
Effect of Cu Alloying on Mechanical Properties of Medium-C Steel after Long-Time Tempering at 500 °C

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Heat Treatment
2.2. Mechanical Properties
2.3. Microstructure Characterization
3. Results
3.1. Mechanical Properties
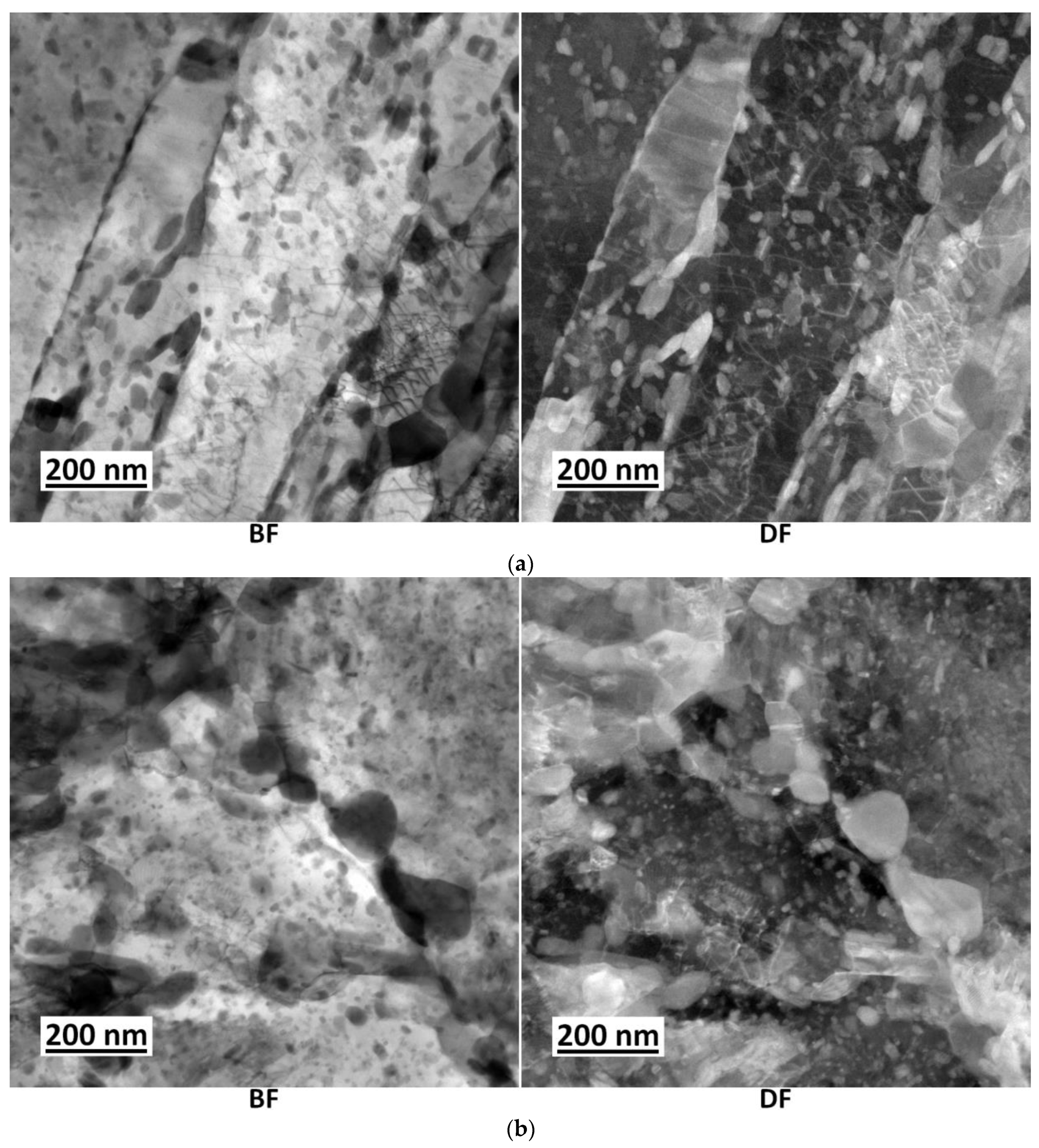
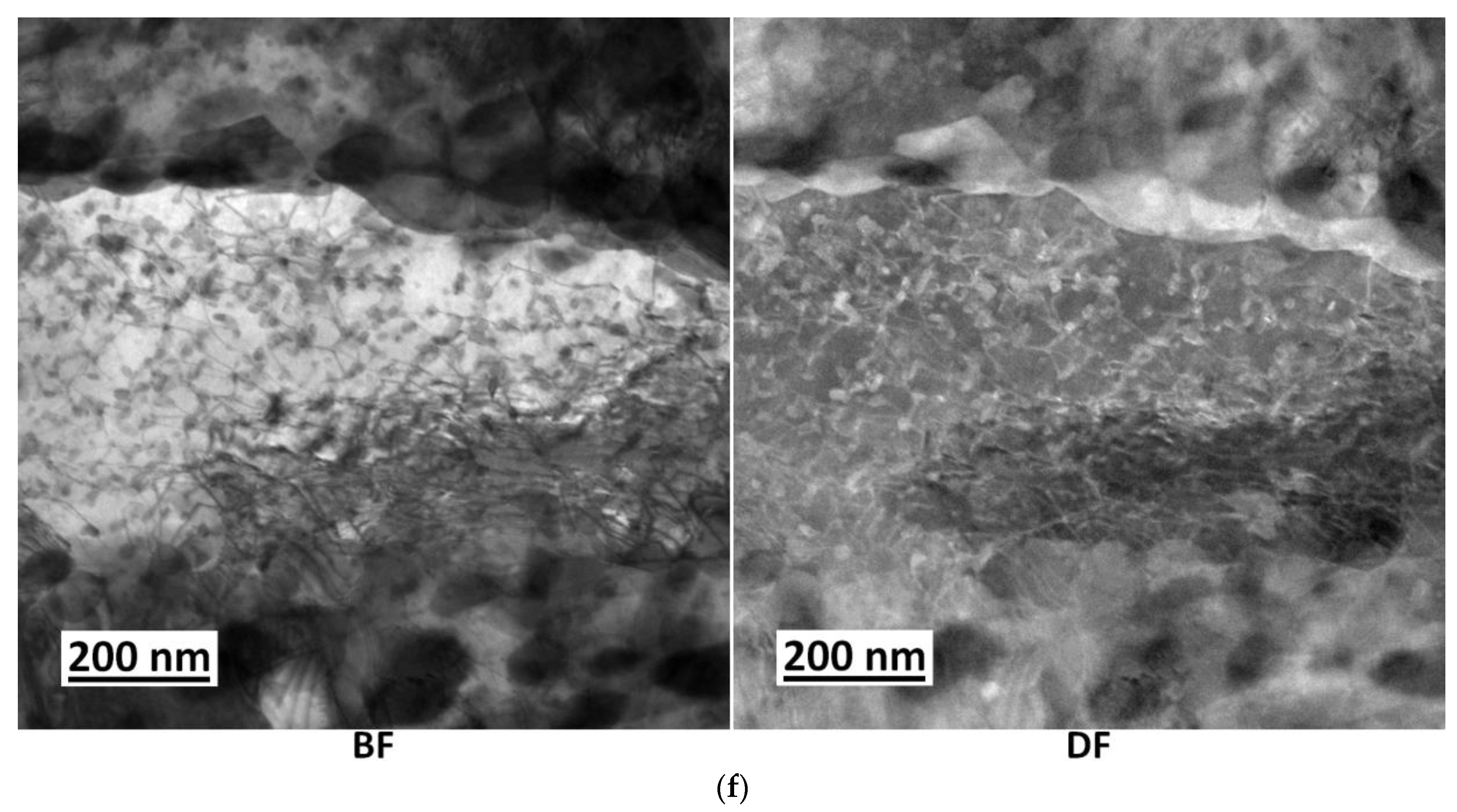
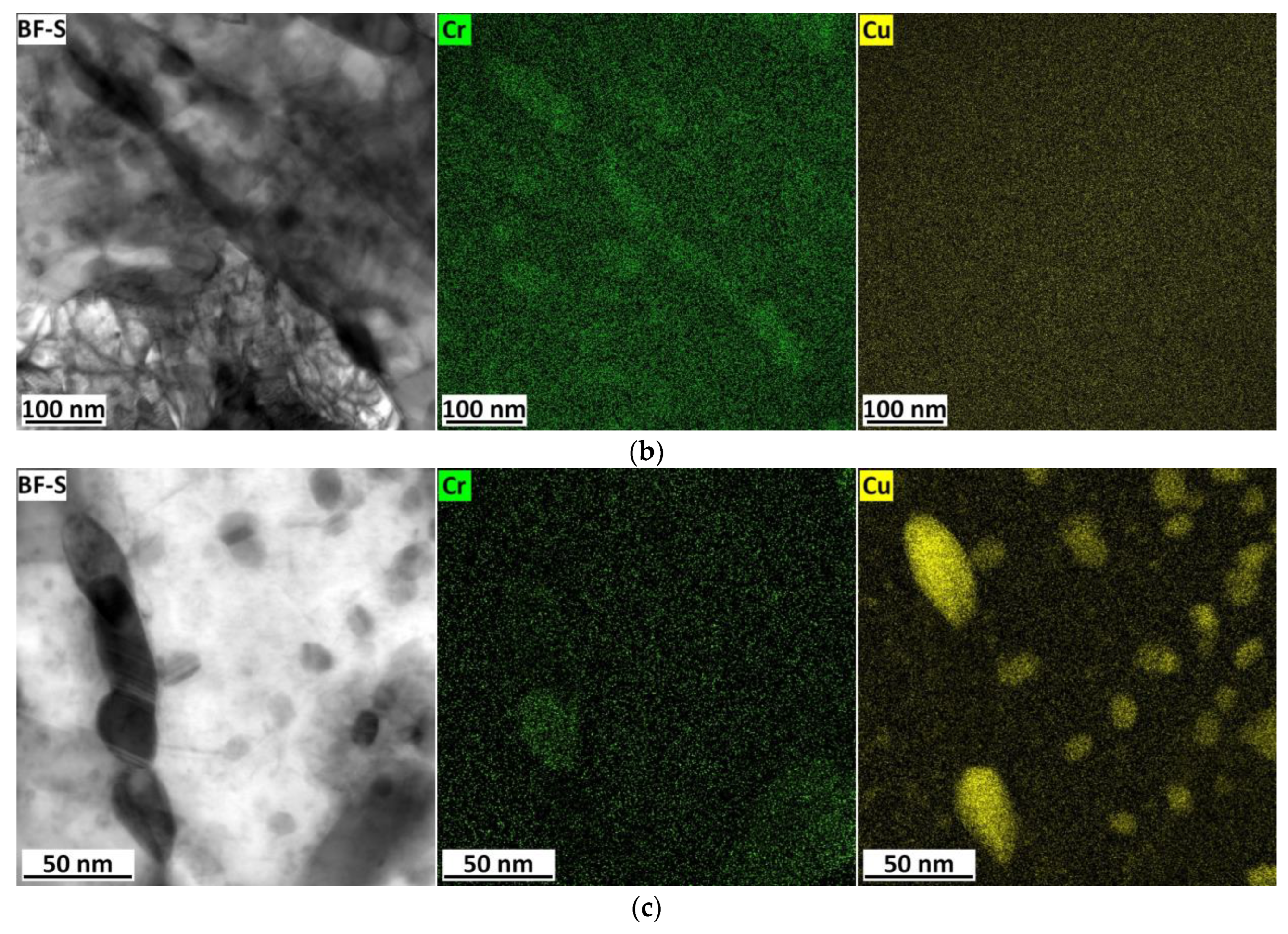
