3.1. LBW Weld Microstructure
The HAZ can be described by four subzones at a fine-grained level: the coarse-grained heat affected zone (CGHAZ); the fine-grained heat affected zone (FGHAZ); the two-phase zone (TPZ); and the over-tempering zone (OTZ) in detail. The definition of each zone is as follows: the fusion line is used as the boundary between the weld metal (WM) and HAZ; the boundary between the CGHAZ and the FGHAZ is about 10 μm in width with obvious grain size growth; the boundary between the FGHAZ and the TPZ is where the tempered sorbite of the base metal (BM) disappears; the boundary between the TPZ and the OTZ is based on the disappearance of white striped microstructures and the appearance of obvious granular carbides. Each zone width was calculated using the average width method that was equal to the zone area divided by its thickness using Image-Pro Plus software: IPP 7.0.
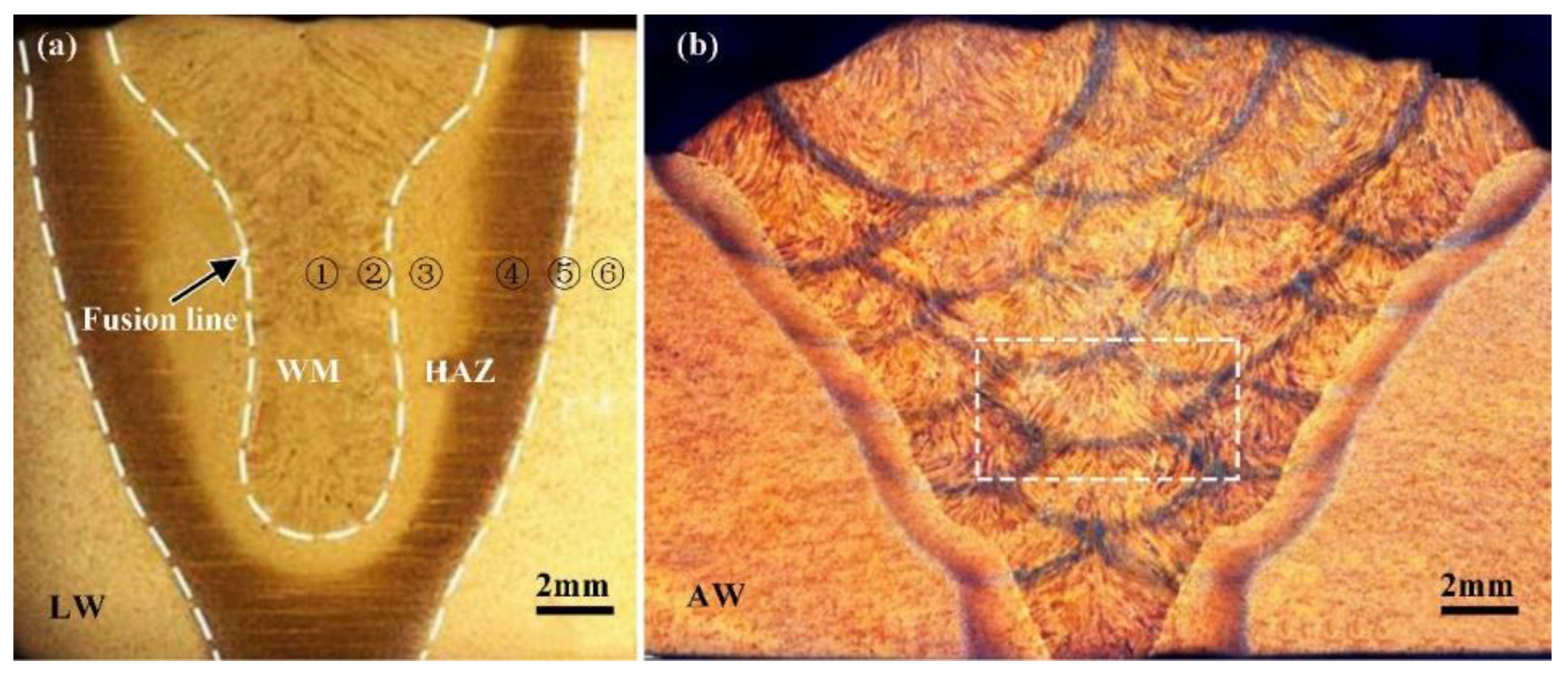
Figure 2a shows the optical morphology of the LBW joint. It can be seen that the weld morphology is good without any obvious defects. Although the carbon equivalent (0.55%) of the Q890 HSLA steel is a little higher, the LBW performance of the welded joint had been greatly improved by the preheating treatment before welding. It can also be seen that the maximum and minimum bead width of LBW are about 9.5 mm and 3.6 mm, respectively. The maximum and minimum bead width of the HAZ are 4 mm and 2.2 mm, respectively, and its average bead width is 2.9 mm. The weld penetration is about 13 mm. The LBW weld can be divided by ① WM, ② CGHAZ, ③ FGHAZ, ④ TPZ, ⑤ OTZ, and ⑥ BM.
