
Nanotechnology Applied to Cellulosic Materials



Abstract
:1. Introduction
2. Nanocellulose Nanomorphologies
3. Nanocellulose Preparation Methods
3.1. Physical Methods

3.2. Chemical Methods

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Treatments and Pre-Treatments | Some Properties of Nanocelluloses | References |
|---|---|---|---|
| Rami (Boehmeria nivea) | H2SO4 acid hydrolysis (after chemical purification) | CNC Diameter = 6.67 nm Length = 145.61 nm Crystallinity Index-90.77% | [58] |
| Cotton | Acid hydrolysis H2SO4 | CNC Length-28 to 470 nm Crystallinity Index-55.76 ± 7.82% | [62] |
| Acid hydrolysis H2SO4 with ultrasounds (60 min, 120 W) | CNC Length-10 to 50 nm Crystallinity Index-81.23% | [62] | |
| Jute (Corchorus sp.) | Alkaline pre-treatment + TAED+ bleaching + grinding | CNF Diameter = 20 nm Crystallinity Index->80% | [64] |
| Wheat straw | Alkaline pre-treatment (two-stage) + Acid pre-treatment (HCl) + Homogenization | CNF Diameter ≈ 17 nm Length = 514 nm Crystallinity Index-70% | [65] |
| Alkaline pre-treatment (in two stages) + Enzymatic pre-treatment + Homogenization | CNF Diameter ≈ 17 nm Length = 1 μm Crystallinity Index-48% | ||
| CeibaSpeciosa fruit fiber | Organosolvation with Sodium Chlorite + Refining (1) Organosolvation with mixture of toluene and methanol + refining (2) | The CNF produced by the pathways (1) and (2) were considered as reinforcement of the PVAc composites. | [66] |
| Wood | TEMPO/NaBr/NaClO in water at pH = 10 + ultrasound (60–120 min) | Different morphologies: -nanonetworks -nanofibers: individualized Diameter ≈ 3 nm; Length > 500 nm Aspect ratio > 150 -nanocrystals: Diameter ≈ 3 nm; Length of 150–200 nm; Aspect ratio ≈ 50 | [18] |
| Bleached eucalyptus kraft pulp | TEMPO/NaBr/NaClO in water at pH = 10 octadecilamine (ODA)+ ultrasounds (20 min, 50 W) | CNF Diameter ≈ 3 nm Length-5 to 15 nm | [67] |
| Lemon (Citrus limon) seeds | Hydrolysis with H2SO4 + ultrasound (30 min, 300 W) | CNC Diameter = 12–25 nm; Length = 130–170 nm; Crystallinity Index-69.67% | [61] |
| Oxidation, APS + ultrasounds (30 min, 300 W) | CNC Diameter = 10–20 nm; Length = 140–160 nm; Crystallinity Index-74.40% | ||
| Oxidation, TEMPO + ultrasounds (30 min, 300 W) | CNC Diameter = 26–42 nm; Length = 380 nm; Crystallinity Index-66.14% = 340- | ||
| Bleached kraft softwood pulp made from spruce | APS oxidation + High pressure homogenization (300 bar, 600 bar, 900 bar) | CNF Polymerization degree = 475 ± 15 Water retention value = 1.7 ± 0.11 (g H2O/g) Diameter = 20–40 nm | [10] |
| Bleached softwood kraft | Oxidation by SPS High pressure homogenization (100 MPa, at 5 °C) | CNF Diameter < 80 nm Crystallinity index-70.57% | [17] |
| SPS oxidation + UV High pressure homogenization (100 MPa, 5 °C) | CNF Diameter < 60 nm Crystallinity Index-81.31% | ||
| Bamboo (Bambusa chungii) Three-year-old | Nitric acid + Hydrogen peroxide + High pressure homogenization (1500 bar) | CNF Diameter = 13.1 ± 2.0 nm Crystallinity Index-74% | [5] |
| Cotton linter | Ionic Liquid [Bmim] H2SO4 High pressure homogenization (25–100 MPa, 10–60 min) | CNF Diameter = 50 to 100 nm Length = 500 to 800 nm | [68] |
| Wood | Bleaching and TEMPO (simultaneously) No pre-treatment | CNF Diameter = 5 ± 3.0 nm Diameter = 6 ± 3.0 nm | [16] |
| Sugarcane bagasse | Chemical pre-treatment (with sodium chlorite and KOH) + Enzymatic pre-treatment (mixture of three enzymes) + Ultrasounds (250 W, 20 min) | CNF Diameter = 7± 3.0 nm Crystallinity Index-65% and 72% (for 24 h and 3 h, incubation, respectively) | [69] |
