
Effect of APS Spraying Parameters on the Microstructure Formation of Fe3Al Intermetallics Coatings Using Mechanochemically Synthesized Nanocrystalline Fe-Al Powders

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
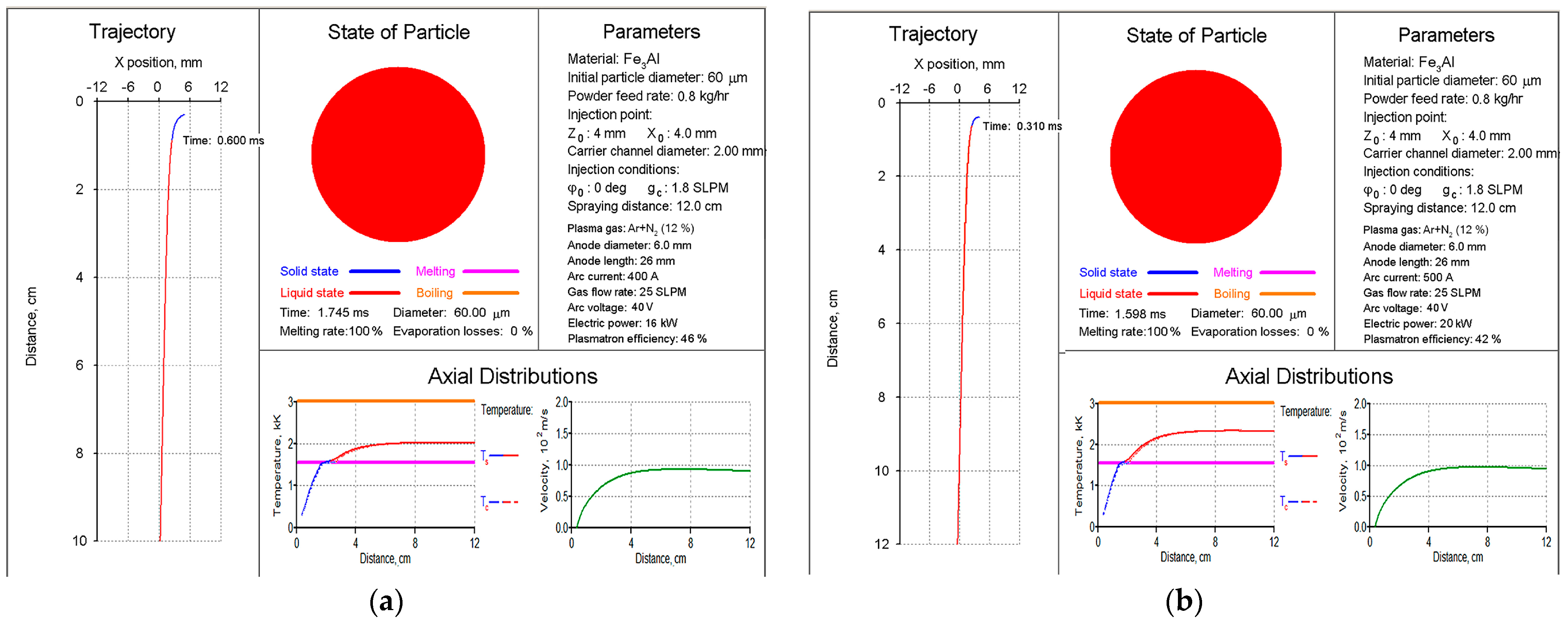
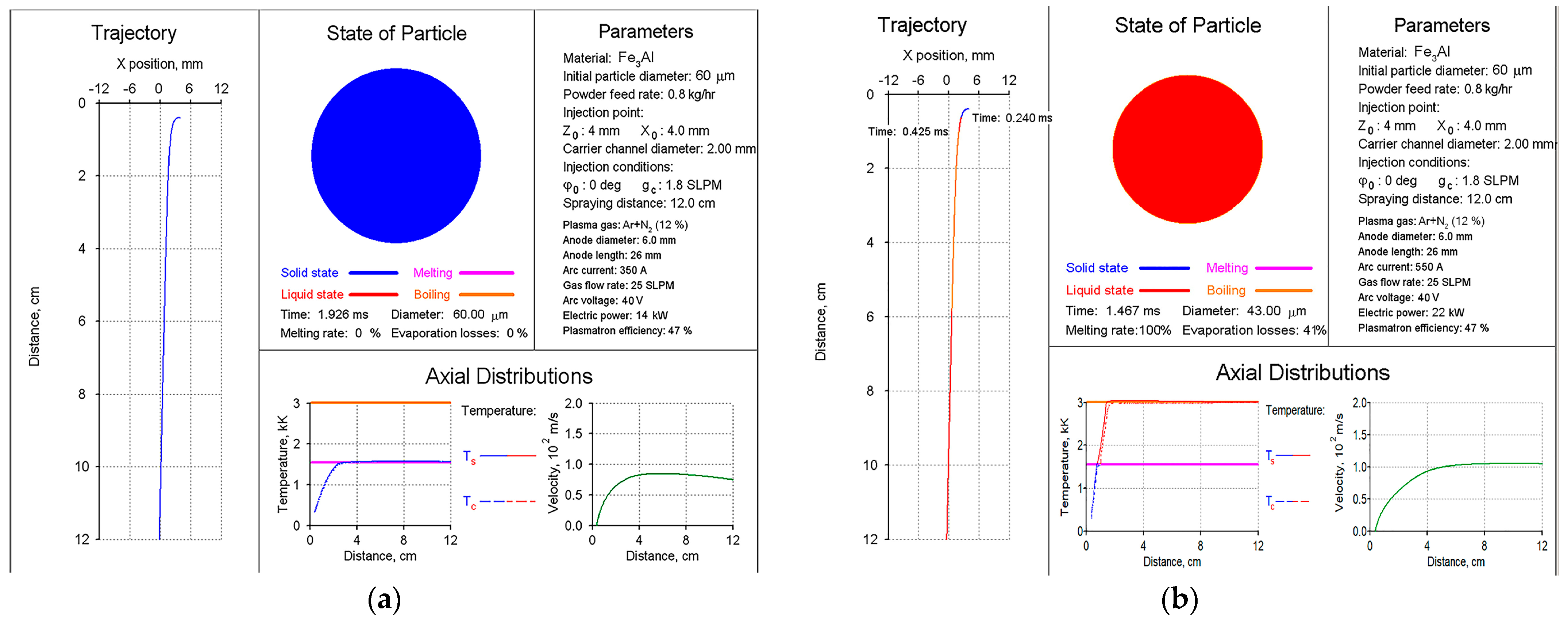
- The behaviour of particles of iron aluminides powders (Fe3Al, Fe-AlMg, and Fe-TiAl) obtained by mechanochemical synthesis was analysed at the stage of their transfer through the volume of the high-temperature plasma jet and after impact on the sprayed surface, depending on the intensity of the arc current in the plasma spraying process;
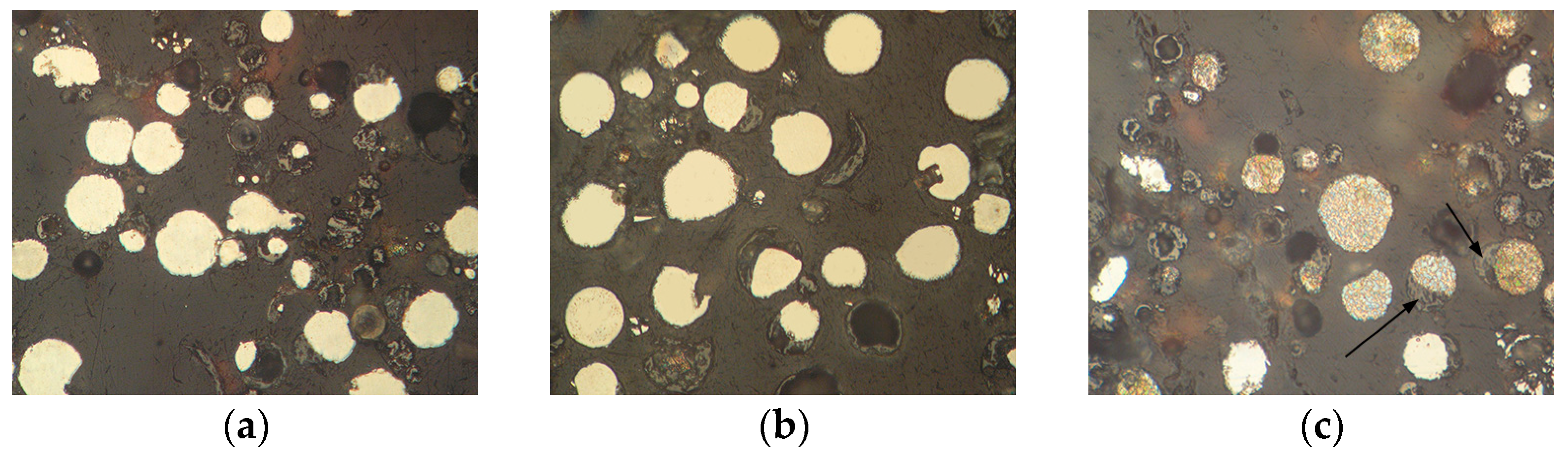
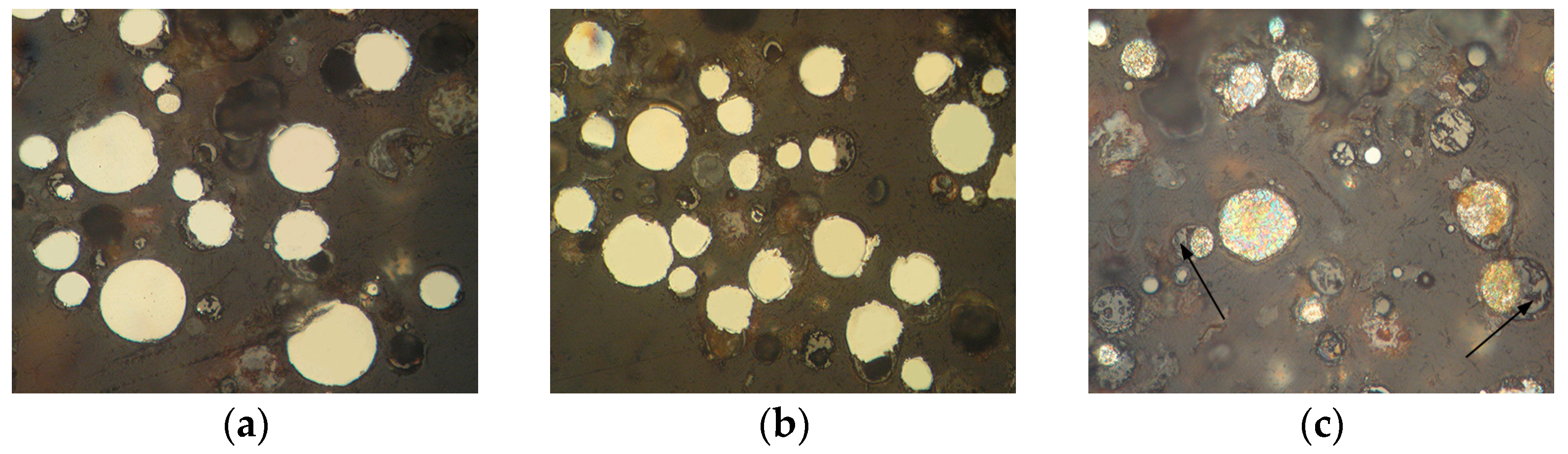
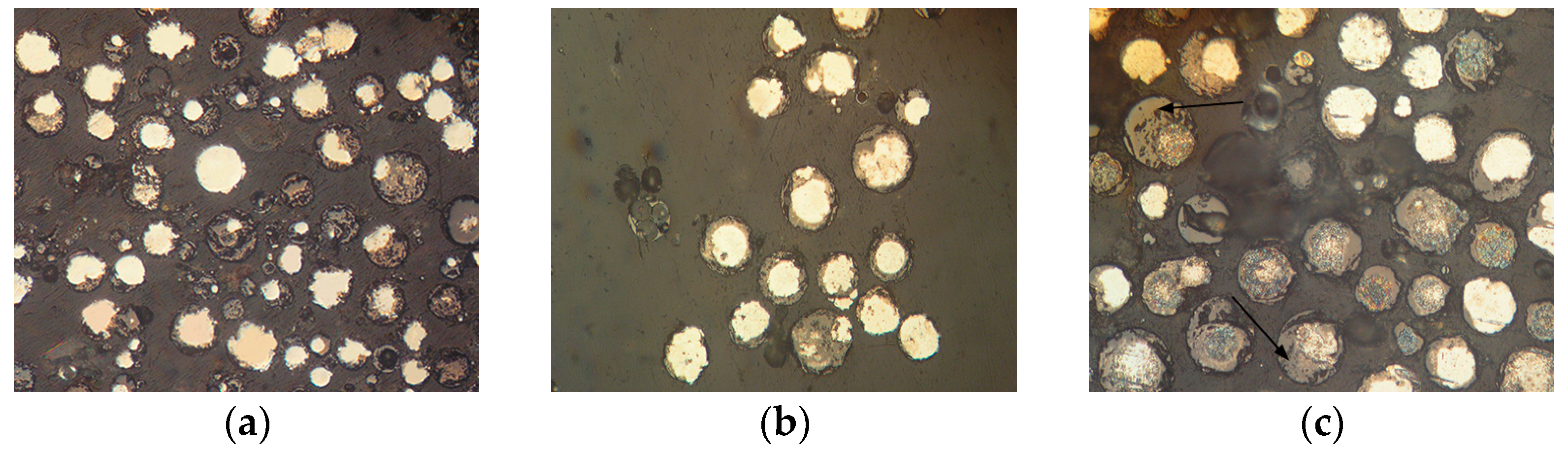
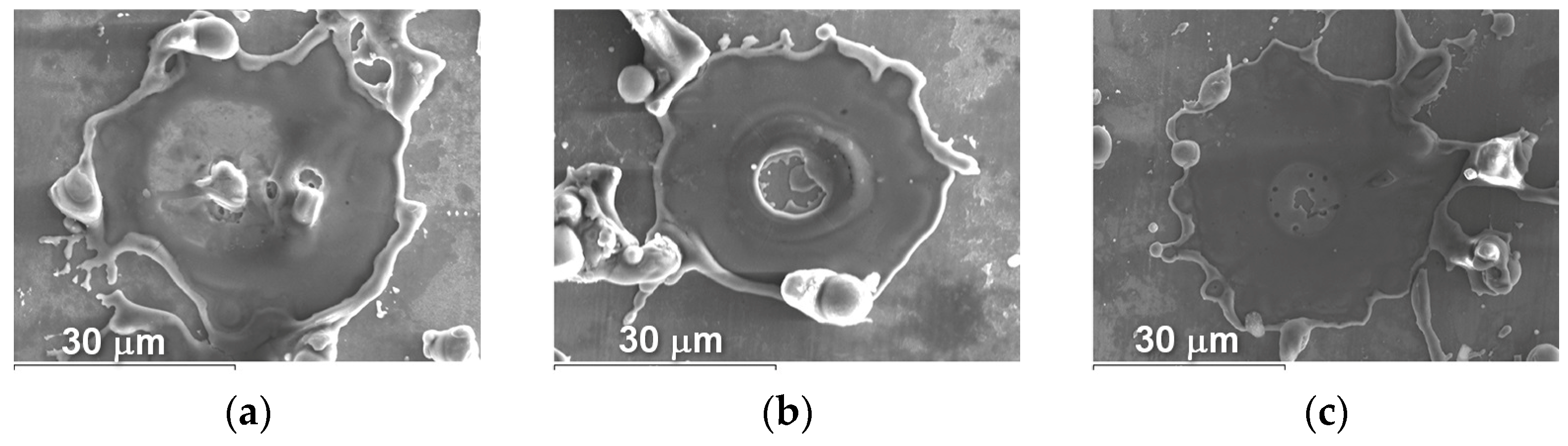
- It was established that, as a result of the contact of molten particles with oxygen-containing zones of the plasma jet, aluminium oxide films are formed on the surface of the particles, which acquire a dome shape when the particles are carried by the turbulent plasma jet;
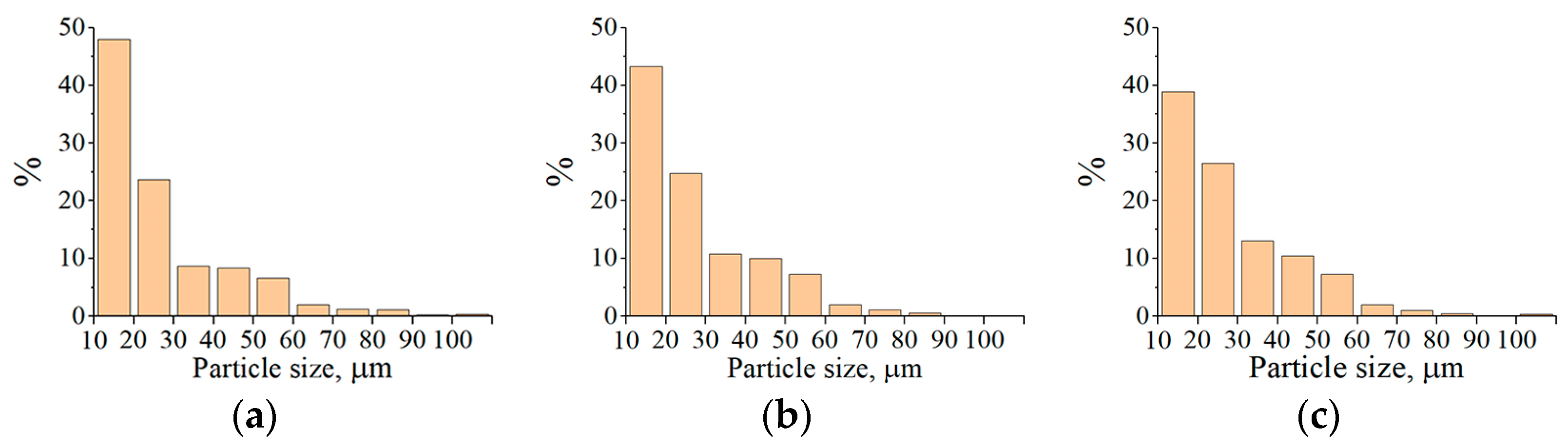
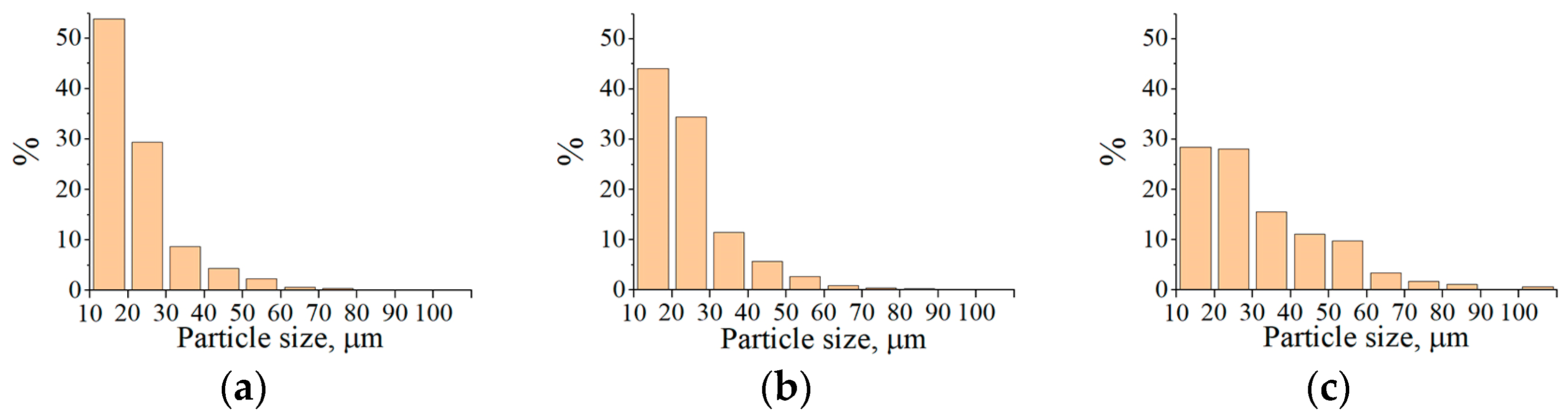
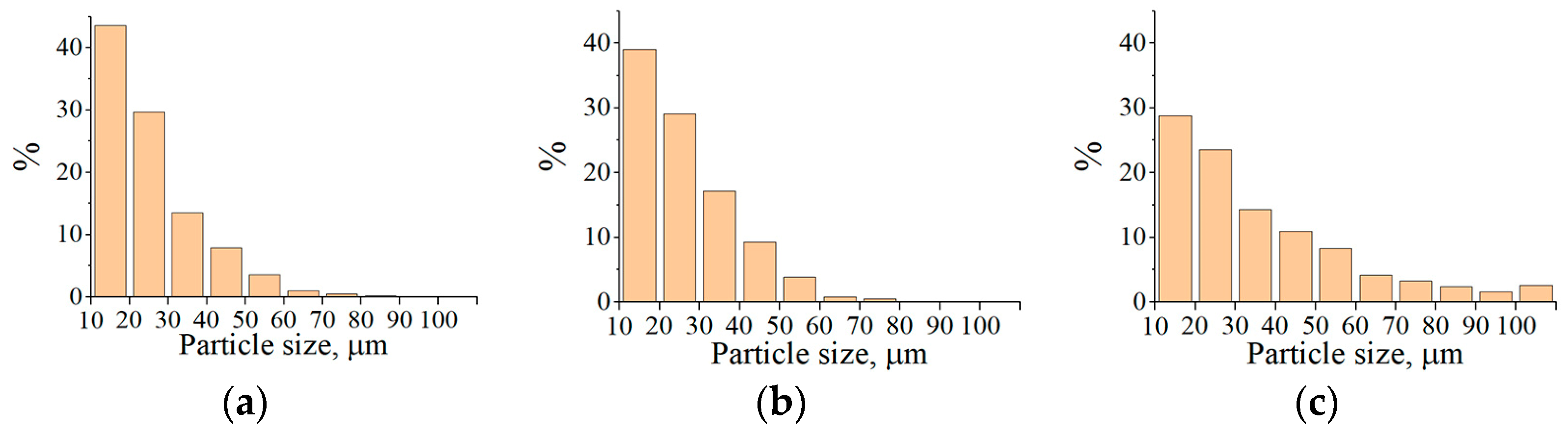
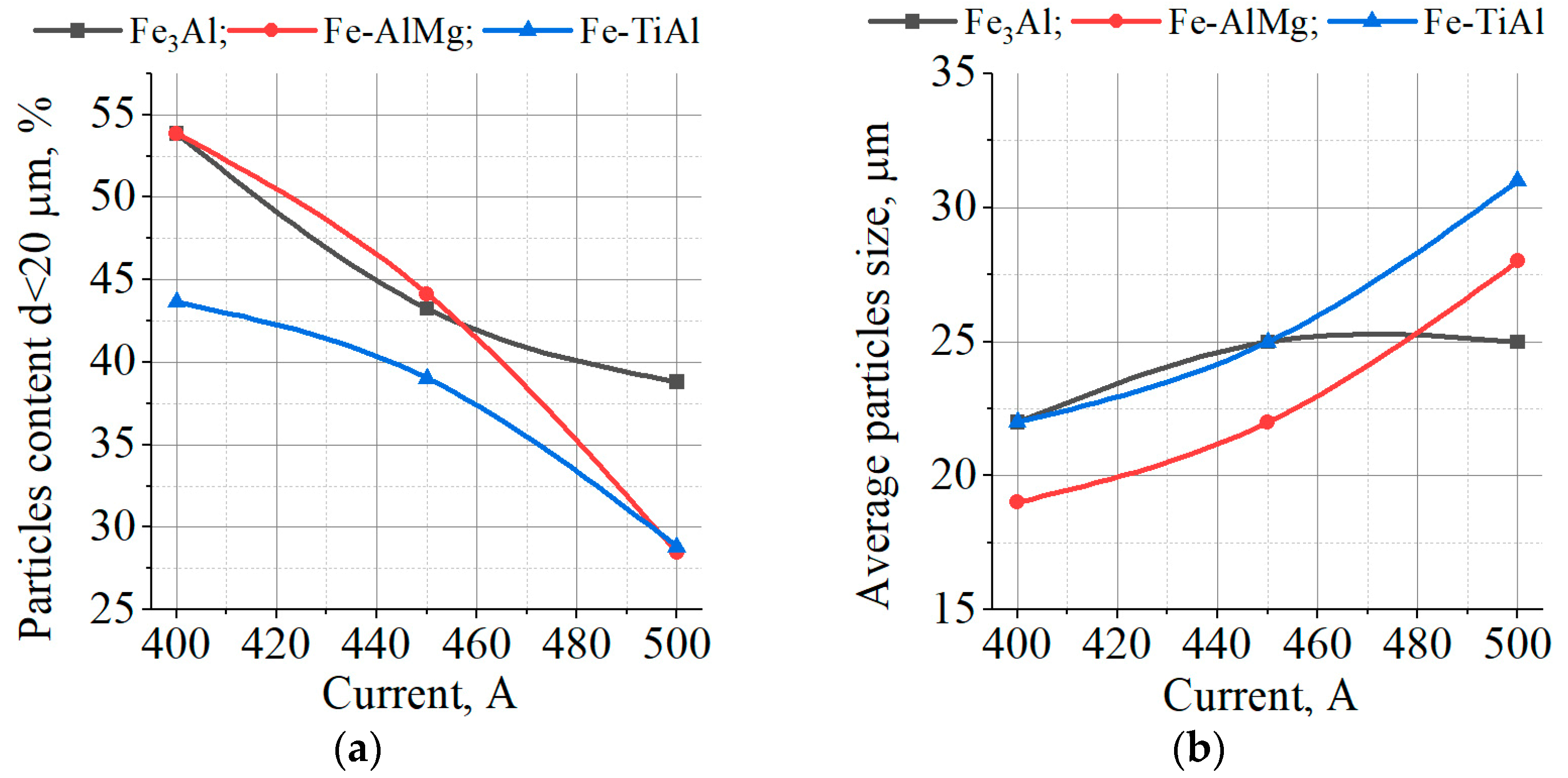
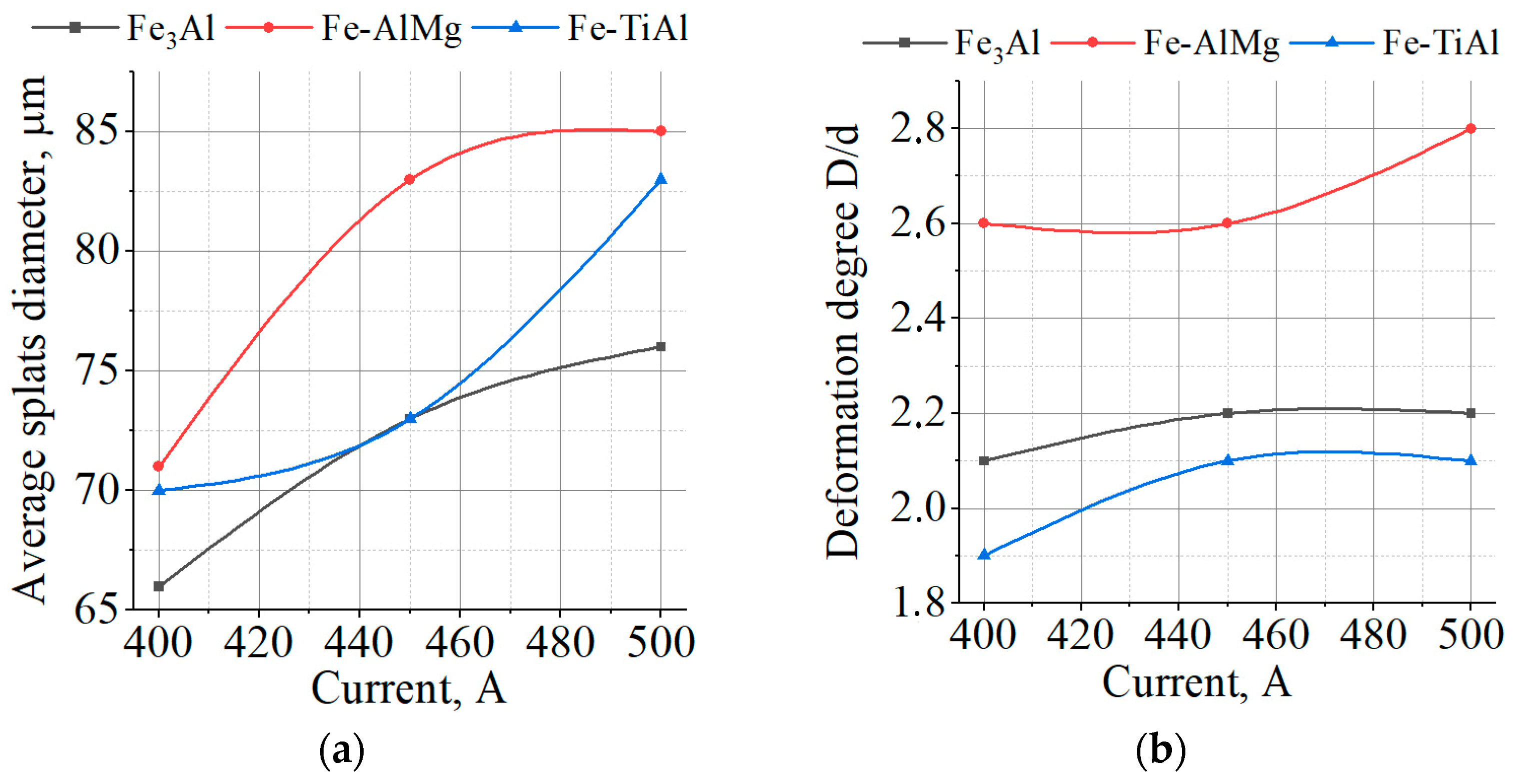
- It was noted that, during the transfer of particles through the plasma jet, the initial particles are coagulated, resulting in their average size increasing from 9–15 µm to 19–31 µm;
- An increase in current leads to a 5–10% increase in the degree of particle deformation upon collision with the substrate as a result of the increase in temperature and plasma jet velocity;
