

Melt Pool Shape Evaluation by Single-Track Experiments and Finite-Element Thermal Analysis: Balling and Lack of Fusion Criteria for Generating Process Window of Inconel738LC

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Single-Track Experiment
2.2. Finite-Element Analysis
3. Results and Discussion
3.1. Validation of the FEM Analysis
3.2. Balling Criterion
3.3. Lack of Fusion Criterion
4. Conclusions
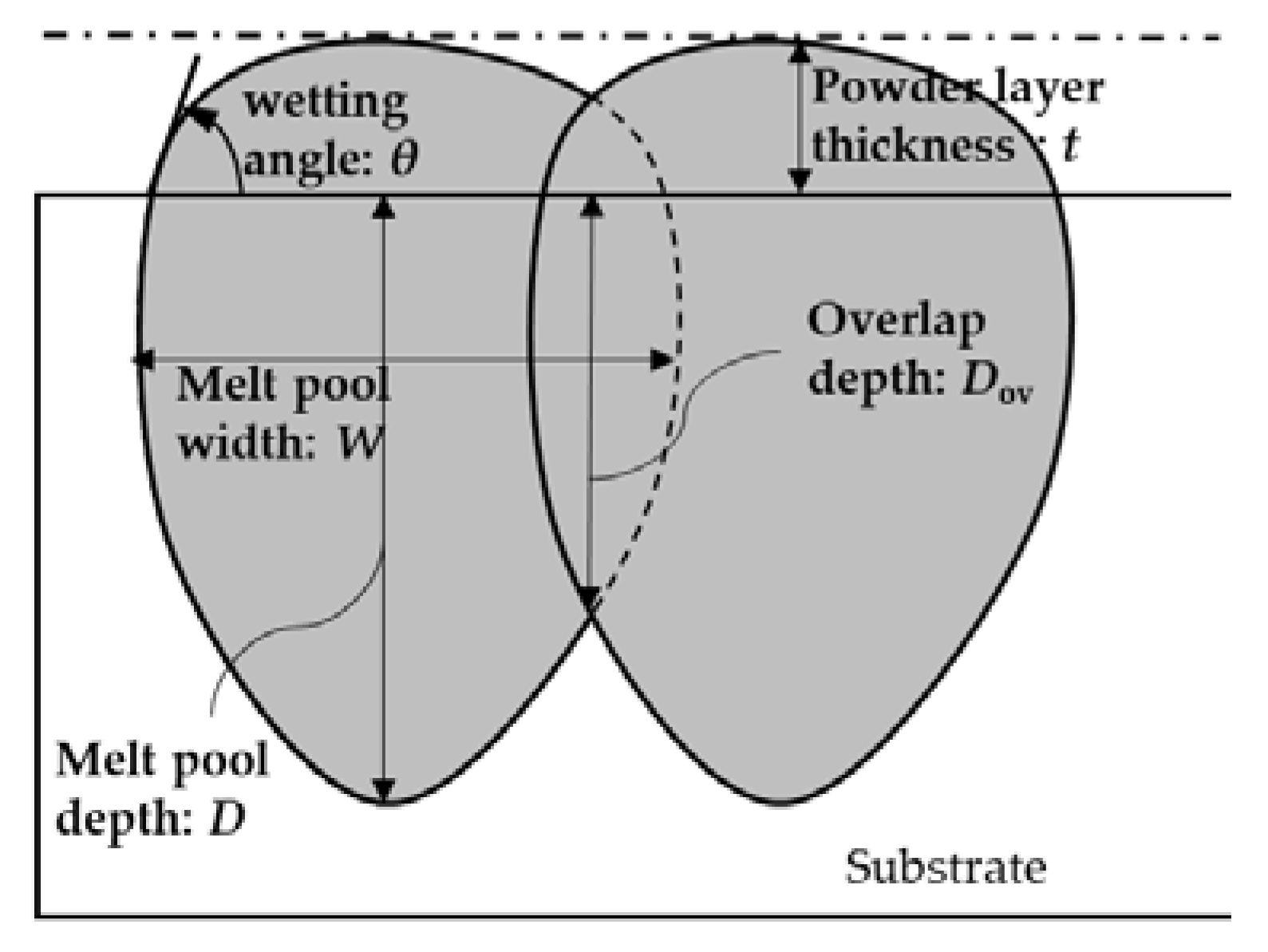
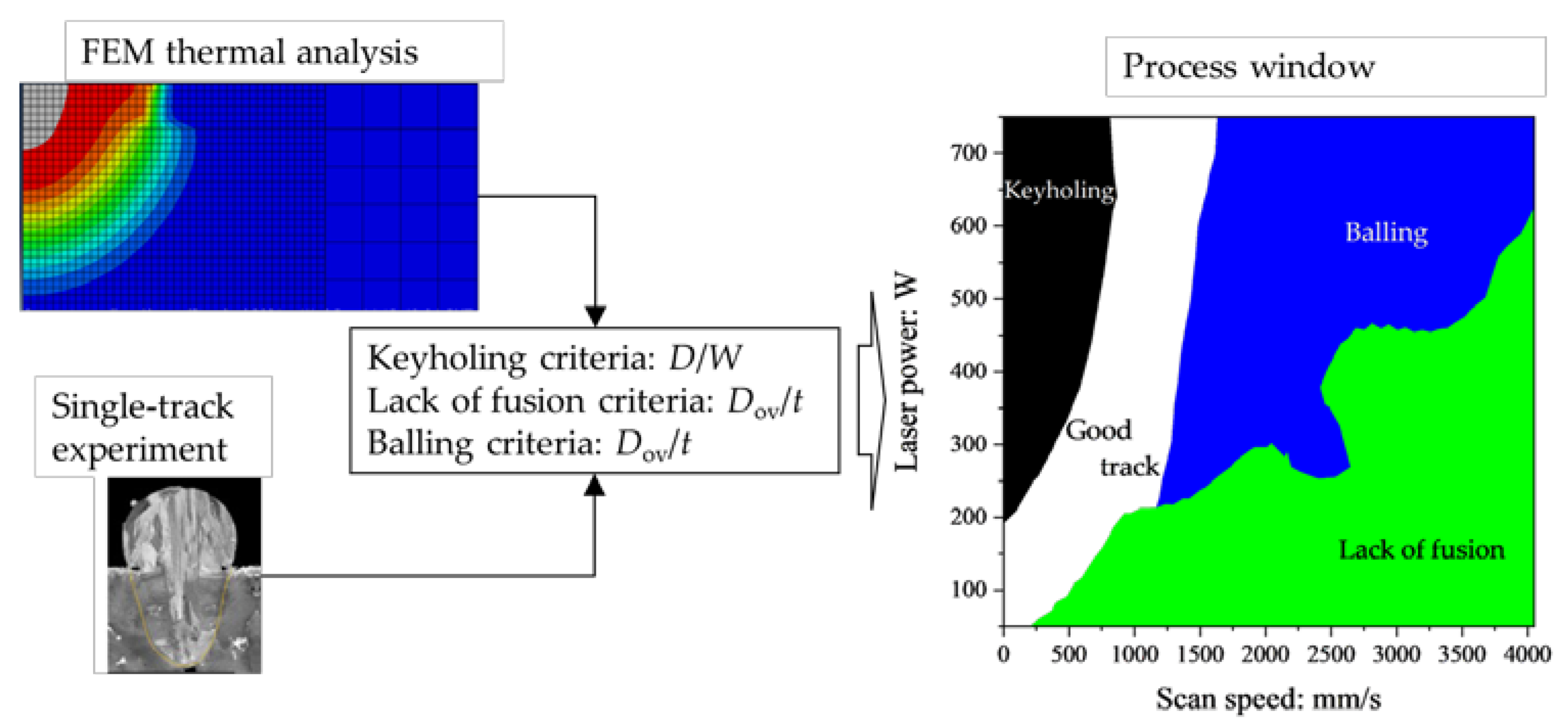
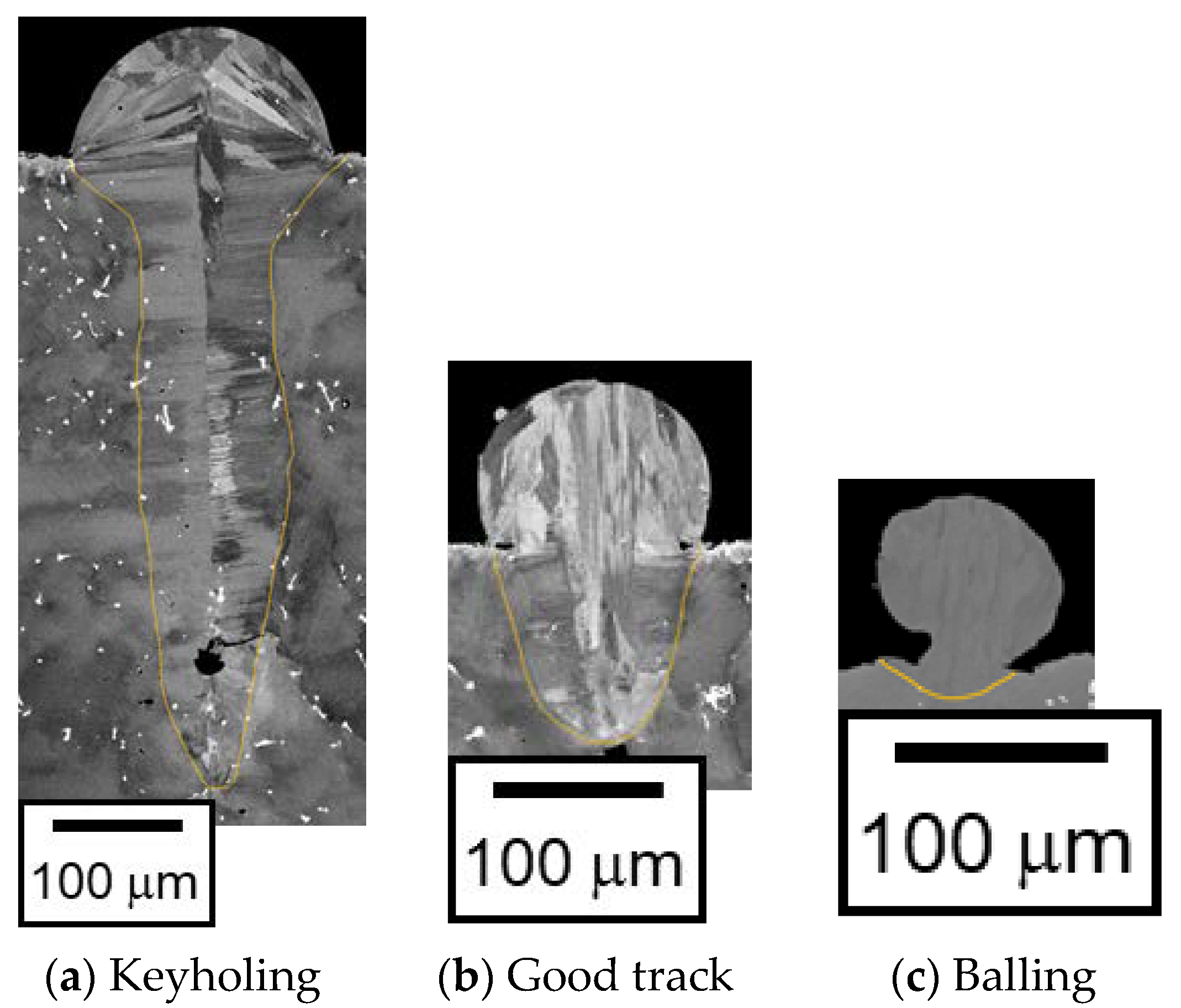
