
A Review—Additive Manufacturing of Intermetallic Alloys Based on Orthorhombic Titanium Aluminide Ti2AlNb


 ,
,
Abstract
:1. Introduction
2. General Characteristics of Alloys Based on Ti2AlNb: Phases, Phase Diagrams, Alloying Elements, Microstructure and Properties
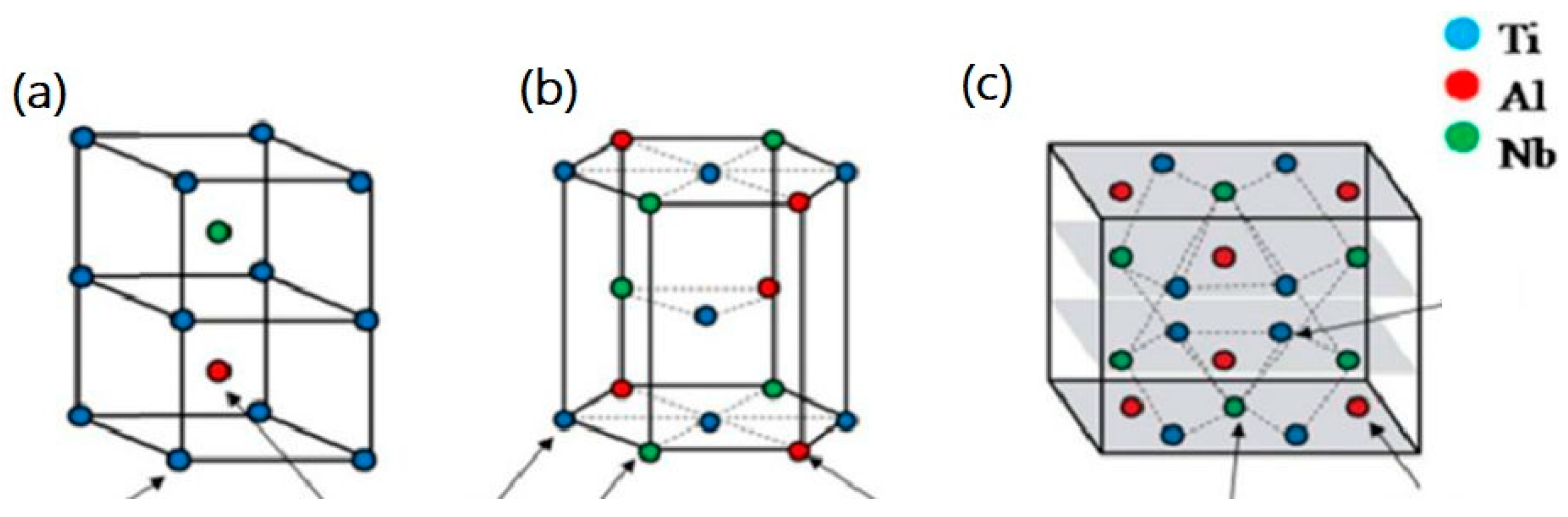
- − Ordered (B2) and disordered (β) solid solution based on the BBC lattice;
- − α2-phase based on intermetallic Ti3Al with ordered HPC lattice;
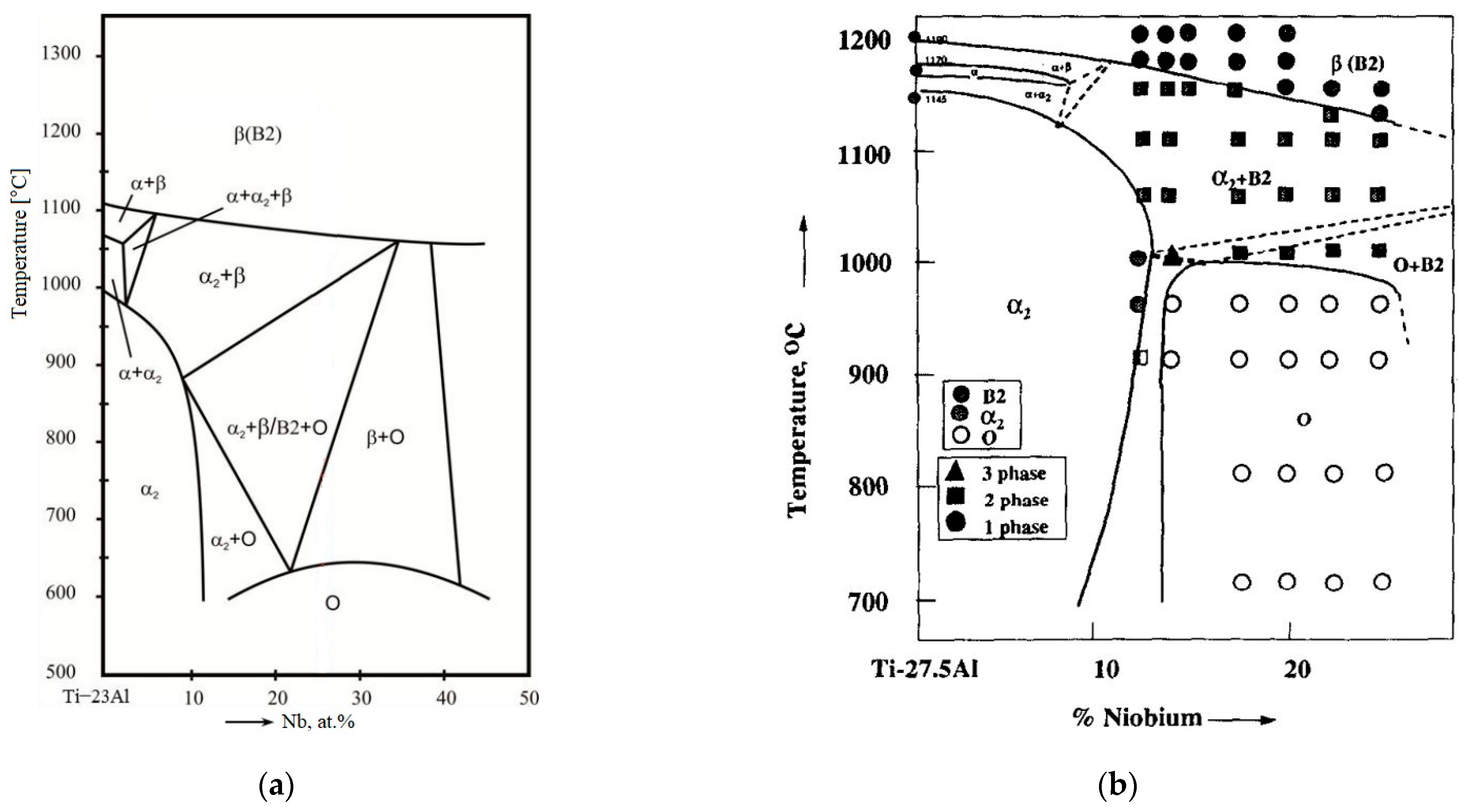
- − Ordered O-phase-based on Ti2AlNb with orthorhombic lattice, which is divided into two types in [24]: The 1st type (high-temperature O-phase)—Al ordered and Ti and Nb disordered—O1-phase, the 2nd type (low-temperature)—Ti, Al and Nb ordered—O2-phase. Most diagrams have no such division and use the generalized name O-phase.

