
Resistance to Abrasive Wear with Regards to Mechanical Properties Using Low-Alloy Cast Steels Examined with the Use of a Dry Sand/Rubber Wheel Tester



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
3.1. Microstructure
3.1.1. Melt No. 1
3.1.2. Melt No. 2
3.1.3. Melt No. 3
3.1.4. Melt No. 4
3.1.5. Melt No. 5
3.1.6. Melt No. 6
3.1.7. Melt No. 7
3.1.8. Melt No. 8
3.2. Tensile Test
3.3. Dry Sand/Rubber Wheel Test
3.4. Wear Surface
3.4.1. Melt No. 1
3.4.2. Melt No. 3
4. Discussion
5. Conclusions
- Ingots No. 1 and 2 were characterized by low hardenability, and, therefore, after tempering at lower temperatures, their structures were composed of ferrite, Widmanstätten ferrite, troostite and quenching sorbite. The hardness of the ingots was 400 HBW and 511 HBW, respectively. Ingots No. 3 to 8 had structures typical for tempering at the used temperature range. After tempering at lower temperatures, their microstructures were composed of carbon-supersaturated ferrite with precipitates of fine-dispersive carbides. Ingot No. 6 showed the highest hardness equal to 558 HBW. After tempering at higher temperatures, the precipitated carbides grew and then coagulated. Due to the presence of alloying elements, processes such as the recrystallization of ferrite were shifted towards higher tempering temperatures.
- After tempering at the 200 °C, several alloys (melts No. 5, 6, 7) had yield point values close to or even higher (melt No. 3) than 1500 MPa. The lowest yield point value was obtained for melt No. 1 (802 MPa), with the subsequent value being recorded for melt No. 2 (1090 MPa). The largest value of percentage elongation after fracture was found for melt No. 1 (9.2%) and, in this sequence, for melts No. 3, 5, 8 and 2 (from 7.0% to 8.0%). The smallest value was recorded for melt No. 7 (4.1%). The largest values of the percentage reduction of area after fracture were obtained for melts No. 1 (11.0%) and No. 8 (7.2%), and the lowest value was obtained for melt No. 5 (2.8%).
- After tempering at 400 °C, the highest yield point values were obtained for melts No. 3 (1303 MPa), No. 5 (1339 MPa) and No. 6 (1325 MPa), with the lowest values being obtained for melts No. 1 (637 MPa) and No. 2 (803 MPa). The largest value of percentage elongation after fracture was found for melts No. 1 (21.1%) and No. 2 (16.8%). In the case of the other alloys, the values did not exceed 7.5%.
- After tempering at 600 °C, the yield point value exceeded 1000 MPa for melts No. 5 (1012 MPa) and 6 (1023 MPs) only. For the other melts, the yield point values were between 814 and 919 MPa. The largest values of percentage elongation after fracture were found for melts No. 1 and 2 (21.7 and 24.1%). The value for melt No. 3 was 18.4%. The values for the other melts were similar, ranging between 11.1% and 14.1%.
- After tempering at 400 °C and 600 °C, the Z values for melts No. 1 and 2 were much higher (respectively, 27.9 and 22.8% at 400 °C; 30.0 and 26.0% at 600 °C) than for the other melts (respectively, from 4.5 to 8.1% at 400 °C and from 13.2 to 18.6% at 600 °C).
- After tempering at 200 °C and 400 °C, the lowest abrasion resistance was found for ingot No. 1, and the highest abrasion resistance for ingot No. 5 (with the addition of chromium, vanadium and boron). After tempering at 600 °C, the lowest abrasion resistance was again recorded for ingot No. 1, but the highest abrasion resistance was noticed for ingot No. 3 (with additions of chromium and boron).