| Poplar wood | Steam explosion + sodium chlorite + ultrasound-assisted enzymatic hydrolysis (200 W, 20 min) | CNF Diameter = 20 to 50 nm Crystallinity Index-61.98% | [70] |
| CNF Type | Degree of Polymerization | Water Retention Value (g H2O/g) |
|---|---|---|
| APS_CNF | 475 ± 15 | 1.7 ± 0.11 |
| TEMPO_CNF | 770 ± 21 | 1.3 ± 0.06 |
3.3. Enzymatic Method
4. Brief Reference to Functionalization
5. Some Properties of Nanocelluloses
| Properties | Description | Reference |
|---|---|---|
| Thermal degradation | CNFs initiate thermal degradation at 270 °C CNCs initiate thermal degradation above 310 °C | [12] |
| Surface area | CNCs have a high surface area, from 50 to 200 g/m2 CNCs have a surface area of about 150 g/m2 | [3] [39] |
| Oxygen barrier | CNFs have an oxygen transmittance rate, at 0% humidity, of 17–18 mL/m2/day BC presents values of 415.27 and 1962.67 mL/m2/day | [3] [24] |
| Tensile strength | CNCs exhibit tensile strength values from 7.5 to 7.7 GPa CNCs have about 10 GPa of tensile strength | [3,71] [39] |
| Elastic modulus | CNCs display elastic modulus values from 110 to 220 GPa For CNFs, the elastic modulus is about 100 GPa | [3,12] [12] |
| UV barrier | BC presents the following transmittance values: 2.48 to 5.61, 0.33 to 2.10, and 3.75 × 10−3 to 4.95 × 10−1% in the UVA, UVB, and UVC regions, respectively | [24] |
| Density | Nanocellulose is ligth and has a density of 1.6 g/cm3 | [12,21,23] |
6. Various Applications of Nanocellulose
| Innovation | Constitution and/or Methods | Applications | Reference |
|---|---|---|---|
| Biosensor to detect silver ions and AChE | CNFs of bagasse pulp and DNA graft To obtain the CNFs, oxidation by TEMPO and homogenization were performed | Control of silver ions in water AchE control (Alzheimer’s disease-related parameter) | [72] |
| Quick-dissolving tablets | CNCs obtained by acid hydrolysis and then functionalized | Pharmaceutical industry | [73] |
| Assistance for Si anode in lithium-ion batteries | CNFs oxidized by TEMPO | Energy (lithium-ion batteries) | [74] |
| UV-blocking films | CNFs obtained from willow bark by microfluidization and acid treatment | Food packaging | [75] |
| Adhesives with microneedles | BC supported hyaluronic acid (HA) and rutin (vitamin P). | Anti-aging cosmetics | [76] |
| Cream for biscuits | CNCs obtained from cotton linter by acid hydrolysis (with H2SO4) followed by homogenization coupled with ultrasounds | Food | [77] |
| Aerogel PEI@CNF continuously removes Cu2+ ions | Aerogel made of hardwood pulp CNFs and PEI | Wastewater treatment. | [79] |
| CNC and chitosan films prevent degradation | CNC films (purchased from a company) and chitosan | Food packaging | [80] |
| All-solid-state supercapacitor (ASC) | BC composite and polyacrylamide (PAM) | Electronics—flexible energy storage | [81] |
| Artificial blood vessels | Air-dried BC (BC_DRY) | Medicine | [82] |
| Electrochemical paper-based analytical device (ePAD) | CNF obtained by electrospinning with cellulose acetate and then chemically modified | Medicine | [83] |
| Solid sensors and paper-based immunoassays by conjugating antibodies to nanocellulose | The solid substrate was TEMPO-oxidized CNF Microfluidizer at 1800 bar pressure (two passes) | Cannabis detection | [84] |
