
Process Optimization of the Hot Stamping of AZ31 Magnesium Alloy Sheets Based on Response Surface Methodology


Abstract
:1. Introduction
2. Numerical Analysis of the Hot-Stamping Process
2.1. Constitutive Model
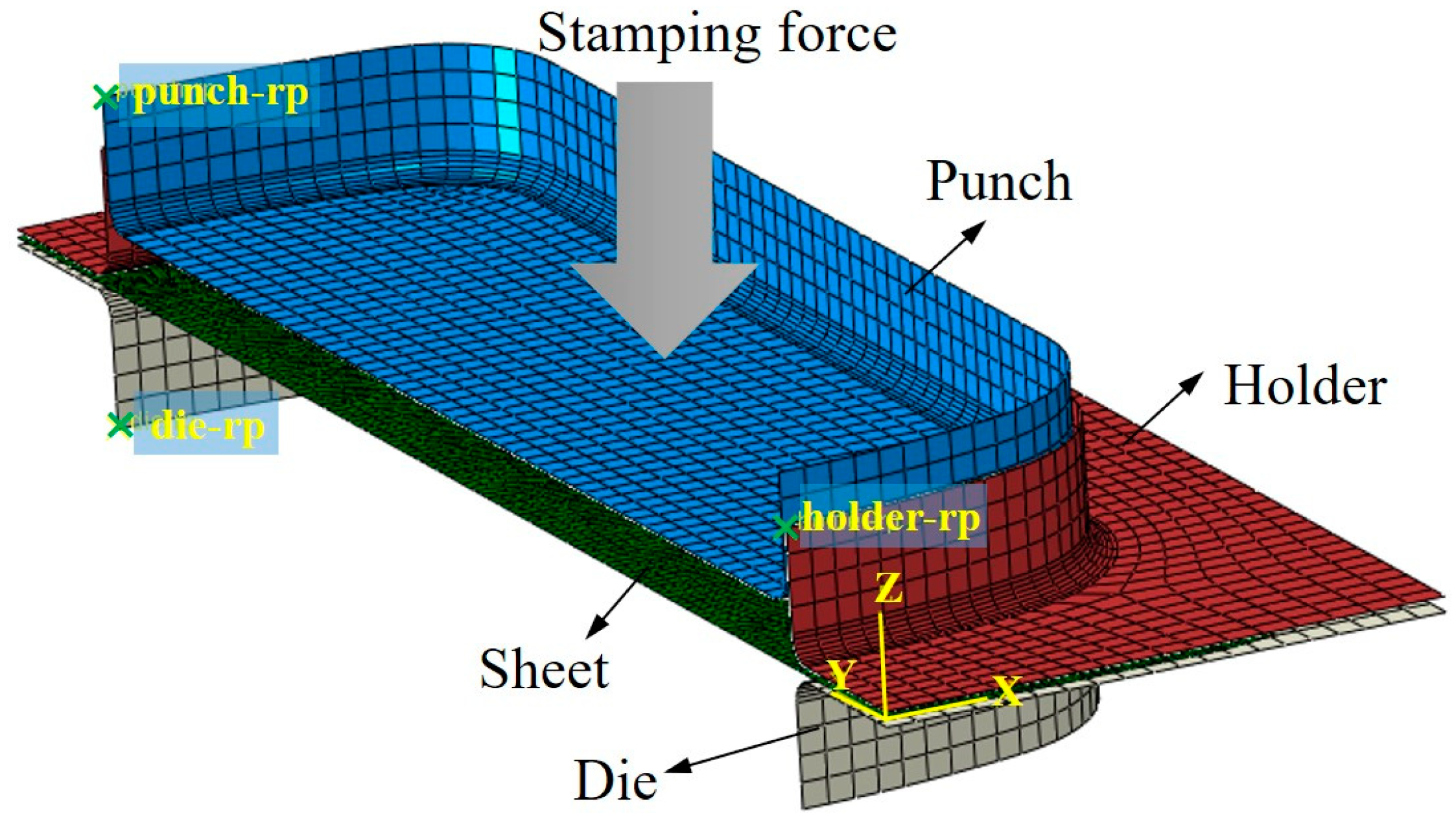
2.2. Establishment of Finite Element Model