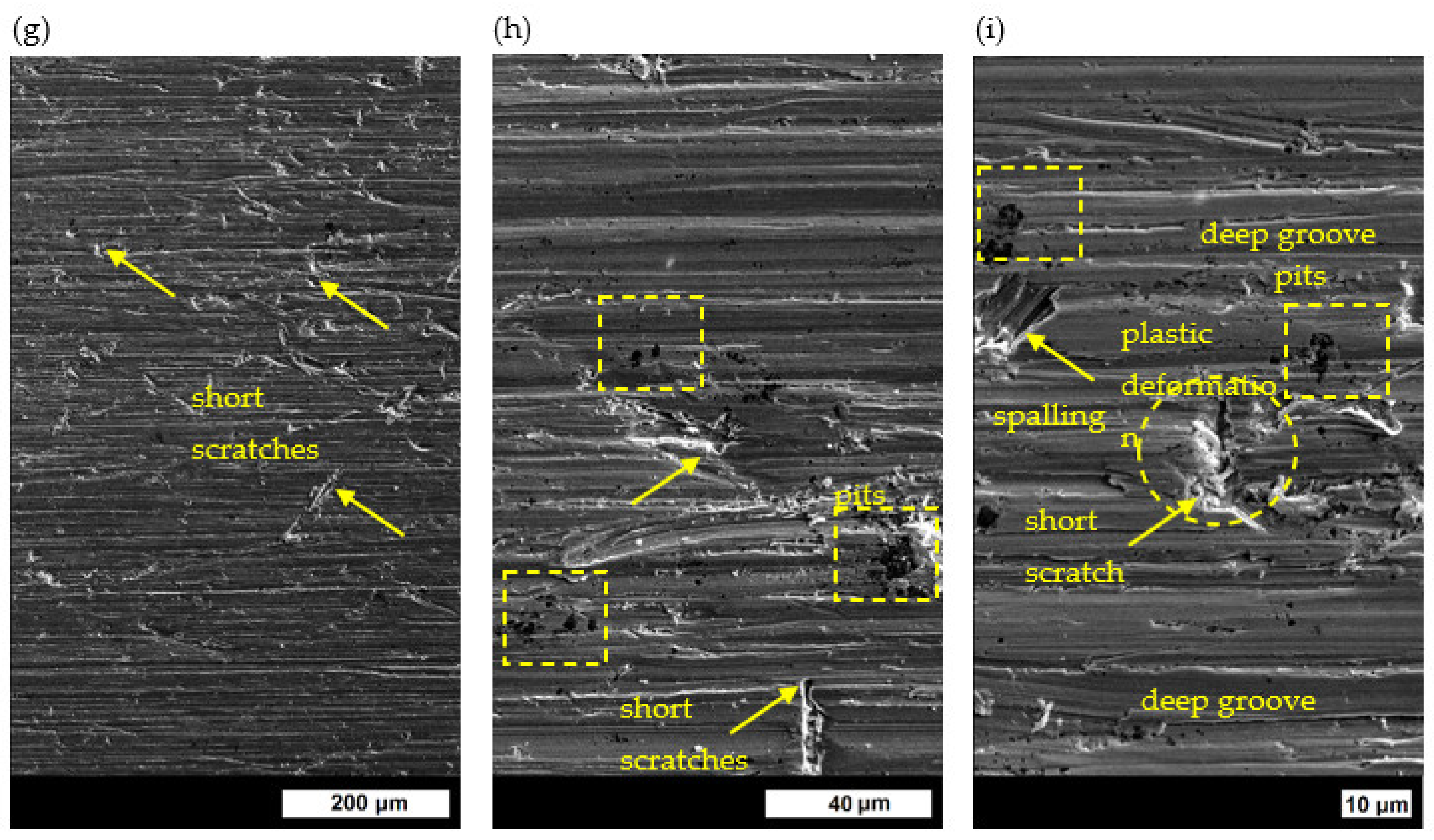
- After tempering at lower temperatures, the dominating mechanism of abrasive wear was microcutting, which was followed by microplowing with an accompanying plastic deformation. For higher tempering temperatures, the intensity of microplowing with plastic deformation was also higher, and the topography of the abraded surface was more developed. There were more pits and short scratches oriented at various angles to the direction of loose abrasive movement over the specimens’ surfaces. In the ingots characterized by lower hardness, short scratches mainly appeared in the places of ferrite precipitation—along the boundaries of the former austenite. In the other ingots, short scratches were arranged randomly. In general, it can be assumed that a more intensive abrasion process occurs when there is a more developed topography.