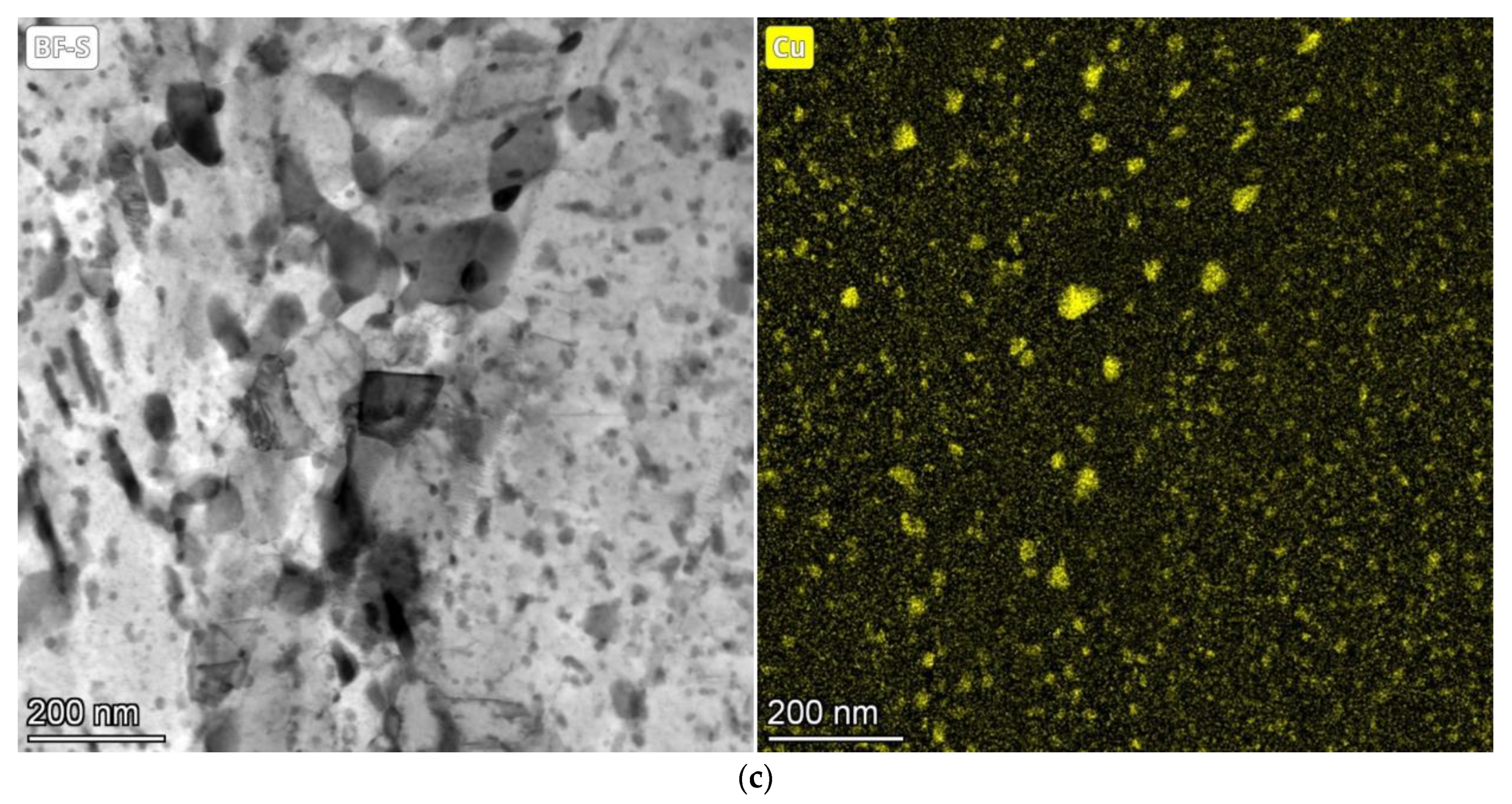
3.2. Microstructure Characterization
4. Discussion
5. Conclusions
- Copper alloying of medium-C steel increases the yield strength and ultimate tensile strength of the steel after tempering at 500 °C. The negative effect of Cu in steel is manifested by a deterioration in ductility and a reduction of area. The impact test also demonstrated a significant decrease in impact toughness.