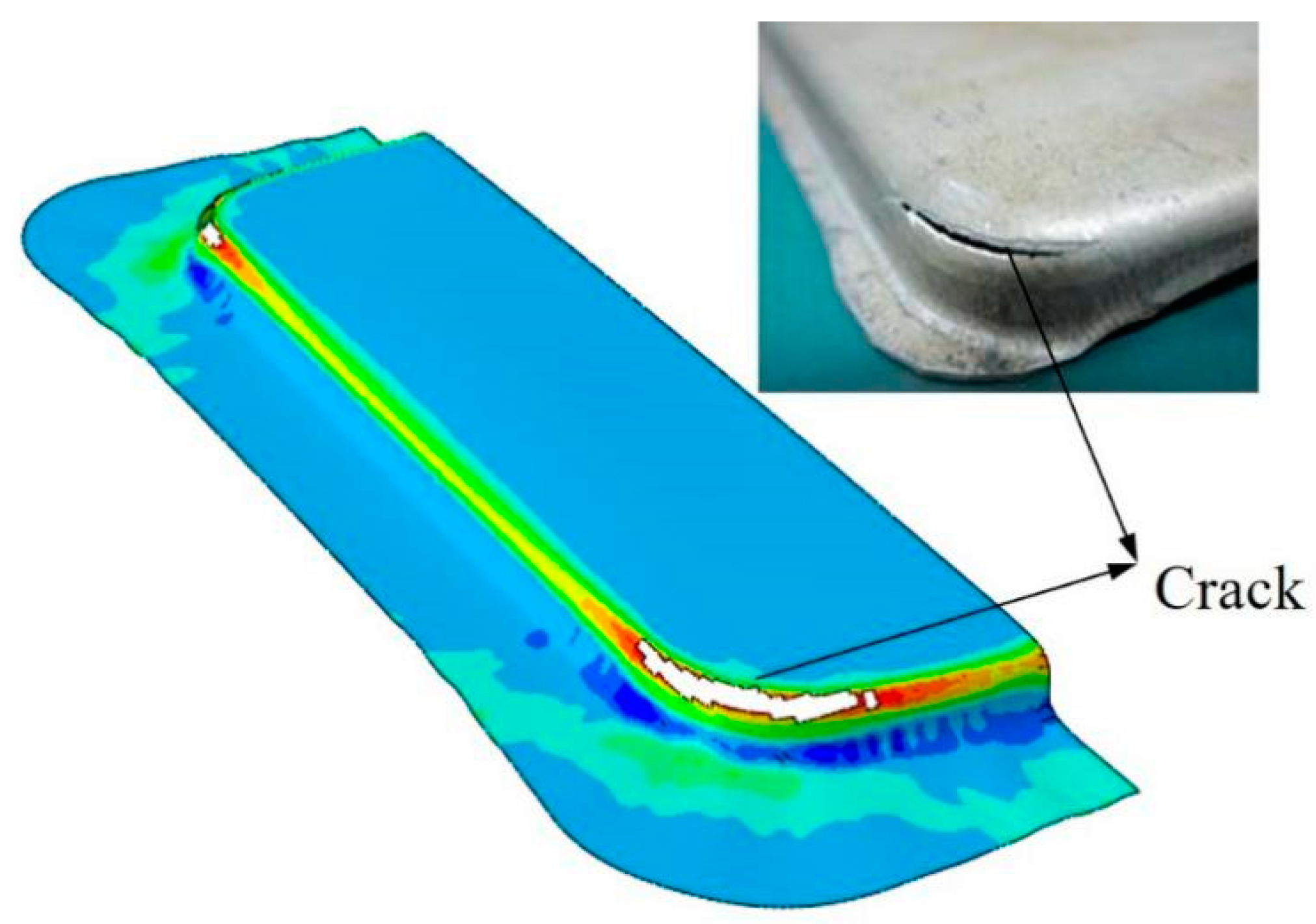
2.3. Validation of Finite Element Model
3. Forming-Parameter Optimization Based on RSM
3.1. Establishment of Response Surface Model
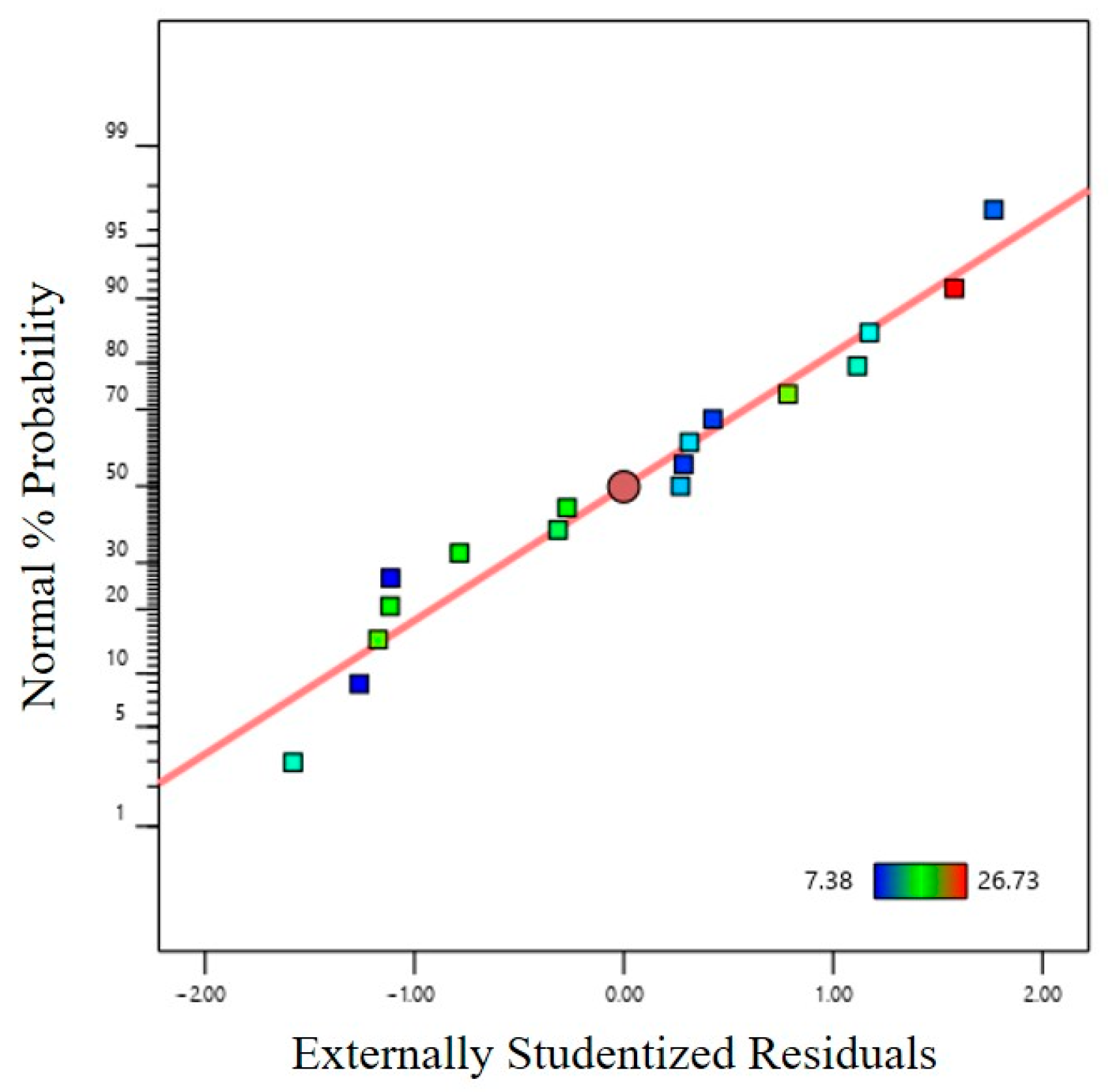
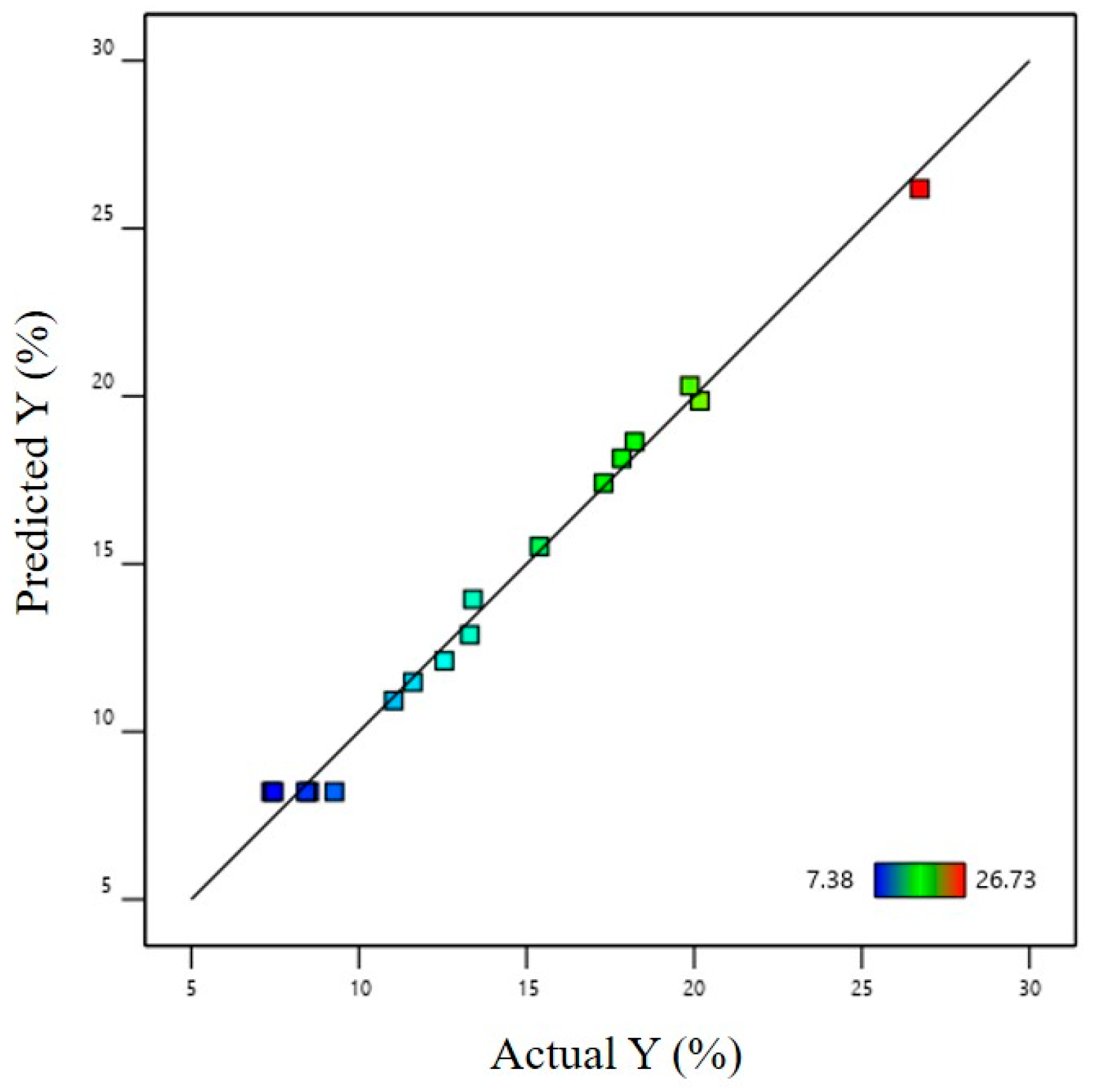
3.2. Variance Analysis of Response Surface Regression Model