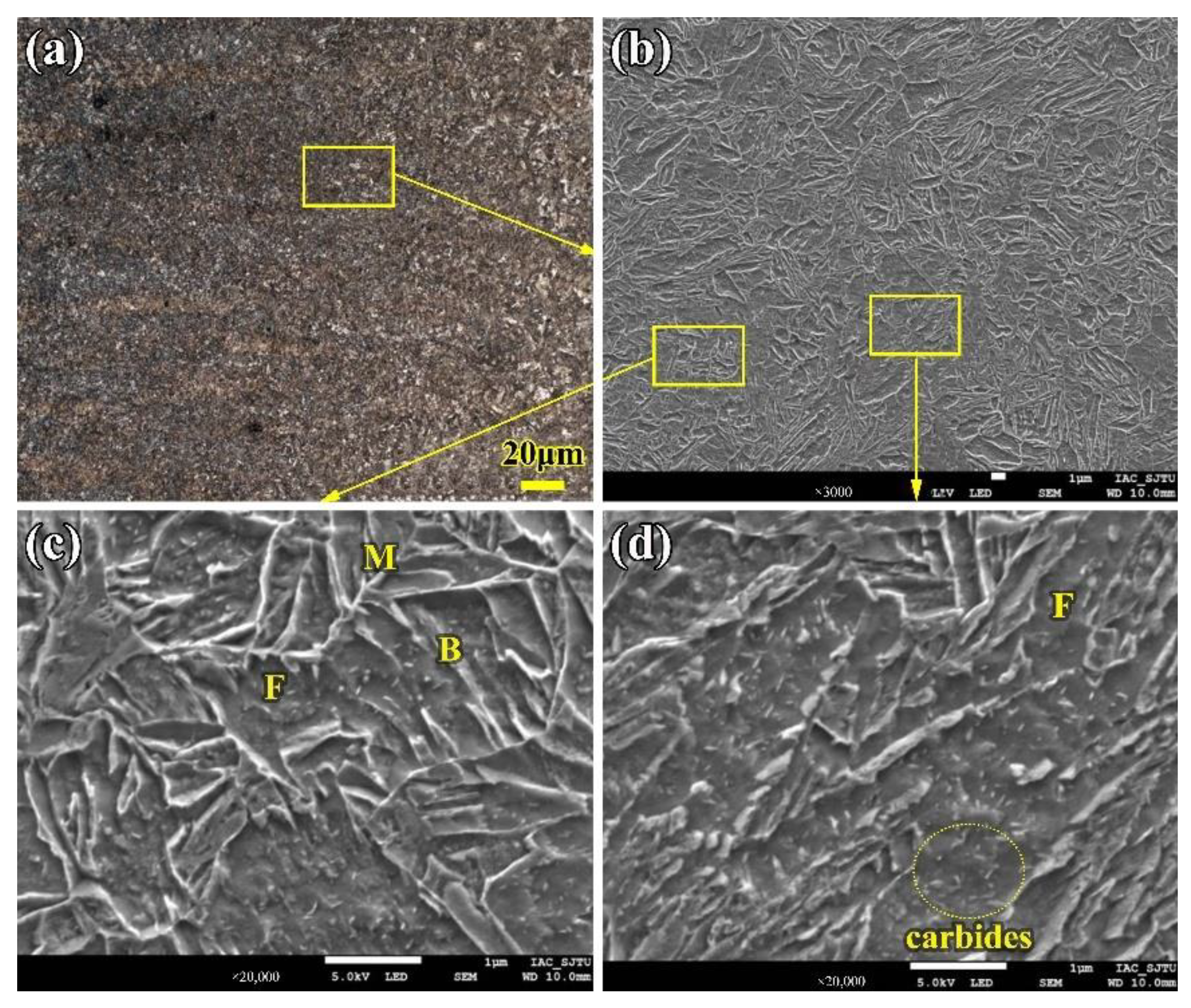
① Weld Metal
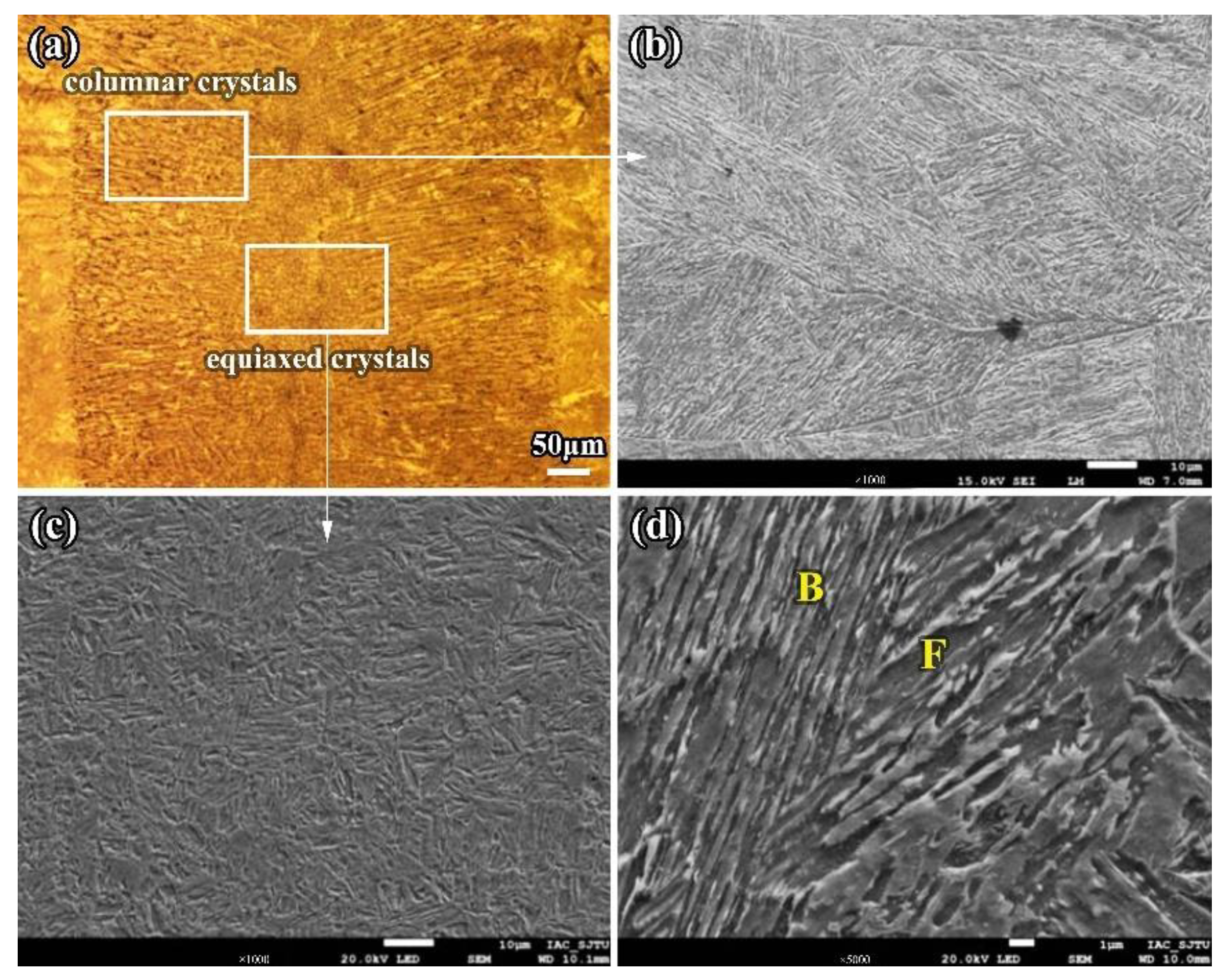
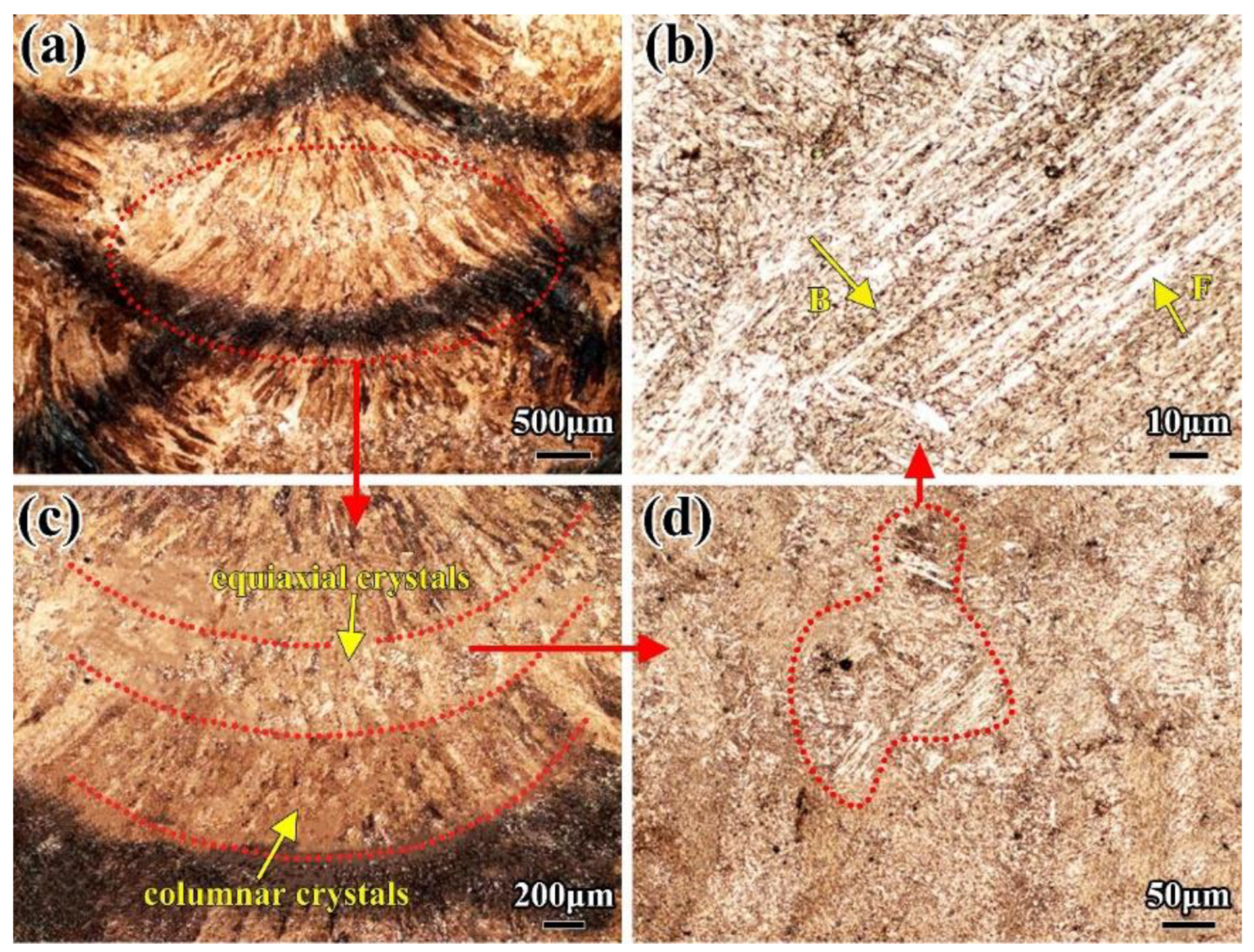
In the LBW joint, the weld seam was formed by the solidification of partial base metal after high temperature melting. It was mainly composed of a certain amount of equiaxed crystal phases surrounded by coarse columnar crystal phases. The columnar crystal phases grew along the perpendicular direction to the side wall of the molten pool from the base metal to the weld seam, as shown in
Figure 3. The width of columnar crystal phases is about 10 μm, and their maximum length can be greater than 200 μm. The mechanical properties of the joint significantly decreased because of the existence of the columnar crystal phases. The WM was mainly composed of ferrite (F) and bainite (B). The ferrite was mainly proeutectoid ferrite, which is an important component of columnar crystal phases, while the equiaxed crystal phases were almost entirely composed of polygonal ferrite phases. In addition, there were a few acicular ferrite phases and a certain amount of martensite phases. Acicular ferrite phases formed with some inclusions as the core and most martensite phases were distributed in the fusion line, at the root or top of the weld due to faster cooling rate.