- Determination of the precipitation strengthening contribution is difficult due to the mixture of precipitates formed in the microstructure, including Cu precipitates but also cementite and other carbides. Therefore, the precipitation strengthening contribution was determined by subtracting the individual strengthening contributions such as lattice friction, solid solution, grain boundary, and dislocation strengthening from the value of yield strength evaluated by the tensile test. The precipitation strengthening contribution of Cu precipitates was determined as the difference in precipitation strengthening of the 1.5 Cu steel and Cu-free steel. Strengthening of approximately 15 MPa represents the precipitation strengthening from Cu-precipitates for tempering times of 6 and 12 h. A precipitation strengthening from Cu precipitates of 45 MPa was determined for tempering times of 24 h and 48 h.
- Overall, higher yield strengths of 35 MPa, 54 MPa, 70 MPa, and 73 MPa were measured for 1.5 Cu steel for tempering times of 6 h, 12 h, 24 h and 48 h. The increase in yield strength for steels with medium-C contents is not nearly as effective as for steels with low contents of carbon and other alloying elements or almost pure iron, where a yield strength of 200–300 MPa higher was found for Cu-alloyed steels compared to Cu-free steels.
- Cu precipitates grow the most during tempering up to 24 h and reach an average size of 13.4 nm. During longer tempering times, only Cu precipitates grow at preferential locations of occurrence, and the density of copper precipitates decreases.
- Copper precipitates retard the decrease in dislocation density; however, an effect on grain size was not found.
- Martensite deformation could induce Cu precipitation strengthening at lower tempering temperatures and shorter tempering times. A long-time tempering at 500 °C accompanied by a drastic decrease in the strength of steels could be omitted from the heat treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Primig, S.; Leitner, H. Separation of overlapping retained austenite decomposition and cementite precipitation reactions during tempering of martensitic steel by means of thermal analysis. Thermochim. Acta 2011, 526, 111–117. [Google Scholar] [CrossRef]
- Teramoto, S.; Imura, M.; Masuda, Y.; Ishida, T.; Ohnuma, M.; Neishi, Y.; Suzuki, T. Influence of Iron Carbide on Mechanical Properties in High Silicon-added Medium-carbon Martensitic Steels. ISIJ Int. 2020, 60, 182–189. [Google Scholar] [CrossRef] [Green Version]
- Mola, J.; Luan, G.; Brochnow, D.; Volkova, O.; Wu, J. Tempering of Martensite and Subsequent Redistribution of Cr, Mn, Ni, Mo, and Si Between Cementite and Martensite Studied by Magnetic Measurements. Metall. Mater. Trans. A 2017, 48, 5805–5812. [Google Scholar] [CrossRef]
- Ardehali Barani, A.; Ponge, D.; Raabe, D. Refinement of grain boundary carbides in a Si–Cr spring steel by thermomechanical treatment. Mater. Sci. Eng. A 2006, 426, 194–201. [Google Scholar] [CrossRef]