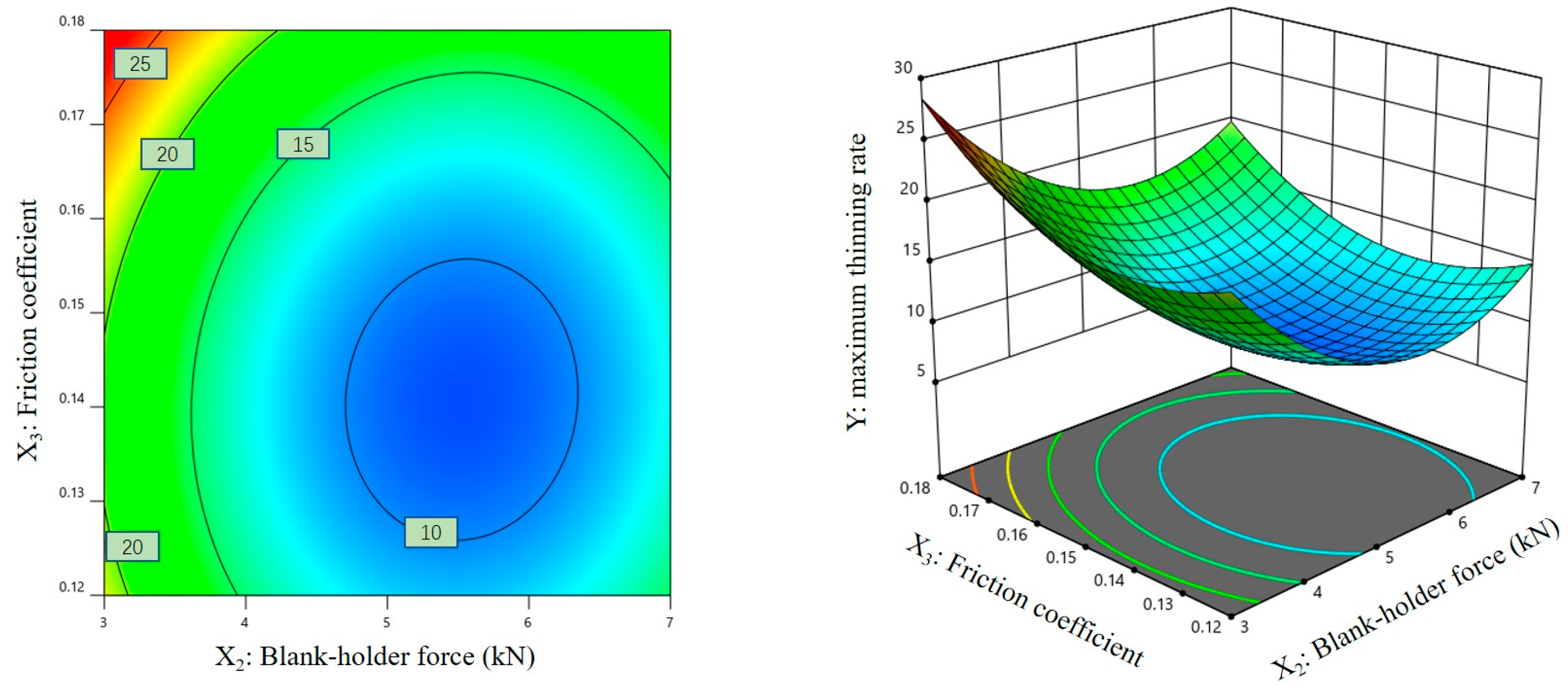
3.3. Response Surface Analysis of Regression Models
4. Experimental Verification of Hot-Stamping Process
5. Conclusions
- (1)
- Numerical simulation results showed that the sheet near the corner region of the die was prone to thinning due to its large strain. With the established model, the numerical simulation of the hot-stamping process of the AZ31 alloy sheet could be achieved with a high level of accuracy.
- (2)
- Through analyzing the variance results of the maximum thinning rate obtained using the response surface methodology, it can be concluded that each of the process parameters affected the maximum thinning rate in the order of blank-holder force (X2) > friction coefficient (X3) > stamping speed (X1). Hot-stamped sheets’ maximum thinning rate largely depended on the interaction between X1 and X2/X3.