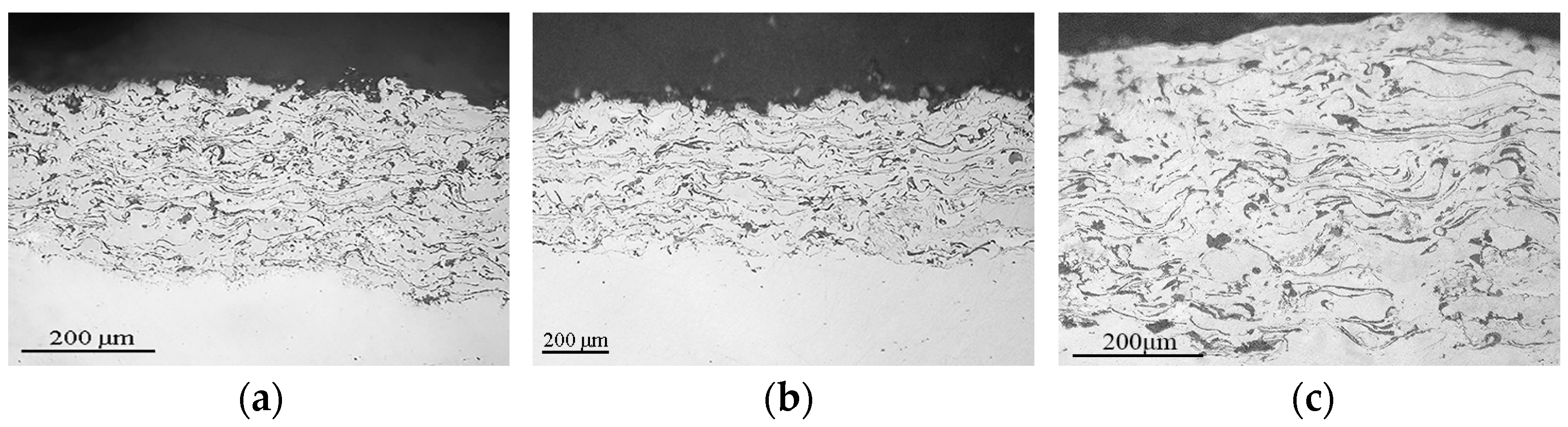
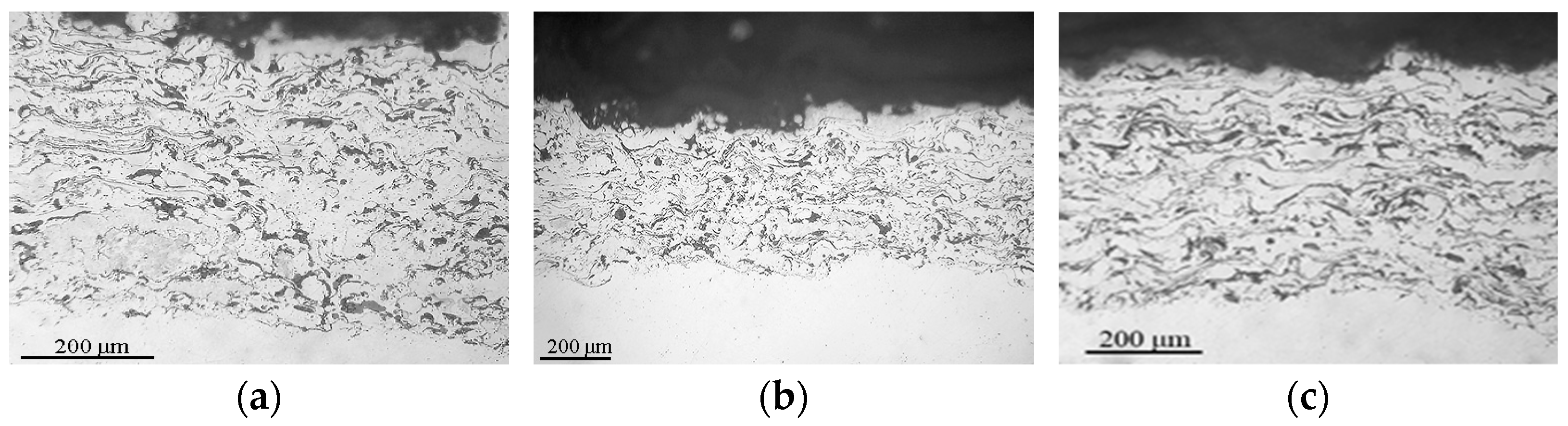
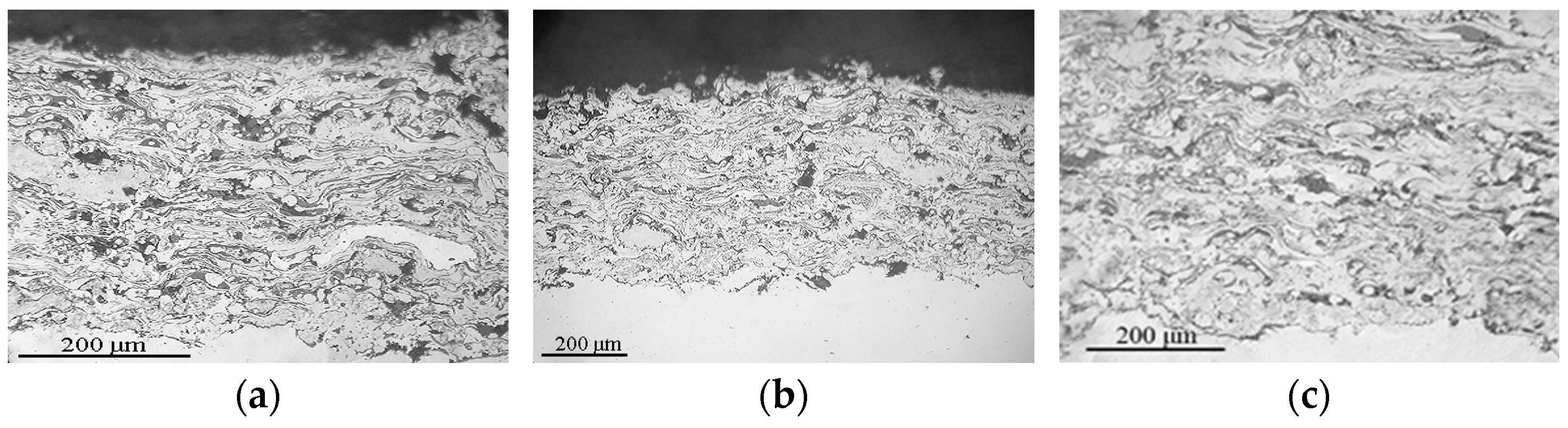
- It has been found that an increase in current from 400 to 500 A during the plasma spraying of powders based on the Fe3Al intermetallic compound leads to the formation of coatings with a denser structure due to an increase in the degree of particle deformation during the formation of the coating layer;
- As a result of the research carried out, it was determined that, for the formation of coatings with a thin-lamellar dense structure and a dense boundary with a steel substrate from MCS intermetallic Fe3Al-based powders, it is advisable to use the following plasma spraying parameters: voltage 40 V, current 500 A, plasma-forming gas–Ar/N2 mixture at a ratio of 7.3:1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Balasubramaniam, R. Hydrogen in iron aluminides. J. Alloys Compd. 2002, 330, 506–510. [Google Scholar] [CrossRef]
- Cinca, N.; Lima, C.R.C.; Guilemany, J.M. An overview of intermetallics research and application: Status of thermal spray coatings. J. Mater. Res. Technol. 2013, 2, 75–86. [Google Scholar] [CrossRef] [Green Version]
- Moszner, F.; Peng, J.; Suutala, J.; Jasnau, U.; Damani, M.; Palm, M. Application of iron aluminides in the combustion chamber of large bore 2-stroke marine engines. Metals 2019, 9, 847. [Google Scholar] [CrossRef] [Green Version]
- Cinca, N.; Cygan, S.; Senderowski, C.; Jaworska, L.; Dosta, S.; Cano, I.G.; Guilemany, J.M. Sliding wear behaviour of Fe-Al coatings at high temperatures. Coatings 2018, 8, 268. [Google Scholar] [CrossRef] [Green Version]