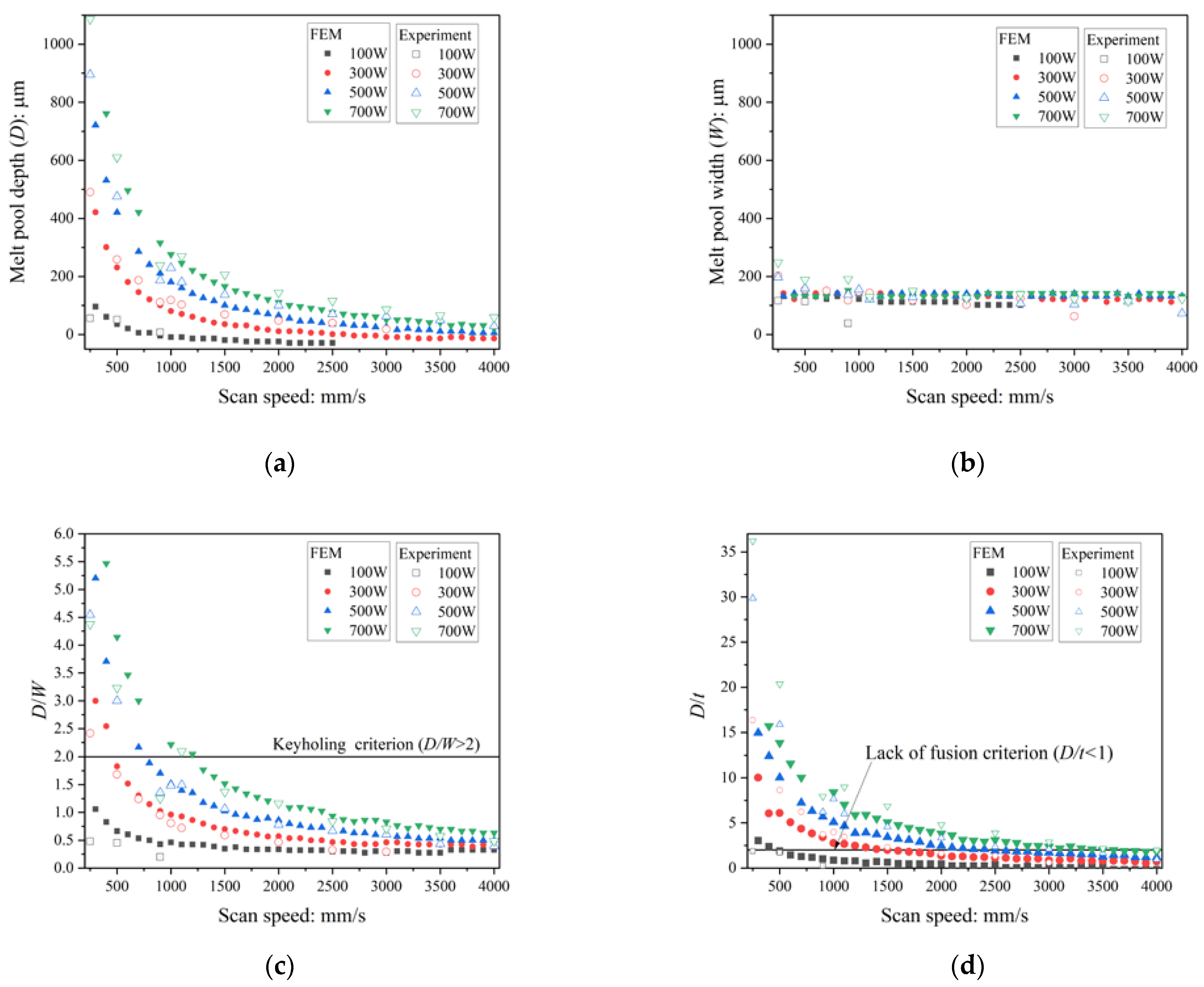
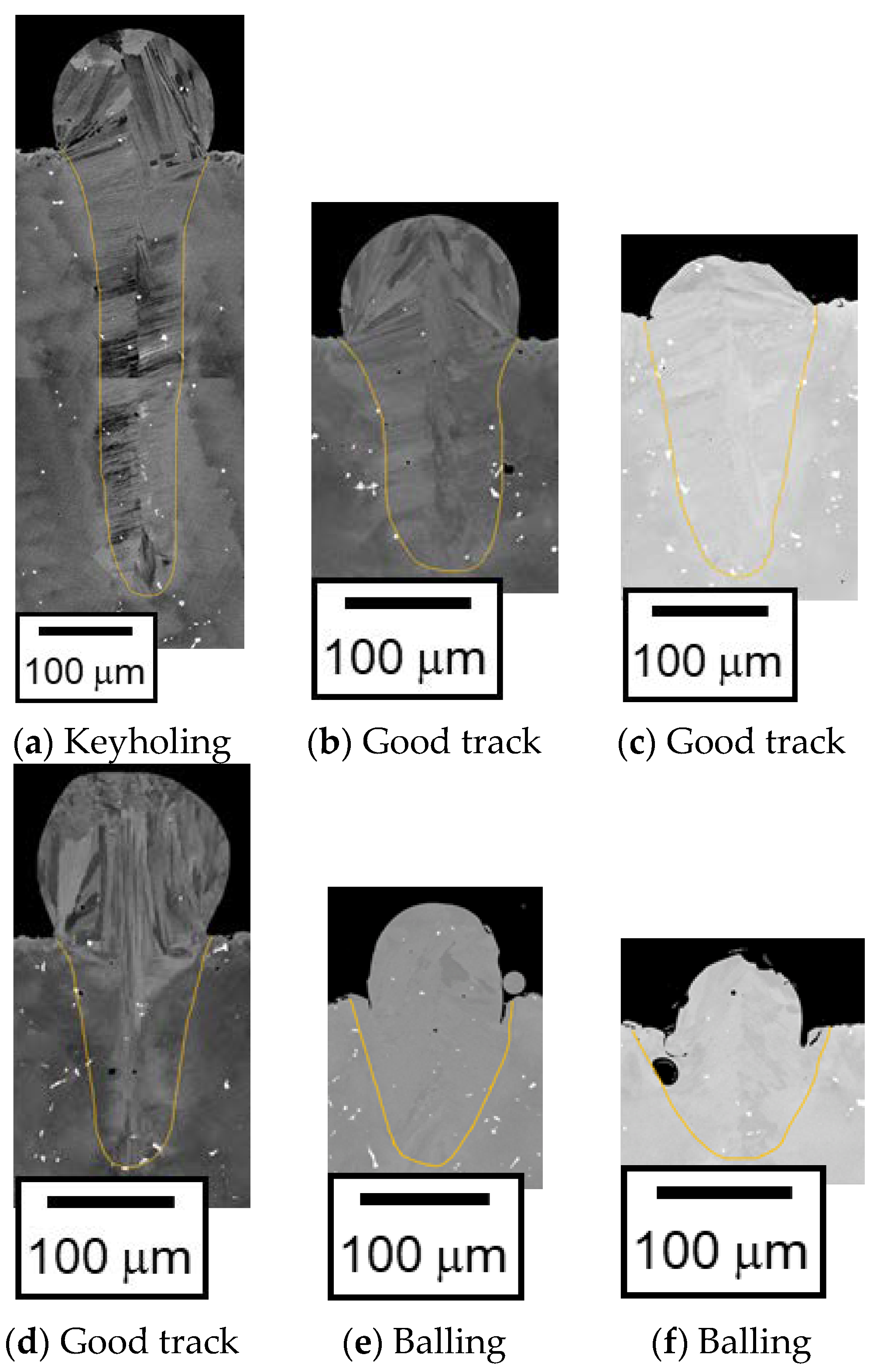
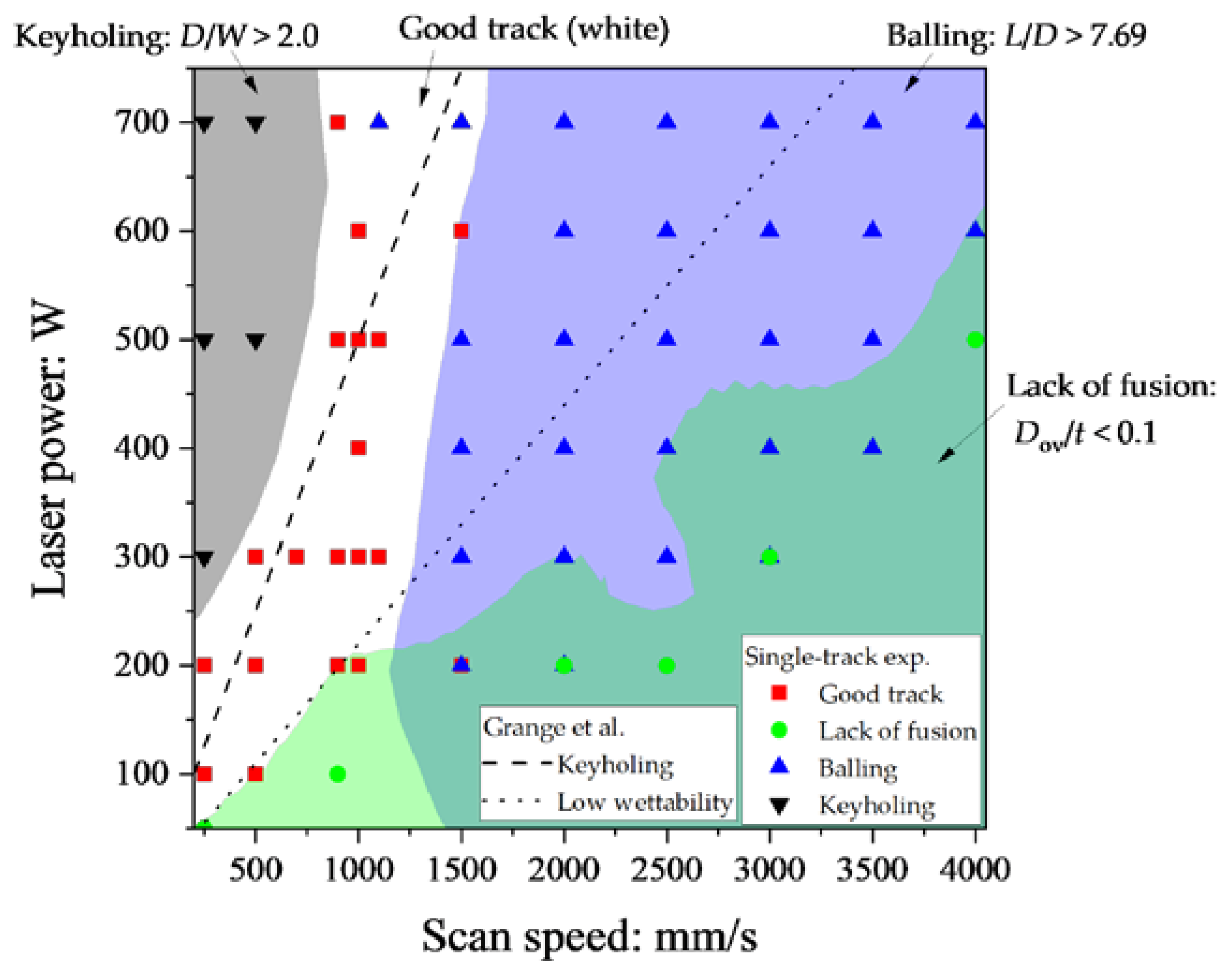
- Using the melt pool depth (D), width (W), the powder layer thickness (t), and the overlap depth between the first and the second scans (Dov) assuming the hatching distance (h) of 100 μm, the experimental results were classified into three defect types: keyholing, lack of fusion, and balling by D/W > 2.0, D/t > 1, and the distinctive feature of the cross-sectional image and top view, respectively.