| Nanocellulose-reinforced polyurethane | Poplar wood nanocellulose and bacterial nanocellulose Oxidation by TEMPO | Flexible coating for cork floors | [85] |
| Nanocellulose aerogels (from banana stem) | Sodium chlorite bleaching, potassium hydroxide alkaline treatment, and ultrasonic crushing treatment | Wound dressing | [86] |
| Nanocellulose composite for real-time wound pH monitoring | Bacterial nanocellulose hydrogel with mesoporous silica nanoparticles and a pH-sensitive dye | Wound dressing | [87] |
| Phenanthroline–nanocellulose optical sensor | Nanocellulose obtained from commercial cellulose by hydrolysis with sulfuric acid | Rapid detection of Fe(II) and Pd(II) ions (less than 1 min) | [88] |
| Lubricant additive for oils | CNC and CuO (II) | Preventing engine piston wear | [89] |
| Bacterial nanocellulose biofilter from pineapple peel waste | Bacterial nanocellulose produced with the bacteria Acetobacter xylinum | Removal of microbes from water | [90] |
| Corn stover-derived nanocellulose as a stabilizer of oil-in-water emulsions | CNFs derived from corn straw, obtained by TEMPO oxidation and ultrasound | Emulsion stabilizer | [91] |
| Nanocellulose aerogels | For the preparation of aerogels, CNCs supplied by a company were used | Acoustic absorption (applications in construction, transportation, and environmental acoustics) | [92] |
| Electronic component of copper–nanocellulose | Did not mention how the nanocellulose was prepared | Conformal electronics | [93] |
7. Triboeletric Nanogenerators (TENGs) Based on Nanocelluloses
7.1. Operation and Constitution of Triboeletric Nanogenerators (TENGs)

7.2. Advantages and Disadvantages of Using Nanocellulose in TENGs
7.3. Strategies for Increasing the Performance of TENGs with Nanocelluloses
7.3.1. Chemical Surface
| Pulp Polarization Strategy | Triboelectric Material 1 | Triboelectric Material 2 | Output Performance | Reference |
|---|---|---|---|---|
| Functionalization | Methyl-CNF film | Nitro-CNF film | [111] | |
| Functionalization | CNF-PEI-Ag | FEP | [113] | |
| Physical doping | PDMS/CNC composite film | Al | 5 μA cm−2 | [114] |
| Physical doping with poling | Paper composite and BC | PTFE film | [115] |
7.3.2. Physical Doping
7.4. Innovative Triboelectric Nanogenerators (TENGs) Based on Nanocelluloses
| Some Constituents of TENG | Innovation | References |
|---|---|---|
| With CNFs and fire retardants (phosphorus and phytic acid) | Responds to the possibility of fire in 5 s, can be wearable, and can trigger LED light or an electronic clock | [122] |
| With CNFs (from sugarcane bagasse), activated carbon nanoparticles, and natural rubber | Power density of 2.74 W/m2 and highest voltage output of 137 V CNFs are extracted from agricultural waste (sugarcane bagasse) | [116] |
| With CNFs (from bagasse pulp) and silica nanoparticles | Superhydrophobic Can be used to transform the energy of ocean waves into electrical energy | [117] |
| With hydrogel formed by CNCs, NaCl, and acrylic acid polymeric blocks | Ultra-elastic TENG that detects human bending movements (fingers, elbows, or wrists) | [118] |
| Has CNFs obtained via TEMPO-mediated oxidation and ammonium persulfate (APS) | Self-powered sweat sensor that wirelessly transmits results to a mobile app in real time | [119] |
| CNFs and perfluoroethylene propylene film (FEP), and the triboelectric electrode is a sheet of Cu | In addition to converting wave energy into electrical energy, it uses electrical energy to promote tetracycline degradation Self-powered and promising system in wastewater treatment | [120] |