② Coarse-Grained Heat-Affected Zone
The CGHAZ is adjacent to the WM, and its higher peak temperature of the thermal cycle ranges from 1100 °C to the liquidus temperature. The austenite phases can stay in this temperature range for a long time and dramatically grow, and then form larger overheating phases during cooling, which can worsen the mechanical performance of the whole joint. The average grain size of the CGHAZ can reach about 50 μm; even 100 μm for the grains near to the fusion line.
The microstructure features of the CGHAZ are closely related to the heat input. When the heat input increases, acicular ferrite begins to gradually form in the CGHAZ. Acicular ferrite with low hardness and good toughness can significantly improve the impact behavior of the CGHAZ. If the heat input keeps increasing and the cooling rate decreases, polygonal ferrite phases will increase and acicular ferrite will decrease. Meanwhile, there is a small amount of pearlite that can possibly appear in this area.
Due to the lower heat input and faster cooling rate, there are more and more strip-shape bainite, ferrite, and low-carbon martensite phases formed in the CGHAZ. Most of the strip-shape phases initially form from the original austenite grain boundary and grow toward the crystal at a certain angle; each strip maintains a certain phase relationship and a fine structure inside the strip. With lower heat input (9.6 kJ/cm) in the LBW, the internal phases in the CGHAZ are low-carbon martensite and a few bainite and ferrite, as shown in
Figure 4.
③ Fine-Grained Heat Affected Zone
During the LBW process, for the FGHAZ, the peak temperature of the welding thermal cycle is between 1100 °C and A
C3 temperature, and its mechanical properties performance is the best out of all the weld joints. The reason for this is that the microstructure in the FGHAZ undergoes a recrystallization and new grain refinement during heating and cooling; more fine grains can be obtained, which is equivalent to the base metal normalized. In general, most grain sizes of the fine grains are less than 10 μm. Observed under a high magnification microscope, the microstructure of the FGHAZ can be described by some finer martensite, bainite, and few fine carbides precipitated between ferrite blocks, as shown in
Figure 5.
④ Two-Phase Zone
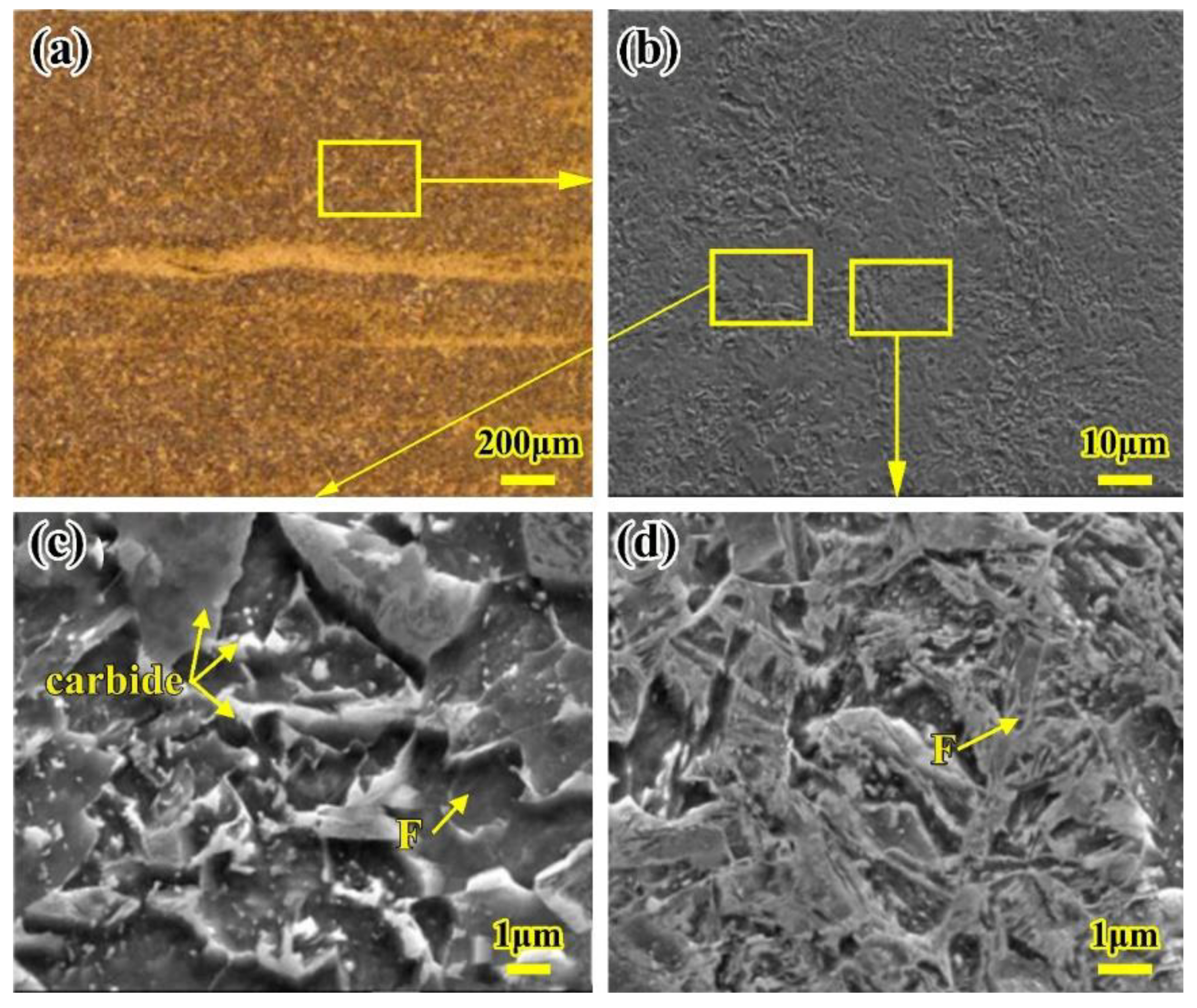
The range of the TPZ in the LBW joints is wider (especially in the center of the joint), and its peak temperature of the welding thermal cycle is between AC3 and AC1. During this temperature range, only partial base metal can obtain sufficient heat to finish phase transformation and form complex phases based on sorbite and the partial transformation structure.