- (3)
- According to an optimization analysis using the response surface methodology, the optimal process parameters for the hot-stamped AZ31 magnesium alloy sheet were as follows: The stamping speed was 7.067 mm/s, the blank-holder force was 5.533 kN, and the friction coefficient was 0.142. Additionally, the maximum relative error (8.72%) was within a reasonable range after comparing the hot-stamping experiments and simulations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- Peng, X.; Liu, W.; Wu, G.; Ji, H.; Ding, W. Plastic deformation and heat treatment of Mg-Li alloys: A review. J. Mater. Sci. Technol. 2022, 99, 193–206. [Google Scholar] [CrossRef]
- Joost, W.; Krajewski, P. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Rakshith, M.; Seenuvasaperumal, P. Review on the effect of different processing techniques on the microstructure and mechanical behaviour of AZ31 Magnesium alloy. J. Magnes. Alloy. 2021, 9, 1692–1714. [Google Scholar]
- Qian, F. Numerical Simulation of Hot Stamping Forming of AZ Series Magnesium Alloys and Optimization of Die Process. J. Chem. 2022, 2022, 6484242. [Google Scholar] [CrossRef]
- Wang, Z.; Gu, R.; Chen, S.; Wang, W.; Wei, X. Effect of upper-die temperature on the formability of AZ31B magnesium alloy sheet in stamping. J. Mater. Process. Technol. 2018, 257, 180–190. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, K.; Politis, D.J.; Chen, G.; Wang, L. An experimental investigation on the ductility and post-form strength of a martensitic steel in a novel warm stamping process. J. Mater. Process. Technol. 2020, 275, 116387. [Google Scholar] [CrossRef]
- Mohamadizadeh, A.; Biro, E.; Worswick, M. Failure characterization and meso-scale damage modeling of spot welds in hot-stamped automotive steels using a hardness-mapping approach. Eng. Fract. Mech. 2022, 268, 108506. [Google Scholar] [CrossRef]
- You, K.H.; Kim, H.K. A Study on the Effect of Process and Material Variables on the Hot Stamping Formability of Automotive Body Parts. Metals 2021, 11, 1029. [Google Scholar] [CrossRef]
- Li, X.; Yan, X.; Zhang, Z.; Ren, M.; Jia, H. Determination of Hot Stamping Friction Coefficient of 7075 Aluminum. Metals 2021, 11, 1111. [Google Scholar] [CrossRef]
- Jiang, B.; Huang, J.; Ma, H.; Zhao, H.; Ji, H. Multi-Objective Optimization of Process Parameters in 6016 Aluminum Alloy Hot Stamping Using Taguchi-Grey Relational Analysis. Materials 2022, 15, 8350. [Google Scholar] [CrossRef]
- Ma, Z.; Ji, H.; Huang, X.; Xiao, W.; Tang, X. Research on high temperature stamping forming performance and process parameters optimization of 7075 aluminum alloy. Materials 2021, 14, 5485. [Google Scholar] [CrossRef] [PubMed]
- Xiao, W.; Wang, B.; Zhou, J.; Ma, W.; Yang, L. Optimization of aluminium sheet hot stamping process using a multi-objective stochastic approach. Eng. Optim. 2016, 48, 2173–2189. [Google Scholar] [CrossRef]