| CNCs (extracted from waste printing papers) mixed with methylcellulose and graphite powder | Totally soluble in water Allows monitoring of human respiration | [121] |
7.5. The Age of TENG and Nanocelluloses
8. Conclusions
9. Challenges and Opportunities
- (1)
- Optimize the methods of preparing nanocelluloses, such as the development of optimal extraction and nanoprocessing methods that should be conducted in the future [124];
- (2)
- Improve the life-cycle assessment of materials with nanocelluloses [124];
- (3)
- Develop more environmentally sustainable preparation methods [100,124]. One of the problems in isolating nanocellulose is the recalcitrant nature of the biomass, which is why chemical methods are used, in which strong acid or base reagents are used, such as sulfuric acid (at 65%) and sodium hydroxide, leading to environmental problems [100]. Investing in cleaner technologies, such as ultrasound and microwaves, could help [100];
- (4)
- Develop economic industrial processes to market nanocelluloses for various applications. In this sense, the companies Diacel FineChem Ltd. (Japan) and Celluforce (Canada) are producing nanocelluloses on a large scale [100];
- (5)
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bhat, A.H.; Khan, I.; Usmani, M.A.; Umapathi, R.; Al-Kindy, S.M.Z. Cellulose an ageless renewable green nanomaterial for medical applications: An overview of ionic liquids in extraction, separation and dissolution of cellulose. Int. J. Biol. Macromol. 2019, 129, 750–777. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Mo, J.; Fu, Q.; Liu, Y.; Wang, S.; Nie, S. Wood-cellulose-fiber-based functional materials for triboelectric nanogenerators. Nano Energy 2021, 81, 105637. [Google Scholar] [CrossRef]
- Mishra, R.K.; Sabu, A.; Tiwari, S.K. Materials chemistry and the futurist eco-friendly applications of nanocellulose: Status and prospect. J. Saudi Chem. Soc. 2018, 22, 949–978. [Google Scholar] [CrossRef]
- Thomas, P.; Duolikun, T.; Rumjit, N.P.; Moosavi, S.; Lai, C.W.; Bin Johan, M.R.; Fen, L.B. Comprehensive review on nanocellulose: Recent developments, challenges and future prospects. J. Mech. Behav. Biomed. Mater. 2020, 110, 103884. [Google Scholar] [CrossRef]
- Wang, J.; Li, X.; Song, J.; Wu, K.; Xue, Y.; Wu, Y.; Wang, S. Direct Preparation of Cellulose Nanofibers from Bamboo by Nitric Acid and Hydrogen Peroxide Enables Fibrillation via a Cooperative Mechanism. Nanomaterials 2020, 10, 943. [Google Scholar] [CrossRef]
- Allan, J.; Belz, S.; Hoeveler, A.; Hugas, M.; Okuda, H.; Patri, A.; Rauscher, H.; Silva, P.; Slikker, W.; Sokull-Kluettgen, B.; et al. Regulatory landscape of nanotechnology and nanoplastics from a global perspective. Regul. Toxicol. Pharmacol. 2021, 122, 104885. [Google Scholar] [CrossRef]
- Mazela, B.; Perdoch, W.; Peplińska, B.; Zieliński, M. Influence of Chemical Pre-Treatments and Ultrasonication on the Dimensions and Appearance of Cellulose Fibers. Materials 2020, 13, 5274. [Google Scholar] [CrossRef]
- ISO/TS 20477:2017; Nanotechnologies—Standard Terms and Their Definition for Cellulose Nanomaterial. International Organization for Standardization: London, UK, 2017. Available online: https://www.iso.org/obp/ui/#iso:std:iso:ts:20477:ed-1:v1:en (accessed on 3 April 2021).