- Barani, A.A.; Ponge, D. Optimized Thermomechanical Treatment for Strong and Ductile Martensitic Steels. Proc. Mater. Sci. Forum 2007, 539–543, 4526–4531. [Google Scholar] [CrossRef]
- Nam, W.-J.; Choi, H.-C. Effects of silicon, nickel, and vanadium on impact toughness in spring steels. Mater. Sci. Technol. 1997, 13, 568–574. [Google Scholar] [CrossRef]
- Takahashi, J.; Kawakami, K.; Kobayashi, Y. Consideration of particle-strengthening mechanism of copper-precipitation-strengthened steels by atom probe tomography analysis. Mater. Sci. Eng. A 2012, 535, 144–152. [Google Scholar] [CrossRef]
- Dlouhy, J.; Podany, P.; Džugan, J. Influence of Martensite Deformation on Cu Precipitation Strengthening. Metals 2020, 10, 282. [Google Scholar] [CrossRef] [Green Version]
- Dlouhy, J.; Podany, P.; Dzugan, J. Strengthening from Cu Addition in 0.2C-(1-2)Mn Steels during Tempering. Materials 2019, 12, 247. [Google Scholar] [CrossRef] [Green Version]
- Takaki, S.; Fujioka, M.; Aihara, S.; Nagataki, Y.; Yamashita, T.; Sano, N.; Adachi, Y.; Nomura, M.; Yaguchi, H. Effect of Copper on Tensile Properties and Grain-Refinement of Steel and its Relation to Precipitation Behavior. Mater. Trans. 2004, 45, 2239–2244. [Google Scholar] [CrossRef] [Green Version]
- Misra, R.D.K.; Jia, Z.; O’Malley, R.; Jansto, S.J. Precipitation behavior during thin slab thermomechanical processing and isothermal aging of copper-bearing niobium-microalloyed high strength structural steels: The effect on mechanical properties. Mater. Sci. Eng. A 2011, 528, 8772–8780. [Google Scholar] [CrossRef]
- Rana, R.; Bleck, W.; Singh, S.B.; Mohanty, O.N. Development of high strength interstitial free steel by copper precipitation hardening. Mater. Lett. 2007, 61, 2919–2922. [Google Scholar] [CrossRef]
- Salvetr, P.; Gokhman, A.; Nový, Z.; Motyčka, P.; Kotous, J. Effect of 1.5 wt% Copper Addition and Various Contents of Silicon on Mechanical Properties of 1.7102 Medium Carbon Steel. Materials 2021, 14, 5244. [Google Scholar] [CrossRef]
- Jung, J.-G.; Jung, M.; Lee, S.-M.; Shin, E.; Shin, H.-C.; Lee, Y.-K. Cu precipitation kinetics during martensite tempering in a medium C steel. J. Alloys Compd. 2013, 553, 299–307. [Google Scholar] [CrossRef]
- Jung, J.-G.; Jung, M.; Kang, S.; Lee, Y.-K. Precipitation behaviors of carbides and Cu during continuous heating for tempering in Cu-bearing medium C martensitic steel. J. Mater. Sci. 2014, 49, 2204–2212. [Google Scholar] [CrossRef]
- Ma, J.; Song, Y.; Jiang, H.; Rong, L. Effect of Cu on the Microstructure and Mechanical Properties of a Low-Carbon Martensitic Stainless Steel. Materials 2022, 15, 8849. [Google Scholar] [CrossRef]
- Wang, J.; Li, C.; Di, X.; Wang, D. Effect of Cu Content on Microstructure and Mechanical Properties for High-Strength Deposited Metals Strengthened by Nano-Precipitation. Metals 2022, 12, 1360. [Google Scholar] [CrossRef]