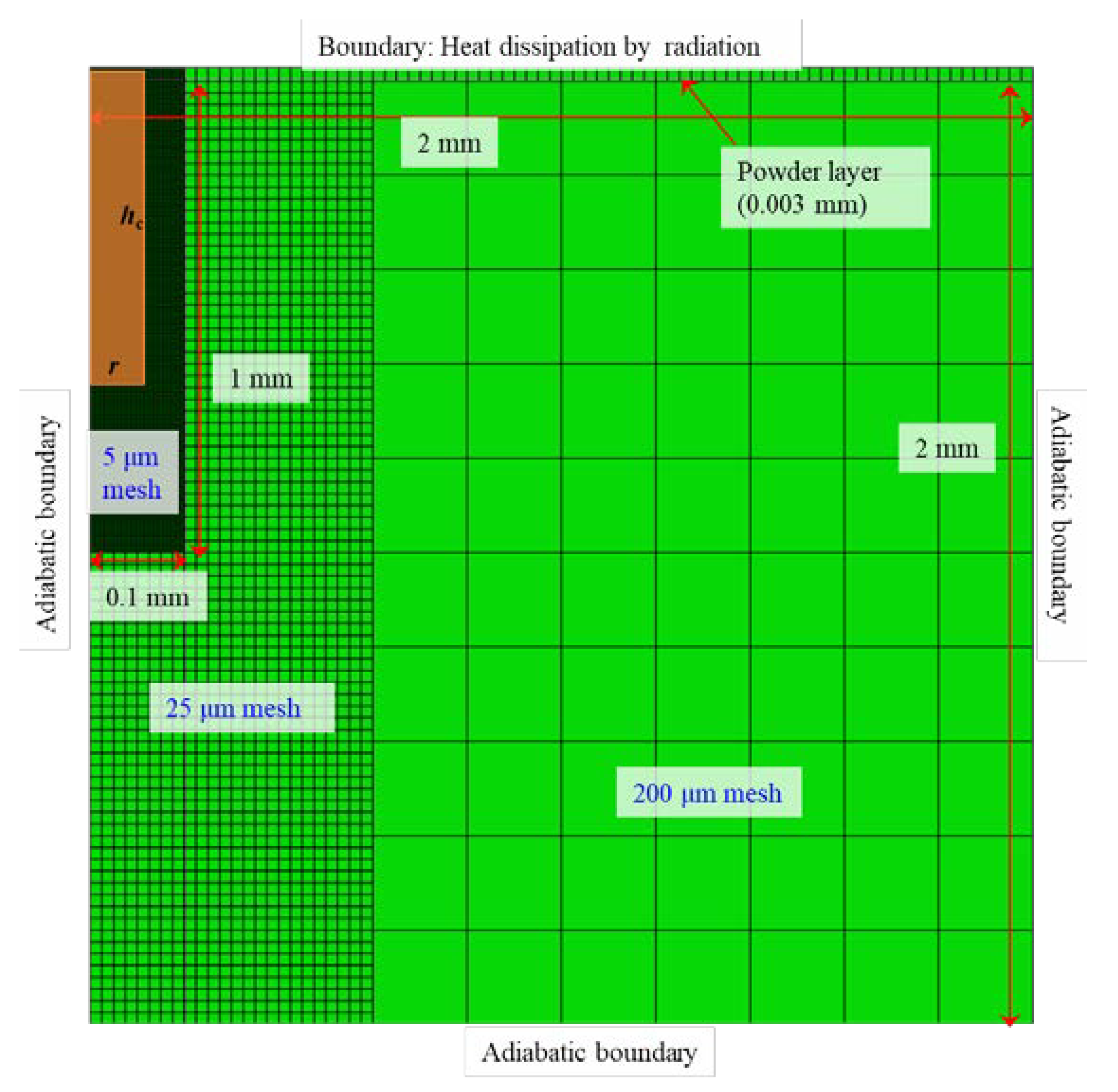
- The FEM analysis was validated by comparing the D and W between the single-track experiments and the FEM analysis. As a result, the melt pool geometry obtained from FEM analysis reasonably agreed with that from the single-track experiments.
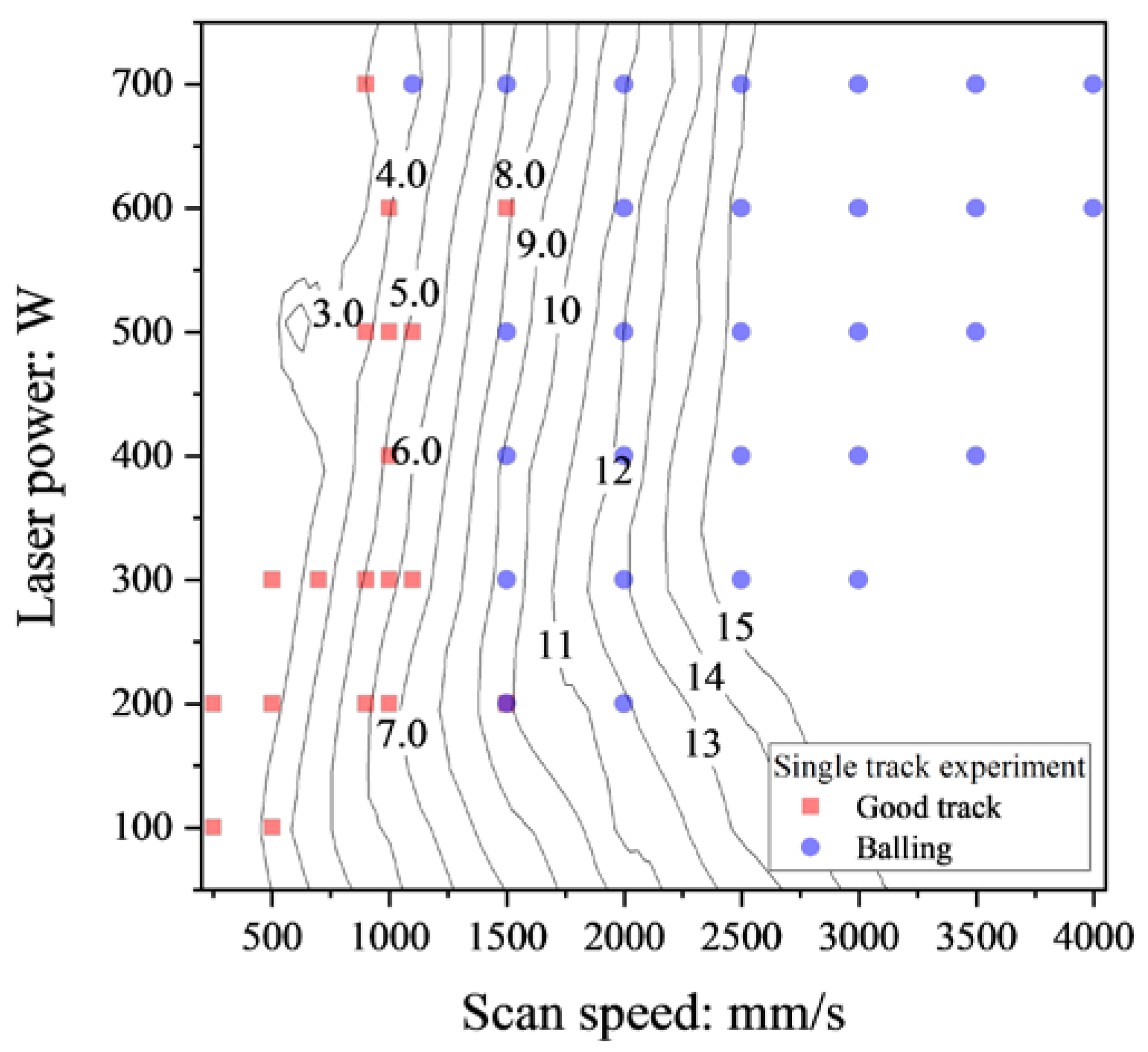
- A series of FEM analyses was conducted varying the laser power and the scan speed. The contour map of the ratio of melt pool length and depth (L/D) was generated from the FEM analysis. Considering the necessary and sufficient condition arising Plateau–Rayleigh capillary instability which is the main cause of the balling, the balling criterion of L/D > 7.69 was obtained from the comparison with the contour map and the classification of the single-track experiments.