+ %Ni/0.24

3. Feedstock Materials
- (1)
- (2)
- Elemental powders of pure Ti and pre-alloyed Al-Nb [50];
- (3)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wire Materials | Chemical Composition of Components [wt.%] | Wire Diameter [mm] | Wire Feed Rate, [m/min] | Alloy Theoretical Composition [at.%] | Ref. |
|---|---|---|---|---|---|
| Al Ti-Nb | Al > 99.7 | 1.6 | 0.3 | Ti-24.8Al-22.3Nb | [67] |
| Ti-45.8Nb-0.08Fe-0.06C-0.023N-0.12O-0.011H | 1.2 | 1.7 | |||
| Al Ti-Nb | Al > 99.999 | 1.6 | 0.57 | Ti-24.8Al-23.5Nb | [14] |
| 0.6 | Ti-25.7Al-23.2Nb | ||||
| Ti-46.94Nb-0.01Fe-0.012C-0.008N-0.048O-0.0008H | 2.0 | 0.63 | Ti-26.7Al-22.9Nb | ||
| 0.51 | - | ||||
| 1.18 | - |
| Powder Materials | Chemical Composition of Components | Powder Size [µm] | Production Methods | Alloy Chemical Composition [at. %] | Refs. | ||
|---|---|---|---|---|---|---|---|
| Powder | Part | Theoretical | Experimental | ||||
| cp-Ti Grade 2 | Ti > 99.6 wt.% | d10 = 23.8 d50 = 44.6 d90 = 73.1 | - | SLM (BJ) | Ti-22Al-25Nb | - | [45,46,48,49,68] |
| Pure Al | Al > 99.9 wt.% | d10 = 8.5 d50 = 21.2 d90 = 41.1 | |||||
| Pure Nb | Nb > 99.7 wt.% | d10 = 15.1 d50 = 32.9 d90 = 65.1 * | |||||
| Pure Ti + Al-Nb | 99.99 Ti wt.% weight ratio Al/Nb = 22/75 | 38 44 | - | LSF | Ti-20Al-27Nb Ti-22Al-27Nb | - | [50] |
| Mixture of pure Ti, Al, Nb, Mo, Zr, Si, Hf, Ta | 99.9% | d10 = 24.0 d50 = 63.3 d90 = 98.5 | MAPS | L-PBF | Ti-22Al-25Nb-0.3Mo-0.2Hf-0.4Ta-1Zr-0.3Si | Ti-16Al-22Nb-0.1Mo-0.3Hf-0.3Ta-1.5Zr-0.8Si-0.9Fe | [12] |
| Ti-Al-Nb | Ti–9.54Al–42.24Nb wt.%/ | 150–212 | - | LSF | Ti2AlNb | - | [57,58] |
| Ti-Al-Nb | Ti–9.68Al-41.37Nb-0.05V-0.0079O- 0.053N-0.0024H wt.% | 38–160 | PREP | LMD | Ti-22Al-25Nb | - | [51,59,60,61,62] |
| Ti-Al-Nb | - | 38–160 | PREP | LAM | Ti-22Al-25Nb | - | [10,52,53] |
| Ti-Al-Nb | Ti-19.59Al-24.32Nb- < 0.4V-0.18O-0.02N-0.13H at% | 60–185 | PA | LDM | Ti-19.59Al-24.32Nb- < 0.4V-0.18O-0.02N-0.13H | - | [69] |
| Ti-Al-Nb | Ti-22.78Al-24.83Nb-0.1104O-0.0282N at% | d10 = 15.9 d50 = 32.5 d90 = 58.2 | EIGA | SLM | Ti-22.78Al-24.83Nb | Ti-18.58Al-25.59Nb | [11,13,70] |
| Ti-Al-Nb | Ti-11.24Al-43.8Nb-0.06Fe-0.38O-0.15C-0.003N wt.% | 53–150 | EIGA | SEBM | Ti-22Al-25Nb | Ti-10.04Al-44.08Nb (wt.%) | [71] |
| Ti-Al-Nb | Ti-22.13Al-24.95Nb- 0.03O-0.02N at% | 40–160 dav. = 90.85 | PA | LD | Ti-22.13Al-24.95Nb- 0.03O-0.02N | Ti-21.18Al-25.37Nb-0.12O-0.1N | [54] |
| PA | PF-LD | Ti-22.13Al-24.95Nb-0.03O-0.02N | Ti-21.21Al-25.35Nb-0.11O-0.08N | ||||
| Ti-Al-Nb-Mo | Ti–21.68Al–25.02Nb-0.59Mo at% | 15–53 | - | SLM | Ti-22Al-24Nb-0.5Mo | Ti-21.24 Al-24.78Nb-0.57Mo | [64] |
| Ti-20.63Al–25.04 Nb-0.57Mo | |||||||
| Ti-20.09Al-25.87Nb-0.61Mo | |||||||
| Ti-Al-Nb-Mo | Powder: Ti-9.44Al-39.31Nb-3.45Mo wt.% | 40–105 | PREP | LAW | Ti-22Al-25Nb | Weld: Ti-10.46Al-39.76Nb-1.61Mo (wt.%) | [20,65,66] |
| Base metal: Ti-9.3Al-38.16Nb-0.9Mo wt.% | |||||||
| Ti-Al-Nb-Zr-V-Mo-Si | Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si at% | d10 = 14.6 d50 = 29.3 d90 = 52.3 | EIGA | L-PBF | Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si | - | [12,55,56] |

4. Classification of the MAM Processes Used for Ti2AlNb Based Alloys
4.1. Powder Bed Fusion (PBF)
4.2. Direct Energy Deposition (DED)
4.3. Binder Jetting (BJ)
4.4. Sheet Lamination (SL)
| MAM Category | Original AM Abbreviation | Feedstock Material | Feedstock Supply | Energy Source | Energy Source Parameters | Energy Spot Diameter, [mm] | Scanning Speed, [mm/s] | Layer Thickness [μm] | Atmosphere | Substrate |
|---|---|---|---|---|---|---|---|---|---|---|
| PBF | SLM [46,47,49,68] | Elemental powders | Recoater | Laser | p = 200–950 W, HD = 0.06–0.45 mm, VED = 60 J/mm3 * | 0.08–0.7 | 300–1000 | 30–100 | Argon | - |
| SLM [11] | Pre-alloyed powder | Recoater | Laser | p = 80–280 W HD = 0.12 mm | - | 600 | 30 | Argon | Pre-heated at 200 °C | |
| SLM [64] | Pre-alloyed powder | Recoater | Laser | p = 80–280, HD = 0.12 mm VED = 30–170 J/mm3 | 0.08 | 200–1000 | 30 | Argon | - | |
| SLM [13,70] | Pre-alloyed powder | Recoater | Laser | p = 140 W HD = 0.12 mm VED = 39–97 J/mm3 | 0.064 | 600 | 30 | Argon | Pre-heated at 200 °C | |
| SLM [48,55] | Pre-alloyed powder + SiC whiskers | Recoater | Laser | p = 140 W HD = 0.12 mm VED = 34–78 J/mm3 | 0.12 | 850 | 30 | Argon | Ti-6Al-4V substrate on Mo platform pre-heated at 200–980 °C | |
| LPBF [12,89] | Pre-alloyed and MAPS ** Powder | Recoater | Laser | p = 140 W HD = 0.12 mm VED = 34–78 J/mm3 | 0.12 | 850 | 30 | Argon | Ti-6Al-4V substrate on Mo platform pre-heated at 200–980 °C | |
| SEBM [90] | Sputtered Al and Nb films | Direct current magnetron sputtering | Electron beam | Ib = 25 μA, Va = 55 kV If = 466 μA *** | 0.5 | 10 | 2 | Vacuum | pure Ti | |
| SEBM [71] | Pre-alloyed powder | Recoater | Electron beam | Ib = 11–14.5 μA, LED = 36–48 J/mm **** | - | 2800–4700 | 50 | Vacuum | 316L steel pre-heated at 850–900 °C | |
| DED | LAM [10,52,53] | Pre-alloyed powder | Coaxial delivery nozzle | Laser | p = 1000 W | 4 | 3 | 300 | Argon | TA15 |
| LMD [51,59,60,61,62] | Pre-alloyed powder | Coaxial delivery nozzle | Laser | p = 1500–1700 W | 3 | 3–4 | 300–350 | Argon | Cold rolled Ti sheet/ TC11/ TA15 | |
| LSF [50,57,58,91] | Pre-alloyed powder | Coaxial delivery nozzle | Laser | p = 1800–2000 W | 3 | 4–6 | 350–400 | Argon | Cold rolled Ti sheet /Ti60 | |
| LMD [92] | Pre-alloyed powder | Coaxial delivery nozzle | Laser | p = 5000 W | 6 | 13.3 | 900 | Argon | Ti2AlNb plate pre-heated at 500 °C | |
| LMD [69] | Pre-alloyed powder | Coaxial delivery nozzle | Laser | p = 2000 W | 4 | 8 | 800 | Argon | TA15 plate | |
| LAW [20,65,66] | Pre-alloyed + TiB2 powders | Coaxial delivery nozzle | Laser | p = 1200–1500 W | 3 | 5 | - | Argon | Ti2AlNb plate | |
| TWPF [14] | Ø 2 mm TiNb wire Ø 1.6 mm Al wire | Two wire feeders Feeding angle—45° | Electron beam | Ib = 45 μA Va = 60 kV If = 980 μA | - | 4 | 2000 | Vacuum | Ti-6Al-4V | |
| TEBF3 [93] | Ø 2 mm TiNb wire Ø 1.6 mm Al wire | Two wire feeders Feeding angle—45 | Electron beam | Ib = 25 μA Va = 60 kV If = 980 μA | - | 3.7 | - | Vacuum | Ti-6Al-4V | |