- The obtained correlation coefficient between abrasion resistance (expressed by the index Kb) and hardness was equal to almost 0.98. A similarly strong correlation was obtained between abrasion resistance and yield point, where the correlation coefficient was almost 0.90. When considering each ingot separately, the highest correlation coefficients in the case of hardness (of over 0.99) were obtained for ingots No. 1 and 4. The weakest, but still very high, correlation between abrasion resistance and hardness (correlation coefficients of 0.94) was found for ingot No. 8. In the case of the yield point values, the strongest correlations were found for alloys No. 1, 2 and 8 (equal to 0.96, 0.99 and 0.97, respectively), and the weakest correlations for alloys No. 5 and 6 (0.77 and 0.81, respectively).
- Considering each heat treatment state separately, the strongest correlation between the hardness values and abrasion resistance was found for the ingots tempered at 200 °C (correlation coefficients of 0.99). This effect was the smallest after tempering at 600 °C, but the correlation coefficient was still high and exceeded 0.90. The correlation between the yield point values and abrasion resistance was similar for all the applied tempering temperatures, with the correlation coefficient being about 0.97. Thus, it can be stated that the abrasion resistance of the analyzed alloys was more strongly affected by significant changes in the morphology of the microstructures (caused by heat treatment) than by more subtle differences in the morphology, which resulted from different chemical compositions.
- No significant correlations were found between the parameters that determine the ductility of the materials (i.e., elongation and the reduction of the area after fracture) and abrasion resistance expressed by the index Kb.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Renner, P.; Jha, S.; Chen, Y.; Raut, A.; Mehta, S.G.; Liang, H. A Review on Corrosion and Wear of Additively Manufactured Alloys. J. Tribol. 2021, 143, 050802. [Google Scholar] [CrossRef]
- Ligier, K.; Zemlik, M.; Lemecha, M.; Napiórkowski, J. Analysis of Wear Properties of Hardox Steels in Different Soil Conditions. Materials 2022, 15, 7622. [Google Scholar] [CrossRef] [PubMed]
- Ojala, N.; Valtonen, K.; Heino, V.; Kallio, M.; Aaltonen, J.; Siitonen, P.; Kuokkala, V.-T. Effects of composition and microstructure on the abrasive wear performance of quenched wear resistant steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- Yan, X.; Hu, J.; Zhang, X.; Xu, W. Macroscopic and nanoscale investigation of the enhanced wear properties of medium-Mn steel processed via room-temperature quenching and partitioning. Wear 2023, 204711. [Google Scholar] [CrossRef]
- Szala, M.; Szafran, M.; Matijošius, J.; Drozd, K. Abrasive Wear Mechanisms of S235JR, S355J2, C45, AISI 304, and Hardox 500 Steels Tested Using Garnet, Corundum and Carborundum Abrasives. Adv. Sci. Technol. Res. J. 2023, 17, 147–160. [Google Scholar] [CrossRef]
- Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel. Appl. Sci. 2019, 9, 4231. [Google Scholar] [CrossRef]
- Stradomski, Z. Microstructure in Wear Problems of Wear-Resistant Cast Steels; Publishing House of the Czestochowa University of Technology: Częstochowa, Poland, 2010. (In Polish) [Google Scholar]
- Wang, Y.; Lei, T. Wear behavior of steel 1080 with different microstructures during dry sliding. Wear 1996, 194, 44–53. [Google Scholar] [CrossRef]
- Sundström, A.; Rendón, J.; Olsson, M. Wear behaviour of some low alloyed steels under combined impact/abrasion contact conditions. Wear 2001, 250, 744–754. [Google Scholar] [CrossRef]