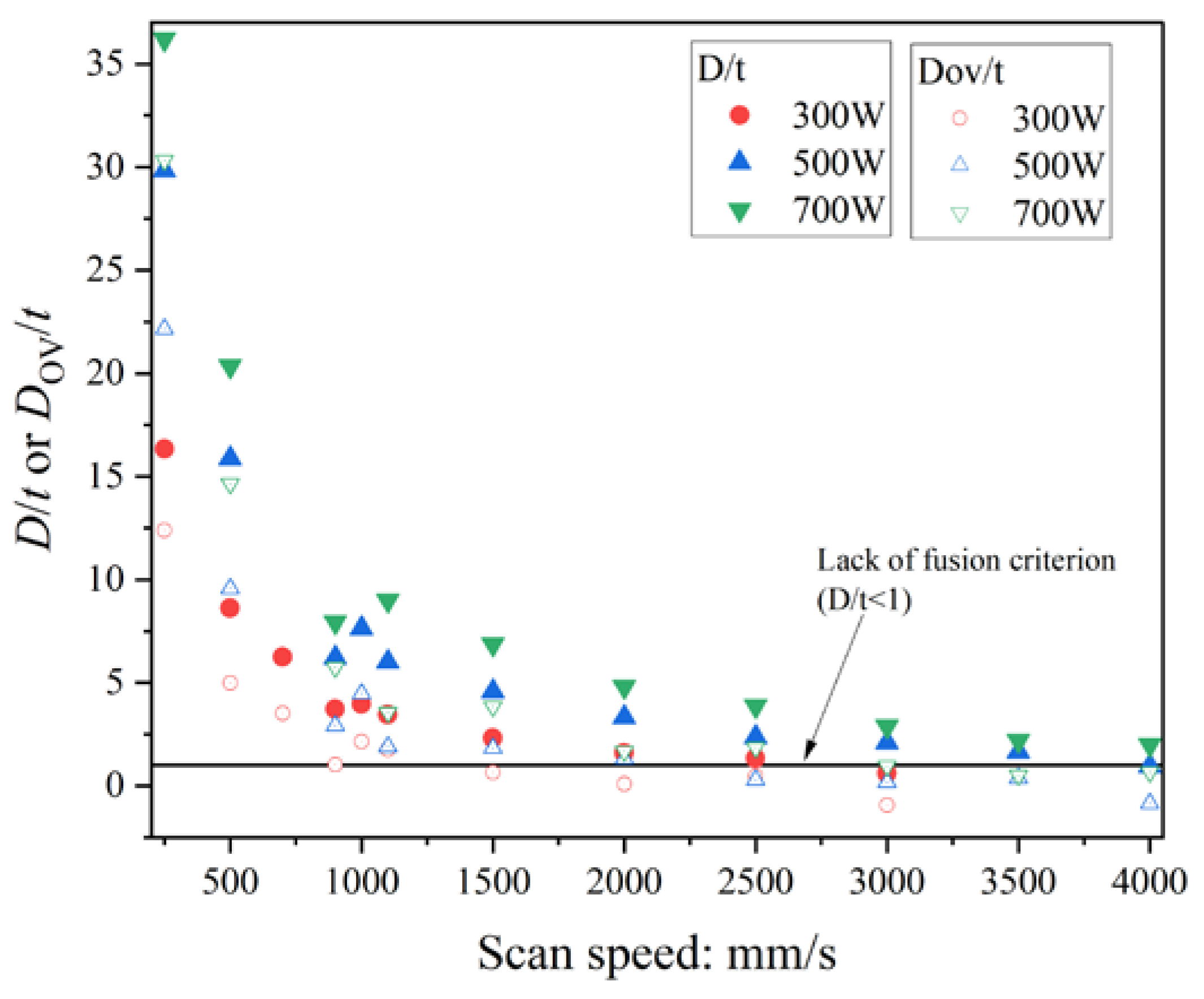
- The Dov/t assuming h = 100 μm was calculated. As a result, the lack of fusion criterion of Dov/t < 0.1 which was equivalent to the well-known criterion: D/t < 1 was obtained.
