [Google Scholar] [CrossRef]
- Zhang, L.; Fu, K.; Zhang, P.; Wu, P.; Cao, J.; Shijia, C.; Wei, D.; Qu, X. Improved Braking Performance of Cu-Based Brake Pads by Utilizing Cu-Coated SiO2 Powder. Tribol. Trans. 2020, 63, 829–840. [Google Scholar] [CrossRef]
- Cui, G.; Ren, J.; Lu, Z. The Microstructure and Wear Characteristics of Cu–Fe Matrix Friction Material with Addition of SiC. Tribol. Lett. 2017, 65, 108. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Du, S.; Yang, Z.; He, T.; Li, Z. Study on the Tribological Performance of Copper-Based Powder Metallurgical Friction Materials with Cu-Coated or Uncoated Graphite Particles as Lubricants. Materials 2018, 11, 2016. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.X.; Yang, J.F. Fabrication and Tribological Properties of Mesocarbon Microbead-Cu Friction Composites. Materials 2020, 13, 463. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, H.B.; Liu, X.T.; Che, J.J.; Zhao, H.W.; Bhushan, B.; Tong, J.; Zhuang, J.; Ma, Y.H. Analysis of abnormal wear on a certain type of CRH380 high-speed railway grounding brush. Mater. Werkst. 2020, 51, 452–460. [Google Scholar] [CrossRef]
- Ilie, F.; Cristescu, A.C. Tribological Behavior of Friction Materials of a Disk-Brake Pad Braking System Affected by Structural Changes-A Review. Materials 2022, 15, 4745. [Google Scholar] [CrossRef] [PubMed]
- Khare, V.; Pham, M.Q.; Kumari, N.; Yoon, H.S.; Kim, C.S.; Park, J.I.; Ahn, S.H. Graphene-ionic liquid based hybrid nanomaterials as novel lubricant for low friction and wear. ACS Appl. Mater. Interfaces 2013, 5, 4063–4075. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Content (by wt %) | Particles Size (Mesh) | Purity | Manufacturer |
|---|---|---|---|---|
| Copper-coated Iron Powder | 71.5 | 300 | 99% | Henan Taihe Huijin Powder Technology Co., Ltd., (Jiaozuo, China) |
| Graphite | 11 | 100 | 99% | Shanghai Youmo Composite Materials Co., Ltd., (Shanghai, China) |
| MoS2 | 5 | 200 | 99.8% | Nangong Chunxu Metal Material Factory Co., Ltd., (Xingtai, China) |
| Sb2S3 | 5 | 200 | 99% | Zhongke Yanuo (Beijing) Technology Co., Ltd., (Beijing, China) |
| Al2O3 | 3 | 100 | 99.9% | Suiye Electronic Applied Materials Co., Ltd., (Shanghai, China) |
| SiO2 | 0.8 | 1000 | 99.4% | Hebei Keze Metal Materials Co., Ltd., (Xingtai, China) |
| Cr | 3.7 | 2000 | 99.95% | Nangong Xindun Alloy Electrode Spray Co., Ltd., (Xingtai, China) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Zhuang, J.; Tong, T.; Tong, J.; Zhao, X.; Cao, F.; Song, W.; Wang, D.; Tian, Y.; Ma, Y.; et al. Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials. Materials 2023, 16, 1075. https://doi.org/10.3390/ma16031075
Li L, Zhuang J, Tong T, Tong J, Zhao X, Cao F, Song W, Wang D, Tian Y, Ma Y, et al. Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials. Materials. 2023; 16(3):1075. https://doi.org/10.3390/ma16031075
Chicago/Turabian StyleLi, Lekai, Jian Zhuang, Tianjian Tong, Jin Tong, Xucheng Zhao, Feipeng Cao, Wei Song, Donghai Wang, Yitong Tian, Yunhai Ma, and et al. 2023. "Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials" Materials 16, no. 3: 1075. https://doi.org/10.3390/ma16031075
APA StyleLi, L., Zhuang, J., Tong, T., Tong, J., Zhao, X., Cao, F., Song, W., Wang, D., Tian, Y., Ma, Y., Chen, D., & Zhang, Q. (2023). Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials. Materials, 16(3), 1075. https://doi.org/10.3390/ma16031075