- Clayton, P.; Jin, N. Unlubricated sliding and rolling/sliding wear behavior of continuously cooled, low/medium carbon bainitic steels. Wear 1996, 200, 74–82. [Google Scholar] [CrossRef]
- Jin, N.; Clayton, P. Effect of microstructure on rolling/sliding wear of low carbon bainitic steels. Wear 1997, 202, 202–207. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z.; Hou, J.; Thrush, S.J.; Barber, G.C.; Zou, Q.; Yang, H.; Qiu, F. Tribological behavior of heat treated AISI 6150 steel. J. Mater. Res. Technol. 2020, 9, 12293–12307. [Google Scholar] [CrossRef]
- Shariff, S.M.; Pal, T.K.; Padmanabham, G.; Joshi, S.V. Comparative Study on Dry Sliding Wear Behavior of Various Railroad Steels. J. Tribol. 2011, 133, 021602. [Google Scholar] [CrossRef]
- Jha, A.; Prasad, B.; Modi, O.; Das, S.; Yegneswaran, A. Correlating microstructural features and mechanical properties with abrasion resistance of a high strength low alloy steel. Wear 2003, 254, 120–128. [Google Scholar] [CrossRef]
- Lawrowski, Z. Tribology. Friction, Wear and Lubrication; Publishing House of the Wrocław Univeristy of Science and Technology: Wrocław, Poland, 2009. (In Polish) [Google Scholar]
- Chattopadhyay, C.; Sangal, S.; Mondal, K.; Garg, A. Improved wear resistance of medium carbon microalloyed bainitic steels. Wear 2012, 289, 168–179. [Google Scholar] [CrossRef]
- Das Bakshi, S.; Shipway, P.; Bhadeshia, H. Three-body abrasive wear of fine pearlite, nanostructured bainite and martensite. Wear 2013, 308, 46–53. [Google Scholar] [CrossRef]
- Trevisiol, C.; Jourani, A.; Bouvier, S. Effect of microstructures with the same chemical composition and similar hardness levels on tribological behavior of a low alloy steel. Tribol. Int. 2018, 127, 389–403. [Google Scholar] [CrossRef]
- Lu, K.; Lu, L.; Suresh, S. Strengthening Materials by Engineering Coherent Internal Boundaries at the Nanoscale. Science 2009, 324, 349–352. [Google Scholar] [CrossRef]
- Białobrzeska, B. Effect of Alloying Additives and Microadditives on Hardenability Increase Caused by Action of Boron. Metals 2021, 11, 589. [Google Scholar] [CrossRef]
- Zemlik, M.; Napiórkowski, J. Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels. Materials 2022, 15, 5083. [Google Scholar] [CrossRef]
- Maitrepierre, P.; Thivellier, D.; Rofes-Vernis, J. Microstructure and Hardenability of Low-Alloy Boron-Containing Steel. In Hardenability Concepts with Application to Steels; Doane, V.D., Ed.; TMS-AIME: Warrendale, PA, USA, 1977; pp. 421–447. [Google Scholar]
- Geng, X.; Cheng, Z.; Wang, S.; Peng, C.; Ullah, A.; Wang, H.; Wu, G. A data-driven machine learning approach to predict the hardenability curve of boron steels and assist alloy design. J. Mater. Sci. 2022, 57, 10755–10768. [Google Scholar] [CrossRef]
- Kniaziuk, T.; Zisman, A. Abnormal effect of strain rate on dynamic recrystallization of austenite in medium carbon steel alloyed by boron. Lett. Mater. 2022, 12, 71–75. [Google Scholar] [CrossRef]
- Bai, J.; Jin, S.; Liang, C.; Li, X.; You, Z.; Zhao, Y.; Liu, L.; Sha, G. Microstructural origins for quench cracking of a boron steel: Boron distribution. Mater. Charact. 2022, 190, 112022. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, Y.L.; Zhang, L.; Wang, Q.; Zhao, Z.; Chen, D.X.; Jin, H.; Wang, Y.Y.; Zhang, J.W. Effect of boron on the microstructural evolution and wear resistance of high-hardness Fe-based alloy coatings prepared by laser cladding. Surf. Coatings Technol. 2023, 458, 129342. [Google Scholar] [CrossRef]
- Hou, Y.-H.; Xu, Z.-K.; Li, G.-Q. Effect of trace boron on corrosion resistance of rust layer of high-strength low-alloy steel in 3.5 wt.% NaCl solution. J. Iron Steel Res. Int. 2023, 1–11. [Google Scholar] [CrossRef]
- ISO 6506-1:2014; Metallic Materials—Brinell Hardness Test—Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2014.
