
Effect of Cu on the Formation of Reversed Austenite in Super Martensitic Stainless Steel

Abstract
:1. Introduction
2. Materials and Methods
3. Results
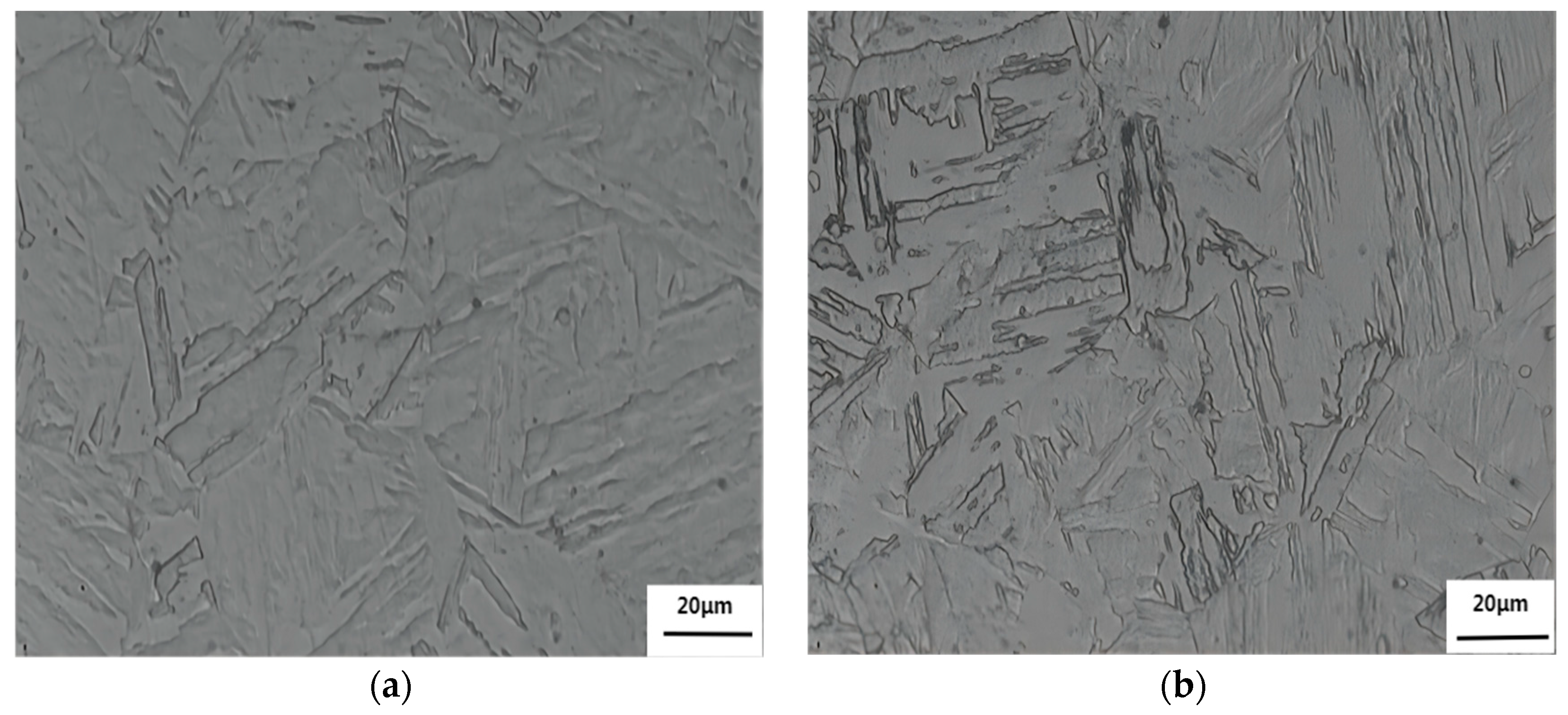
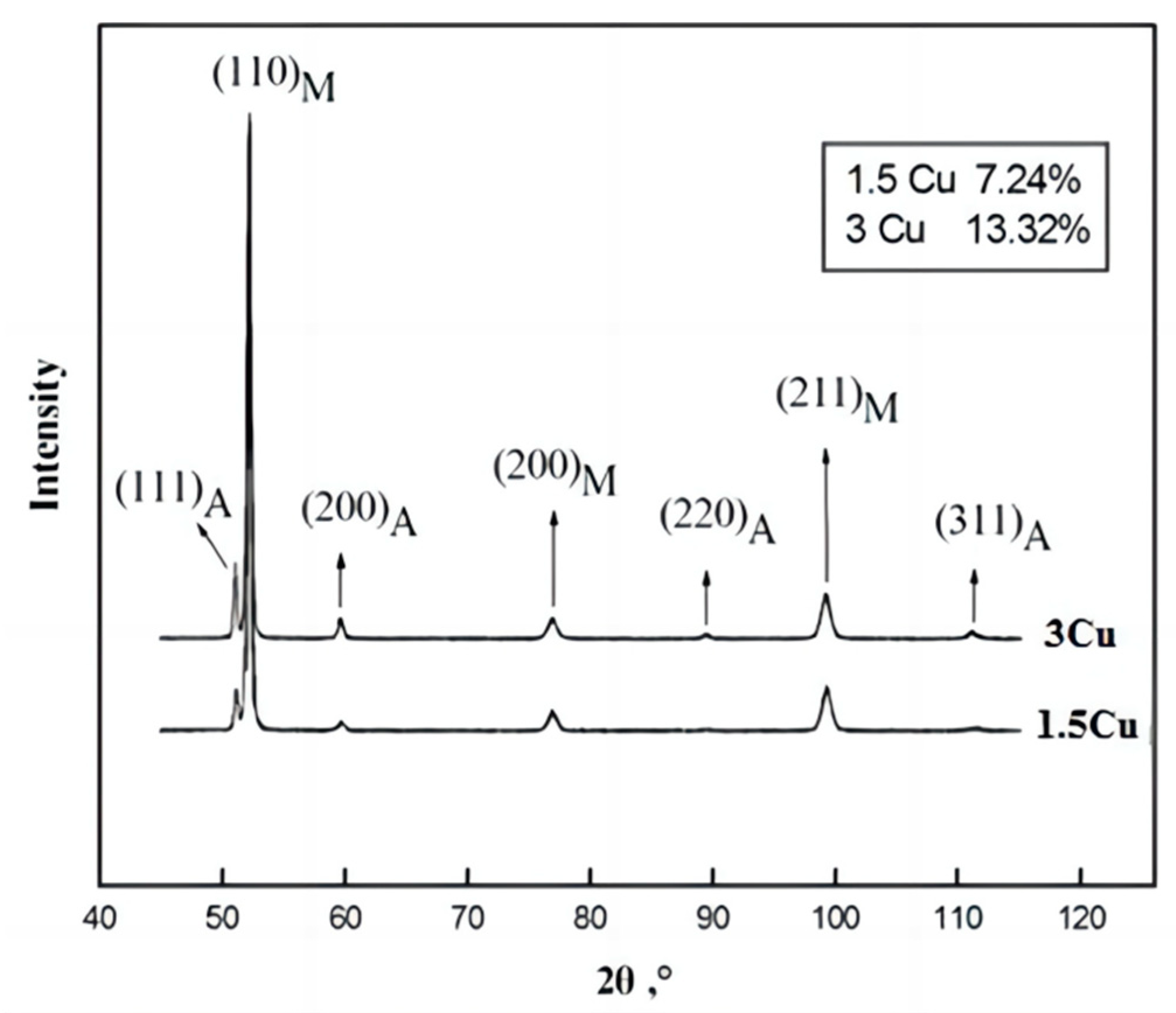
3.1. Effect of Cu on the Quenched Microstructure
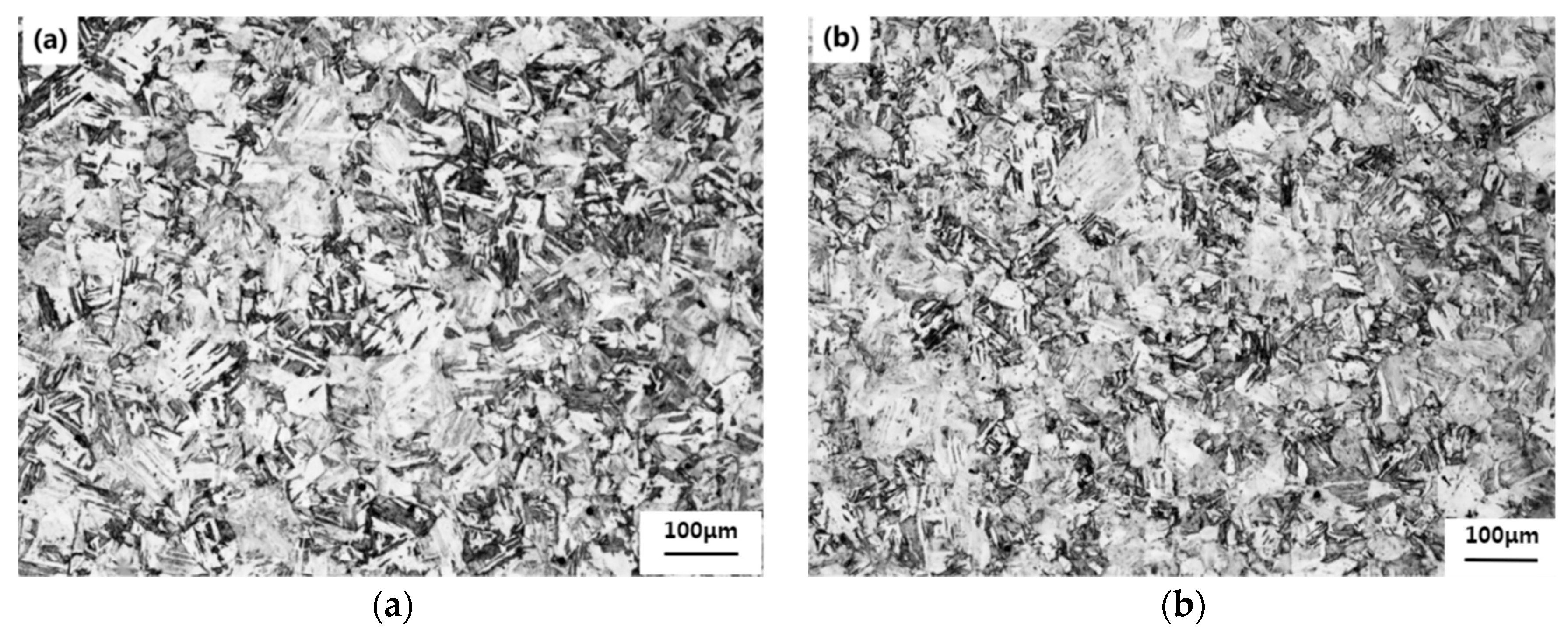