- Senderowski, C.; Cinca, N.; Dosta, S.; Cano, I.G.; Guilemany, J.M. The effect of hot treatment on composition and microstructure of HVOF iron aluminide coatings in Na2SO4 molten salts. J. Therm. Spray Technol. 2019, 28, 1492–1510. [Google Scholar] [CrossRef] [Green Version]
- Song, B.; Dong, S.; Fenineche, N.-E.; Aubry, E.; Grosdidier, T.; Liao, H.; Coddet, C. Microstructure and magnetic properties of atmospheric plasma sprayed Fe–40Al coating obtained from nanostructured powders. Appl. Phys. A 2013, 113, 787–792. [Google Scholar] [CrossRef]
- Yang, D.M.; Tian, B.H. Microstructure and mechanical properties of FeAl coating deposited by low pressure plasma spray. Appl. Mech. Mater. 2013, 333, 1916–1920. [Google Scholar] [CrossRef]
- Mušálek, R.; Kovářík, O.; Skiba, T.; Haušild, P.; Karlík, M.; Colmenares-Angulo, J. Fatigue properties of Fe–Al intermetallic coatings prepared by plasma spraying. Intermetallics 2010, 18, 1415–1418. [Google Scholar] [CrossRef]
- Panas, A.J.; Senderowski, C.; Fikus, B. Thermophysical properties of multiphase Fe-Al intermetallic-oxide ceramic coatings deposited by gas detonation spraying. Thermochim. Acta 2019, 676, 164–171. [Google Scholar] [CrossRef]
- Fikus, B.; Senderowski, C.; Panas, A.J. Modeling of dynamics and thermal history of Fe40Al intermetallic powder particles under gas detonation spraying using propane–air mixture. J. Therm. Spray Technol. 2019, 28, 346–359. [Google Scholar] [CrossRef] [Green Version]