- ISO 8486-2:2007; Bonded abrasives—Determination and Designation of Grain Size Distribution—Part 2: Microgrits F230 to F2000. International Organization for Standardization: Geneva, Switzerland, 2007.
- Bialobrzeska, B.; Kostencki, P. Abrasive wear characteristics of selected low-alloy boron steels as measured in both field experiments and laboratory tests. Wear 2015, 328–329, 149–159. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Konat, Ł. The Influence of the Chemical Composition on the Microstructural Changes and on the Resistance to Abrasion of Low-Alloy Casting Steels. Tribol. Trans. 2022, 65, 358–374. [Google Scholar] [CrossRef]
- Białobrzeska, B. The influence of boron on the resistance to abrasion of quenched low-alloy steels. Wear 2022, 500–501, 204345. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019.
- Adin, M.; Işcan, B. Optimization of process parameters of medium carbon steel joints joined by MIG welding using Taguchi method. Eur. Mech. Sci. 2022, 6, 17–26. [Google Scholar] [CrossRef]
- Korta, J.; Mlyniec, A.; Uhl, T. Experimental and numerical study on the effect of humidity-temperature cycling on structural multi-material adhesive joints. Compos. Part B Eng. 2015, 79, 621–630. [Google Scholar] [CrossRef]
- Adin, M.; Okumuş, M. Investigation of Microstructural and Mechanical Properties of Dissimilar Metal Weld between AISI 420 and AISI 1018 STEELS. Arab. J. Sci. Eng. 2021, 47, 8341–8350. [Google Scholar] [CrossRef]
- Modi, O.; Prasad, B.; Jha, A.; Dasgupta, R.; Yegneswaran, A. Low-Stress Abrasive Wear Behaviour of a 0.2% C Steel: Influence of Microstructure and Test Parameters. Tribol. Lett. 2003, 15, 249–255. [Google Scholar] [CrossRef]
- Xu, X.; Xu, W.; Ederveen, F.H.; van der Zwaag, S. Design of low hardness abrasion resistant steels. Wear 2013, 301, 89–93. [Google Scholar] [CrossRef]
- Gahr, K.-H. Wear by hard particles. Tribol. Int. 1998, 31, 587–596. [Google Scholar] [CrossRef]
- Sekhar, A.P.; Das, D. Two-Body Abrasive Wear Behavior and Its Correlation with Mechanical Properties of Aged AA6063 Alloy. J. Tribol. 2022, 144, 071703. [Google Scholar] [CrossRef]
- Kasar, A.K.; Watson, K.P.; D’souza, B.; Menezes, P.L. Role of B2O3 and CaO in Al2O3 matrix composite: In-situ phases, density, hardness and wear resistance. Tribol. Int. 2022, 172, 101704. [Google Scholar] [CrossRef]
- Mavi, A.; Kaplan, Y.; Aksoz, S. Effects of Aging and Deep Cryogenic Treatment on Wear Behavior of Al7075 Alloy. J. Tribol. 2021, 143, 121702. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Melt No. | C [wt%] | Mn [wt%] | Cr [wt%] | V [wt%] | Ti [wt%] | B [wt%] |
|---|---|---|---|---|---|---|
| 1 | 0.31 | 0.30 | 0.027 | 0.002 | 0.002 | 0.002 |
| 2 | 0.34 | 0.59 | 0.030 | 0.006 | 0.002 | – |
| 3 | 0.41 | 1.32 | 0.900 | 0.010 | 0.005 | 0.003 |
| 4 | 0.36 | 1.34 | 0.850 | 0.009 | 0.004 | – |
| 5 | 0.38 | 1.37 | 0.990 | 0.260 | 0.006 | 0.003 |
| 6 | 0.37 | 1.40 | 0.970 | 0.275 | 0.013 | – |
| 7 | 0.38 | 1.40 | 0.900 | 0.010 | 0.019 | 0.003 |
| 8 | 0.30 | 1.45 | 1.000 | 0.013 | 0.059 | – |
| Melt No. | as-Cast State [HBW] | as-Quenched State [HBW] | as-Quenched State and Tempered at 200 °C [HBW] | as-Quenched State and Tempered at 400 °C [HBW] | as-Quenched State and Tempered at 600 °C [HBW] |
|---|---|---|---|---|---|
| 1 | 142 | 445 | 400 | 317 | 205 |
| 2 | 168 | 589 | 511 | 380 | 226 |
| 3 | 272 | 609 | 557 | 473 | 309 |
| 4 | 262 | 615 | 538 | 465 | 298 |
| 5 | 324 | 652 | 557 | 478 | 330 |
| 6 | 308 | 593 | 558 | 471 | 349 |
| 7 | 264 | 638 | 551 | 459 | 287 |