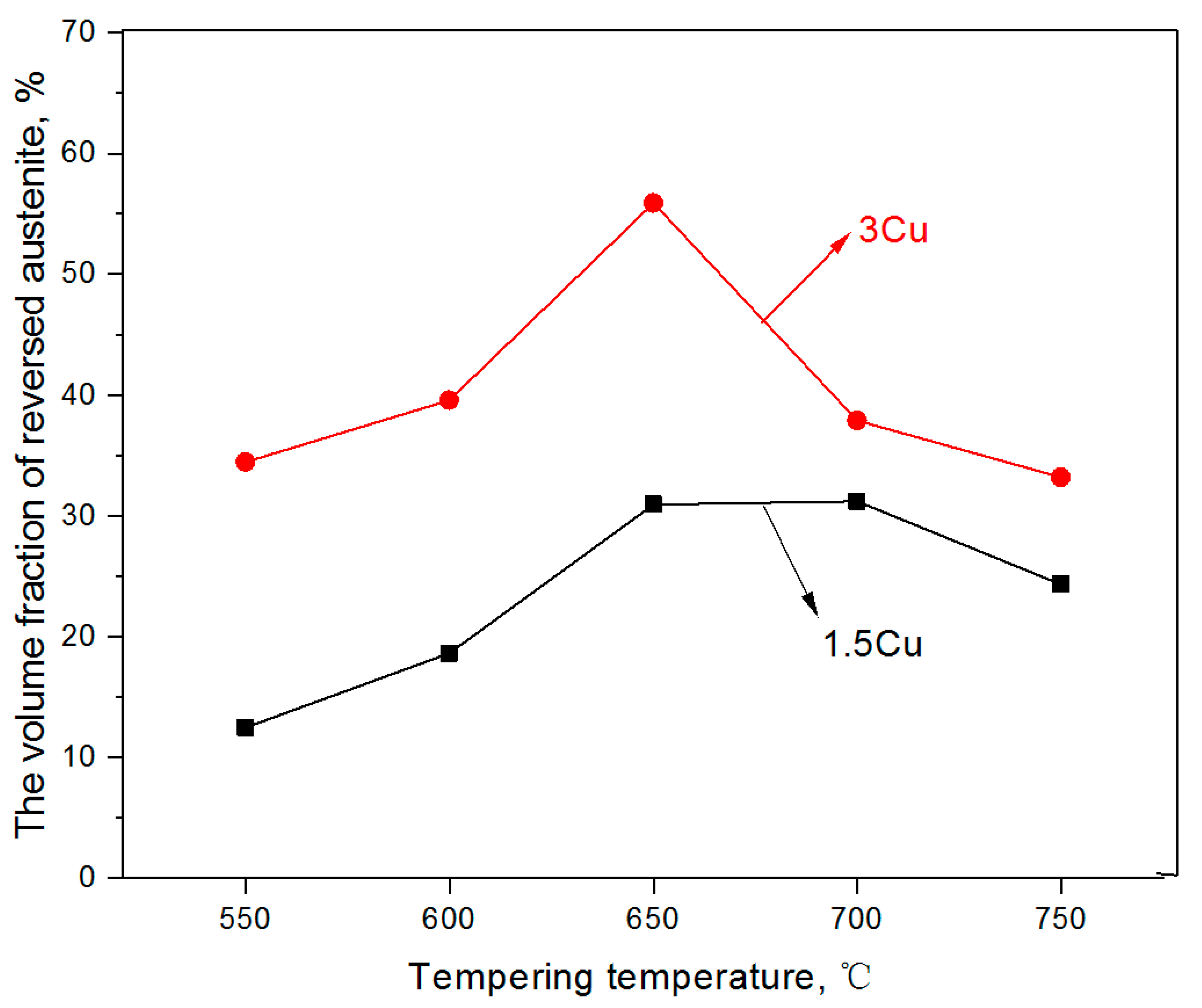
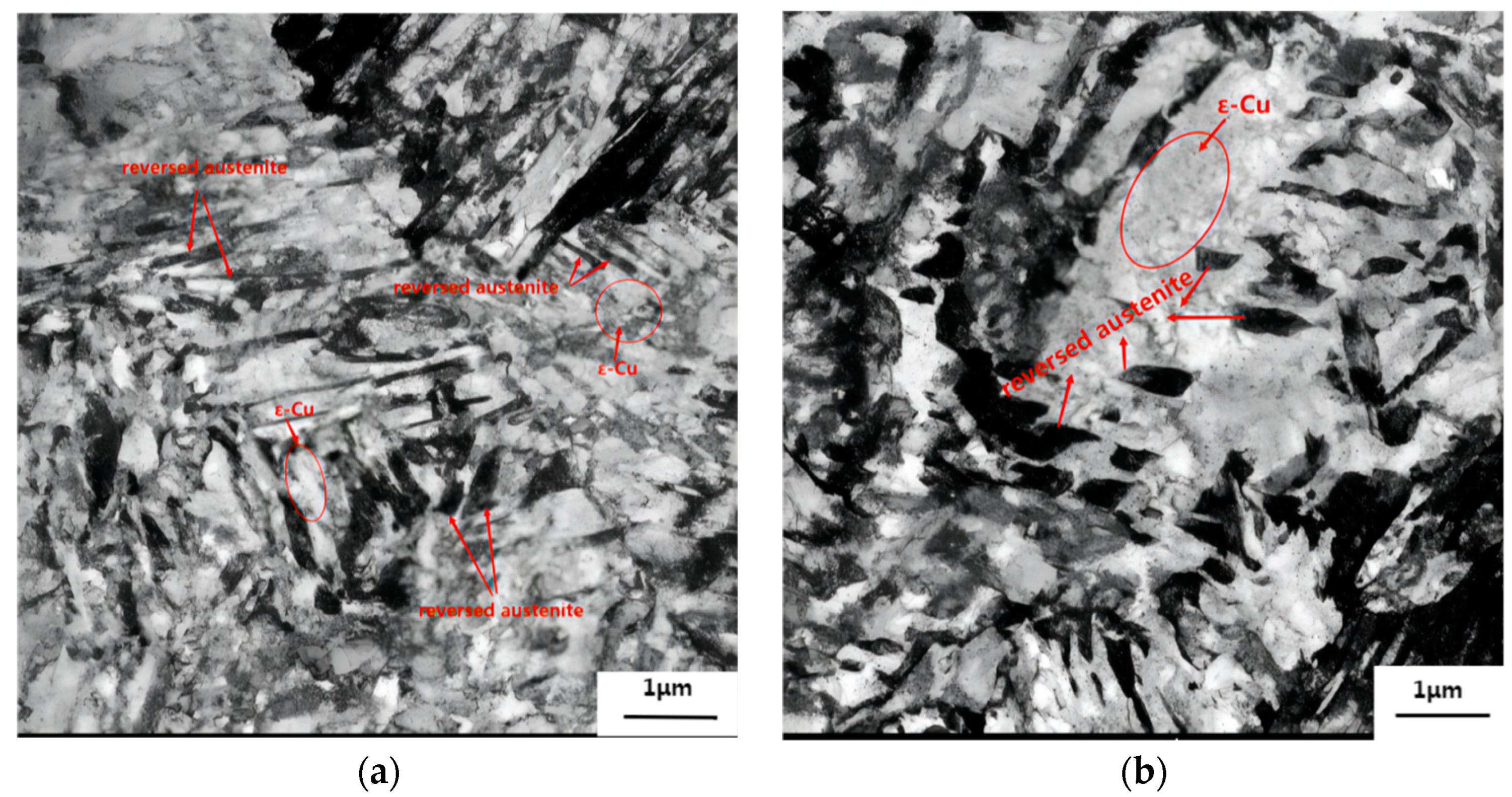
3.2. Effect of Cu on the Tempered Microstructure
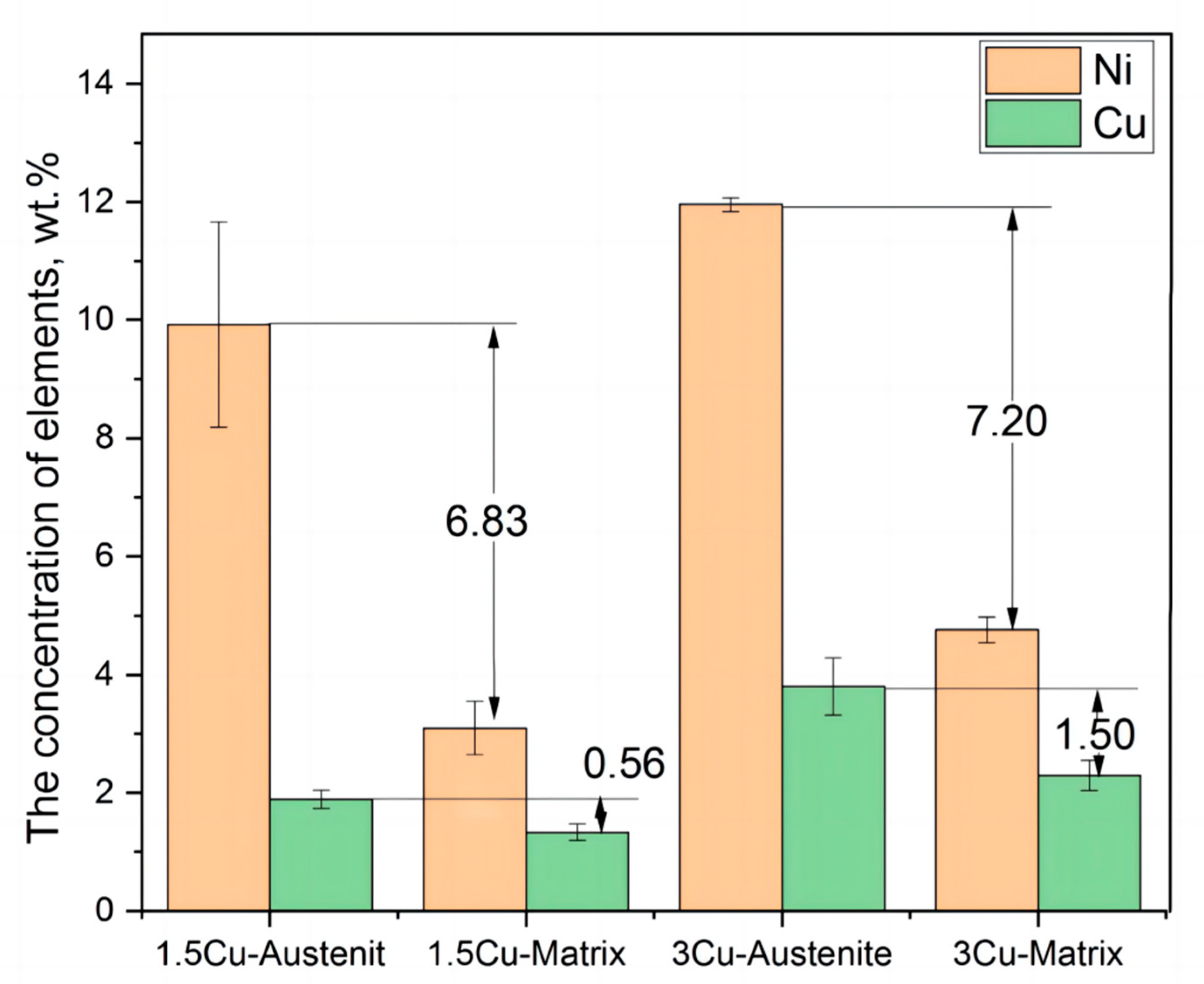
3.3. Enrichment of Cu and Ni in Reversed Austenite
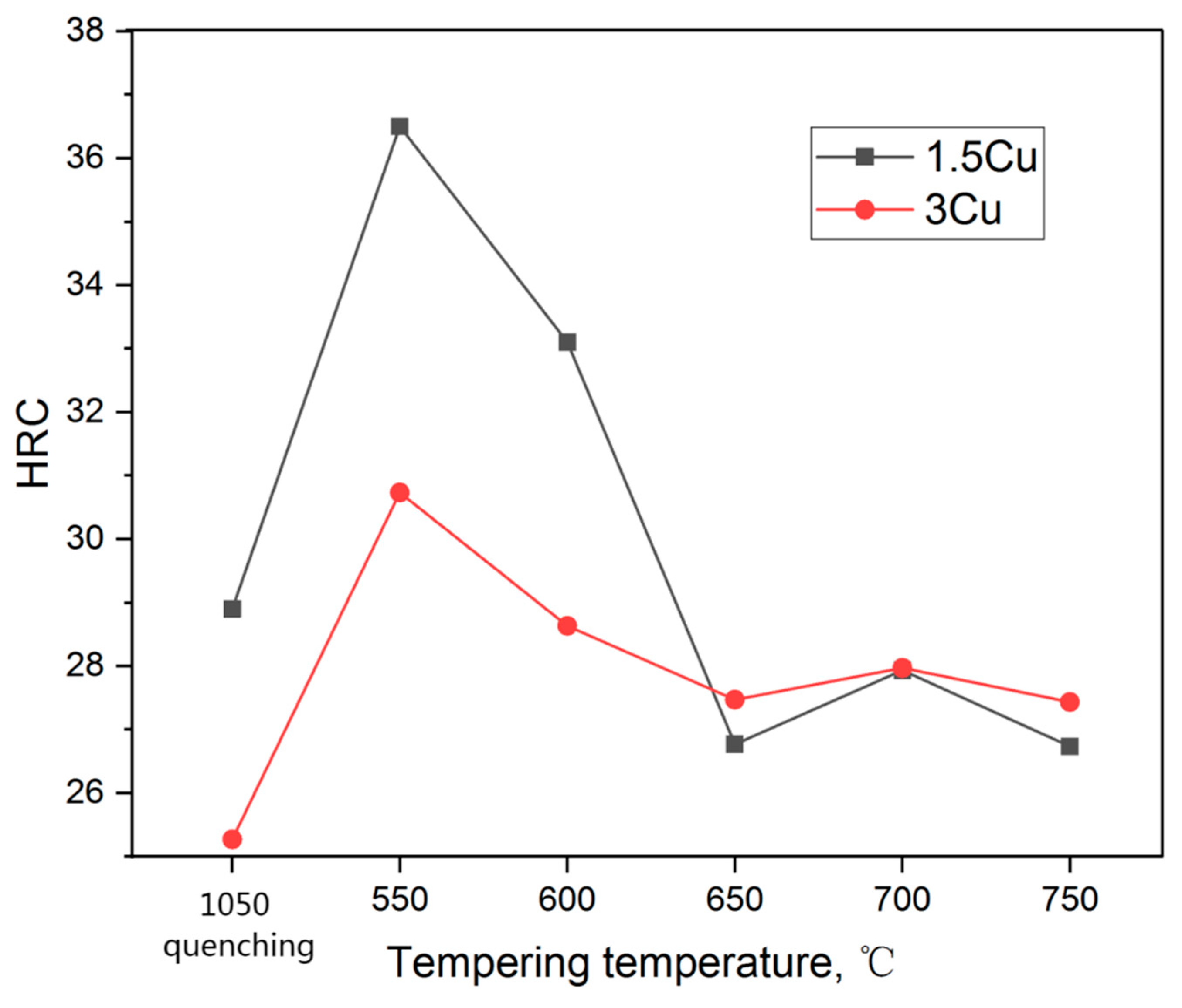
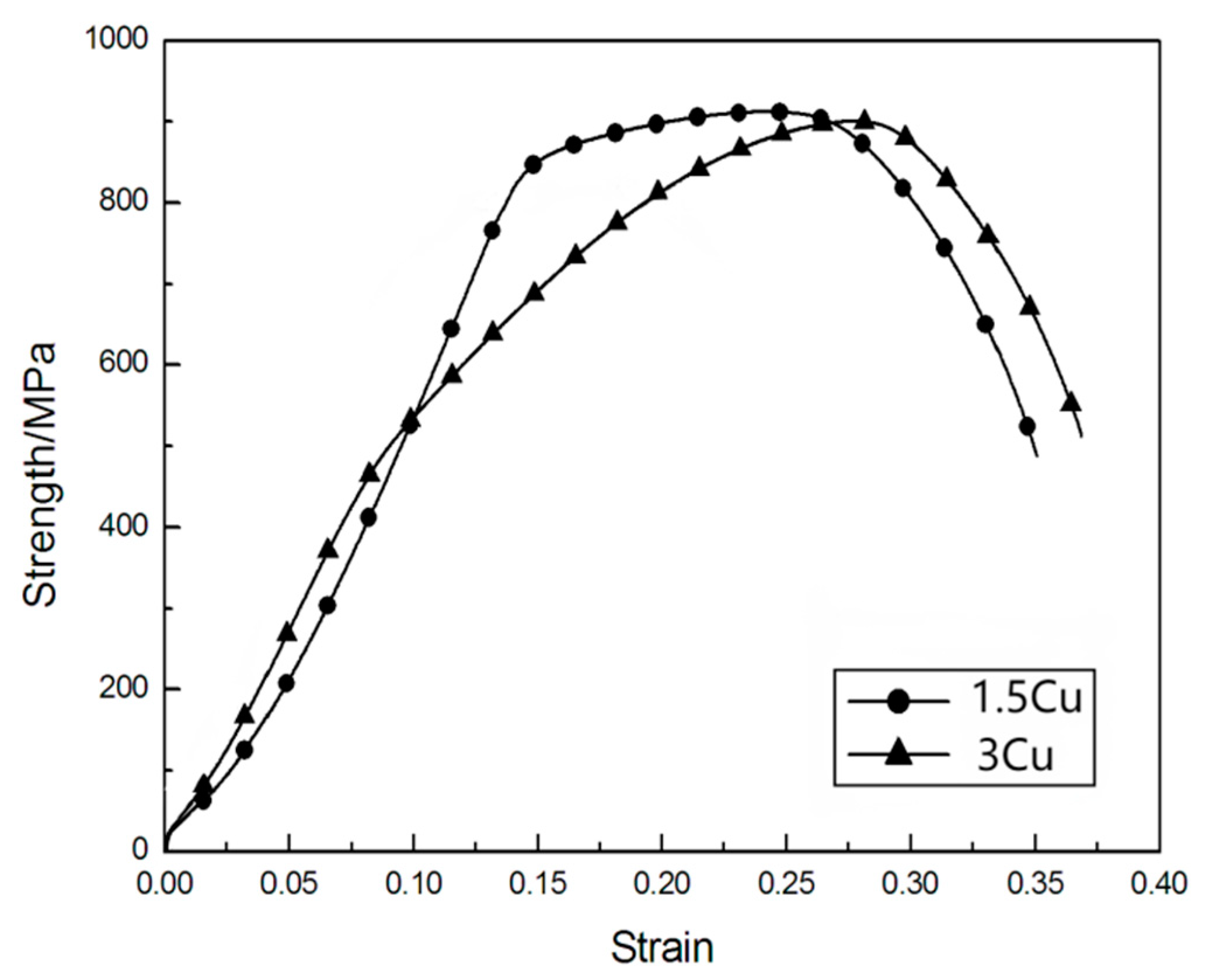
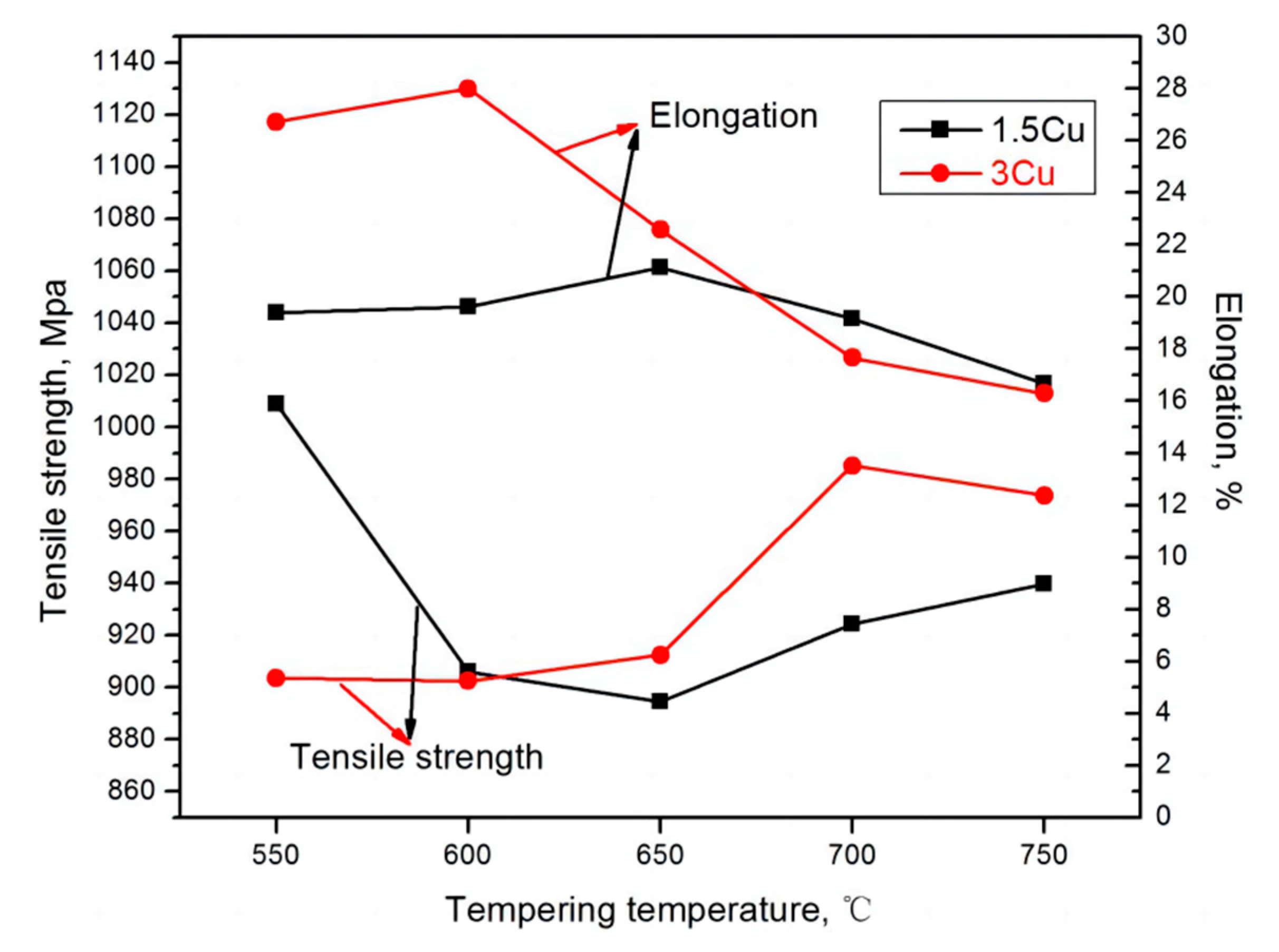