- Charreau, H.; Cavallo, E.; Foresti, M.L. Patents involving nanocellulose: Analysis of their evolution since 2010. Carbohydr. Polym. 2020, 237, 116039. [Google Scholar] [CrossRef]
- Filipova, I.; Serra, F.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M. Oxidative treatments for cellulose nanofibers production: A comparative study between TEMPO-mediated and ammonium persulfate oxidation. Cellulose 2020, 27, 10671–10688. [Google Scholar] [CrossRef]
- Wang, D. A critical review of cellulose-based nanomaterials for water purification in industrial processes. Cellulose 2019, 26, 687–701. [Google Scholar] [CrossRef]
- Yadav, C.; Saini, A.; Zhang, W.; You, X.; Chauhan, I.; Mohanty, P.; Li, X. Plant-based nanocellulose: A review of routine and recent preparation methods with current progress in its applications as rheology modifier and 3D bioprinting. Int. J. Biol. Macromol. 2021, 166, 1586–1616. [Google Scholar] [CrossRef] [PubMed]
- Kargarzadeh, H.; Ioelovich, M.; Ahmad, I.; Thomas, S.; Dufresne, A. Methods for Extraction of Nanocellulose from Various Sources. In Handbook of Nanocellulose and Cellulose Nanocomposites; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2017; pp. 1–49. ISBN 978-3-527-68997-2. [Google Scholar]
- Thakur, V.; Guleria, A.; Kumar, S.; Sharma, S.; Singh, K. Recent advances in nanocellulose processing, functionalization and applications: A review. Mater. Adv. 2021, 2, 1872–1895. [Google Scholar] [CrossRef]
- Xie, H.; Du, H.; Yang, X.; Si, C. Recent Strategies in Preparation of Cellulose Nanocrystals and Cellulose Nanofibrils Derived from Raw Cellulose Materials. Int. J. Polym. Sci. 2018, 2018, e7923068. [Google Scholar] [CrossRef]
- Kaffashsaie, E.; Yousefi, H.; Nishino, T.; Matsumoto, T.; Mashkour, M.; Madhoushi, M.; Kawaguchi, H. Direct conversion of raw wood to TEMPO-oxidized cellulose nanofibers. Carbohydr. Polym. 2021, 262, 117938. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Yuan, Z.; Wang, A.; Qu, J.; Fang, Z.; Wen, Y. Ultraviolet light enhanced sodium persulfate oxidation of cellulose to facilitate the preparation of cellulose nanofibers. Cellulose 2020, 27, 2041–2051. [Google Scholar] [CrossRef]
- Isogai, A.; Zhou, Y. Diverse nanocelluloses prepared from TEMPO-oxidized wood cellulose fibers: Nanonetworks, nanofibers, and nanocrystals. Curr. Opin. Solid State Mater. Sci. 2019, 23, 101–106. [Google Scholar] [CrossRef]
- Guo, R.; Zhang, L.; Lu, Y.; Zhang, X.; Yang, D. Research progress of nanocellulose for electrochemical energy storage: A review. J. Energy Chem. 2020, 51, 342–361. [Google Scholar] [CrossRef]
- Lin, N.; Dufresne, A. Nanocellulose in biomedicine: Current status and future prospect. Eur. Polym. J. 2014, 59, 302–325. [Google Scholar] [CrossRef] [Green Version]
- Golmohammadi, H.; Morales-Narváez, E.; Naghdi, T.; Merkoçi, A. Nanocellulose in Sensing and Biosensing. Chem. Mater. 2017, 29, 5426–5446. [Google Scholar] [CrossRef]
- Araldi da Silva, B.; de Sousa Cunha, R.; Valério, A.; De Noni Junior, A.; Hotza, D.; Gómez González, S.Y. Electrospinning of cellulose using ionic liquids: An overview on processing and applications. Eur. Polym. J. 2021, 147, 110283. [Google Scholar] [CrossRef]