| DWAAM [67] | Ø 1.2 mm TiNb wire Ø 1.6 mm Al wire | Two wire feeders | Gas tungsten arc + Resistance heat power | U = 156 V I = 14.5 A Hot-wire current = 100 A | - | 4 | 2000 | Argon | Ti-6Al-4V | |
| DED + point forging | PF-LD [54] | Pre-alloyed powder | Three direction co-axial powder delivery nozzle | Laser | p = 1584 W HD = 2.1 mm | 3 | 6 | 500 | Argon Flow | Ti-6Al-4V |
| BJ | BJ [45] | Elemental powders | Recoater | Reactive sintering | 800, 1000, 1100 °C 6 h in vacuum furnace | - | - | 100 | Ambient | - |
4.5. Hybrid Additive Manufacturing
5. The Influence of MAM Process Parameters on Structure, Phase Composition and Mechanical Properties of the Alloys Based on Ti2AlNb
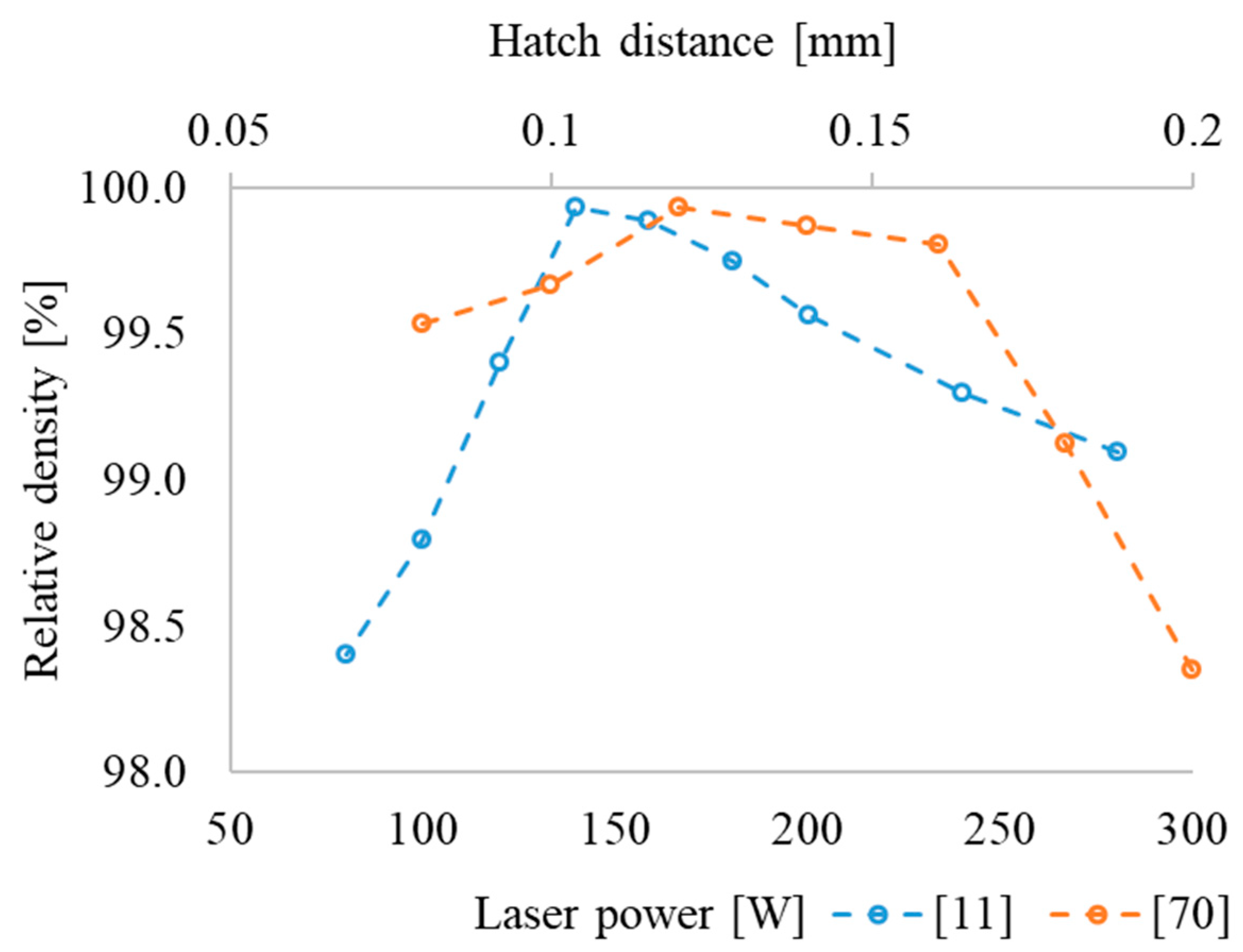
5.1. The Influence of MAM Process Parameters on Density and Microhardness
5.2. The Influence of MAM Process Parameters and Heat Treatment on Mechanical Properties at Room Temperature
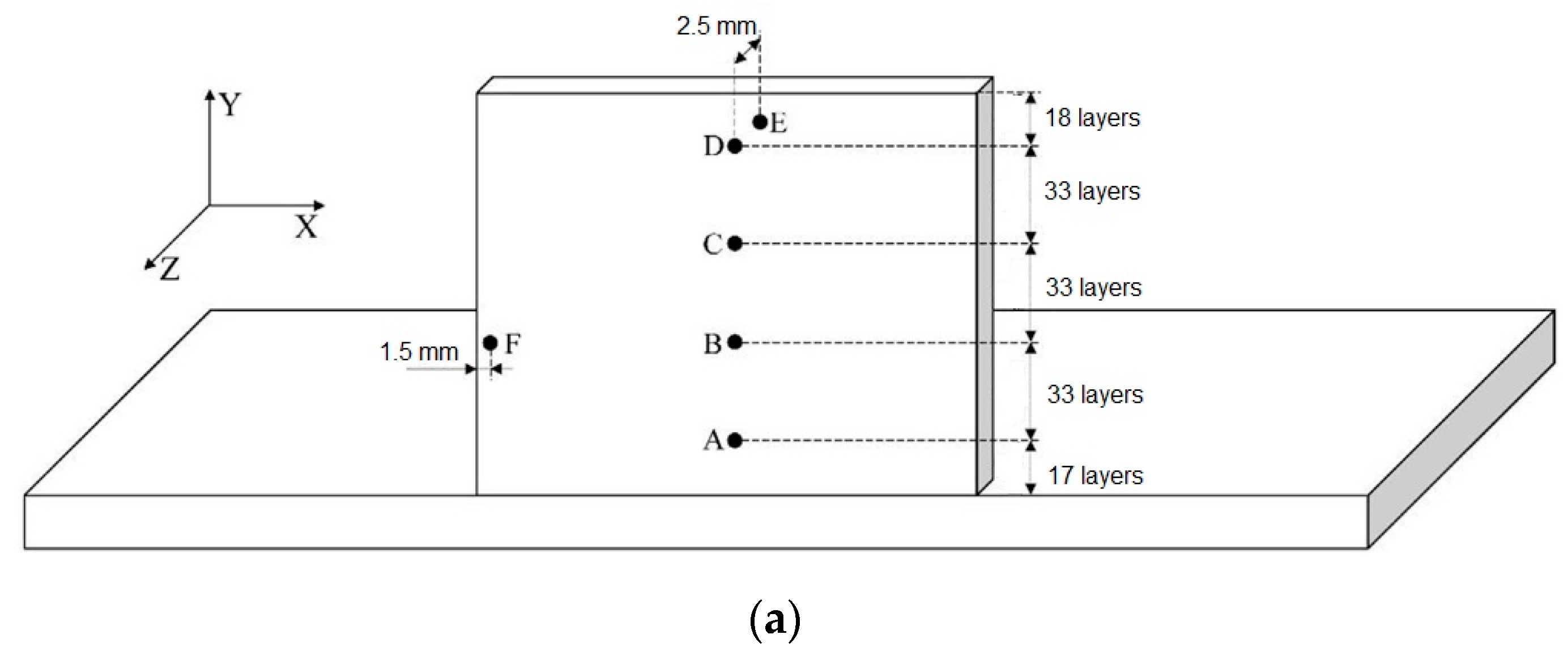
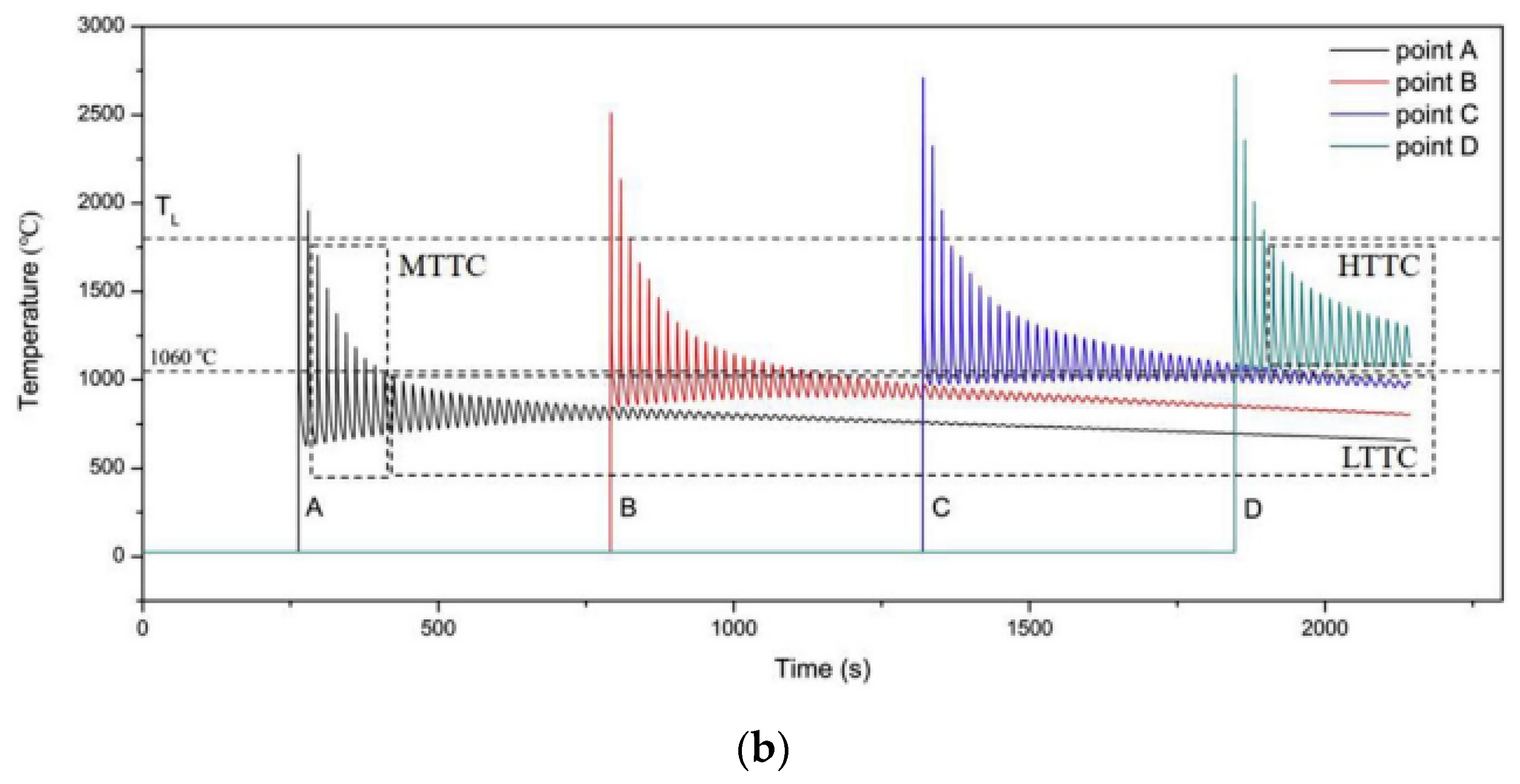
5.3. The Influence of MAM Process Parameters and Heat Treatment on Mechanical Properties at Elevated Temperatures
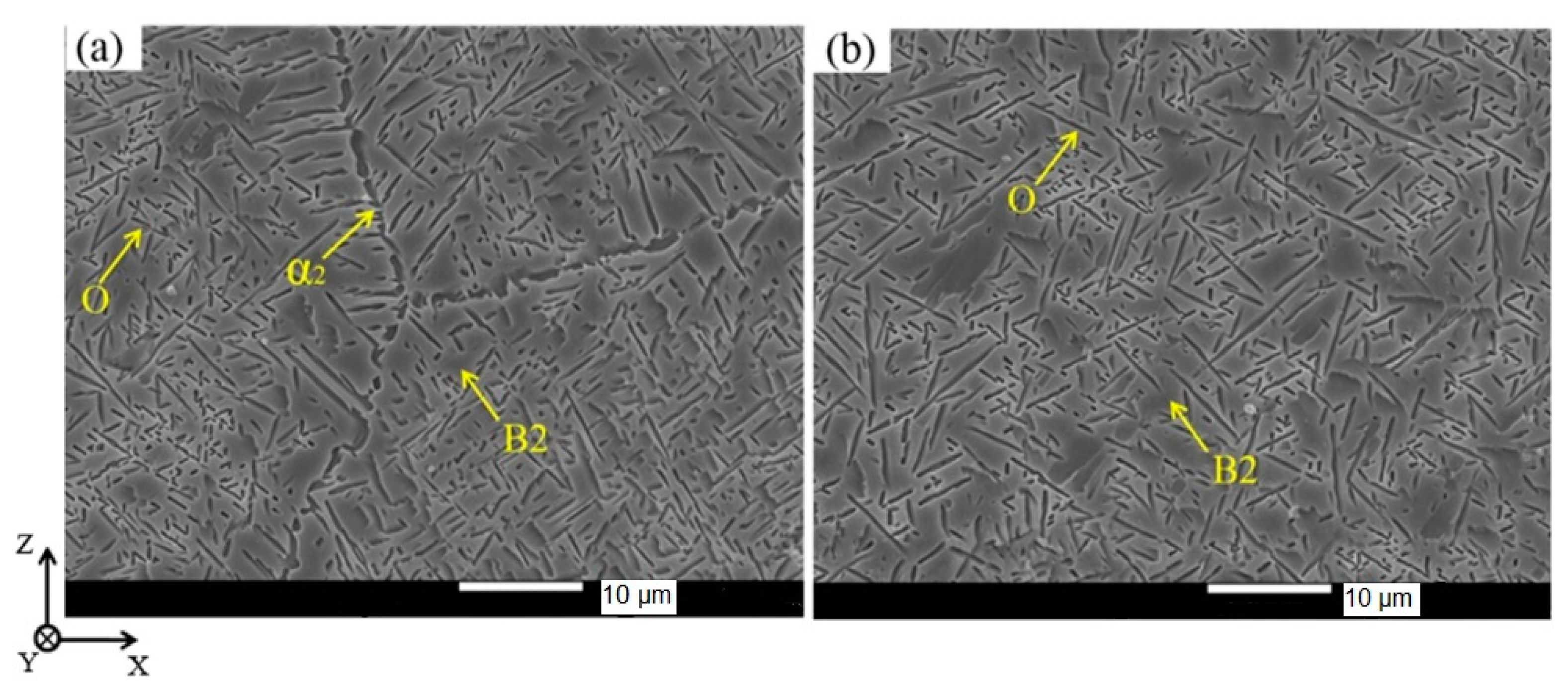
5.4. The Influence of MAM Process Parameters and Heat Treatment on Structure and Phase Composition
6. Perspectives of MAM for Production of Critical Parts Made of Ti2AlNb Based Alloys
7. Conclusions
- L-PBF, DED and WAAM are the most widely used metal additive manufacturing processes to produce O-phase alloys. MAM provides fully dense, fine-grained material with a superior combination of mechanical properties at room temperature. However, a thermodynamic equilibrium is not reached in the as-built state.
- Post-processing that provides a thermally stable structure with balanced properties at room and elevated temperatures has not yet been developed.
- Among the WAAM processes for O-phase alloys, the twin feeding methods have the greatest potential interest. For powder feedstock, the L-PBF and hybrid additive manufacturing processes combining the L-DED and point forging demonstrated excellent mechanical properties.
- Due to the increased porosity and post-processing time, the binder jetting process may not be the best option for creating structural parts of O-phase alloys.
- Further research can be focused on a detailed study of the influence of post-processing and chemical composition on the formation of the microstructure and mechanical properties including cyclic loading, fracture toughness and creep tests. This ensures the development of heat treatments, which will provide a combination of properties, that can compete with refractory nickel, titanium and titanium gamma aluminides at operating temperatures in the range of 600–700 °C.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Ilyin, A.A.; Kolachev, B.A.; Polkin, I.S. Titanium Alloys. Composition, Structure, Properties; Russian State Technological University Moscow (MATI): Moscow, Russia, 2009. [Google Scholar]
- Banerjee, D.; Gogia, A.K.; Nandi, T.K.; Joshi, V.A. A New Ordered Orthorhombic Phase in a Ti3AlNb Alloy. Acta Metall. 1988, 36, 871–882. [Google Scholar] [CrossRef]
- Kumpfert, J. Alloys Based on Orthorhombic Titanium Aluminide. Adv. Eng. Mater. 2001, 11, 851–864. [Google Scholar] [CrossRef]
- Peters, M.; Leyens, C. Titanium and Titanium Alloys: Fundamentals and Applications; Leyens, C., Peter, M., Eds.; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; Volume 1, ISBN 3527305343. [Google Scholar]
- Chen, W.; Li, J.W.; Xu, L.; Lu, B. Development of Ti2AlNb Alloys: Opportunities and Challenges. Adv. Mater. Process. 2014, 172, 23–27. [Google Scholar]
- Miracle, D.B.; Senkov, O.N. A Critical Review of High Entropy Alloys and Related Concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Gogia, A.K. High-Temperature Titanium Alloys. Def. Sci. J. 2005, 55, 149–173. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.F.; Zhang, D.L.; Zhang, Y.S.; Lu, J.W.; Zhang, W.; Zhang, P.X. Fabrication of a Powder Metallurgy Ti2AlNb-Based Alloy by Spark Plasma Sintering and Associated Microstructure Optimization. Mater. Des. 2016, 89, 823–829. [Google Scholar] [CrossRef]
- Tang, Y.J.; Zhang, Y.Z.; Liu, Y.T. Numerical and Experimental Investigation of Laser Additive Manufactured Ti2AlNb-Based Alloy. J. Alloys Compd. 2017, 727, 196–204. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Li, W.P.; Wang, D.W.; Zhang, L.; Ohara, K.; Shen, J.; Ebel, T.; Yan, M. Selective Laser Melting Enabled Additive Manufacturing of Ti–22Al–25Nb Intermetallic: Excellent Combination of Strength and Ductility, and Unique Microstructural Features Associated. Acta Mater. 2019, 173, 117–129. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Razumov, N.; Goncharov, I.; Makhmutov, T.; Silin, A.; Kim, A.; Starikov, K.; Shamshurin, A.; et al. Microstructure, Densification, and Mechanical Properties of Titanium Intermetallic Alloy Manufactured by Laser Powder Bed Fusion Additive Manufacturing with High-Temperature Preheating Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powder. Addit. Manuf. 2020, 34, 101374. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Wang, D.W.; Song, L.J.; Mukhtar, A.; Huang, D.N.; Yang, C.; Yan, M. Effect of Heat Treatments on the Microstructure and Mechanical Properties of Ti2AlNb Intermetallic Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2021, 817, 141352. [Google Scholar] [CrossRef]
- Li, Z.; Cui, Y.; Wang, L.; Zhang, H.; Liang, Z.; Liu, C.; Du, D. An Investigation into Ti-22Al-25Nb in-Situ Fabricated by Electron Beam Freeform Fabrication with an Innovative Twin-Wire Parallel Feeding Method. Addit. Manuf. 2022, 50, 102552. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, M.; Chohan, J.S. The Role of Additive Manufacturing for Biomedical Applications: A Critical Review. J. Manuf. Process. 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Altug-Peduk, G.S.; Dilibal, S.; Harrysson, O.; Ozbek, S.; West, H. Characterization of Ni–Ti Alloy Powders for Use in Additive Manufacturing. Russ. J. Non-Ferr. Met. 2018, 59, 433–439. [Google Scholar] [CrossRef]