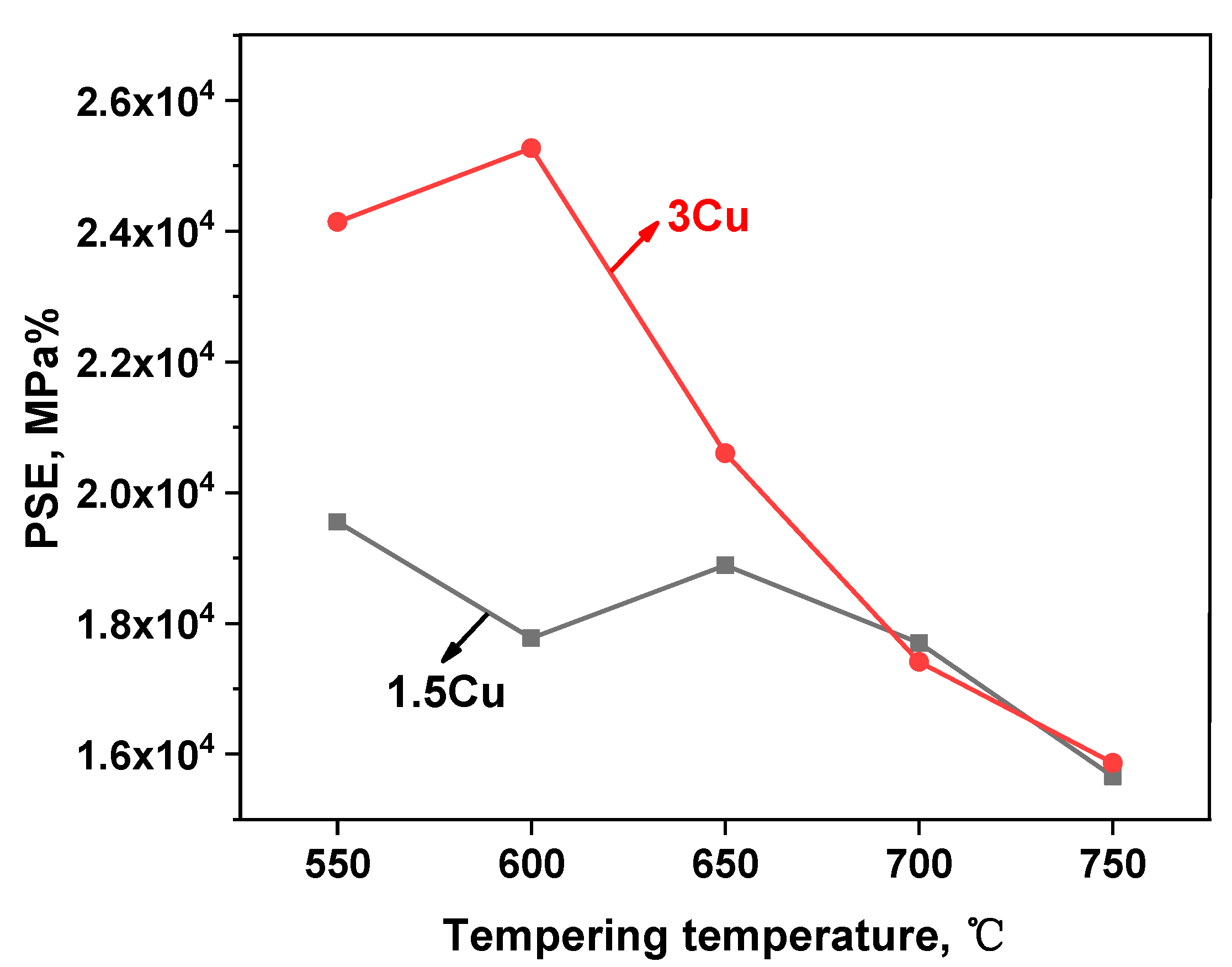
3.4. Effect of Cu on Mechanical Properties
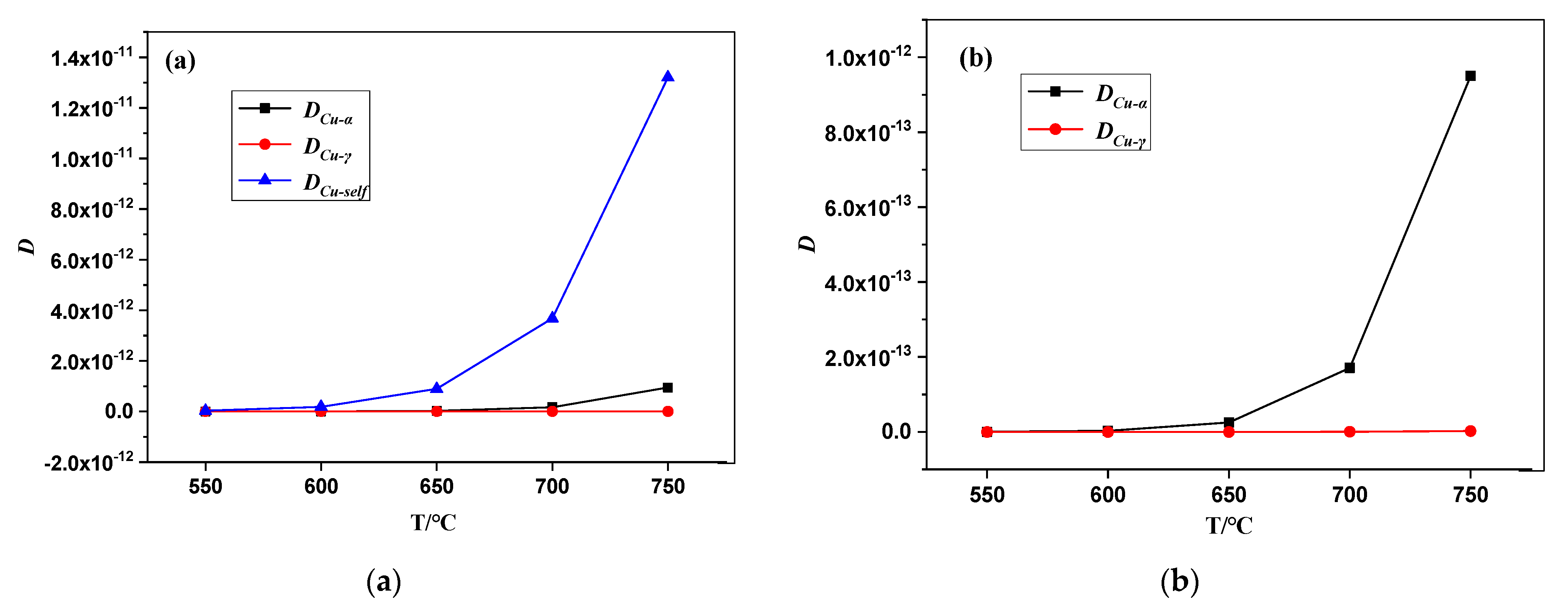
4. Discussion
DCu-γ = 0.19exp (−272,000/RT)
DCu-self = 0.78exp (−211,000/RT)
5. Conclusions
- The matrices of 1.5Cu and 3Cu super martensitic stainless steels were quenched at 1050 °C. A small amount of retained austenite in two test steels and the addition of Cu increased the volume fraction of retained austenite after quenching.
- The two test steels were quenched at 1050 °C and tempered at 550–750 °C. The tempered microstructures included tempered martensite, reversed austenite, and ε-Cu. The reversed austenite content in both test steels initially increased, then decreased, and finally reached a maximum at 650–700 °C as the tempering temperature increased. The reversed austenite content in 3Cu steel was more than that in 1.5Cu steel, and the distribution in the matrix was also denser.
- The degree of Ni enrichment and the number of enrichment areas within the reversed austenite in 3Cu steel was higher than that in 1.5Cu steel. The enrichment of Cu elements was also more pronounced in the area of high Ni concentration in the reversed austenite, and more ε-Cu precipitated near this area, indicating that Cu contributed to the nucleation and growth of reversed austenite.