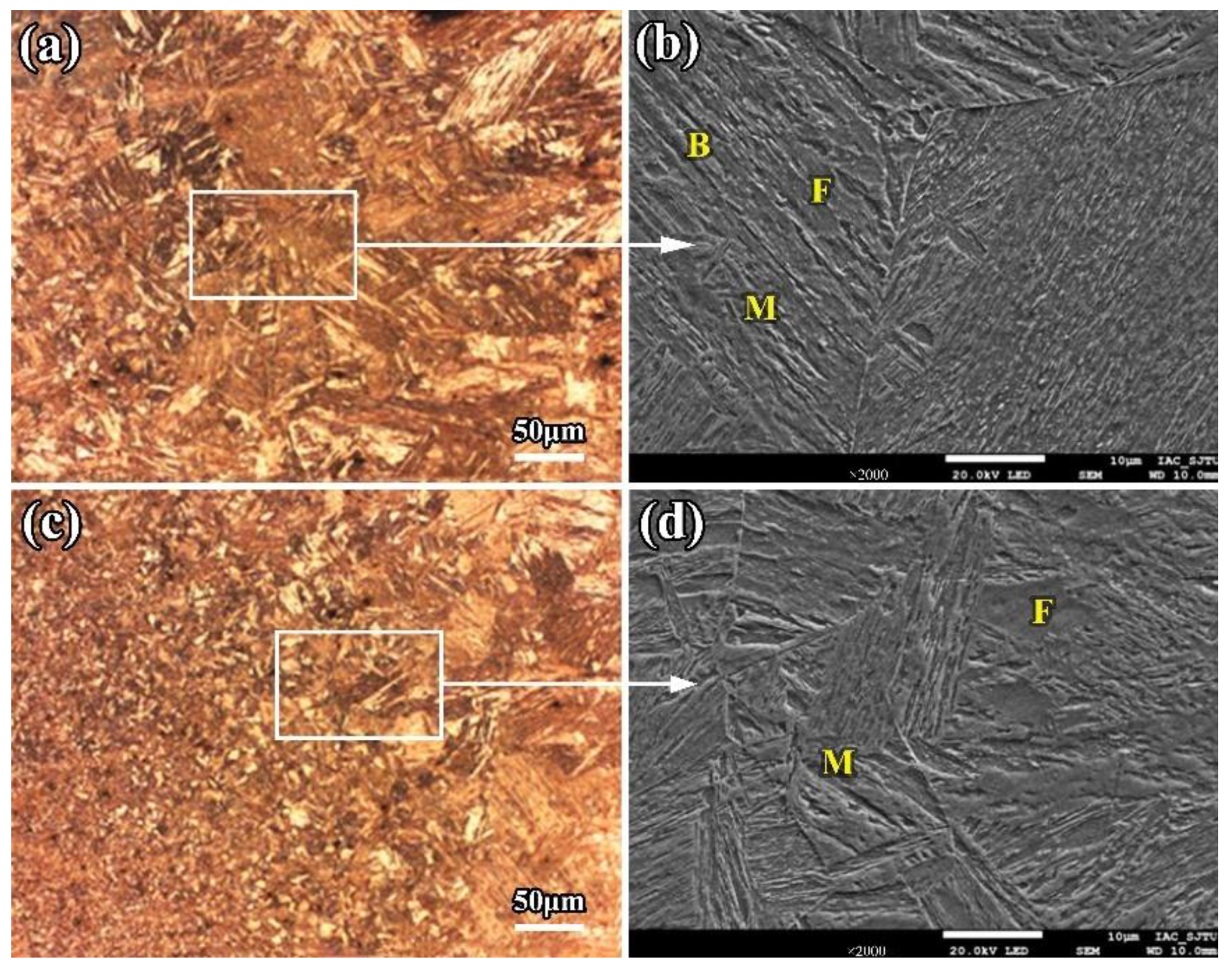
It can be seen from
Figure 6a,b that there are some obvious striped microstructures in the TPZ. The reason for these striped microstructures is due to interlacing ferrite and other phases along the deformation direction when heating. The appearance of striped microstructures makes the steel anisotropic, and has a negative effect on the mechanical properties of the steel. In the base metal, there are few striped microstructures can be less obviously seen. However, striped microstructures can be easily found after welding because the secondary cementite of the austenite with partial phase transformation in the TPZ precipitates along the original strip direction and forms duplex phases of ferrite and cementite. These striped microstructures can be seen more clearly due to their own fine structures, making most of the incomplete phase transformation turn black after corrosion.
The striped microstructures in the TPZ are shown in
Figure 6c,d, under the scanning electron microscope. The black part is similar to the tempered sorbite duplex phase, which is mainly composed of striped ferrite, carbides, and few polygonal ferrite. However, there are more granular carbides among the ferrite phases, and black striped microstructures increase with the precipitation of carbides, which results in a finer microstructure and a stronger black color. The white part of the striped microstructures is mainly irregular tangled ferrite bands and a few precipitated carbides. Compared with the black part, this part looks white and its hardness is lower due to obvious ferrite characteristics; the reason is that when carbon-poor austenite reaches the austenitizing temperature, there are more proeutectoid ferrite precipitated, and then ferrite and cementite are precipitated, which results in the formation of some complex ferrite morphologies.
⑤ Over-Tempering Zone
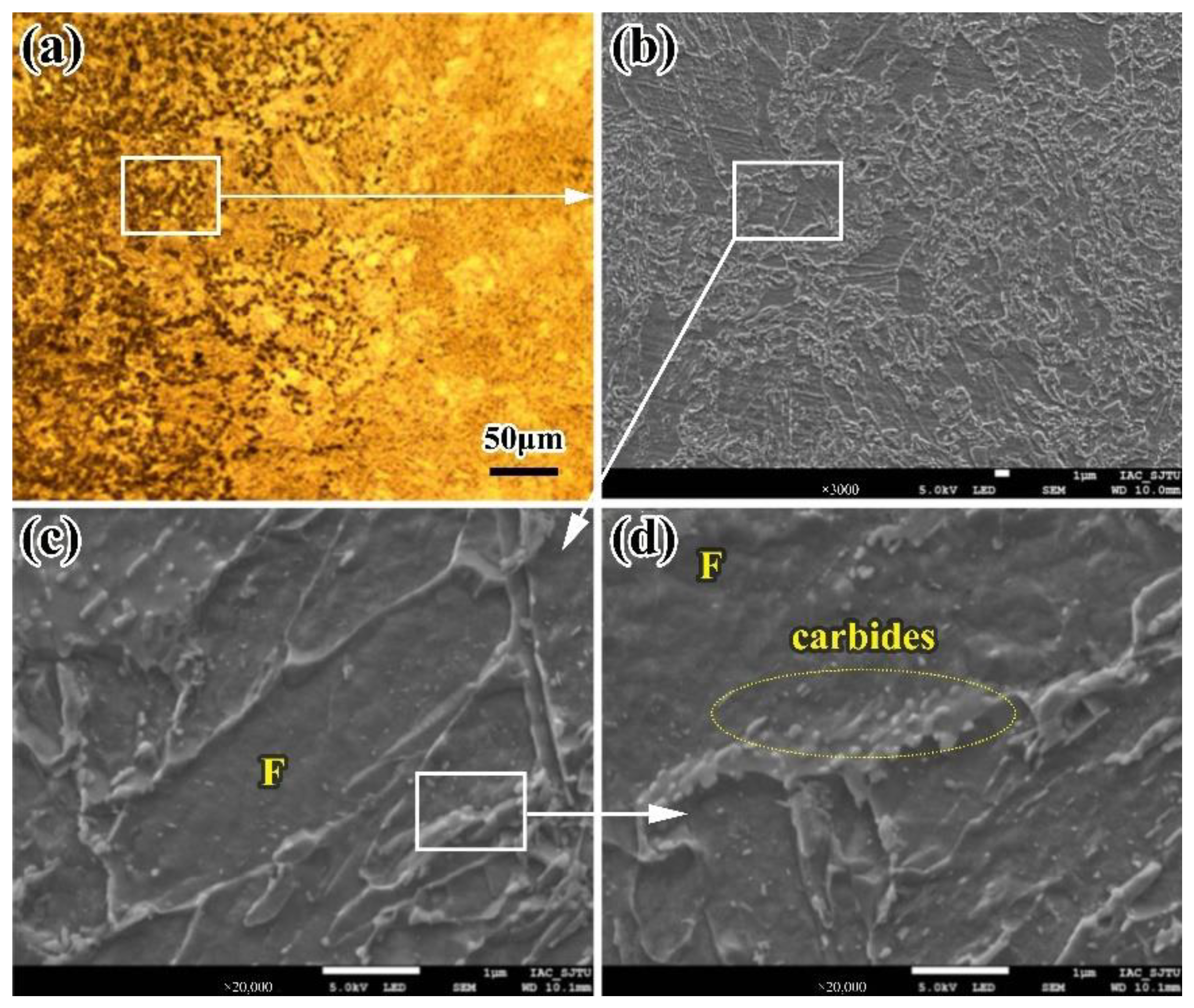
Due to the OTZ being far away from the WM, its lower peak temperature of the welding thermal cycle is not more than AC1 and its cooling speed for welding is less. Therefore, the base metal in the over tempered zone does not undergo austenitizing transformation in the welding thermal cycle; it seems to be double tempered at higher temperature than that of the quenching and tempering. The higher temper temperature is beneficial for the carbide particles to aggregate and grow up in this area, which results in more formations of polygonal ferrite phases, which weaken the microhardness. Therefore, the OTZ has a significant responsibility for the softening of the welded joint.
From the discussion of the OTZ in the welded joint, it can be observed that there are more granular carbides dispersed on the ferrite matrix; these granular carbides probably originate from the sorbite phase carbides in the base metal, where they aggregate and grow up and are distributed on the ferrite grain boundary after double tempering, as shown in
Figure 7. The area with more coarse granular carbides is black, while the polygonal ferrite phase is white. In the OTZ, there are more carbides precipitated, grown, and coarsened, which causes the hardness of the OTZ to decrease. Therefore, it is the most softened zone in the whole welded joint.