- Gokhman, A.; Nový, Z.; Salvetr, P.; Ryukhtin, V.; Strunz, P.; Motyčka, P.; Zmeko, J.; Kotous, J. Effects of Silicon, Chromium, and Copper on Kinetic Parameters of Precipitation during Tempering of Medium Carbon Steels. Materials 2021, 14, 1445. [Google Scholar] [CrossRef] [PubMed]
- Sun, M.; Zhang, W.; Liu, Z.; Wang, G. Direct observations on the crystal structure evolution of nano Cu-precipitates in an extremely low carbon steel. Mater. Lett. 2017, 187, 49–52. [Google Scholar] [CrossRef]
- Syarif, J.; Nakashima, K.; Tsuchiyama, T.; Takaki, S. Effect of Solute Copper on Yield Strength in Dislocation-strengthened Steels. ISIJ Int. 2007, 47, 340–345. [Google Scholar] [CrossRef] [Green Version]
- Dhua, S.K.; Mukerjee, D.; Sarma, D.S. Influence of tempering on the microstructure and mechanical properties of HSLA-100 steel plates. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2001, 32, 2259–2270. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef] [Green Version]
- Shintani, T.; Murata, Y. Evaluation of the dislocation density and dislocation character in cold rolled Type 304 steel determined by profile analysis of X-ray diffraction. Acta Mater. 2011, 59, 4314–4322. [Google Scholar] [CrossRef]
- Kim, B.; Boucard, E.; Sourmail, T.; San Martín, D.; Gey, N.; Rivera-Díaz-del-Castillo, P.E.J. The influence of silicon in tempered martensite: Understanding the microstructure–properties relationship in 0.5–0.6wt.% C steels. Acta Mater. 2014, 68, 169–178. [Google Scholar] [CrossRef]
- Ikeda, S.; Sakai, T.; Fine, M.E. Fatigue behaviour of precipitation-hardening medium C steels containing Cu. J. Mater. Sci. 1977, 12, 675–683. [Google Scholar] [CrossRef]
- Sun, C.; Fu, P.; Liu, H.; Liu, H.; Du, N.; Cao, Y. The Effect of Lath Martensite Microstructures on the Strength of Medium-Carbon Low-Alloy Steel. Crystals 2020, 10, 232. [Google Scholar] [CrossRef] [Green Version]
- Halfa, H. Recent Trends in Producing Ultrafine Grained Steels. J. Miner. Mater. Charact. Eng. 2014, 2, 428–469. [Google Scholar] [CrossRef]
- Shibata, A.; Nagoshi, T.; Sone, M.; Morito, S.; Higo, Y. Evaluation of the block boundary and sub-block boundary strengths of ferrous lath martensite using a micro-bending test. Mater. Sci. Eng. A 2010, 527, 7538–7544. [Google Scholar] [CrossRef]
- Wang, J.-S.; Mulholland, M.D.; Olson, G.B.; Seidman, D.N. Prediction of the yield strength of a secondary-hardening steel. Acta Mater. 2013, 61, 4939–4952. [Google Scholar] [CrossRef]
- Huang, M.; Rivera-Díaz-del-Castillo, P.E.J.; Bouaziz, O.; van der Zwaag, S. Modelling strength and ductility of ultrafine grained BCC and FCC alloys using irreversible thermodynamics. Mater. Sci. Technol. 2009, 25, 833–839. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. The isotropic shear modulus of multicomponent Fe-base solid solutions. Acta Mater. 2002, 50, 2655–2675. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|
| 1.5 Cu | 0.54 | 1.50 | 0.74 | 0.76 | 0.074 | 1.51 | Bal. |
| 0 Cu | 0.55 | 1.51 | 0.71 | 0.79 | 0.108 | 0.04 |