- Chmielewski, T.; Chmielewski, M.; Piatkowska, A.; Grabias, A.; Skowronska, B.; Siwek, P. Structure Evolution of the Fe-Al Arc-Sprayed Coating Stimulated by Annealing. Materials 2021, 14, 3210. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Matthews, S.; Munroe, P.; Hyland, M. Effect of particle pre-oxidation on Ni and Ni20Cr splat formation during plasma spraying. Surf. Coat. Technol. 2020, 393, 125849. [Google Scholar] [CrossRef]
- Kudinov, V.; Pekshev, P.; Belashchenko, V.; Solonenko, O.; Saphiullin, V. Plasma Spraying of Coatings; Nauka: Moscow, Russia, 1990. (In Russian) [Google Scholar]
- Tillmann, W.; Khalil, O.; Baumann, I. Influence of direct splat-affecting parameters on the splat-type distribution, porosity, and density of segmentation cracks in plasma-sprayed YSZ coatings. J. Therm. Spray Technol. 2021, 30, 1015–1027. [Google Scholar] [CrossRef]
- Borisova, A.; Timofeeva, I.; Vasil’kovskaya, M.; Burlachenko, A.; Tsymbalistaya, T. Structural and phase transformations in Fe–Al intermetallic powders during mechanochemical sintering. Powder Metall. Met. Ceram. 2015, 54, 490–496. [Google Scholar] [CrossRef]
- Borisov, Y.; Borisova, A.; Burlachenko, A.; Tsymbalistaya, T.; Senderowski, C. Structure and properties of alloyed powders based on Fe3Al intermetallic for thermal spraying produced using mechanochemical synthesis method. Paton Weld. J. 2017, 9, 33–39. [Google Scholar] [CrossRef] [Green Version]
- Verona, S.P.; da Silva, L.R.R.; Setti, D.; Verona, N.; Paredes, R.; Bolsoni Falcao, R.; Santos, M. Flame spraying of Al/Fe3Al-Fe3AlCx composites powders obtained by vertical ball milling. Surf. Coat. Technol. 2022, 436, 128276. [Google Scholar] [CrossRef]
- Palm, M. Concepts derived from phase diagram studies for the strengthening of Fe–Al-based alloys. Intermetallics 2005, 13, 1286–1295. [Google Scholar] [CrossRef]