- Altug-Peduk, G.S.; Dilibal, S.; Harrysson, O.; Ozbek, S. Experimental Investigation on the EBM-Based Additively Manufactured Prismatic Nickel–Titanium SMA Components. Russ. J. Non-Ferr. Met. 2021, 62, 357–367. [Google Scholar] [CrossRef]
- Soliman, H.A.; Elbestawi, M. Titanium Aluminides Processing by Additive Manufacturing—A Review. Int. J. Adv. Manuf. Technol. 2022, 119, 5583–5614. [Google Scholar] [CrossRef]
- Emiralioğlu, A.; Ünal, R. Additive Manufacturing of Gamma Titanium Aluminide Alloys: A Review. J. Mater. Sci. 2022, 57, 4441–4466. [Google Scholar] [CrossRef]
- Zhang, K.; Lei, Z.; Ni, L.; Zhou, H.; Chen, Y. Improvement in Microstructure and High-Temperature Brittleness of Laser-Welded Ti-22Al-25Nb Joints with the Addition of TiB2 Powder. J. Mater. Process. Technol. 2021, 288, 116848. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Majumdar, B.S.; Seetharaman, V.; Miracle, D.B. Part I. The Microstructural Evolution in Ti-AI-Nb O + Bcc Orthorhombic Alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 2305–2323. [Google Scholar] [CrossRef]
- Novak, A.V.; Alexeev, E.B.; Ivanov, V.I.; Dzunovich, D.A. The Study of the Quenching Parameters Influence on Structure and Hardness of Orthorhombic Titanium Aluminide Alloy VTI-4. Proc. VIAM 2018, 2, 5. [Google Scholar] [CrossRef]
- Sagar, P.K.; Banerjee, D.; Muraleedharan, K.; Prasad, Y.V.R.K. High-Temperature Deformation Processing of Ti-24Al-20Nb. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 2593–2604. [Google Scholar] [CrossRef]
- Muraleedharan, K.; Nandy, T.K.; Banerjee, D.; Lele, S. Phase Stability and Ordering Behaviour of the O Phase in TiAlNb Alloys. Intermetallics 1995, 3, 187–199. [Google Scholar] [CrossRef]
- Goyal, K.; Sardana, N. Phase Stability and Microstructural Evolution of Ti2AlNb Alloys-a Review. Mater. Today Proc. 2021, 41, 951–968. [Google Scholar] [CrossRef]
- Rosenberg, H.W. Titanium Alloying in Theory and Practice. In The Science, Technology and Application of Titanium; Pergamon Press: Oxford, UK, 1970; pp. 851–859. [Google Scholar] [CrossRef]
- Banerjee, D. The Intermetallic Ti2AlNb. Prog. Mater. Sci. 1997, 42, 135–158. [Google Scholar] [CrossRef]
- Zhang, H.; Yan, N.; Liang, H.; Liu, Y. Phase Transformation and Microstructure Control of Ti2AlNb-Based Alloys: A Review. J. Mater. Sci. Technol. 2021, 80, 203–216. [Google Scholar] [CrossRef]
- Liu, S.S.; Cao, J.X.; Zhou, Y.; Dai, S.L.; Huang, X.; Cao, C.X. Research and Prospect of Ti2AlNb Alloy. Zhongguo Youse Jinshu Xuebao/Chin. J. Nonferrous Met. 2021, 31, 3106–3126. [Google Scholar] [CrossRef]
- Xue, C.; Zeng, W.; Xu, B.; Liang, X.; Zhang, J.; Li, S. B2 Grain Growth and Particle Pinning Effect of Ti-22Al-25Nb Orthorhombic Intermetallic Alloy during Heating Process. Intermetallics 2012, 29, 41–47. [Google Scholar] [CrossRef]
- Popov, A.A.; Illarionov, A.G.; Grib, S.V.; Demakov, S.L.; Karabanalov, M.S.; Elkina, O.A. Phase and Structural Transformations in an Alloy Based on Orthorhombic Titanium Aluminide. Phys. Met. Metall. 2008, 106, 414–425. [Google Scholar] [CrossRef]
- Peng, J.; Mao, Y.; Li, S.; Sun, X. Microstructure Controlling by Heat Treatment and Complex Processing for Ti2AlNb Based Alloys. Mater. Sci. Eng. A 2001, 299, 75–80. [Google Scholar] [CrossRef]
- Chen, X.; Weidong, Z.; Wei, W.; Xiaobo, L.; Jianwei, Z. Coarsening Behavior of Lamellar Orthorhombic Phase and Its Effect on Tensile Properties for the Ti-22Al-25Nb Alloy. Mater. Sci. Eng. A 2014, 611, 320–325. [Google Scholar] [CrossRef]
- Wei, W.; Weidong, Z.; Chen, X.; Xiaobo, L.; Jianwei, Z. Designed Bimodal Size Lamellar O Microstructures in Ti2AlNb Based Alloy: Microstructural Evolution, Tensile and Creep Properties. Mater. Sci. Eng. A 2014, 618, 288–294. [Google Scholar] [CrossRef]
- Wang, S.; Xu, W.; Sun, W.; Zong, Y.; Chen, Y.; Shan, D. Study on Microstructure Evolution and Mechanical Properties of Ti2AlNb-Based Alloy under Canning Compression and Annealing. Metals 2019, 9, 980. [Google Scholar] [CrossRef] [Green Version]
- Cowen, C.J.; Boehlert, C.J. Microstructure, Creep, and Tensile Behavior of a Ti-21Al-29Nb(at.%) Orthorhombic+B2 Alloy. Intermetallics 2006, 14, 412–422. [Google Scholar] [CrossRef]
- Chen, X.; Weidong, Z.; Wei, W.; Xiaobo, L.; Jianwei, Z. The Enhanced Tensile Property by Introducing Bimodal Size Distribution of Lamellar O for O+B2 Ti2AlNb Based Alloy. Mater. Sci. Eng. A 2013, 587, 54–60. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Xue, C.; Liang, X.; Zhang, J. Microstructure Control and Mechanical Properties from Isothermal Forging and Heat Treatment of Ti-22Al-25Nb (at.%) Orthorhombic Alloy. Intermetallics 2015, 56, 79–86. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Liu, Y.; Xie, G.; Liang, X. Microstructural Evolution and Mechanical Properties of Ti-22Al-25Nb (At.%) Orthorhombic Alloy with Three Typical Microstructures. J. Mater. Eng. Perform. 2018, 27, 293–303. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Hu, K.M.; Sa, B.S.; Wu, B. Pressure-Induced Structure, Electronic, Thermodynamic and Mechanical Properties of Ti2AlNb Orthorhombic Phase by First-Principles Calculations. Rare Met. 2017, 40, 1–11. [Google Scholar] [CrossRef]
- Boehlert, C.J. Part III. The Tensile Behavior of Ti-Al-Nb O+Bcc Orthorhombic Alloys. Metall. Mater. Trans. A 2001, 32, 1977–1988. [Google Scholar] [CrossRef]
- Zhou, Y.; Cao, J.X.; Huang, X.; Wang, B.; Mi, G.B. Effects of Aging Temperature on the Microstructure and Mechanical Properties of a Ti2AlNb Based Alloy. Mater. Sci. Forum 2016, 849, 368–375. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Li, D.; Zhu, B.; Zheng, Y.; Liang, X. Microstructural Evolution and Tensile Behavior of Ti2AlNb Alloys Based A2-Phase Decomposition. Mater. Sci. Eng. A 2016, 662, 120–128. [Google Scholar] [CrossRef]
- Goyal, K.; Sardana, N. Mechanical Properties of the Ti2AlNb Intermetallic: A Review. Trans. Indian Inst. Met. 2021, 74, 1839–1853. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Shamshurin, A. Synthesis of Titanium Orthorhombic Alloy Using Binder Jetting Additive Manufacturing. Mater. Lett. 2019, 243, 88–91. [Google Scholar] [CrossRef]