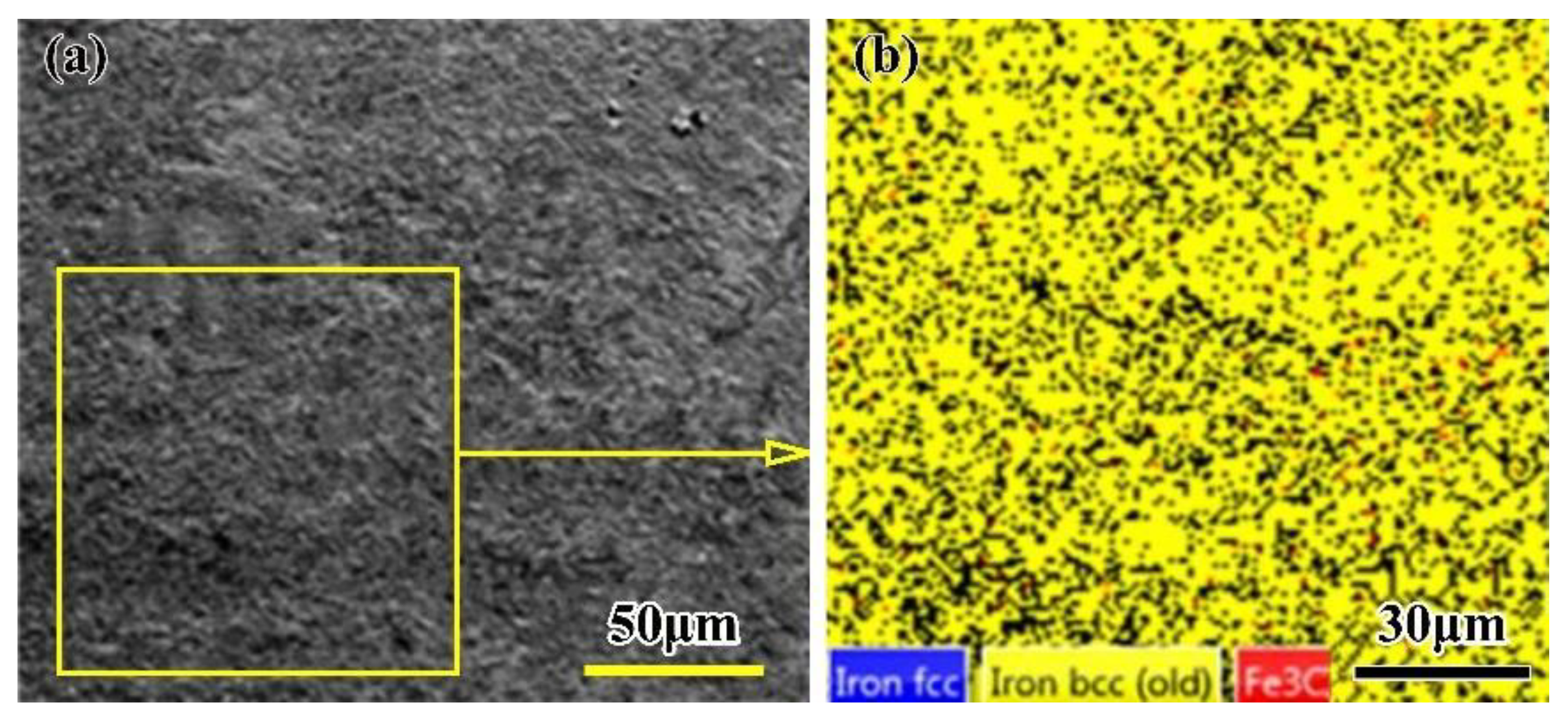
In order to figure out the phase constituents of the joint softening zone, EBSD was used and the results are shown in
Figure 8. The EBSD results show that the Fe
3C fraction of the phase constituents is 0.77% and much higher, as shown in
Table 2. The reason is that there is no post-weld heat treatment after welding, which results in some residual stress in the welded joint; the lower resolution rate is 75.23%. The face-centered cubic (FCC) austenite fraction of the phase constituents is only 0.01%, which means that the amount of retained austenite in the laser-welded joint is very small, and the body-centered cubic (BCC) ferrite fraction of the phase constituents is 74.44%. According to the previous analysis, this zone consists of some polygonal ferrite and few sorbite phases. These polygonal ferrite phases are responsible for the hardness decreasing.
3.2. SMAW Weld Microstructure
Figure 2b shows the microstructure of the whole arc welded joint. It can be seen that 21 passes of SMAW were need to fill the V-groove for 16-mm thick weldment. The heat input was higher than 16.4 kJ/cm and the maximum bead width was approximately 30 mm. The joint morphology was good and the maximum bead width was about 30 mm; the average width of HAZ between the BM and the WM was nearly 2.5 mm; while the width of HAZ in the inner WM was only 0.5 mm. This can be explained by the fact that the HAZ is produced by reheating the previous part of the weld with the following weld in the area where the welds overlap with each other. The formation of HAZ leads to the change in microstructure, which in turn has an impact on the performance of the joint. Finally, the typical solidification structure, such as the columnar crystal and the equiaxed crystal, appears in each layer and in each pass; most of them are the column crystal.
The microstructure in the SMAW joint is almost similar to that in the LBW joint overall. However, if a higher heat input (16.4 kJ/cm) and slower cooling rate were used, the microstructure in the SMAW joint would show some differences that the LBW joint would not have. The following discussion focuses on the microstructure differences of the WM and HAZ.
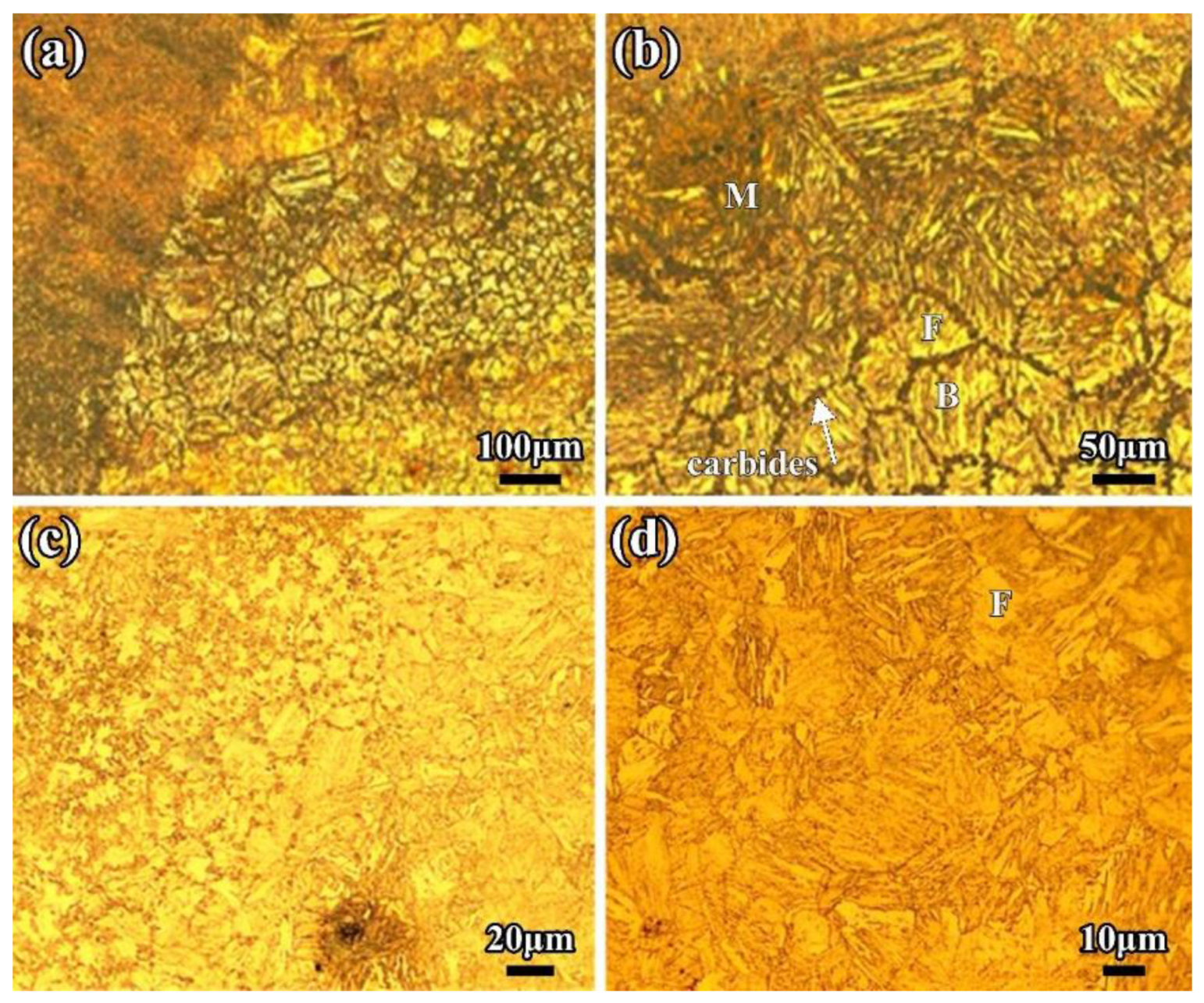
In the multi-layer multi-pass SMAW, there are many HAZs that are heated many times in the WM, which results in obvious secondary HAZs existing among each layer and each pass of the WM, as shown in
Figure 9a. The reason for this is similar to the formation of the black microstructures in the TPZ of the LBW HAZ. Due to the higher heat input and slower cooling rate, carbides in the secondary HAZ have sufficient time to precipitate and grow up among each layer of the WM, forming complex phases of ferrite and cementite with finer microstructures and a darker color.