- Phanthong, P.; Reubroycharoen, P.; Hao, X.; Xu, G.; Abudula, A.; Guan, G. Nanocellulose: Extraction and application. Carbon Resour. Convers. 2018, 1, 32–43. [Google Scholar] [CrossRef]
- Cazón, P.; Vázquez, M. Bacterial cellulose as a biodegradable food packaging material: A review. Food Hydrocoll. 2021, 113, 106530. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Berto, G.L.; Arantes, V. Kinetic changes in cellulose properties during defibrillation into microfibrillated cellulose and cellulose nanofibrils by ultra-refining. Int. J. Biol. Macromol. 2019, 127, 637–648. [Google Scholar] [CrossRef]
- Yang, W.; Feng, Y.; He, H.; Yang, Z. Environmentally-Friendly Extraction of Cellulose Nanofibers from Steam-Explosion Pretreated Sugar Beet Pulp. Materials 2018, 11, 1160. [Google Scholar] [CrossRef] [Green Version]
- Ang, S.; Haritos, V.; Batchelor, W. Effect of refining and homogenization on nanocellulose fiber development, sheet strength and energy consumption. Cellulose 2019, 26, 4767–4786. [Google Scholar] [CrossRef]
- Taheri, H.; Samyn, P. Effect of homogenization (microfluidization) process parameters in mechanical production of micro- and nanofibrillated cellulose on its rheological and morphological properties. Cellulose 2016, 23, 1221–1238. [Google Scholar] [CrossRef]
- Chauhan, V.S.; Chakrabarti, S.K. Use of nanotechnology for high performance cellulosic and papermaking products. Cellul. Chem. Technol. 2012, 46, 389. [Google Scholar]
- Rambabu, N.; Panthapulakkal, S.; Sain, M.; Dalai, A.K. Production of nanocellulose fibers from pinecone biomass: Evaluation and optimization of chemical and mechanical treatment conditions on mechanical properties of nanocellulose films. Ind. Crop. Prod. 2016, 83, 746–754. [Google Scholar] [CrossRef]
- Piras, C.C.; Fernández-Prieto, S.; Borggraeve, W.M.D. Ball milling: A green technology for the preparation and functionalisation of nanocellulose derivatives. Nanoscale Adv. 2019, 1, 937–947. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Y.; Fu, Z.; Li, D.; Wu, M. Effects of Ball Milling Processes on the Microstructure and Rheological Properties of Microcrystalline Cellulose as a Sustainable Polymer Additive. Materials 2018, 11, 1057. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, L.; Jia, Y.; Hui, H.; Yin, J.; Chen, R. Multiple Factor Analysis on Preparation of Cellulose Nanofiber by Ball Milling from Softwood Pulp. BioResources 2018, 13, 2397–2410. [Google Scholar] [CrossRef]
- Zhang, L.; Tsuzuki, T.; Wang, X. Preparation of cellulose nanofiber from softwood pulp by ball milling. Cellulose 2015, 22, 1729–1741. [Google Scholar] [CrossRef]
- Chakraborty, A.; Sain, M.; Kortschot, M. Cellulose microfibrils: A novel method of preparation using high shear refining and cryocrushing. Holzforschung 2005, 59, 102–107. [Google Scholar] [CrossRef]
- Suzuki, A.; SasaKi, C.; Asada, C.; Nakamura, Y. Characterization of Cellulose Nanofiber from Steam-Exploded Japanese Cedar. BioResources 2017, 12, 7628–7641. [Google Scholar] [CrossRef]