- Grigoriev, A.; Polozov, I.; Sufiiarov, V.; Popovich, A. In-Situ Synthesis of Ti2AlNb-Based Intermetallic Alloy by Selective Laser Melting. J. Alloys Compd. 2017, 704, 434–442. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Popovich, A. Selective Laser Melting of Ti2AlNb-Based Intermetallic Alloy Using Elemental Powders: Effect of Process Parameters and Post-Treatment on Microstructure, Composition, and Properties. Intermetallics 2019, 112, 106554. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Masaylo, D.; Popovich, A. Tailoring Microstructure and Properties of Graded Ti-22Al-25Nb/SiC and Ti-22Al-25Nb/Ti-6Al-4V Alloys by in-Situ Synthesis during Selective Laser Melting. Mater. Today Proc. 2019, 30, 672–678. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Popovich, A.; Masaylo, D.; Grigoriev, A. Synthesis of Ti-5Al, Ti-6Al-7Nb, and Ti-22Al-25Nb Alloys from Elemental Powders Using Powder-Bed Fusion Additive Manufacturing. J. Alloys Compd. 2018, 763, 436–445. [Google Scholar] [CrossRef]
- CHEN, J.; Jiang, G.; Lin, X.; HUANG, W. Microstructure and Phase Structure of Laser Solid Forming Ti2AlNb-Based Alloy. Chin. J. Lasers 2010, 37, 593–598. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y.; Chen, Y.; Tang, Y. Microstructure and Mechanical Properties of Laser Melting Deposited TA15+Ti2AlNb Alloys. J. Aeronaut. Mater. 2017, 37, 61–67. [Google Scholar]
- Tang, Y.J.; Zhang, Y.Z.; Liu, Y.T.; Pan, W. Characteristics and Evolution Mechanism of Solidification Microstructure for Laser Additive Manufactured Ti2 Alnb-Based Alloy. Mater. Sci. Forum 2018, 913, 118–125. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Microstructure and Mechanical Properties of TA15-Ti2AlNb Bimetallic Structures by Laser Additive Manufacturing. Mater. Sci. Eng. A 2020, 795, 140019. [Google Scholar] [CrossRef]
- Zhang, S.; Xi, M.; Liu, R.; Li, M.; Guo, X.; Gui, Y.; Wu, J. Fabricating Ti–22Al–25Nb Intermetallic with Ductility Higher than 25% by Advanced Printing Technique: Point-Forging and Laser-Deposition. Mater. Sci. Eng. A 2022, 850, 143520. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Starikov, K.; Popovich, A. In Situ Synthesized Ti2AlNb-Based Composites Produced by Selective Laser Melting by Addition of SiC-Whiskers. Mater. Lett. 2021, 297, 129956. [Google Scholar] [CrossRef]
- Polozov, I.; Starikov, K.; Popovich, A.; Sufiiarov, V. Mitigating Inhomogeneity and Tailoring the Microstructure of Selective Laser Melted Titanium Orthorhombic Alloy by Heat Treatment, Hot Isostatic Pressing, and Multiple Laser Exposures. Materials 2021, 14, 4946. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Lin, X.; Xu, X.; Chen, J.; Huang, W. Microstructure and Phase Evolution in Ti60–Ti2AlNb Gradient Material Prepared by Laser Solid Forming. Acta Metall. Sin. 2009, 45, 729–736. [Google Scholar]
- Lin, X.; Yang, M.; Xu, X.; Yang, H.; Chen, J.; Huang, W. Phase Evolution in Laser Solid Formed Compositionally Graded TI60-TI 2ALNB Alloys. In Proceedings of the ICALEO 2009—28th International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 2–5 November 2009; Volume 102, pp. 472–478. [Google Scholar] [CrossRef]
- Liu, Y.; Gong, X.; Liu, M.; Yongzhong, Z. Microstructure and Tensile Properties of Laser Melting Deposited Ti2AlNb-Based Alloy. Chin. J. Lasers 2014, 41, 0103005. [Google Scholar]
- Zhao, X.H.; Liu, Y.T.; Ye, C.; Zhang, Y.Z. Effects of Heat Treatment on Microstructure and Microhardness of Laser Melting Deposited Ti-22Al-25Nb Alloy. Mater. Res. Innov. 2015, 19, 823–830. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, Y.; Tang, Y.; Yongzhong, Z. Microscopic Structure and Tensile Property of Laser Melting Deposited TA15/Ti2AlNb Dual Alloy. Chin. J. Lasers 2016, 43, 0802010. [Google Scholar] [CrossRef]
- Zhang, Y.Z.; Liu, Y.T.; Zhao, X.H.; Tang, Y.J. The Interface Microstructure and Tensile Properties of Direct Energy Deposited TC11/Ti2AlNb Dual Alloy. Mater. Des. 2016, 110, 571–580. [Google Scholar] [CrossRef]
- Senkevich, K.S.; Pozhoga, O.Z. Prospects for Obtaining Powders Of Orthorhombic Titanium Aluminides By Hydrogenation-Dehydrogenation. Titanium 2021, 2, 45–49. [Google Scholar]
- Yang, X.; Zhang, B.; Bai, Q.; Xie, G. Correlation of Microstructure and Mechanical Properties of Ti2AlNb Manufactured by SLM and Heat Treatment. Intermetallics 2021, 139, 107367. [Google Scholar] [CrossRef]
- Lei, Z.; Zhang, K.; Zhou, H.; Ni, L.; Chen, Y. A Comparative Study of Microstructure and Tensile Properties of Ti2AlNb Joints Prepared by Laser Welding and Laser-Additive Welding with the Addition of Filler Powder. J. Mater. Process. Technol. 2018, 255, 477–487. [Google Scholar] [CrossRef]
- Zhang, K.; Lei, Z.; Chen, Y.; Yang, K.; Bao, Y. Heat Treatment of Laser-Additive Welded Ti2AlNb Joints: Microstructure and Tensile Properties. Mater. Sci. Eng. A 2019, 744, 436–444. [Google Scholar] [CrossRef]
- Li, Z.; Cui, Y.; Yu, Z.Y.; Liu, C. In-Situ Fabrication of Ti2AlNb-Based Alloy through Double-Wire Arc Additive Manufacturing. J. Alloys Compd. 2021, 876, 160021. [Google Scholar] [CrossRef]
- Popovich, A.A.; Sufiiarov, V.S.; Polozov, I.A.; Grigoriev, A.V. Selective Laser Melting of the Intermetallic Titanium Alloy. Russ. J. Non-Ferr. Met. 2019, 60, 186–193. [Google Scholar] [CrossRef]
- He, B.; Wu, D.; Pan, J.; Yang, G. Effect of Heat Treatment on Microstructure and Mechanical Properties of Laser Deposited TA15/Ti2AlNb Gradient Composite Structures. Vacuum 2021, 190, 2–6. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Li, W.P.; Zhang, L.; Zhou, S.Y.; Jia, X.; Wang, D.W.; Yan, M. Selective Laser Melting of Ti–22Al–25Nb Intermetallic: Significant Effects of Hatch Distance on Microstructural Features and Mechanical Properties. J. Mater. Process. Technol. 2020, 276, 116398. [Google Scholar] [CrossRef]
- Che, Q.; He, W.; Li, H.; Cheng, K.; Wang, Y. Microstructure and Property of Ti2AlNb Alloy by Selective Electron Beam Melting. J. Mater. Eng. 2022, 50, 156–164. [Google Scholar] [CrossRef]
- Polozov, I.; Gracheva, A.; Popovich, A. Processing, Microstructure, and Mechanical Properties of Laser Additive Manufactured Ti2AlNb-Based Alloy with Carbon, Boron, and Yttrium Microalloying. Metals 2022, 12, 1304. [Google Scholar] [CrossRef]