- Finally, the process window of Inconel738LC was generated using the criteria of D/W > 2.0, L/D > 7.69, and Dov/t < 0.1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Patil, A.Y.; Hegde, C.; Savanur, G.; Kanakmood, S.M.; Contractor, A.M.; Shirashyad, V.B.; Chivate, R.M.; Kotturshettar, B.B.; Mathad, S.N.; Patil, M.B.; et al. Biomimicking Nature-Inspired Design Structures—An Experimental and Simulation Approach Using Additive Manufacturing. Biomimetics 2022, 7, 186. [Google Scholar] [CrossRef] [PubMed]
- Seede, R.; Shoukr, D.; Zhang, B.; Whitt, A.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. An Ultra-High Strength Martensitic Steel Fabricated Using Selective Laser Melting Additive Manufacturing: Densification, Microstructure, and Mechanical Properties. Acta Mater. 2020, 186, 199–214. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Smurov, I. Modeling the Interaction of Laser Radiation with Powder Bed at Selective Laser Melting. Phys. Procedia. 2010, 5, 381–394. [Google Scholar] [CrossRef] [Green Version]
- Howard, L.N. Hydrodynamic and Hydromagnetic Stability. By S. CHANDRASEKHAR. Clarendon Press: Oxford University Press, 1961. 652 Pp. £5. 5s. J. Fluid. Mech. 1962, 13, 158–160. [Google Scholar] [CrossRef]
- Morgan, R.; Sutcliffe, C.J.; O’Neill, W. Experimental Investigation of Nanosecond Pulsed Nd:YAG Laser Re-Melted Pre-Placed Powder Beds. Rapid. Prototyp. J. 2001, 7, 159. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling Processes during Selective Laser Treatment of Powders. Rapid. Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Bertrand, P.; Smurov, I. Factor Analysis of Selective Laser Melting Process Parameters and Geometrical Characteristics of Synthesized Single Tracks. Rapid. Prototyp. J. 2012, 18, 201–208. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective Laser Melting of Iron-Based Powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric Analysis of the Selective Laser Melting Process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Heat Transfer Modelling and Stability Analysis of Selective Laser Melting. Appl. Surf. Sci. 2007, 254, 975–979. [Google Scholar] [CrossRef]
- Letenneur, M.; Kreitcberg, A.; Brailovski, V. Optimization of Laser Powder Bed Fusion Processing Using a Combination of Melt Pool Modeling and Design of Experiment Approaches: Density Control. J. Manuf. Mater. Process. 2019, 3, 21. [Google Scholar] [CrossRef] [Green Version]
- Zhao, C.; Parab, N.D.; Li, X.; Fezzaa, K.; Tan, W.; Rollett, A.D.; Sun, T. Critical Instability at Moving Keyhole Tip Generates Porosity in Laser Melting. Science (1979) 2020, 370, 1080–1086. [Google Scholar] [CrossRef] [PubMed]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-Speed x-Ray Imaging. Science (1979) 2019, 363, 849–852. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Fleming, T.G.; Clark, S.J.; Marussi, S.; Fezzaa, K.; Thiyagalingam, J.; Leung, C.L.A.; Lee, P.D. Keyhole Fluctuation and Pore Formation Mechanisms during Laser Powder Bed Fusion Additive Manufacturing. Nat. Commun. 2022, 13, 1170. [Google Scholar] [CrossRef]
- Eagar, T.W.; Tsai, N.-S. Temperature Fields Produced by Traveling Distributed Heat Sources. Weld. J. 1983, 62, 346–355. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Kitano, H.; Kusano, M.; Tsujii, M.; Yumoto, A.; Watanabe, M. Process Parameter Optimization Framework for the Selective Laser Melting of Hastelloy X Alloy Considering Defects and Solidification Crack Occurrence. Crystals 2021, 11, 578. [Google Scholar] [CrossRef]
- Roehling, J.D.; Perron, A.; Fattebert, J.-L.; Haxhimali, T.; Guss, G.; Li, T.T.; Bober, D.; Stokes, A.W.; Clarke, A.J.; Turchi, P.E.A.; et al. Rapid Solidification in Bulk Ti-Nb Alloys by Single-Track Laser Melting. JOM 2018, 70, 1589–1597. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Chia, H.Y.; Yan, W. Mechanism of Keyhole Pore Formation in Metal Additive Manufacturing. NPJ Comput. Mater. 2022, 8, 22. [Google Scholar] [CrossRef]
- Fürstenau, J.-P.; Wessels, H.; Weißenfels, C.; Wriggers, P. Generating Virtual Process Maps of SLM Using Powder-Scale SPH Simulations. Comput. Part Mech. 2020, 7, 655–677. [Google Scholar] [CrossRef]