- The addition of Cu to the test steels facilitated the reversed austenite formation, and the mechanical properties of 3Cu steel are obviously better than those of 1.5Cu steel when tempered at 550–650 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, T.-H.; Kim, S.-J. Phase identification in an isothermally aged austenitic 22Cr-21Ni-6Mo-N stainless steel. Scr. Mater. 1998, 39, 951–956. [Google Scholar] [CrossRef]
- Song, Y.Y.; Li, X.Y.; Rong, L.J.; Li, Y.Y.; Nagai, T. Reversed austenite in 0Cr13Ni4Mo martensitic stainless steels. Mater. Chem. Phys. 2014, 143, 728–734. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Z.; Liang, J.; Su, J.; Yang, Z.; Zhang, B.; Sheng, G. Correlation between the microstructure and hydrogen embrittlement resistance in a precipitation-hardened martensitic stainless steel. Corros. Sci. 2021, 182, 109260. [Google Scholar] [CrossRef]
- Niessen, F.; Apel, D.; Danoix, F.; Hald, J.; Somers, M.A.J. Evolution of substructure in low-interstitial martensitic stainless steel during tempering. Mater. Charact. 2020, 167, 110494. [Google Scholar] [CrossRef]
- Wu, S.; Wang, D.; Zhao, C.; Zhang, Z.; Li, C.; Di, X. Enhanced toughness of Fe–12Cr–5.5Ni–Mo-deposited metals through formation of fine reversed austenite. J. Mater. Sci. 2018, 53, 15679–15693. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, C.; Yuan, X.; Li, D.; Yin, Y.; Li, S. Microstructure Evolution and Orientation Relationship of Reverted Austenite in 13Cr Supermartensitic Stainless Steel During the Tempering Process. Materials 2019, 12, 589. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Zhang, Z.; Venkatasurya, P.K.C.; Somani, M.C.; Karjalainen, L.P. The effect of nitrogen on the formation of phase reversion-induced nanograined/ultrafine-grained structure and mechanical behavior of a Cr–Ni–N steel. Mater. Sci. Eng. A 2011, 528, 1889–1896. [Google Scholar] [CrossRef]
- Xie, Y.; Cheng, H.; Tang, Q.; Chen, W.; Chen, W.; Dai, P. Effects of N addition on microstructure and mechanical properties of CoCrFeNiMn high entropy alloy produced by mechanical alloying and vacuum hot pressing sintering. Intermetallics 2018, 93, 228–234. [Google Scholar] [CrossRef]
- Sawada, M.; Adachi, K.; Maeda, T. Effect of V, Nb and Ti Addition and Annealing Temperature on Microstructure and Tensile Properties of AISI 301L Stainless Steel. ISIJ Int. 2011, 51, 991–998. [Google Scholar] [CrossRef]
- Kisko, A.; Hamada, A.S.; Talonen, J.; Porter, D.; Karjalainen, L.P. Effects of reversion and recrystallization on microstructure and mechanical properties of Nb-alloyed low-Ni high-Mn austenitic stainless steels. Mater. Sci. Eng. A 2016, 657, 359–370. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Strain hardening behavior of phase reversion-induced nanograined/ultrafine-grained (NG/UFG) austenitic stainless steel and relationship with grain size and deformation mechanism. Mater. Sci. Eng. A 2014, 613, 60–70. [Google Scholar] [CrossRef]
- Sen, I.; Amankwah, E.; Kumar, N.S.; Fleury, E.; Oh-ishi, K.; Hono, K.; Ramamurty, U. Microstructure and mechanical properties of annealed SUS 304H austenitic stainless steel with copper. Mater. Sci. Eng. A 2011, 528, 4491–4499. [Google Scholar] [CrossRef]
- Izotov, V.I.; Ilyukhin, D.S.; Getmanova, M.E.; Filippov, G.A. Influence of copper on the structure and mechanical properties of pearlitic steels. Phys. Met. Metallogr. 2016, 117, 588–593. [Google Scholar] [CrossRef]
- Saeidi, N.; Raeissi, M. Promising effect of copper on the mechanical properties of transformation-induced plasticity steels. Mater. Sci. Technol. 2019, 35, 1708–1716. [Google Scholar] [CrossRef]
- Sazegaran, H.; Hojati, M. Effects of copper content on microstructure and mechanical properties of open-cell steel foams. Int. J. Miner. Metall. Mater. 2019, 26, 588–596. [Google Scholar] [CrossRef]
- Zhao, J.; Yang, C.; Zhang, D.; Zhao, Y.; Khan, M.S.; Xu, D.; Xi, T.; Li, X.; Yang, K. Investigation on mechanical, corrosion resistance and antibacterial properties of Cu-bearing 2205 duplex stainless steel by solution treatment. RSC Adv. 2016, 6, 112738–112747. [Google Scholar] [CrossRef]
- Hao, X.; Xi, T.; Xu, Z.; Liu, L.; Yang, C.; Yang, K. Effect of tempering temperature on the microstructure, corrosion resistance, and antibacterial properties of Cu-bearing martensitic stainless steel. Mater. Corros. 2021, 72, 1668–1676. [Google Scholar] [CrossRef]
- Liu, H.; Teng, Y.; Guo, J.; Li, N.; Wang, J.; Zhou, Z.; Li, S. Corrosion resistance and corrosion behavior of high-copper-bearing steel in marine environments. Mater. Corros. 2021, 72, 816–828. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, X.; Wei, W.; Wan, X.; Liu, J.; Wu, K. Effects of Ti and Cu Addition on Inclusion Modification and Corrosion Behavior in Simulated Coarse-Grained Heat-Affected Zone of Low-Alloy Steels. Materials 2021, 14, 791. [Google Scholar] [CrossRef]
- Ye, D.; Li, J.; Yong, Q.L.; Su, J.; Tao, J.M.; Zhao, K.Y. Microstructure and properties of super martensitic stainless steel microalloyed with tungsten and copper. Mater. Technol. 2012, 27, 88–91. [Google Scholar] [CrossRef]
- Zhu, H.-m.; Luo, C.-p.; Liu, J.-w.; Jiao, D.-l. Effects of Cu addition on microstructure and mechanical properties of as-cast magnesium alloy ZK60. Trans. Nonferrous Met. Soc. China 2014, 24, 605–610. [Google Scholar] [CrossRef]
- Barbosa, B.A.R.S.; Tavares, S.S.M.; Bastos, I.N.; Silva, M.R.; de Macedo, M.C.S. Influence of heat treatments on microstructure and pitting corrosion resistance of 15%Cr supermartensitic stainless steel. Corros. Eng. Sci. Technol. 2014, 49, 311–315. [Google Scholar] [CrossRef]