- Wohlers, T.; Campbell, I.; Diegel, O.; Huff, R.; Kowen, J. 3D Printing and Additive Manufacturing State of the Industry: Annual Worldwide Progress Report; Lund University: Lund, Sweden, 2017. [Google Scholar]
- Kan, W.H.; Chiu, L.N.S.; Lim, C.V.S.; Zhu, Y.; Tian, Y.; Jiang, D.; Huang, A. A Critical Review on the Effects of Process-Induced Porosity on the Mechanical Properties of Alloys Fabricated by Laser Powder Bed Fusion. J. Mater. Sci. 2022, 57, 9818–9865. [Google Scholar] [CrossRef]
- Chen, S.; Gao, H.; Zhang, Y.; Wu, Q.; Gao, Z.; Zhou, X. Review on Residual Stresses in Metal Additive Manufacturing: Formation Mechanisms, Parameter Dependencies, Prediction and Control Approaches. J. Mater. Res. Technol. 2022, 17, 2950–2974. [Google Scholar] [CrossRef]
- Obilanade, D.; Dordlofva, C.; Törlind, P. Surface roughness considerations in design for additive manufacturing—A literature review. Proc. Des. Soc. 2021, 1, 2841–2850. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Maltseva, V.E.; Andreev, S.V.; Neznakhin, D.S.; Urzhumtsev, A.N.; Selezneva, N.V.; Volegov, A.S. The Magnetic Properties of a NdFeB Permanent Magnets Prepared by Selective Laser Sintering. Phys. Met. Metallogr. 2022, 123, 740–745. [Google Scholar] [CrossRef]
- Choren, J.A.; Heinrich, S.M.; Silver-Thorn, M.B. Young’s Modulus and Volume Porosity Relationships for Additive Manufacturing Applications. J. Mater. Sci. 2013, 48, 5103–5112. [Google Scholar] [CrossRef]
- Loginov, Y.N.; Golodnov, A.I.; Stepanov, S.I.; Kovalev, E.Y. Determining the Young’s Modulus of a Cellular Titanium Implant by FEM Simulation. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2017; p. 030010. [Google Scholar]
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid Metal Additive Manufacturing: A State–of–the-Art Review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Rehme, O.; Emmelmann, C. Reproducibility for Properties of Selective Laser Melting Products. In Proceedings of the Third International WLT-Conference on Lasers in Manufacturing, Munich, Germany, 13–16 June 2005; pp. 227–232. [Google Scholar]
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef] [Green Version]
- Baufeld, B.; Van der Biest, O.; Gault, R. Additive Manufacturing of Ti–6Al–4V Components by Shaped Metal Deposition: Microstructure and Mechanical Properties. Mater. Des. 2010, 31, S106–S111. [Google Scholar] [CrossRef]
- Martina, F.; Mehnen, J.; Williams, S.W.; Colegrove, P.; Wang, F. Investigation of the Benefits of Plasma Deposition for the Additive Layer Manufacture of Ti–6Al–4V. J. Mater. Process. Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef] [Green Version]
- Oh, J.-W.; Nahm, S.; Kim, B.; Choi, H. Anisotropy in Green Body Bending Strength Due to Additive Direction in the Binder-Jetting Additive Manufacturing Process. Korean J. Met. Mater. 2019, 57, 227–235. [Google Scholar] [CrossRef] [Green Version]
- Brandt, J. A Review of Ultrasonic Additive Manufacturing for Particle Accelerator Applications. In Proceedings of the 11th International Conference on Mechanical Engineering Design of Synchrotron Radiation Equipment and Instrumentation, Chicago, IL, USA, 26–29 July 2021; pp. 185–188. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchi, A. Evaluation of a Polymer-Steel Laminated Sheet Composite Structure Produced by Friction Stir Additive Manufacturing (FSAM) Technology. Polym. Test. 2020, 90, 106690. [Google Scholar] [CrossRef]
- Polozov, I.; Kantyukov, A.; Starikov, K.; Gracheva, A.; Popovich, V.; Popovich, A. Effects of Heat Treatment on Microstructure and Properties of Selective Laser Melted Titanium Aluminide Alloy. In Proceedings of the METAL 2021—30th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 26–28 May 2021; pp. 121–126. [Google Scholar] [CrossRef]
- Valkov, S.; Bezdushnyi, R.; Petrov, P. Synthesis, Structure and Mechanical Properties of Ti-Al-Nb Coatings Formed by Electron Beam Additive Technique. Vacuum 2018, 156, 140–145. [Google Scholar] [CrossRef]
- Jiantao, L.; Xin, L.; Xiaowei, L.; Jing, C.; Weidong, H. Research on Laser Sodid Forming of a Functionally Gradient Ti–Ti2AlNb Alloy. Acta Metall. Sin. 2008, 44, 1006–1012. [Google Scholar]
- Chen, H.; Liu, Z.; Cheng, X.; Zou, Y. Laser Deposition of Graded γ-TiAl/Ti2AlNb Alloys: Microstructure and Nanomechanical Characterization of the Transition Zone. J. Alloys Compd. 2021, 875, 159946. [Google Scholar] [CrossRef]
- Li, Z.; Chang, B.; Cui, Y.; Zhang, H.; Liang, Z.; Liu, C.; Wang, L.; Du, D.; Chang, S. Effect of Twin-Wire Feeding Methods on the in-Situ Synthesis of Electron Beam Fabricated Ti-Al-Nb Intermetallics. Mater. Des. 2022, 215, 110509. [Google Scholar] [CrossRef]
- Zhu, Z.; Dhokia, V.G.; Nassehi, A.; Newman, S.T. A Review of Hybrid Manufacturing Processes—State of the Art and Future Perspectives. Int. J. Comput. Integr. Manuf. 2013, 26, 596–615. [Google Scholar] [CrossRef] [Green Version]
- Bidare, P.; Jiménez, A.; Hassanin, H.; Essa, K. Porosity, Cracks, and Mechanical Properties of Additively Manufactured Tooling Alloys: A Review. Adv. Manuf. 2022, 10, 175–204. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive Manufactured AlSi10Mg Samples Using Selective Laser Melting (SLM): Microstructure, High Cycle Fatigue, and Fracture Behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Kenel, C.; Dasargyri, G.; Bauer, T.; Colella, A.; Spierings, A.B.; Leinenbach, C.; Wegener, K. Selective Laser Melting of an Oxide Dispersion Strengthened (ODS) γ-TiAl Alloy towards Production of Complex Structures. Mater. Des. 2017, 134, 81–90. [Google Scholar] [CrossRef]
- Li, R.; Niu, P.; Yuan, T.; Cao, P.; Chen, C.; Zhou, K. Selective Laser Melting of an Equiatomic CoCrFeMnNi High-Entropy Alloy: Processability, Non-Equilibrium Microstructure and Mechanical Property. J. Alloys Compd. 2018, 746, 125–134. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the Role of Melt Flow into the Surface Structure and Porosity Development during Selective Laser Melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.-Z.; Lei, Z.-L.; Chen, Y.-B.; Yang, K.; Bao, Y.-F. Microstructural Evolution and Numerical Simulation of Laser-Welded Ti2AlNb Joints under Different Heat Inputs. Rare Met. 2020, 40, 2143–2153. [Google Scholar] [CrossRef]