| 8 | 252 | 557 | 512 | 467 | 276 |
| Melt No. | Tempering Temperature of 200 °C | Tempering Temperature of 400 °C | Tempering Temperature of 600 °C |
|---|---|---|---|
| 2 | On the wear surface, scratches arranged along the direction of loose abrasive movement were observed. Small scratches oriented at various angles were also visible. Their presence can be connected with the precipitations of Widmanstätten ferrite. In comparison to ingot No. 1, these scratches were fewer, and their surrounding material was plastically deformed. Deep groves also appeared, with chips coming from the torn off material on the edges. There were also some pits but in a smaller number than in ingot No. 1. | Small and relatively shallow scratches oriented at various angles, as well as spallings, were more numerous. Pits and plastically deformed material, mostly on the edges of large grooves, were also observed. On the edges of some grooves, chips and detachments of plastically deformed material were visible. | The number of small scratches and spallings, as well as deep grooves created by microplowing, was larger, which resulted in significant losses of the material. Therefore, such as in ingot No. 1, an increased tempering temperature resulted in a higher ductility of the material and, in consequence, the dominating mechanism of abrasive wear was changed from microcutting to microplowing. |
| 4 | Long scratches created by microcutting were mostly visible. In addition, pits, small scratches and spallings, which were created as a result of the action of abrasive particles hitting the surface at big angles, were observed. Plastic deformations were less intensive than those in ingot No. 3. | The number of short scratches with plastically deformed material around them was larger. Plastically deformed material was also visible at the edges of deep grooves. Therefore, apart from microcutting, the main wear mechanism was microplowing. | Plastic deformations were even more intensive. A large number of short scratches also appeared on the surface, such as in ingot No. 3. Similarly, a larger number of pits, as well as big cracks, could be noticed. The dominating mechanisms of wear were microplowing, plastic deformation and microcutting. |
| 5 | Long scratches and grooves running along the direction of loose abrasive movement were mostly present. Plastically deformed material to be next to be torn off by microfatigue processes was visible on the edges of the grooves only, and there was a small number of short scratches. Pits and spallings were still visible. | The wear surface showed a more developed topography. The small scratches were more numerous, but they were relatively shallow. As the dominating wear mechanism, microplowing started to prevail. In consequence, deeper grooves with plastically deformed material at their edges appeared. | As was the case with ingot No. 4, the number of pits and small scratches, as well as the intensity of the plastic deformation of the material, increased. The grooves were quite deep, and therefore the volume of the material displaced to their edges increased. This material was torn off by the abrasive particles, which in turn resulted in significant material losses. |