| Properties | Sample | Tempering Time (h) | |||
|---|---|---|---|---|---|
| 6 | 12 | 24 | 48 | ||
| Rp0.2 | 0 Cu | 1248 ± 25.0 | 1211 ± 9.3 | 1147 ± 3.4 | 1119 ± 5.6 |
| 1.5 Cu | 1283 ± 4.7 | 1255 ± 4.8 | 1217 ± 18.3 | 1192 ± 10.9 | |
| Rm | 0 Cu | 1388 ± 10.8 | 1352 ± 9.7 | 1294 ± 5.7 | 1271 ± 7.6 |
| 1.5 Cu | 1441 ± 4.7 | 1407 ± 5.4 | 1364 ± 10.1 | 1329 ± 7.7 | |
| A5 | 0 Cu | 13 ± 0.5 | 13 ± 0.8 | 13 ± 0.2 | 12 ± 0.1 |
| 1.5 Cu | 12 ± 1.2 | 11 ± 0.3 | 11 ± 0.3 | 12 ± 0.7 | |
| Z | 0 Cu | 39 ± 1.6 | 40 ± 2.1 | 43 ± 0.8 | 42 ± 0.7 |
| 1.5 Cu | 29 ± 4.8 | 28 ± 2.6 | 34 ± 1.6 | 36 ± 4.1 | |
| Hardness (HV 10) | 0 Cu | 416 ± 2.1 | 400 ± 3.9 | 396 ± 2.6 | 388 ± 2.4 |
| 1.5 Cu | 450 ± 1.8 | 438 ± 2.0 | 425 ± 2.4 | 418 ± 3.2 | |
| KCV (J/cm2) | 0 Cu | 29 ± 0.3 | 27 ± 0.9 | 28 ± 0.5 | 29 ± 0.4 |
| 1.5 Cu | 17 ± 0.7 | 19 ± 0.9 | 18 ± 1.1 | 19 ± 0.6 | |
| Sample | Cu precipitate Size (Diameter in nm) | Standard Deviation (in nm) |
|---|---|---|
| 1.5 Cu—500 °C—12 h | 8.3 | 2.5 |
| 1.5 Cu—500 °C—24 h | 13.6 | 2.6 |
| 1.5 Cu—500 °C—48 h | 13.9 | 3.6 |
| Element | Cr | Si | Ni | Mn | Cu |
|---|---|---|---|---|---|
| Equilibrium chemical composition of ferrite (wt.%) | 0.07 | 1.66 | 0.08 | 0.21 | 0.06 * |
| Steel | Tempering Time (h) | Strengthening Contributions (MPa) | |||||
|---|---|---|---|---|---|---|---|
| σ0 | σSS | σg | σd | σp | σp-Cu | ||
| 0 Cu | 6 | 85 | 152 | 329 | 111 | 571 | - |
| 12 | 85 | 152 | 316 | 90 | 558 | - | |
| 24 | 85 | 152 | 305 | 81 | 524 | - | |
| 48 | 85 | 152 | 286 | 80 | 516 | - | |
| 1.5 Cu | 6 | 85 | 152 | 335 | 125 | 586 | 15 |
| 12 | 85 | 152 | 329 | 121 | 568 | 11 | |
| 24 | 85 | 152 | 292 | 116 | 573 | 49 | |
| 48 | 85 | 152 | 289 | 105 | 560 | 44 | |
| Tempering Time (h) | 12 | 24 | 48 |
| Vf of Cu precipitates (%) | 0.0031 | 1.37 | 1.15 |
| Equilibrium Vf of Cu precipitates | 1.45 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salvetr, P.; Gokhman, A.; Svoboda, M.; Donik, Č.; Podstranská, I.; Kotous, J.; Nový, Z. Effect of Cu Alloying on Mechanical Properties of Medium-C Steel after Long-Time Tempering at 500 °C. Materials 2023, 16, 2390. https://doi.org/10.3390/ma16062390
Salvetr P, Gokhman A, Svoboda M, Donik Č, Podstranská I, Kotous J, Nový Z. Effect of Cu Alloying on Mechanical Properties of Medium-C Steel after Long-Time Tempering at 500 °C. Materials. 2023; 16(6):2390. https://doi.org/10.3390/ma16062390
Chicago/Turabian StyleSalvetr, Pavel, Aleksandr Gokhman, Milan Svoboda, Črtomir Donik, Ivana Podstranská, Jakub Kotous, and Zbyšek Nový. 2023. "Effect of Cu Alloying on Mechanical Properties of Medium-C Steel after Long-Time Tempering at 500 °C" Materials 16, no. 6: 2390. https://doi.org/10.3390/ma16062390
APA StyleSalvetr, P., Gokhman, A., Svoboda, M., Donik, Č., Podstranská, I., Kotous, J., & Nový, Z. (2023). Effect of Cu Alloying on Mechanical Properties of Medium-C Steel after Long-Time Tempering at 500 °C. Materials, 16(6), 2390. https://doi.org/10.3390/ma16062390