- Cai, X.Q.; Wang, Y.; Yang, Z.W.; Wang, D.P.; Liu, Y.C. Transient Liquid Phase (TLP) Bonding of Ti2AlNb Alloy Using Ti/Ni Interlayer: Microstructure Characterization and Mechanical Properties. J. Alloys Compd. 2016, 679, 9–17. [Google Scholar] [CrossRef]
- Schloffer, M.; Iqbal, F.; Gabrisch, H.; Schwaighofer, E.; Schimansky, F.P.; Mayer, S.; Stark, A.; Lippmann, T.; Göken, M.; Pyczak, F.; et al. Microstructure Development and Hardness of a Powder Metallurgical Multi Phase γ-TiAl Based Alloy. Intermetallics 2012, 22, 231–240. [Google Scholar] [CrossRef] [Green Version]
- Göken, M.; Kempf, M.; Nix, W.D. Hardness and Modulus of the Lamellar Microstructure in PST-TiAl Studied by Nanoindentations and AFM. Acta Mater. 2001, 49, 903–911. [Google Scholar] [CrossRef]
- Polozov, I.; Popovich, A.; Sufiiarov, V. Effects of Heat Treatment and Hot Isostatic Pressing on Microstructure and Mechanical Properties of Ti2AlNb-Based Alloy Fabricated by SLM. In Proceedings of the METAL 2021—30th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 26–28 May 2021; pp. 948–952. [Google Scholar] [CrossRef]
- Popov, V.V.; Lobanov, M.L.; Stepanov, S.I.; Qi, Y.; Muller-Kamskii, G.; Popova, E.N.; Katz-Demyanetz, A.; Popov, A.A. Texturing and Phase Evolution in Ti-6Al-4V: Effect of Electron Beam Melting Process, Powder Re-Using, and HIP Treatment. Materials 2021, 14, 4473. [Google Scholar] [CrossRef]
- Popov, V.V.; Grilli, M.L.; Koptyug, A.; Jaworska, L.; Katz-Demyanetz, A.; Klobčar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder Bed Fusion Additive Manufacturing Using Critical Raw Materials: A Review. Materials 2021, 14, 909. [Google Scholar] [CrossRef]








| MAM Category | Feedstock Form | Energy Source | Variety of Terms |
|---|---|---|---|
| Powder Bed Fusion | Powder | Laser | Selective Laser Sintering (SLS) Selective Laser Melting (SLM) Direct Metal Laser Sintering (DMLS) Laser beam melting (LBM) |
| Powder | Electron Beam | Selective electron beam melting (SEBM) Electron Beam Melting (EBM) Electron-beam additive manufacturing (EBAM) | |
Direct Energy Deposition (Direct Metal Deposition)  | Powder Wire | Laser | Laser additive manufacturing (LAM) Laser solid forming (LSF) Direct metal tooling (DMT) Laser engineered net shaping (LENS) Laser-additive welding (LAW) Laser deposition manufacturing (LDM) Laser metal deposition (LMD) Laser metal direct forming(LMDF) |
| Wire | Electron Beam | Electronic Beam Freeform Fabrication (EBF3) Electron-beam additive manufacturing (EBAM) Twin-wire electron beam freeform fabrication (TEBF3) | |
| Powder | Plasma arc | 3D plasma-metal deposition (3DPMD) Plasma deposition manufacturing (PDM) | |
| Wire | Twin-wire arc additive manufacturing (TWAAM) Twin-wire welding-based additive manufacturing (TWAM) Double-wire arc additive manufacturing system (DWAAM) | ||
| Wire | Gas tungsten arc | Gas tungsten arc (GTA) Gas tungsten arc welding (GTAW) Tungsten Inert Gas (TIG) | |
| Wire | Gas metal arc | Gas-Shielded Metal Arc Welding Gas metal arc welding-based additive manufacturing (GMAW-AM) | |
| Binder Jetting | Powder | Furnace heating | Binder jetting (BJ) |
| Sheet Lamination | Sheets | Sonotrode, Friction stir welding | Laminated Object Manufacturing (LOM) Computer-Aided Manufacturing of Laminated Engineering Materials (CAM-LEM) Composite Based Additive Manufacturing (CBAM) Ultrasonic Additive Manufacturing (UAM) |
| Alloy Composition [at. %] | P [W] | V [mm/s] | HD [µm] | h [µm] | VED [J/mm3] | Density [%] | Pre-Heating [ °C] | Ref. |
|---|---|---|---|---|---|---|---|---|
| Ti-22Al-25Nb | 200 | 1000 | 60 | 60 | 55.6 | 99.55 | - | [47] |
| Ti-22Al-25Nb | 140 | 600 | 120 | 30 | 64.8 | 99.93 | 200 | [11,70] |
| Ti-22Al-24Nb-0.5Mo | 180 | 1000 | 100 | 30 | 60 | 99.8 | - | [64] |
| Ti-16Al-22Nb-0.1Mo-0.3Hf-0.3Ta-1.5Zr-0.8Si-0.9Fe | 140 | 650 | 120 | 30 | 59.8 | 99.6 | 900 | [12] |
| Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si | 140 | 850 | 100 | 30 | 54.9 | 99.92 | 700 | [12] |
| MAM Category | Original AM Abbreviation | Alloy | Processing Conditions/Sampling | Phase Composition | HV [kgf/mm2]/E [GPa] | UTS/YS * [MPa] | EL ** [%] | UTS [MPa] at 650 °C | EL [%] at 650 °C | Grain Size [μm]/Comments | Refs. | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PBF | SLM | Ti-22Al-25Nb | as-built | 90%B2 + 10%(α2 + O) | 338 ± 7.4 | - | - | - | - | [46] | |||||
| as-built + annealing 1350 °C | 80%B2 + 20%O | 358 ± 5.8 | 286 | [49,68] | |||||||||||
| as-built + annealing 1350 °C + aging 700–1100 °C | B2 + O + α2 | 360–420 | [47] | ||||||||||||
| L-PBF | Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si (GA powder) | pre-heating 200 °C | B2 | 392 | - | - | - | - | - | [12,48,56] | |||||
| pre-heating 500 °C | B2 + Oweak | 512 | - | - | |||||||||||
| pre-heating 600 °C | O | 568 | 220 | - | |||||||||||
| pre-heating 700 °C | As-built | O | 525–568 | 300–450 | - | ||||||||||
| ST 950 °C | B2 + O | 395 | 690 | - | |||||||||||
| ST 1050 °C | B2 + O | 384 | - | - | |||||||||||
| HIP 1160 °C | B2 + O | 360 | 1030 | 1.2 | |||||||||||
| pre-heating 980 °C | 22%O + 78%B2 | 453 | 693 | - | |||||||||||
| Ti-16Al-22Nb-0.1 Mo-0.3Hf-0.3Ta-1.5Zr-0.8Si-0.9Fe (MAPS powder) | pre-heating 200 °C | B2 | 405 | - | - | ||||||||||
| pre-heating 700 °C | 48%O + 52%B2 | 435 | - | - | |||||||||||
| pre-heating 900 °C | 28%O + 72%B2 | 426 | - | - | |||||||||||
| Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si (GA powder) + SiC | 0% SiC | O | 395 ± 10 | 2300 ± 120 | - | - | - | - | [55] | ||||||
| 5% SiC | O + B2 + TiC | 577 ± 17 | 2550 ± 170 | - | |||||||||||
| 10% SiC | O + B2 + TiC | 701 ± 20 | 2420 ± 100 | - | |||||||||||
| 15% SiC | O + B2 + TiC | 711 ± 15 | 2370 ± 150 | - | |||||||||||
| SLM | Ti-22Al-25Nb | As-built | B2 + O | - | 1090 ± 9 / 960 ± 11 | 22.7 ± 0.5 | - | - | 38 | [11] | |||||
| SLM | Ti–22Al–24Nb-0.5Mo | As-built | B2 | - | ~890 | 10 | 400 | - | - | [64] | |||||