| 6 | On the wear surface, apart from scratches and pits, deep grooves with plastically deformed material on their edges were visible. The existing short scratches were relatively shallow. Cracks were also noticed, and the topography was more developed than in the case of ingot No. 5. | The fraction of short scratches and the intensity of plastic deformation were larger in comparison to the specimens tempered at 200 °C. | The plastic deformation of the material became even more intensive. Short scratches running at various angles to the direction of the loose abrasive movement on the specimen surface were deep, and resulted in significant material losses. Cracks were also observed. |
| 7 | Qualitatively, the surface was similar to those of ingots No. 3 to 6, which were tempered at the same temperature. On the surface, there were places showing plastic deformation of the wearing material, which was previously pushed to the ends and edges of the deeper grooves, and then torn off by the abrasive particles. Tiny, short and relatively shallow scratches, pits and breaches left after the plastically deformed and torn off material were also visible. The dominating wear mechanism was microcutting, followed by microplowing with plastic deformation. | The fraction of short scratches and the intensity of plastic deformation were larger in comparison to the specimens tempered at 200 °C. | As was the case with ingots No. 3 to 6, clear marks of plastic deformation were found on the surface, but there were more pits and scratches running at various angles to the direction of loose abrasive movement. Cracks were also found on the specimens’ surface. Therefore, the main wear processes were microplowing, together with strong plastic deformation (resulting in the tearing off of portions of plastically deformed material from the surface). |
| 8 | In comparison to melt No. 7, larger numbers of relatively deep short scratches and pits were observed, resulting in quite big material losses. The effects of microfatigue processes, involving the tearing off of the previously plastically deformed material from the specimen surface were also visible. | The fraction of short scratches and the intensity of plastic deformation were larger in comparison to the specimens tempered at 200 °C. | The grooves were wider, and plastically deformed fragments of the material could be found around them. The plastically deformed material displaced by the abrasive particles was found at the ends of the grooves. This is probably due to it being torn off as a result of microfatigue and the progressing abrasion process. Numerous pits and grooves with no clearly determined orientation were visible. They were surrounded by big losses of the material. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Białobrzeska, B.; Jasiński, R. Resistance to Abrasive Wear with Regards to Mechanical Properties Using Low-Alloy Cast Steels Examined with the Use of a Dry Sand/Rubber Wheel Tester. Materials 2023, 16, 3052. https://doi.org/10.3390/ma16083052
Białobrzeska B, Jasiński R. Resistance to Abrasive Wear with Regards to Mechanical Properties Using Low-Alloy Cast Steels Examined with the Use of a Dry Sand/Rubber Wheel Tester. Materials. 2023; 16(8):3052. https://doi.org/10.3390/ma16083052
Chicago/Turabian StyleBiałobrzeska, Beata, and Robert Jasiński. 2023. "Resistance to Abrasive Wear with Regards to Mechanical Properties Using Low-Alloy Cast Steels Examined with the Use of a Dry Sand/Rubber Wheel Tester" Materials 16, no. 8: 3052. https://doi.org/10.3390/ma16083052
APA StyleBiałobrzeska, B., & Jasiński, R. (2023). Resistance to Abrasive Wear with Regards to Mechanical Properties Using Low-Alloy Cast Steels Examined with the Use of a Dry Sand/Rubber Wheel Tester. Materials, 16(8), 3052. https://doi.org/10.3390/ma16083052