Figure 9c is a local magnification photo of
Figure 9a. The typical secondary HAZ and WM can be easily seen in the 2-mm weld pass. The WM is mainly composed of equiaxed crystal and columnar crystal phases, and the equiaxed crystal phases are composed of some acicular and polygonal ferrite and bainite. The columnar crystal is mainly made up proeutectoid ferrite and bainite ferrite, as shown in
Figure 9c. The size of the equiaxed crystal phase is around several microns, and the width of the columnar crystal phase is 150 μm; the width of the black secondary HAZ is almost 250 μm. Typical bainite ferrite clusters can be seen in the equiaxed crystal phase in
Figure 10b; the length of ferrite is 70 μm and the width is 3 μm.
The HAZ of the SMAW is also composed of a CGHAZ, a FGHAZ, a TPZ, and an OTZ. The grain size of the CGHAZ is nearly 100 μm and consists of coarse martensite and bainite. Because of the higher heat input and slower cooling rate, most phases of the CGHAZ are bainite with a few polygonal ferrite. In
Figure 10, the grain size in the FGHAZ is nearly 10 μm. The TPZ consists of some duplex microstructures and ferrite phases. The more the HAZ is away from the WM, the lower the decrease in the peak temperature and cooling rate of the thermal cycle, and the less carbide precipitate. The precipitated carbide is discontinuously distributed and becomes a tempered sorbite phase when it reaches the TPZ. In view of the post-weld heat treatment, it is not easy to find black and white striped phases of the TPZ in SMAW.
The total heat input of the SMAW with filler wire was greater than that of the LBW; the difference in microstructure resulted in different performances of their mechanical properties. The comparison results are shown in
Table 3.
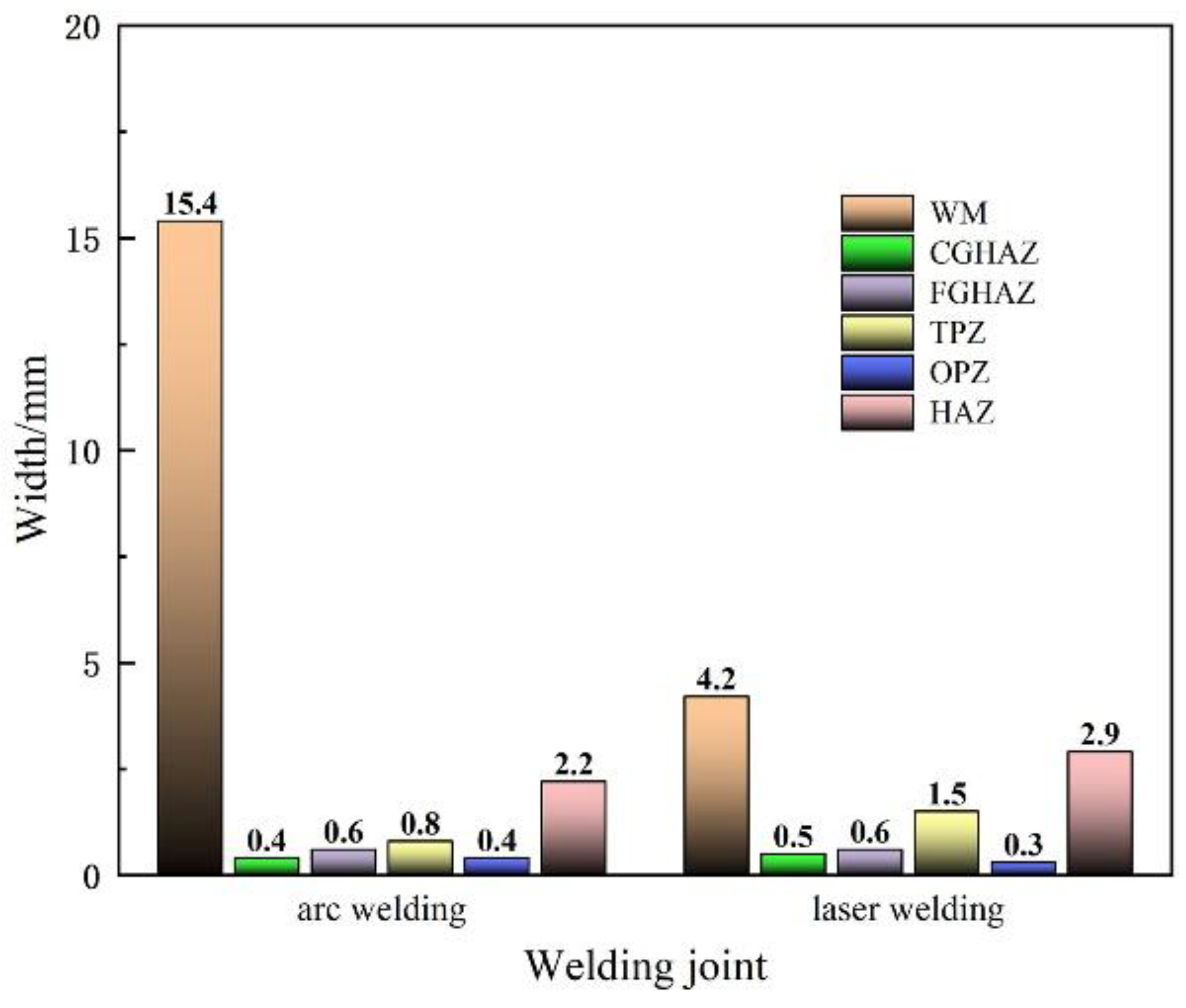
Meanwhile, the differences in microstructure can be described through the content of phases and the width of each zone in particular. In order to find the difference between each welding, the abovementioned average statistical method was used and the statistical results are shown in
Figure 11.
The results show that significant differences between two joints are as follows:
The joint weld by multi-layer multi-pass SMAW results in more complex microstructures and double-HAZ, which are composed of some black duplex phases, like those of the two-phase zone, and there are much more proeutectoid ferrite phases in the WM. The average bead widths of the LBW joint and the SMAW joint are 4.2 mm and 15.4 mm, respectively. The average bead width of the LBW is significantly smaller than that of the SMAW. The performance of mechanical properties in the WM is always poorest in the whole joint. The decrease in bead width in LBW is helpful in order to improve the performance of the whole welded joint.
There is minor difference in the width of the CGHAZ and the FGHAZ for the two joints. The difference is that there is more bainite phases in the CGHAZ and the FGHAZ in the SMAW joint, and several chained carbide particles along the grain boundary; the most probably reason for this is the larger heat input used.
The TPZ is not obvious and its width is 0.8 mm in the SMAW joint, while the width in the LBW joint can reach 1.5 mm, or even more than 2.5 mm, and the performance of the TPZ is slightly lower than that of the base metal. Therefore, the performance of the LBW joint could worsen due to its wider TPZ.
The width of the OTZ in the two joints are almost same and equal to 0.4 mm. The microstructure has no obvious change and it has improved to a degree because of the overheating treatment in the SMAW. However, it is not good for the performance of the OTZ to improve the LBW without any post-weld heat treatment.