- Borysov, Y.; Borysova, A.; Burlachenko, O.; Tsymbalista, T.; Vasylkivska, M.; Byba, E. Composite powders based on FeMoNiCrB amorphizing alloy with additives of refractory compounds for thermal spraying of coatings. Paton Weld. J. 2021, 11, 38–47. [Google Scholar] [CrossRef]
- Borysov, Y.; Krivtsun, I.; Muzhichenko, A.; Lugscheider, E.; Eritt, U. Computer modelling of the plasma spraying process. Paton Weld. J. 2000, 12, 42–51. [Google Scholar]
- Fauchais, P.; Heberlein, J.; Boulos, M. Thermal Spray Fundamentals. From Powder to Part; Springer: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Kulik, A.; Borisov, Y.; Minuchin, A.; Nikitin, M. Thermal Spraying of Composite Powders; Mashinostroenie: Saint Petersburg, Russia, 1985. (In Russian) [Google Scholar]
- Yuschchenko, K.; Borisov, Y.; Kuznetsov, V.; Korzh, V. Surface Engineering; Naukova Dumka: Kyiv, Ukraine, 2007. (In Ukrainian) [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
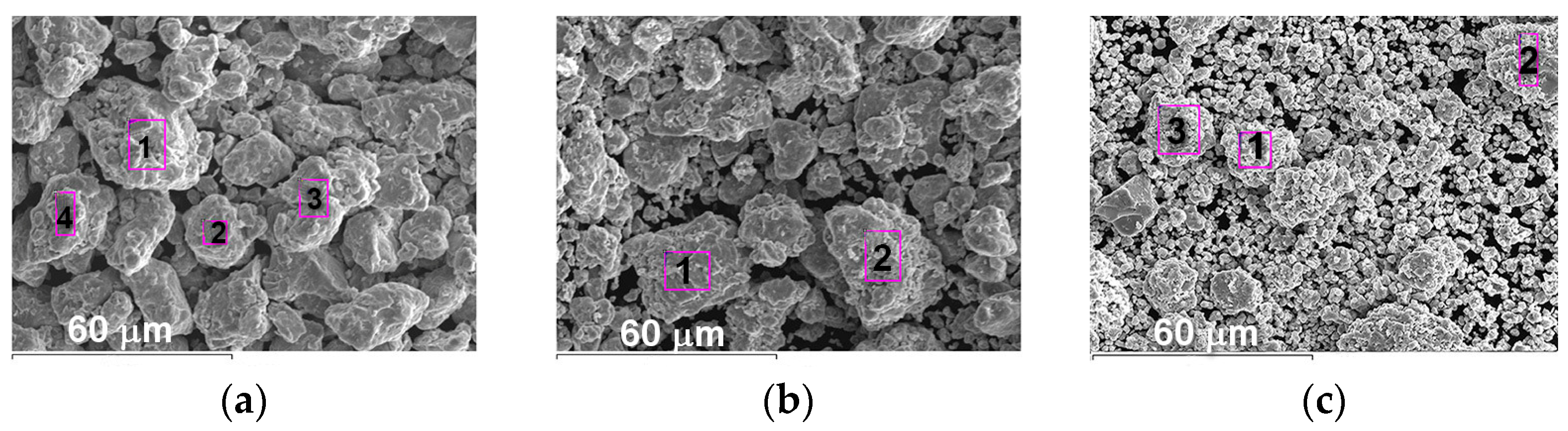
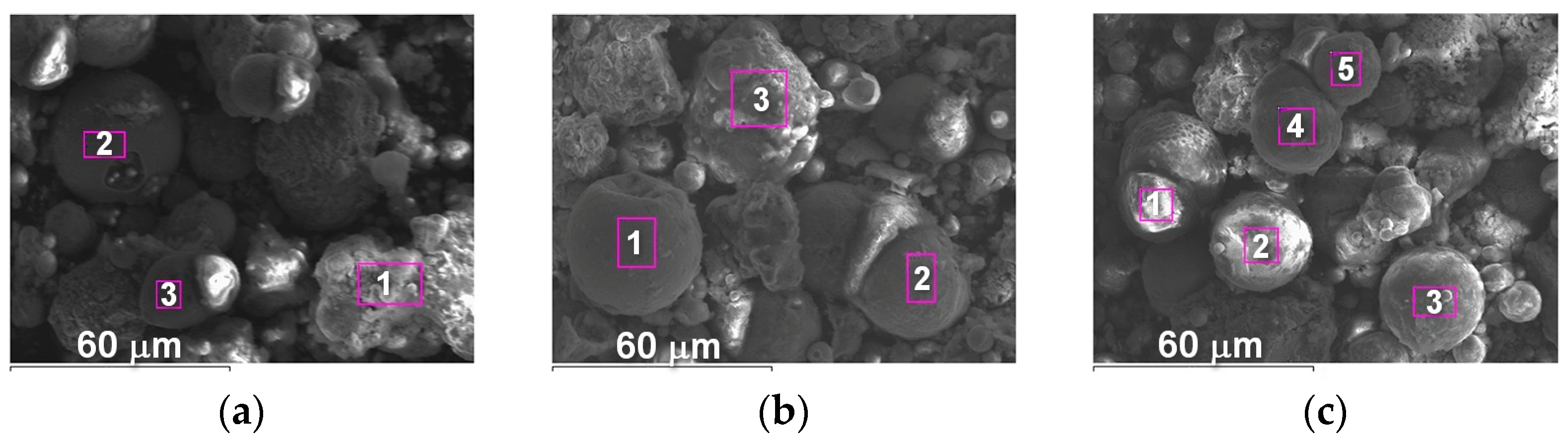
| Spectrum | Fe | Al | Ti | Mg | O |
|---|---|---|---|---|---|
| Fe3Al Figure 1a | |||||
| 1 | 79.22 | 16.91 | - | - | 3.87 |
| 2 | 81.78 | 14.04 | - | - | 4.18 |
| 3 | 81.35 | 13.51 | - | - | 5.14 |
| 4 | 80.15 | 14.79 | - | - | 5.06 |
| Fe-AlMg Figure 1b | |||||
| 1 | 82.14 | 13.99 | - | 0.62 | 3.25 |
| 2 | 82.49 | 12.39 | - | 0.55 | 4.57 |
| Fe-TiAl Figure 1c | |||||
| 1 | 61.72 | 12.03 | 21.21 | - | 5.04 |
| 2 | 59.43 | 13.59 | 22.17 | - | 4.81 |
| 3 | 60.97 | 11.14 | 24.24 | - | 3.65 |
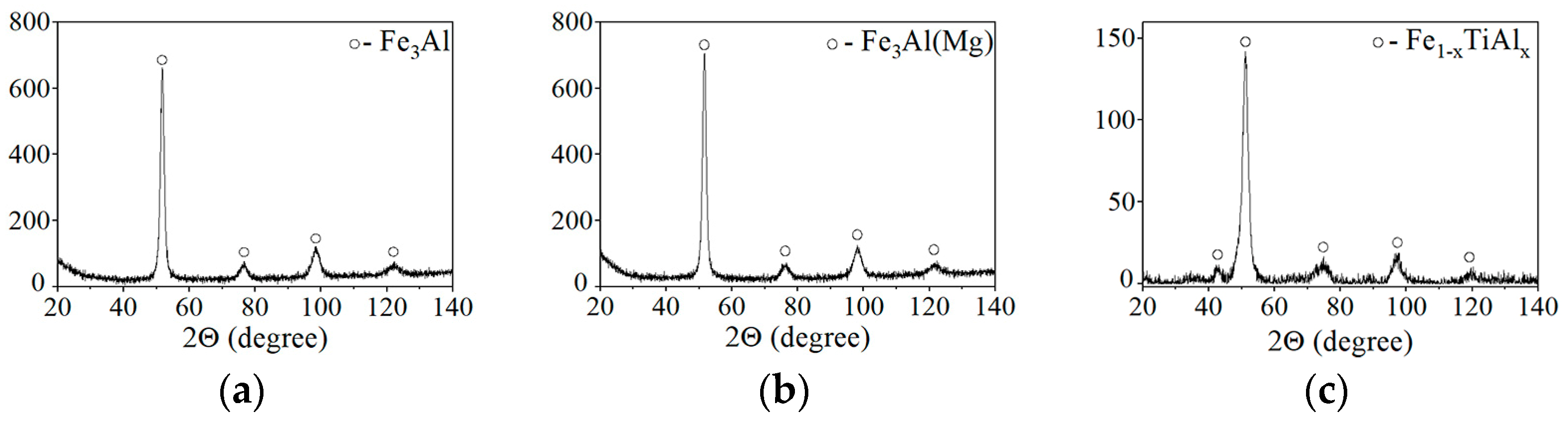
| System | Composition, wt.% | Phase Composition | Crystallite Size, nm | Microhardness, HV0.01 MPa | Particle Size, μm | ||