- Bundhoo, Z.M.A.; Mohee, R. Ultrasound-assisted biological conversion of biomass and waste materials to biofuels: A review. Ultrason. Sonochemistry 2018, 40, 298–313. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.; Holt, G. Sonication amplitude and processing time influence the cellulose nanocrystals morphology and dispersion. Nanocomposites 2020, 6, 41–46. [Google Scholar] [CrossRef] [Green Version]
- Csiszar, E.; Kalic, P.; Kobol, A.; Ferreira, E.d.P. The effect of low frequency ultrasound on the production and properties of nanocrystalline cellulose suspensions and films. Ultrason. Sonochemistry 2016, 31, 473–480. [Google Scholar] [CrossRef]
- Ho, T.T.T.; Abe, K.; Zimmermann, T.; Yano, H. Nanofibrillation of pulp fibers by twin-screw extrusion. Cellulose 2015, 22, 421–433. [Google Scholar] [CrossRef]
- Banvillet, G.; Gatt, E.; Belgacem, N.; Bras, J. Cellulose fibers deconstruction by twin-screw extrusion with in situ enzymatic hydrolysis via bioextrusion. Bioresour. Technol. 2021, 327, 124819. [Google Scholar] [CrossRef]
- Ishikawa, G.; Kondo, T. Thermodynamic effect on interaction between crystalline phases in size-controlled ACC-bacterial nanocellulose and poly(vinyl alcohol). Cellulose 2017, 24, 5495–5503. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef] [Green Version]
- Yokota, S.; Kamada, K.; Sugiyama, A.; Kondo, T. Pickering emulsion stabilization by using amphiphilic cellulose nanofibrils prepared by aqueous counter collision. Carbohydr. Polym. 2019, 226, 115293. [Google Scholar] [CrossRef]
- Kondo, T.; Kose, R.; Naito, H.; Kasai, W. Aqueous counter collision using paired water jets as a novel means of preparing bio-nanofibers. Carbohydr. Polym. 2014, 112, 284–290. [Google Scholar] [CrossRef] [PubMed]
- Formhals, A. Process and Apparatus for Preparing Artificial Threads. U.S. Patent 1,975,504, 2 October 1934. [Google Scholar]
- Haider, A.; Haider, S.; Kang, I.-K. A comprehensive review summarizing the effect of electrospinning parameters and potential applications of nanofibers in biomedical and biotechnology. Arab. J. Chem. 2018, 11, 1165–1188. [Google Scholar] [CrossRef]
- Rahbar Shamskar, K.; Heidari, H.; Rashidi, A. Study on Nanocellulose Properties Processed Using Different Methods and Their Aerogels. J. Polym. Environ. 2019, 27, 1418–1428. [Google Scholar] [CrossRef]
- Chogale, M.; Gite, S.; Patravale, V. Comparison of media milling and microfluidization methods for engineering of nanocrystals: A case study. Drug Dev. Ind. Pharm. 2020, 46, 1763–1775. [Google Scholar] [CrossRef] [PubMed]
- Vinchhi, P.; Patel, J.K.; Patel, M.M. High-Pressure Homogenization Techniques for Nanoparticles. In Emerging Technologies for Nanoparticle Manufacturing; Springer: Berlin/Heidelberg, Germany, 2021; pp. 263–285. [Google Scholar]
- Yurdacan, H.M.; Sari, M.M. Functional Green-Based Nanomaterials towards Sustainable Carbon Capture and Sequestration. In Sustainable Materials for Transitional and Alternative Energy; Elsevier: Amsterdam, The Netherlands, 2021; pp. 125–177. [Google Scholar]
- Popa, V.I.; Gavrilescu, D.; Cătălin, A.; Puiţel, T.C.; Grad, F.; Axinte, A.M.; Măluţan, T.; Nechita, P.; Tofănică, B.M. Celuloz à şi h â rtie. Available online: https://www.researchgate.net/profile/Valentin-Popa-3/publication/274386158_Obtaining_of_nanocellulose_I/links/57ff892208ae6fc7fc64efbf/Obtaining-of-nanocellulose-I.pdf (accessed on 3 April 2021).