- Yang, Y.H.; Hui-Bin, W.U.; Cai, Q.W.; Cheng, L. Formation of reversed austenite and its stability in 9Ni steel during tempering. Trans. Mater. Heat Treat. 2010, 31, 73–77. [Google Scholar]
- Jiang, W.; Zhao, K.-y.; Ye, D.; Li, J.; Li, Z.-d.; Su, J. Effect of Heat Treatment on Reversed Austenite in Cr15 Super Martensitic Stainless Steel. J. Iron Steel Res. Int. 2013, 20, 61–65. [Google Scholar] [CrossRef]
- Jiang, W.; Ye, D.; Li, J.; Su, J.; Zhao, K. Reverse Transformation Mechanism of Martensite to Austenite in 00Cr15Ni7Mo2WCu2 Super Martensitic Stainless Steel. Steel Res. Int. 2014, 85, 1150–1157. [Google Scholar] [CrossRef]
- Tan, S.P.; Zhen-Hau, W.A.N.G.; Cheng, S.C.; Liu, Z.D.; Han, J.C.; Fu, W.T. Effect of Cu Content on Aging Precipitation Behaviors of Cu-Rich Phase in Fe-Cr-Ni Alloy. J. Iron Steel Res. Int. 2010, 17, 6. [Google Scholar] [CrossRef]
- Song, Y.Y.; Ping, D.H.; Yin, F.X.; Li, X.Y.; Li, Y.Y. Microstructural evolution and low temperature impact toughness of a Fe–13%Cr–4%Ni–Mo martensitic stainless steel. Mater. Sci. Eng. A 2010, 527, 614–618. [Google Scholar] [CrossRef]
- Rowolt, C.; Milkereit, B.; Springer, A.; Kreyenschulte, C.; Kessler, O. Dissolution and precipitation of copper-rich phases during heating and cooling of precipitation-hardening steel X5CrNiCuNb16-4 (17-4 PH). J. Mater. Sci. 2020, 55, 13244–13257. [Google Scholar] [CrossRef]
- Wang, Z.; Fang, X.; Li, H.; Liu, W. Atom Probe Tomographic Characterization of Nanoscale Cu-Rich Precipitates in 17-4 Precipitate Hardened Stainless Steel Tempered at Different Temperatures. Microsc. Microanal. 2017, 23, 340–349. [Google Scholar] [CrossRef]
- Rodrigues, C.A.D.; Bandeira, R.M.; Duarte, B.B.; Tremiliosi-Filho, G.; Roche, V.; Jorge, A.M. The Influence of Ni Content on the Weldability, Mechanical, and Pitting Corrosion Properties of a High-Nickel-Bearing Supermartensitic Stainless Steel. J. Mater. Eng. Perform. 2021, 30, 3044–3053. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, M.; Wen, Z.X. The Effect of the Cooling Rates on the Microstructure and High-Temperature Mechanical Properties of a Nickel-Based Single Crystal Superalloy. Materials 2020, 13, 4256. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Du, L.X.; Hu, J.; Wu, H.Y.; Gao, X.H.; Misra, R.D.K. Interplay between reversed austenite and plastic deformation in a directly quenched and intercritically annealed 0.04C-5Mn low-Al steel. J. Alloy. Compd. 2017, 695, 2072–2082. [Google Scholar] [CrossRef]
- Zhang, M.; Tong, X.; Xu, S.; Hao, C.; Xia, T. Characterization of Precipitated Phases in the Weld of G520 Steel during Short-Time High-Temperature Tempering and its Influence on Properties. J. Mater. Eng. Perform. 2021, 30, 5921–5930. [Google Scholar] [CrossRef]
- Li, Y.Z.; Wang, M.; Huang, M.X. In-situ measurement of plastic strain in martensite matrix induced by austenite-to-martensite transformation. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostructure Process. 2021, 811, 141061. [Google Scholar] [CrossRef]
- Yong, Q.L. Second Phases in Structural Steels; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | C | Mn | Si | Cr | Ni | Mo | W | Cu |
|---|---|---|---|---|---|---|---|---|
| 1.5Cu | 0.021 | 0.4 | 0.27 | 14.78 | 6.5 | 2.04 | 0.8 | 1.44 |
| 3Cu | 0.02 | 0.38 | 0.26 | 14.78 | 6.6 | 2.05 | 0.88 | 2.74 |
| Steel Grade | 1050 °C Quenching | 550 °C Tempering | 600 °C Tempering | 650 °C Tempering | 700 °C Tempering | 750 °C Tempering |
|---|---|---|---|---|---|---|
| 1.5Cu | 7.24 | 12.48 | 18.63 | 30.93 | 31.19 | 24.33 |
| 3Cu | 13.32 | 34.46 | 39.55 | 55.90 | 37.87 | 33.18 |
| Element (wt.%) | 1.5Cu | 3Cu | ||||
|---|---|---|---|---|---|---|
| Austenite | Matrix | Δ | Austenite | Matrix | Δ | |
| Ni | 9.93 | 3.10 | 6.83 | 11.96 | 4.76 | 7.20 |
| Cu | 1.89 | 1.33 | 0.56 | 3.79 | 2.29 | 1.50 |
| Cu Content (wt.%) | Tempering Temperature | Tensile Strength (MPa) | Elongation to Failure, εu (%) | Product of Strength and Elongation (MPa%) |
|---|---|---|---|---|
| 1.5Cu | 550 | 1008.82 | 19.38 | 19,550.93 |
| 600 | 905.84 | 19.62 | 17,772.58 | |
| 650 | 894.35 | 21.12 | 18,888.67 | |
| 700 | 924.19 | 19.15 | 17,698.24 | |
| 750 | 939.81 | 16.66 | 15,657.23 | |
| 3Cu | 550 | 903.53 | 26.72 | 24,142.32 |
| 600 | 902.48 | 28.00 | 25,269.44 | |
| 650 | 912.40 | 22.58 | 20,601.99 | |
| 700 | 985.25 | 17.67 | 17,409.37 | |
| 750 | 973.70 | 16.29 | 15,861.57 |
| T | DCu-α | DCu-γ | DCu-self |
|---|---|---|---|
| 550 | 2.85 × 10−16 | 1.04 × 10−18 | 3.18 × 10−14 |
| 600 | 3.07 × 10−15 | 1.01 × 10−17 | 1.86 × 10−13 |
| 650 | 2.55 × 10−14 | 7.72 × 10−17 | 8.97 × 10−13 |
| 700 | 1.71 × 10−13 | 4.77 × 10−16 | 3.68 × 10−12 |
| 750 | 9.50 × 10−13 | 2.47 × 10−15 | 1.32 × 10−11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, W.; Zhao, K. Effect of Cu on the Formation of Reversed Austenite in Super Martensitic Stainless Steel. Materials 2023, 16, 1302. https://doi.org/10.3390/ma16031302
Jiang W, Zhao K. Effect of Cu on the Formation of Reversed Austenite in Super Martensitic Stainless Steel. Materials. 2023; 16(3):1302. https://doi.org/10.3390/ma16031302
Chicago/Turabian StyleJiang, Wen, and Kunyu Zhao. 2023. "Effect of Cu on the Formation of Reversed Austenite in Super Martensitic Stainless Steel" Materials 16, no. 3: 1302. https://doi.org/10.3390/ma16031302
APA StyleJiang, W., & Zhao, K. (2023). Effect of Cu on the Formation of Reversed Austenite in Super Martensitic Stainless Steel. Materials, 16(3), 1302. https://doi.org/10.3390/ma16031302