|---|---|---|---|---|---|---|---|
| D10 | D50 | D90 | |||||
| Fe3Al | 86Fe+14Al | Fe3Al | 15 | 4060 ± 1010 | 3.6 | 11.2 | 32.9 |
| Fe-AlMg | 86Fe+14(Al5Mg) | solid solution Mg in Fe3Al (Fe3Al(Mg)) | 14 | 4630 ± 950 | 2.8 | 14.5 | 29.8 |
| Fe-TiAl | 60.8Fe+39.2(Ti37.5Al) | solid solution Al in FeTi (Fe1−xTiAlx) | 10 | 3400 ± 1120 | 2.6 | 8.7 | 29.7 |
| Modes No. | Current, A | Voltage, V | Power, kW | PG Flow Rate, SLPM | Powder Feed Rate, g/min | |
|---|---|---|---|---|---|---|
| Ar | N2 | |||||
| 1 | 400 | 40 | 16 | 22 | 3 | 12 |
| 2 | 450 | 18 | ||||
| 3 | 500 | 20 | ||||
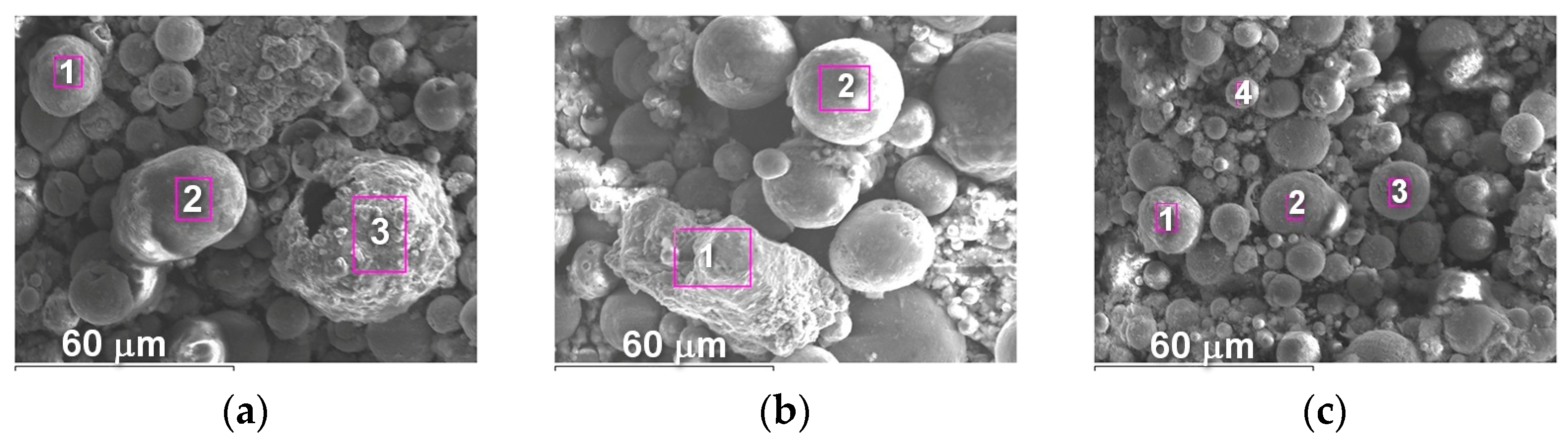
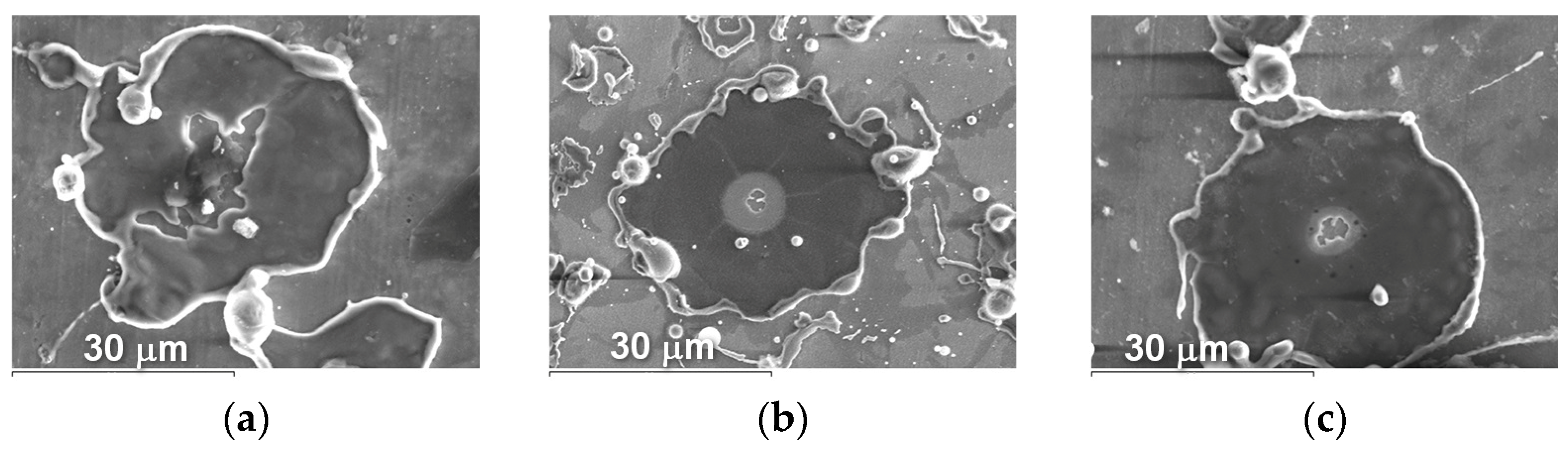
| Figure | Spectrum | Fe | Al | O |
|---|---|---|---|---|
| Figure 6a | 1 | 57.48 | 5.6 | 36.92 |
| 2 | 84.31 | 9.96 | 5.73 | |
| 3 | 61.59 | 11.49 | 26.92 | |
| Figure 6b | 1 | 76.83 | 10.08 | 13.09 |
| 2 | 86.18 | 5.86 | 7.96 | |
| 3 | 36.36 | 30.7 | 32.94 | |
| Figure 6c | 1 | 2.85 | 48.40 | 48.75 |
| 2 | 82.97 | 6.62 | 10.41 | |
| 3 | 62.38 | 11.20 | 26.42 | |
| 4 | 76.40 | 10.48 | 13.12 | |
| 5 | 70.22 | 12.27 | 17.51 |
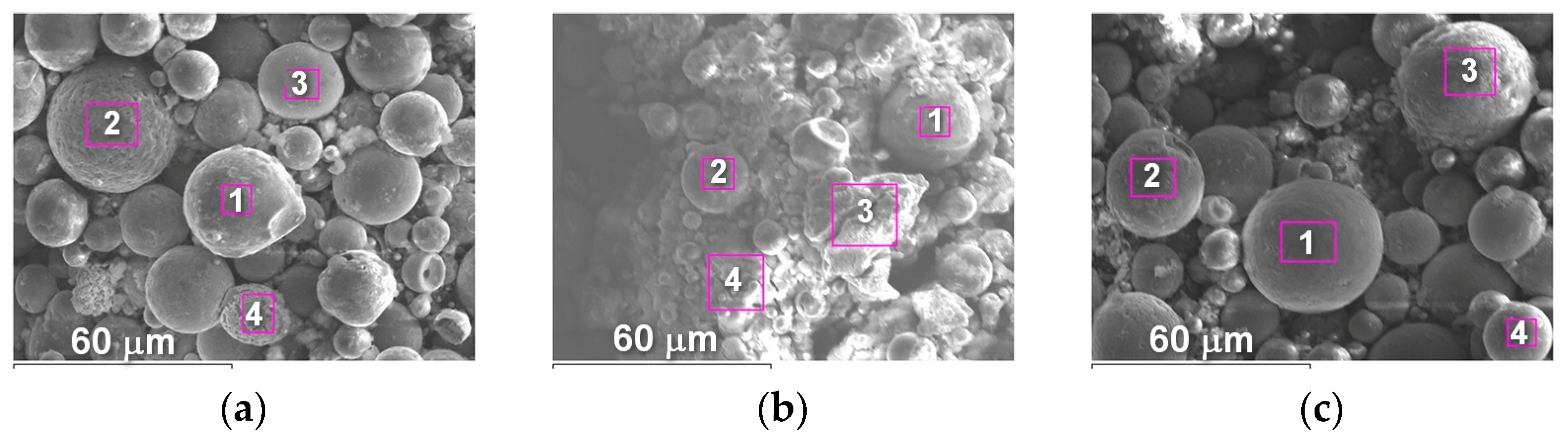
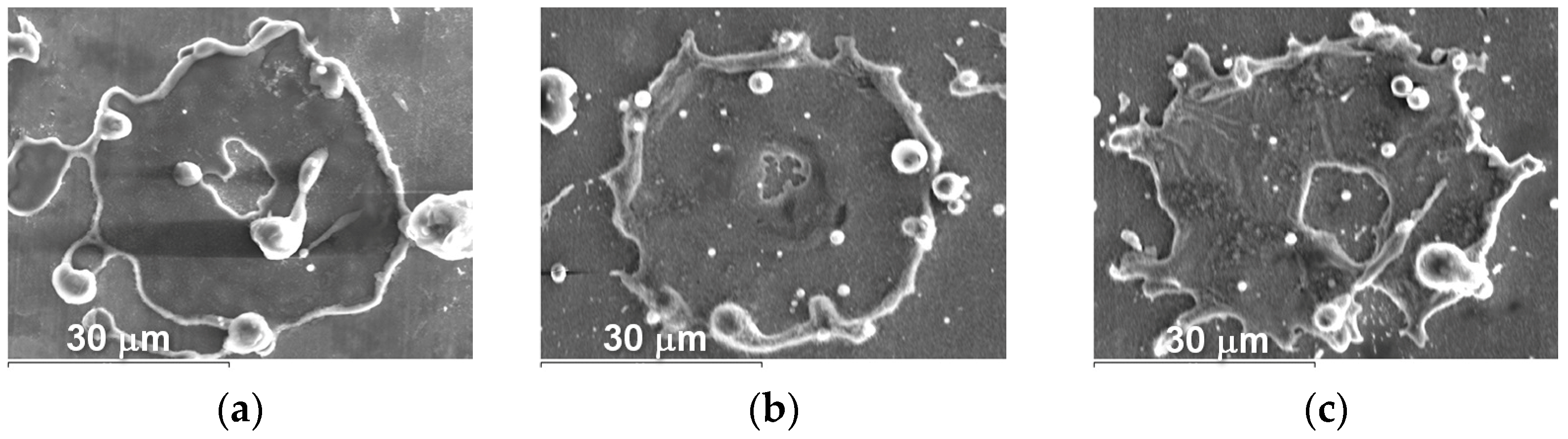
| Figure | Spectrum | Fe | Al | Mg | O |
|---|---|---|---|---|---|
| Figure 7a | 1 | 77.78 | 6.64 | 0.27 | 15.31 |
| 2 | 71.58 | 5.76 | 0.52 | 22.14 | |
| 3 | 59.43 | 17.15 | 0.85 | 22.57 | |
| Figure 7b | 1 | 9.56 | 48.93 | 0.30 | 41.21 |
| 2 | 60.76 | 15.65 | 1.04 | 22.55 | |
| Figure 7c | 1 | 61.89 | 11.2 | 0.81 | 26.1 |
| 2 | 75.44 | 10.32 | 0.58 | 13.66 | |
| 3 | 52.52 | 10.55 | 0.3 | 36.63 | |
| 4 | 86.01 | 6.26 | 0.26 | 7.47 |