- Bao, L.; Zheng, M.; Zhou, Q.; Gao, P.; Xu, Y.; Jiang, H. Multi-objective optimization of partition temperature of steel sheet by NSGA-II using response surface methodology. Case Stud. Therm. Eng. 2022, 31, 101818. [Google Scholar] [CrossRef]
- Lei, C.; Xing, Z.; Xu, W.; Hong, Z.; Shan, D. Hot stamping of patchwork blanks: Modelling and experimental investigation. Int. J. Adv. Manuf. Technol. 2017, 92, 2609–2617. [Google Scholar] [CrossRef]
- Namklang, P.; Uthaisangsuk, V. Uthaisangsuk, Description of microstructures and mechanical properties of boron alloy steel in hot stamping process. J. Manuf. Process. 2016, 21, 87–100. [Google Scholar] [CrossRef]
- Gao, M.; Wang, Q.; Li, L.; Ma, Z. Energy-economizing optimization of magnesium alloy hot stamping process. Processes 2020, 8, 186. [Google Scholar] [CrossRef]
- Cui, J.; Sun, G.; Xu, J.; Huang, X.; Li, G. Design, A method to evaluate the formability of high-strength steel in hot stamping. Mater. Des. 2015, 77, 95–109. [Google Scholar] [CrossRef]
- Quan, G.-z.; Wang, T.; Zhang, L. Research on the influence of hot stamping process parameters on phase field evolution by thermal-mechanical phase coupling finite element. Int. J. Adv. Manuf. Technol. 2017, 89, 145–161. [Google Scholar] [CrossRef]
- Hu, P.; Shi, D.; Ying, L.; Shen, G.; Liu, W. Design, The finite element analysis of ductile damage during hot stamping of 22MnB5 steel. Mater. Des. 2015, 69, 141–152. [Google Scholar] [CrossRef]
- Wang, H.; Ma, L.; Jia, W.; Xie, H.; Lu, L. Analysis of room-temperature stamping formability of complex features of AZ31 magnesium alloy variable-curvature plate shell. Int. J. Adv. Manuf. Technol. 2022, 123, 3159–3169. [Google Scholar] [CrossRef]
- Barlat, F.; Brem, J.; Yoon, J.; Chung, K.; Dick, R.; Lege, D.; Pourboghrat, F.; Choi, S.-H.; Chu, E. Plane stress yield function for aluminum alloy sheets—Part 1: Theory. Int. J. Plast. 2003, 19, 1297–1319. [Google Scholar] [CrossRef]
- Lemaitre, J.; Desmorat, R.; Sauzay, M. Anisotropic Damage Law of Evolution. Eur. J. Mech. A 2000, 19, 187–208. [Google Scholar] [CrossRef]
- Kotkunde, N.; Deole, A.; Gupta, A.; Singh, S. Design, Experimental and numerical investigation of anisotropic yield criteria for warm deep drawing of Ti–6Al–4V alloy. Mater. Des. 2014, 63, 336–344. [Google Scholar] [CrossRef]
- Hu, Q.; Chen, J.; Yoon, J. A new asymmetric yield criterion based on Yld 2000-2d under both associated and non-associated flow rules: Modeling and validation. Mech. Mater. 2022, 167, 104245. [Google Scholar] [CrossRef]
- Zhao, P.; Chen, Z.; Dong, C. Performance, Damage and failure analysis of AZ31 alloy sheet in warm stamping processes. J. Mater. Eng. Perform. 2016, 25, 2702–2710. [Google Scholar] [CrossRef]
- Zhao, P.; Chen, Z.; Dong, C. performance, Failure analysis of warm stamping of magnesium alloy sheet based on an anisotropic damage model. J. Mater. Eng. Perform. 2014, 23, 4032–4041. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Al | Mn | Zn | Fe | Others |
|---|---|---|---|---|---|---|
| Value | 94 | 3.1 | 0.31 | 0.58 | 0.004 | 0.36 |