| ST 880 °C | aging 800 °C 24 h | O + α2 | ~720 | 2.5 | - | - | |||||||||
| ST 920 °C | ~685 | 6 | 690 | 6 | |||||||||||
| ST 960 °C | 780 | 2.8 | - | - | |||||||||||
| ST 1000 °C | ~810 | 3.4 | 820 | 3 | |||||||||||
| ST 1090 °C | ~735 | 2.3 | - | - | |||||||||||
| SLM | Ti-22Al-25Nb (Ti–18.58Al–25.59Nb) | As-built | 99.8%B2 + 0.2%O | -/101 | 973/949 | 24.90 | 365 | 0.4 | 42.8 | [13] | |||||
| ST 950°C | 93%B2 + 5%O + 2%α2 | -/101 | 981/932 | 12.1 | 560 | 2.1 | 42.2 | ||||||||
| ST 1050°C | 94%B2 + 5%O + 1%α2 | -/105 | 952/930 | 14.3 | 45.7 | ||||||||||
| ST 1100°C | 98%B2 + 2%O | -/100 | 943/900 | 12.3 | 284 | ||||||||||
| ST 950°C + 700 °C | 51%B2 + 46%O + 3%α2 | -/113 | 1258/1250 | 1.4 | 749 | 1.6 | 17.7 | ||||||||
| ST 1050°C + 700 °C | 82%B2 + 17.5%O + 0.5%α2 | -/122 | -/1027 | 0.9 | 44.7 | ||||||||||
| ST 1100°C + 700 °C | 93%B2 + 6%O + 1%α2 | - /118 | -/653 | 0.6 | 243.8 | ||||||||||
| ST 950°C + 830 °C | 80%B2 + 12%O + 8%α2 | -/112 | 978/866 | 6.1 | 611 | 10 | 40.1 | ||||||||
| SLM | Ti–18.58Al–25.59Nb | As-built | HD = 0.08 | B2/β | - | ~1045/885 | ~16 | - | - | 69.3 | [70] | ||||
| HD = 0.12 | ~1075/960 | ~23 | 45.5 | ||||||||||||
| HD = 0.16 | 1144/981 | 24.25 | 35.7 | ||||||||||||
| HD = 0.2 | ~950/881 | ~9.5 | 31.8 | ||||||||||||
| SEBM | Ti-19.4Al-13.5Nb | - | O + β/B2 | 570 | - | - | - | - | - | [90] | |||||
| Ti-22Al-25Nb | As-built | O + β/B2 + α2 | 295–345 | 1060 ± 24/890 ± 43 | 3.67 ± 1.15 | - | - | 104 ± 33 | [71] | ||||||
| HIP 1030 °C, 150 MPa, 3 h | ~390 | 1101 ± 23/934 ± 43 | 3.5 | 106 ± 33 | |||||||||||
| DED | LAM | Ti-22Al-25Nb | As-built Through height | 30–40 mm | B2 | 300–270 | 1200 | 6 | - | - | - | [10] | |||
| 20–30 mm | B2 + O + α2 | 320–280 | 1136 | 4.5 | |||||||||||
| 10–20 mm | O + α2 + B2 | 350–385 | 892 | 4 | |||||||||||
| 0–10 mm | 350–370 | 721 | 5 | ||||||||||||
| ST 960 °C +850 °C, 24 h | Vertical | - | 981 ± 21 | 4.5 ± 1.8 | - | - | - | [52] | |||||||
| Horizontal | 1017 ± 16 | 5.8 ± 0.7 | |||||||||||||
| LMD | Ti-22Al-25Nb | As-built | - | B2+ O + α2 | - | 941 ± 5 | 1.5 ± 0.3 | - | - | - | [51,59,60,62] | ||||
| 940 °C, 2 h | 352 | - | - | - | - | ||||||||||
| 940 °C, 0.5 h + 760 °C. 12 h | 429 | - | - | - | - | ||||||||||
| As-built + 550 °C. 2 h | - | - | 976; 1100; 1107 | 2; 2; 2.5 | - | - | |||||||||
| 960 °C. 1 h + 560 °C, 24 h | - | 1051; 1003; - | 1; 1; - | 580 | - | ||||||||||
| 960 °C. 2 h + 750 °C, 3 h | - | 1103; 1041; 891 | 0.5;-;- | - | |||||||||||
| 960 °C. 3 h + 800 °C, 24 h | - | 979; 998; 1060 | 1; 2.5; 2 | 645; 715; 745 (at 750 °C) | 1.5; 3; 2 | ||||||||||
| LSF | Substrate Ti + Ti2AlNb | Weld joint | O → α + β →α + α′ → α′→ α + β → α + β/B2 + α2 → β/B2 + α2 →β/B2 → B2 + α+O →B2 | 170(α)–470(O) | - | - | - | - | [50,91] | ||||||
| Ti-20Al-27Nb | As-built | Top: B2 Bottom: B2 + O | 375–525 | 20–400 | |||||||||||
| Ti-22Al-27Nb | B2 + O between β-dendrites | 460–830 | 5–80 | ||||||||||||
| LDM | Bimetal TA15 + Ti2AlNb | As-built | - | - | 893 | 5.5 | - | - | Fracture in transition zone from Ti2AlNb | [69] | |||||
| As-built + ST 900 °C. 1 h | 909 | 6.7 | |||||||||||||
| As-built + ST 900 °C. 1 h+ + 800°C. 4 h | 833 | 6.1 | |||||||||||||
| LAW | Ti-22Al-25Nb welded by Ti-21Al-23Nb-1Mo | HAZ | α2 + B2 | - | 1282 | 5.6 | 980 | 7.9 | - | [20,65,66] | |||||
| Weld joint | B2 | 1032 | 7.2 | 820 | 6.0 | ||||||||||
| Annealing 850 °C. 2 h | O + B2 | 1066 | - | 833 | 2.6 | ||||||||||
| Annealing 1000 °C. 2 h | O + B2 | 926 | - | 740 | 5.8 | ||||||||||
| + TiB2 powder | Fine | 3.1% | - | 989.3 | 5.7 | 638.1 | 12.6 | ||||||||
| 6% | 966.5 | 3.9 | 623.1 | 7.9 | |||||||||||
| 16.1% | 944.1 | 4.0 | 581.3 | 5.1 | |||||||||||
| 24.3% | 918.0 | 4.3 | 557.5 | 4.2 | |||||||||||
| Coarse | 3.1% | 942.7 | 4.9 | 640.6 | 11.4 | ||||||||||
| 6% | 771.8 | - | 614.4 | 3.3 | |||||||||||
| 16.1% | 590.3 | - | 613.2 | 2.4 | |||||||||||
| 24.3% | 614.7 | - | 638.1 | 2.0 | |||||||||||
| DWAAM | Ti-24.8Al-22.3Nb | - | β/B2 + α2 + O | 335 ± 28 | 504 ± 38.59 | 0.41 ± 0.03 | 375 ± 32.6 | 0.76 | 800–1200 | [67] | |||||
| TWPF (DWAAM) | Ti-22Al-25Nb | top | 38%β/B2 + 7%α2 + 55%O | 454 ± 10 | (c): 2123 ± 16.5 (p): 880 ± 107.5 | (c): 27.7 ± 1.49 (p): 1.05 ± 0.23 | - | - | 350/ c–center p–periphery | [14] | |||||
| bottom | 84.5%O + 15.5%β/B2 | 414 ± 12 | (C):1972 ± 89 (p): 600 ± 8.4 | (C):26.5 ± 0.34 (p): 0.45 ± 0.02 | |||||||||||
| TWAAM TEBF3 | Ti-22Al-25Nb | SSF | - | - | 507; 537; 662 | 2.4; 4.2; 11.1 | - | - | - | [93] | |||||
| DSF | 600; 300; 650 | 19.3; 1.7; 7.5 | |||||||||||||
| PF *** | 699; 764; 659 | 8.2; 8.3; 8.6 | |||||||||||||
| PF-LD | Ti-21.21Al-25.35Nb-0.11O-0.08N | LD | O + β/B2 + α2 | 295–310 | 927 ± 7.5/845± 6.6 | 6.9 ± 0.9 | - | - | 350 | [54] | |||||
| Ti-21.18Al-25.37Nb-0.12O-0.1N | PF-LD | t–top | O + B2 | 322–354 | 1050 ± 9.5/1041 ± 8 | 20.8 ± 0.4 | 71–120 | ||||||||
| b–bottom | 1169 ± 10/1041 ± 8 | 25.7 ± 0.6 | 55–49 | ||||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Illarionov, A.G.; Stepanov, S.I.; Naschetnikova, I.A.; Popov, A.A.; Soundappan, P.; Thulasi Raman, K.H.; Suwas, S. A Review—Additive Manufacturing of Intermetallic Alloys Based on Orthorhombic Titanium Aluminide Ti2AlNb. Materials 2023, 16, 991. https://doi.org/10.3390/ma16030991
Illarionov AG, Stepanov SI, Naschetnikova IA, Popov AA, Soundappan P, Thulasi Raman KH, Suwas S. A Review—Additive Manufacturing of Intermetallic Alloys Based on Orthorhombic Titanium Aluminide Ti2AlNb. Materials. 2023; 16(3):991. https://doi.org/10.3390/ma16030991
Chicago/Turabian StyleIllarionov, Anatoliy G., Stepan I. Stepanov, Inna A. Naschetnikova, Artemiy A. Popov, Prasanth Soundappan, K. H. Thulasi Raman, and Satyam Suwas. 2023. "A Review—Additive Manufacturing of Intermetallic Alloys Based on Orthorhombic Titanium Aluminide Ti2AlNb" Materials 16, no. 3: 991. https://doi.org/10.3390/ma16030991
APA StyleIllarionov, A. G., Stepanov, S. I., Naschetnikova, I. A., Popov, A. A., Soundappan, P., Thulasi Raman, K. H., & Suwas, S. (2023). A Review—Additive Manufacturing of Intermetallic Alloys Based on Orthorhombic Titanium Aluminide Ti2AlNb. Materials, 16(3), 991. https://doi.org/10.3390/ma16030991