| Figure | Spectrum | Fe | Al | Ti | O |
|---|---|---|---|---|---|
| Figure 8a | 1 | 15.63 | 13.9 | 17.36 | 53.11 |
| 2 | 20.59 | 12.92 | 17.78 | 48.71 | |
| 3 | 12.33 | 21.65 | 8.49 | 57.53 | |
| 4 | 16.41 | 14.32 | 15.6 | 53.67 | |
| Figure 8b | 1 | 19.89 | 10.96 | 23.7 | 45.45 |
| 2 | 3.87 | 6.0 | 45.85 | 44.28 | |
| 3 | 60.86 | 3.7 | 3.4 | 32.04 | |
| 4 | 24.5 | 9.09 | 19.4 | 47.01 | |
| Figure 8c | 1 | 9.36 | 19.71 | 27.62 | 43.31 |
| 2 | 19.16 | 11.92 | 32.08 | 36.84 | |
| 3 | 8.04 | 13.26 | 30.9 | 47.80 | |
| 4 | 6.32 | 7.46 | 40.47 | 45.75 |
| Powders | Current, A | Particle Size, μm | ||
|---|---|---|---|---|
| D10 | D50 | D90 | ||
| Fe3Al | 400 | 12 | 22 | 52 |
| 450 | 13 | 25 | 52 | |
| 500 | 13 | 25 | 52 | |
| Fe-AlMg | 400 | 13 | 19 | 40 |
| 450 | 13 | 22 | 43 | |
| 500 | 13 | 28 | 58 | |
| Fe-TiAl | 400 | 13 | 22 | 43 |
| 450 | 13 | 25 | 46 | |
| 500 | 13 | 31 | 70 | |
| Current, A | Powders | Average Particles Size d, μm | Average Splats Size D, μm | Particles Deformation Degree D/d |
|---|---|---|---|---|
| 400 | Fe3Al | 22 | 46 | 2.1 |
| Fe-AlMg | 19 | 49 | 2.6 | |
| Fe-TiAl | 22 | 42 | 1.9 | |
| 450 | Fe3Al | 25 | 55 | 2.2 |
| Fe-AlMg | 22 | 57 | 2.6 | |
| Fe-TiAl | 25 | 53 | 2.1 | |
| 500 | Fe3Al | 25 | 55 | 2.2 |
| Fe-AlMg | 28 | 78 | 2.8 | |
| Fe-TiAl | 31 | 65 | 2.1 |
| Coating | Current, A | Porosity, % | Microhardness, MPa | Phase Composition |
|---|---|---|---|---|
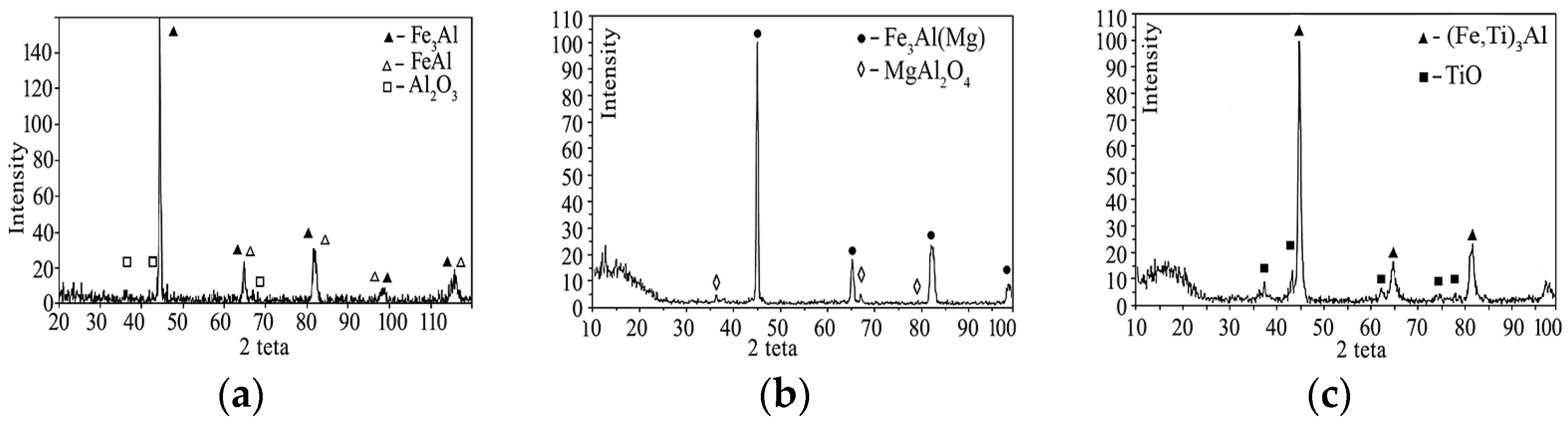
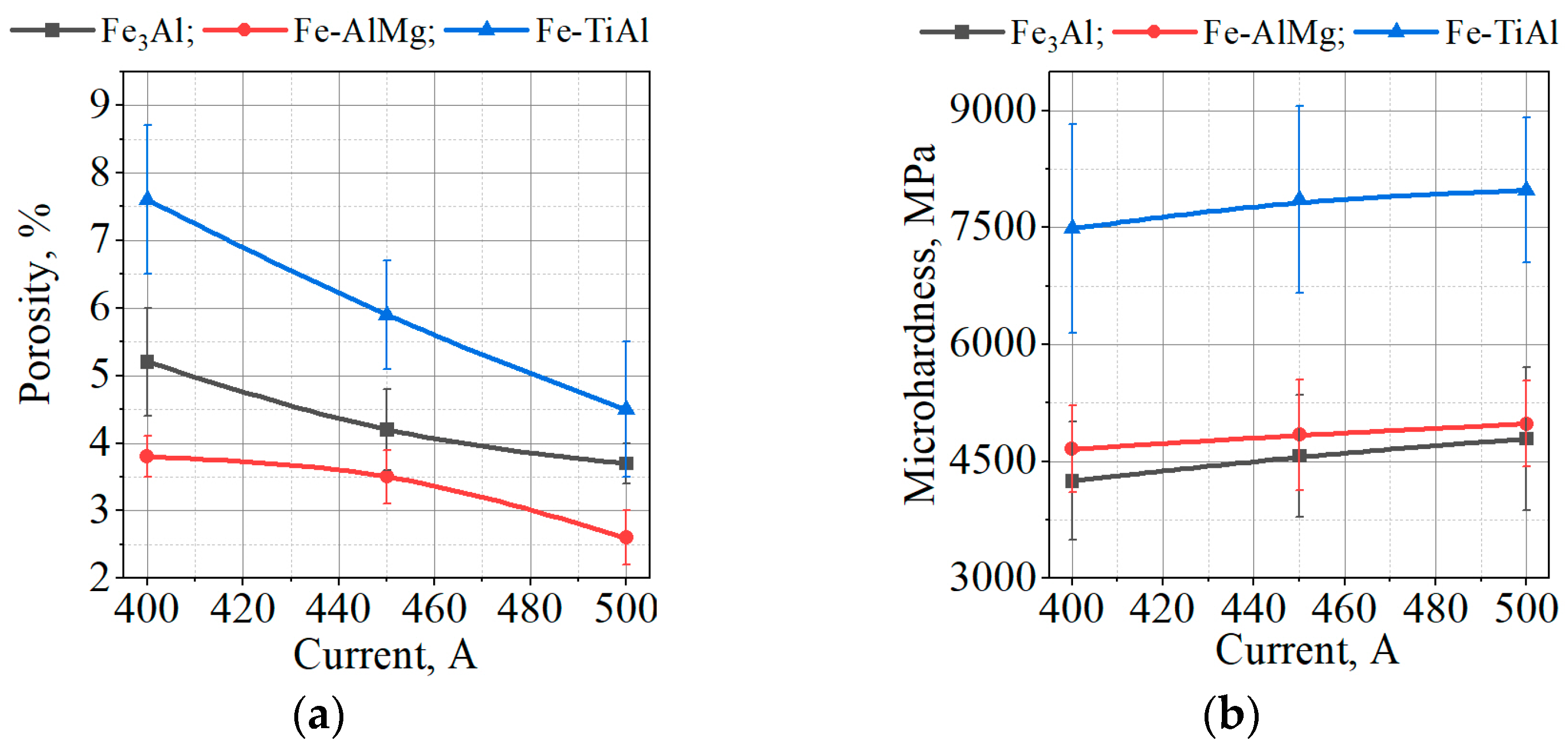
| Fe3Al | 400 | 5.2 ± 0.8 | 4250 ± 760 | Fe3Al, FeAl, traces Al2O3 |
| 450 | 4.2 ± 0.6 | 4570 ± 780 | ||
| 500 | 3.7 ± 0.3 | 4790 ± 920 | ||