| Density (kg/m3) | Poisson Ratio | Thermal Expansion Coefficient (°C−1) | Thermal Conductivity (W/m °C) | Specific Heat (J/kg °C) |
|---|---|---|---|---|
| 1780 | 0.33 | 2.75 × 10−5 | 98 | 1170 |
| Factor | Variable | Level | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| Stamping speed/v (mm/s) | X1 | 2 | 6 | 10 |
| Blank-holder force/F (kN) | X2 | 3 | 5 | 7 |
| Friction coefficient/μ | X3 | 0.12 | 0.15 | 0.18 |
| Run | Coded Level | Real Level | Y/% | ||||
|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | v (mm/s) | F (kN) | μ | ||
| 1 | 0 | −1 | 1 | 6 | 3 | 0.18 | 26.73 |
| 2 | 1 | 0 | −1 | 10 | 5 | 0.12 | 11.04 |
| 3 | −1 | 0 | 1 | 2 | 5 | 0.18 | 17.3 |
| 4 | −1 | 0 | −1 | 2 | 5 | 0.12 | 11.61 |
| 5 | 0 | 0 | 0 | 6 | 5 | 0.15 | 7.38 |
| 6 | 1 | −1 | 0 | 10 | 3 | 0.15 | 18.22 |
| 7 | 0 | 0 | 0 | 6 | 5 | 0.15 | 9.27 |
| 8 | 1 | 0 | 1 | 10 | 5 | 0.18 | 15.39 |
| 9 | 0 | −1 | −1 | 6 | 3 | 0.12 | 20.17 |
| 10 | 0 | 1 | 1 | 6 | 7 | 0.18 | 17.84 |
| 11 | 0 | 0 | 0 | 6 | 5 | 0.15 | 8.52 |
| 12 | 1 | 1 | 0 | 10 | 7 | 0.15 | 12.55 |
| 13 | −1 | 1 | 0 | 2 | 7 | 0.15 | 13.31 |
| 14 | 0 | 1 | −1 | 6 | 7 | 0.12 | 13.4 |
| 15 | −1 | −1 | 0 | 2 | 3 | 0.15 | 19.87 |
| 16 | 0 | 0 | 0 | 6 | 5 | 0.15 | 7.46 |
| 17 | 0 | 0 | 0 | 6 | 5 | 0.15 | 8.42 |
| Source | Statistical Analysis | |||||
|---|---|---|---|---|---|---|
| Sum of Squares | df | Mean Square | F-Value | p-Value | Significant | |
| Model | 463.39 | 9 | 51.49 | 87.87 | <0.0001 | * |
| X1 | 2.99 | 1 | 2.99 | 5.1 | 0.0585 | |
| X2 | 97.23 | 1 | 97.23 | 165.94 | <0.0001 | * |
| X3 | 55.34 | 1 | 55.34 | 94.44 | <0.0001 | * |
| X1 X2 | 0.198 | 1 | 0.198 | 0.338 | 0.5792 | |
| X1 X3 | 0.4489 | 1 | 0.4489 | 0.7661 | 0.4104 | |
| X2 X3 | 1.12 | 1 | 1.12 | 1.92 | 0.2087 | |
| X12 | 4.54 | 1 | 4.54 | 7.75 | 0.0271 | |
| X22 | 191.2 | 1 | 191.2 | 326.32 | <0.0001 | * |
| X32 | 88.56 | 1 | 88.56 | 151.15 | <0.0001 | * |
| Residual | 4.1 | 7 | 0.5859 | |||
| Lack of Fit | 1.59 | 3 | 0.5288 | 0.841 | 0.5382 | not sig. |
| Pure Error | 2.52 | 4 | 0.6288 | |||
| Cor Total | 467.49 | 16 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, P.; Wu, Q.; Yang, Y.-L.; Chen, Z. Process Optimization of the Hot Stamping of AZ31 Magnesium Alloy Sheets Based on Response Surface Methodology. Materials 2023, 16, 1867. https://doi.org/10.3390/ma16051867
Zhao P, Wu Q, Yang Y-L, Chen Z. Process Optimization of the Hot Stamping of AZ31 Magnesium Alloy Sheets Based on Response Surface Methodology. Materials. 2023; 16(5):1867. https://doi.org/10.3390/ma16051867
Chicago/Turabian StyleZhao, Pengjing, Qi Wu, Yo-Lun Yang, and Zhanghua Chen. 2023. "Process Optimization of the Hot Stamping of AZ31 Magnesium Alloy Sheets Based on Response Surface Methodology" Materials 16, no. 5: 1867. https://doi.org/10.3390/ma16051867
APA StyleZhao, P., Wu, Q., Yang, Y. -L., & Chen, Z. (2023). Process Optimization of the Hot Stamping of AZ31 Magnesium Alloy Sheets Based on Response Surface Methodology. Materials, 16(5), 1867. https://doi.org/10.3390/ma16051867