3.3. Mechanical Properties
In
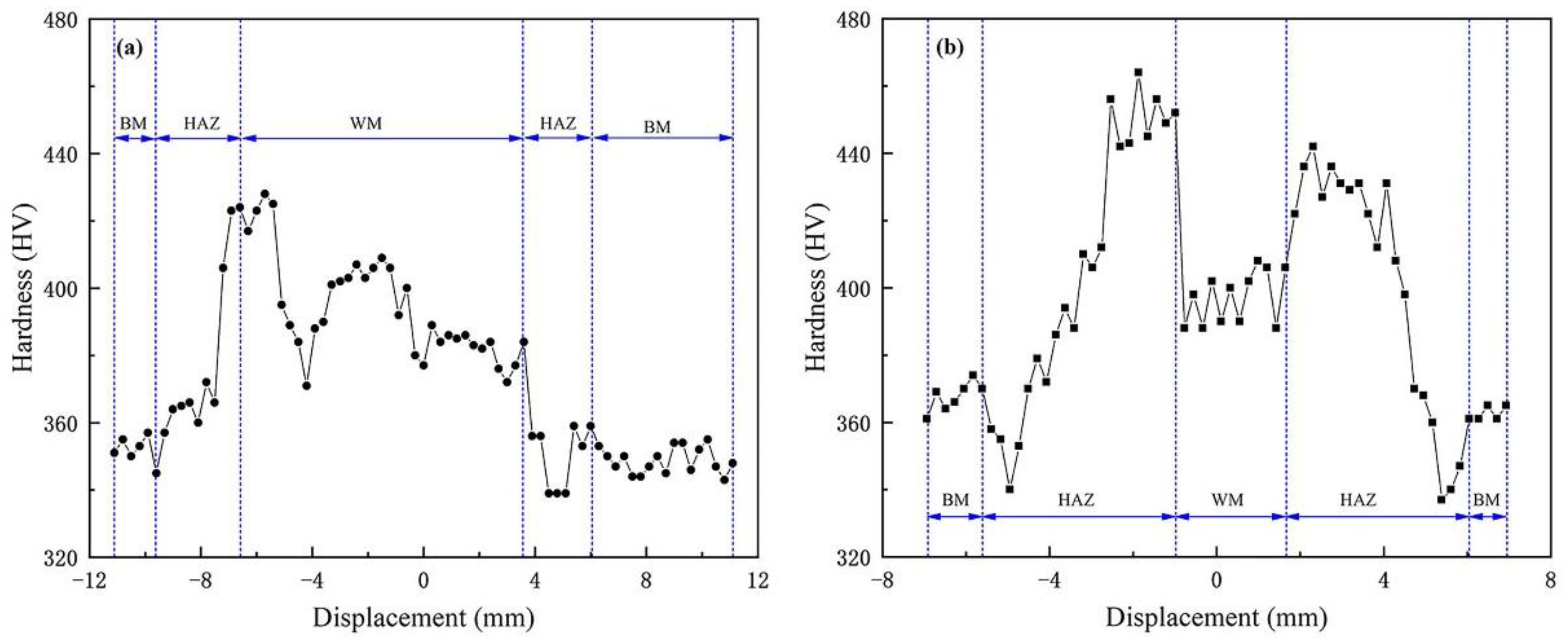
Figure 12a, the microhardness variations across the middle of the SMAW joint are presented. The hardness of the BM is about 360 HV
0.3, which is similar to that of the LBW, indicating that post-weld heat treatment had little effect on the hardness of the BM. Because of multi-layer and multi-pass welding, the transverse hardness fluctuation of the arc-welded joint is obvious. It can be seen that the whole hardness spot experienced four weld bead ups and downs, and each weld bead had some degree of hardening and softening, but due to the effect of post-weld heat treatment, the hardening and softening effect was not obvious. The highest hardness is 430 HV
0.3 in the HAZ between each pass, which is about 30 HV
0.3 lower than that of the LBW joint, which is the result of the post-weld heat treatment.
Figure 12b depicts the Vickers microhardness variations across the middle of the LBW joint. The hardness of the BM is about 360 HV
0.22, and the WM are formed by the remelting of the BM. Because the WM had not undergone any post-weld heat treatment, its hardness is higher than that of the BM, which is about 400 HV
0.22. There is a certain degree of softening in the OTZ; the lowest hardness is only 334 HV
0.22, and the width of the whole softening zone is about 1.2 mm.
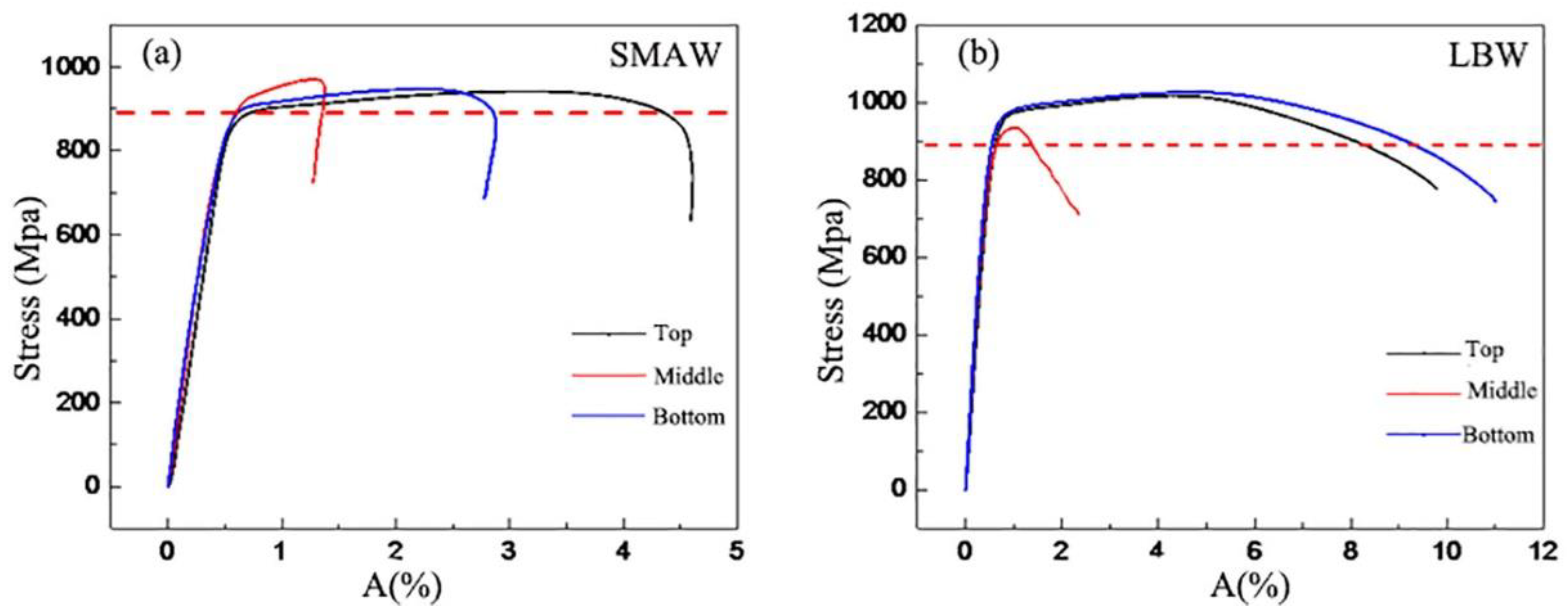
The stress–strain curves for the LBW and SMAW joints are shown in
Figure 13, and the average values of the tensile tests for the LBW and SMAW joints are summarized in
Table 4. The average yield strength
Rp0.2, the average ultimate tensile strength
Rm, and the average elongation
A of LBW joints are 898 MPa, 973.5 MPa, and 10%, respectively. Compared to those of the LBW joints, the decline in the average yield strength (896 MPa) and the average ultimate tensile strength (951 MPa) in the SMAW joints is not glaring, except that the average elongation (2.9%) dramatically decreases. It could be that increasingly more weld microstructures are involved in the tensile behavior from the root of the weld to the top of the SMAW joint, resulting in a smaller elongation of the tensile coupon. In
Table 4, it can be found that the fracture of most of specimens occurred in the BM for the LBW and SMAW joints; only one fracture occurred in the WM of LBW joint due to weld defects.