| Fe-AlMg | 400 | 3.8 ± 0.3 | 4660 ± 560 | Solid solution Mg in Fe3Al, MgAl2O4 |
| 450 | 3.5 ± 0.4 | 4840 ± 710 | ||
| 500 | 2.6 ± 0.4 | 4980 ± 550 | ||
| Fe-TiAl | 400 | 7.6 ± 1.1 | 7490 ± 1340 | (Fe, Ti)3Al, TiO |
| 450 | 5.9 ± 0.8 | 7860 ± 1200 | ||
| 500 | 4.5 ± 1.0 | 7980 ± 930 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Senderowski, C.; Vigilianska, N.; Burlachenko, O.; Grishchenko, O.; Murashov, A.; Stepanyuk, S. Effect of APS Spraying Parameters on the Microstructure Formation of Fe3Al Intermetallics Coatings Using Mechanochemically Synthesized Nanocrystalline Fe-Al Powders. Materials 2023, 16, 1669. https://doi.org/10.3390/ma16041669
Senderowski C, Vigilianska N, Burlachenko O, Grishchenko O, Murashov A, Stepanyuk S. Effect of APS Spraying Parameters on the Microstructure Formation of Fe3Al Intermetallics Coatings Using Mechanochemically Synthesized Nanocrystalline Fe-Al Powders. Materials. 2023; 16(4):1669. https://doi.org/10.3390/ma16041669
Chicago/Turabian StyleSenderowski, Cezary, Nataliia Vigilianska, Oleksii Burlachenko, Oleksandr Grishchenko, Anatolii Murashov, and Sergiy Stepanyuk. 2023. "Effect of APS Spraying Parameters on the Microstructure Formation of Fe3Al Intermetallics Coatings Using Mechanochemically Synthesized Nanocrystalline Fe-Al Powders" Materials 16, no. 4: 1669. https://doi.org/10.3390/ma16041669
APA StyleSenderowski, C., Vigilianska, N., Burlachenko, O., Grishchenko, O., Murashov, A., & Stepanyuk, S. (2023). Effect of APS Spraying Parameters on the Microstructure Formation of Fe3Al Intermetallics Coatings Using Mechanochemically Synthesized Nanocrystalline Fe-Al Powders. Materials, 16(4), 1669. https://doi.org/10.3390/ma16041669