- Wang, W.; Lin, W.; Yang, R.; Wu, Y.; Li, J.; Zhang, Z.; Zhai, Z. Mesoscopic Evolution of Molten Pool during Selective Laser Melting of Superalloy Inconel 738 at Elevating Preheating Temperature. Mater. Des. 2022, 213, 110355. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Yan, W. Evaporation Model for Keyhole Dynamics during Additive Manufacturing of Metal. Phys. Rev. Appl. 2020, 14, 064039. [Google Scholar] [CrossRef]
- Grange, D.; Queva, A.; Guillemot, G.; Bellet, M.; Bartout, J.D.; Colin, C. Effect of Processing Parameters during the Laser Beam Melting of Inconel 738: Comparison between Simulated and Experimental Melt Pool Shape. J. Mater. Process. Technol. 2021, 289, 116897. [Google Scholar] [CrossRef]
- Queva, A.; Guillemot, G.; Moriconi, C.; Metton, C.; Bellet, M. Numerical Study of the Impact of Vaporisation on Melt Pool Dynamics in Laser Powder Bed Fusion—Application to IN718 and Ti-6Al-4V. Addit. Manuf. 2020, 35, 101249. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics Modelling of Lack-of-Fusion Voids Formation and Evolution in IN718 Made by Multi-Track/Multi-Layer L-PBF. Int. J. Heat Mass. Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, H.; Li, S.; Heng, Y.; Yin, S.; Wei, Q. Understanding of Adopting Flat-Top Laser in Laser Powder Bed Fusion Processed Inconel 718 Alloy: Simulation of Single-Track Scanning and Experiment. J. Mater. Res. Technol. 2022, 16, 1388–1401. [Google Scholar] [CrossRef]
- Kusano, M.; Watanabe, M. Development and Validation of a Heat Source Model for Finite Element Thermal Analysis of Laser Powder Bed Fusion. Mater. Des. 2023; under review. [Google Scholar]
- Minamoto, S.; Kadohira, T.; Ito, K.; Watanabe, M. Development of the Materials Integration System for Materials Design and Manufacturing. Mater. Trans. 2020, 61, 2067–2071. [Google Scholar] [CrossRef]
- Demura, M.; Koseki, T. SIP-Materials Integration Projects. Mater. Trans. 2020, 61, 2041–2046. [Google Scholar] [CrossRef]
- Demura, M. Materials Integration for Accelerating Research and Development of Structural Materials. Mater. Trans. 2021, 62, 1669–1672. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power: W | Scan Speed: mm/s |
|---|---|
| 50 | 250, 500, 900, 1100, 1500, 2500, 3500 |
| 100 | 250, 500, 900, 1100, 1500, 2500, 3500 |
| 200 | 250, 500, 900, 1000, 1100, 1500, 2000, 2500, 3500 |
| 300 | 250, 500, 700, 900, 1000, 1100, 1500, 2000, 2500, 3000, 3500 |
| 400 | 1000, 1500, 2000, 2500, 3000, 3500 |
| 500 | 250, 500, 900, 1000, 1100, 1500, 2000, 2500, 3000 3500 4000 |
| 600 | 1000, 1500, 2000, 2500, 3000, 3500, 4000 |
| 700 | 250, 500, 900, 1100, 1500, 2000, 2500, 3000, 3500, 4000 |
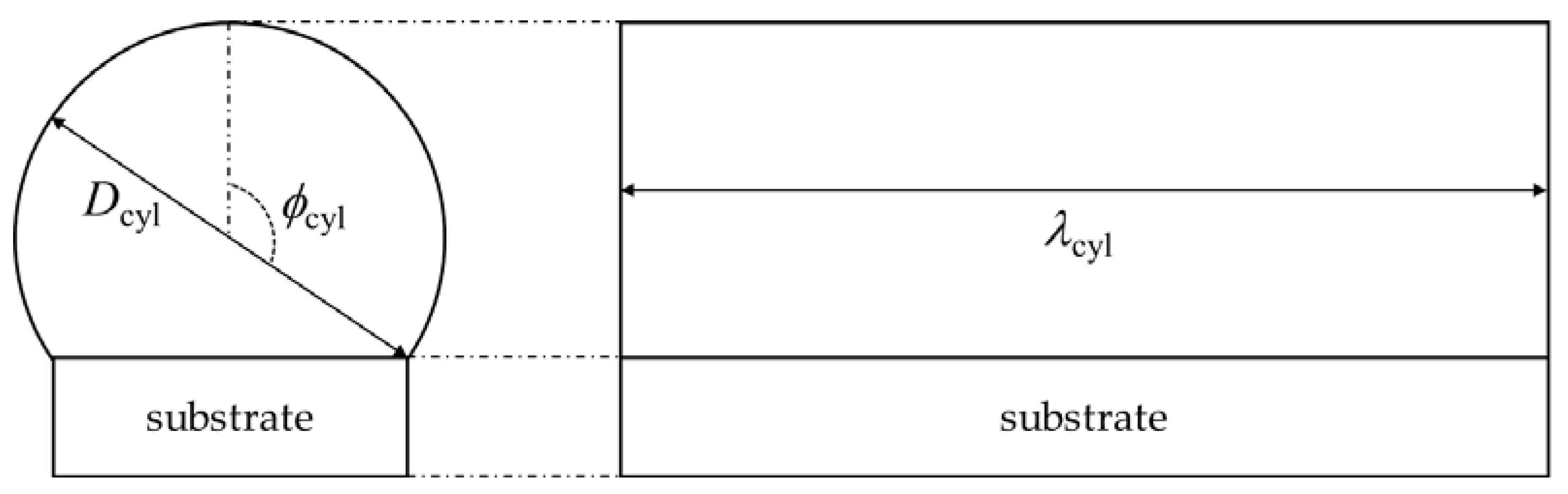
| ϕcyl: deg. (Rad) | λcyl/Dcyl | Melt Pool Depth D: μm | λcyl/D |
|---|---|---|---|
| 90 (π/2) | 3.847 | 0.5Dcyl | 7.694 |
| 120 (π/3) | 4.786 | 0.25Dcyl | 19.14 |
| 150 (π/6) | 4.113 | 0.067Dcyl | 61.64 |
| 180 (π) | 3.847 | 0 | No overlap |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Katagiri, J.; Kusano, M.; Minamoto, S.; Kitano, H.; Daimaru, K.; Tsujii, M.; Watanabe, M. Melt Pool Shape Evaluation by Single-Track Experiments and Finite-Element Thermal Analysis: Balling and Lack of Fusion Criteria for Generating Process Window of Inconel738LC. Materials 2023, 16, 1729. https://doi.org/10.3390/ma16041729
Katagiri J, Kusano M, Minamoto S, Kitano H, Daimaru K, Tsujii M, Watanabe M. Melt Pool Shape Evaluation by Single-Track Experiments and Finite-Element Thermal Analysis: Balling and Lack of Fusion Criteria for Generating Process Window of Inconel738LC. Materials. 2023; 16(4):1729. https://doi.org/10.3390/ma16041729
Chicago/Turabian StyleKatagiri, Jun, Masahiro Kusano, Satoshi Minamoto, Houichi Kitano, Koyo Daimaru, Masakazu Tsujii, and Makoto Watanabe. 2023. "Melt Pool Shape Evaluation by Single-Track Experiments and Finite-Element Thermal Analysis: Balling and Lack of Fusion Criteria for Generating Process Window of Inconel738LC" Materials 16, no. 4: 1729. https://doi.org/10.3390/ma16041729
APA StyleKatagiri, J., Kusano, M., Minamoto, S., Kitano, H., Daimaru, K., Tsujii, M., & Watanabe, M. (2023). Melt Pool Shape Evaluation by Single-Track Experiments and Finite-Element Thermal Analysis: Balling and Lack of Fusion Criteria for Generating Process Window of Inconel738LC. Materials, 16(4), 1729. https://doi.org/10.3390/ma16041729