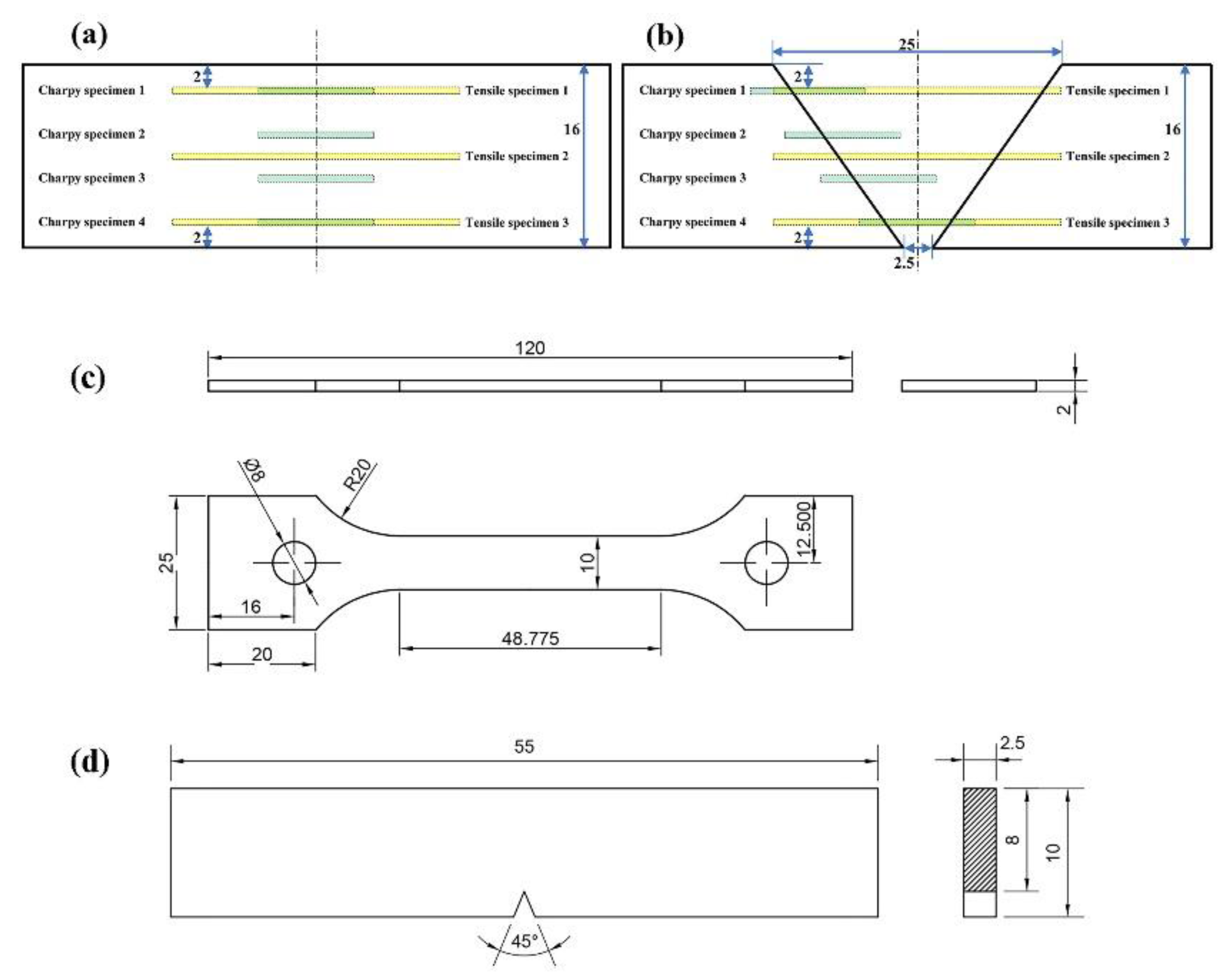
Table 5 depicts results of the impact tests at −40 °C, showing that the Charpy impact energy of the WM (16.4 J) is less than the HAZ (18.5 J) samples employed in the LBW joints. Additionally, the Charpy impact energy of the WM (15.1 J) is significantly less than the HAZ (19.5 J) for all SMAW samples. The Charpy impact energy of the WM for the SMAW samples is lower than that of the LBW samples. The presented post-weld heat treatment in the SMAW process could influence part of the HAZ and improve HAZ toughness. Because of this, the Charpy impact energy of the HAZ for the SMAW samples is a little higher than that of the LBW samples.
Additionally, the prescribed table values came from the unstandardized impact specimens (2.5 × 10 × 55 mm) compared to ISO standard samples (10 × 10 × 55 mm); an equivalent Charpy impact energy value is equal to the presented value multiplies 2 or 4 [
27]. Therefore, even though the minimum value of the WM for the SMAW sample is equivalent to 26.92 J, it meets the requirement for the Charpy impact energy value (27 J).
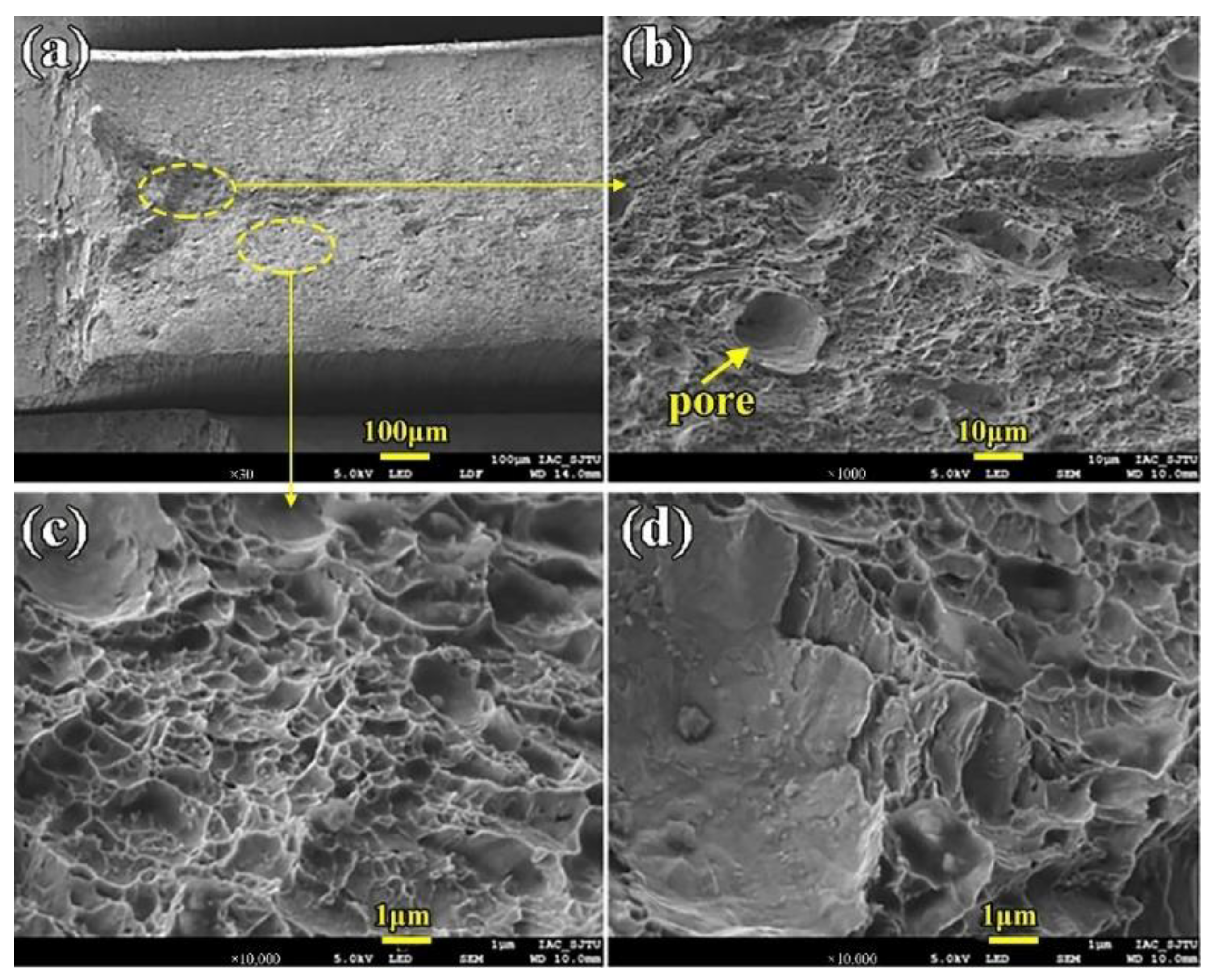
Figure 14 shows the impact fracture photo of the WM of the LBW joint. From
Figure 14a, it can be seen that there is almost no fiber area, the fracture surface is relatively flat, and pits occasionally exist, showing brittle fracture characteristics.
Figure 14b is an enlarged view of the fracture fiber area. It can be seen that there are relatively few dimples and a pore with a size of 10 μm.
Figure 14c is the morphology of the fiber region at higher magnification, and dimples vary in size between 0.5–3 μm.
Figure 14d shows a high-magnification dimple photo in the radiative region, where the shear characteristics are more significant compared with
Figure 14c. On the whole, the fracture impact energy of the WM is low, with 11.50 J, and the mode of failure is brittle.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}