- Sapountzi, E.; Braiek, M.; Farre, C.; Arab, M.; Chateaux, J.-F.; Jaffrezic-Renault, N.; Lagarde, F. One-Step Fab-rication of Electrospun Photo-Cross-Linkable Polymer Nanofibers Incorporating Multiwall Carbon Nanotubes and Enzyme for Biosensing. J. Electrochem. Soc. 2015, 162, B275. [Google Scholar] [CrossRef] [Green Version]
- Nickerson, R.F.; Habrle, J.A. Cellulose intercrystalline structure. Ind. Eng. Chem. 1947, 39, 1507–1512. [Google Scholar] [CrossRef]
- Pirich, C.L.; Picheth, G.F.; Machado, J.P.E.; Sakakibara, C.N.; Martin, A.A.; de Freitas, R.A.; Sierakowski, M.R. Influence of mechanical pretreatment to isolate cellulose nanocrystals by sulfuric acid hydrolysis. Int. J. Biol. Macromol. 2019, 130, 622–626. [Google Scholar] [CrossRef] [PubMed]
- Dhali, K.; Ghasemlou, M.; Daver, F.; Cass, P.; Adhikari, B. A review of nanocellulose as a new material towards environmental sustainability. Sci. Total Environ. 2021, 775, 145871. [Google Scholar] [CrossRef] [PubMed]
- Kusmono; Listyanda, R.F.; Wildan, M.W.; Ilman, M.N. Preparation and characterization of cellulose nanocrystal extracted from ramie fibers by sulfuric acid hydrolysis. Heliyon 2020, 6, e05486. [Google Scholar] [CrossRef] [PubMed]
- Kuznetsov, B.N.; Sudakova, I.G.; Garyntseva, N.V.; Skripnikov, A.M.; Pestunov, A.V.; Gnidan, E.V. Birch wood biorefinery into microcrystalline, microfibrillated, and nanocrystalline celluloses, xylose, and adsorbents. Wood Sci. Technol. 2022, 57, 173–196. [Google Scholar] [CrossRef]
- Malyar, Y.N.; Sudakova, I.G.; Borovkova, V.S.; Chudina, A.I.; Mazurova, E.V.; Vorobyev, S.A.; Fetisova, O.Y.; Elsufiev, E.V.; Ivanov, I.P. Microfibrillated Cellulose with a Lower Degree of Polymerization; Synthesis via Sulfuric Acid Hydrolysis under Ultrasonic Treatment. Polymers 2023, 15, 904. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, Y.; Wang, S.; Ma, L.; Yu, Y.; Dai, H.; Zhang, Y. Extraction and comparison of cellulose nanocrystals from lemon (Citrus limon) seeds using sulfuric acid hydrolysis and oxidation methods. Carbohydr. Polym. 2020, 238, 116180. [Google Scholar] [CrossRef]
- Pandi, N.; Sonawane, S.H.; Kishore, K.A. Synthesis of cellulose nanocrystals (CNCs) from cotton using ultrasound-assisted acid hydrolysis. Ultrason. Sonochemistry 2021, 70, 105353. [Google Scholar] [CrossRef] [PubMed]
- Malucelli, L.C.; Matos, M.; Jordão, C.; Lomonaco, D.; Lacerda, L.G.; Carvalho Filho, M.A.S.; Magalhães, W.L.E. Influence of cellulose chemical pretreatment on energy consumption and viscosity of produced cellulose nanofibers (CNF) and mechanical properties of nanopaper. Cellulose 2019, 26, 1667–1681. [Google Scholar] [CrossRef]
- Fonseca, A.d.S.; Panthapulakkal, S.; Konar, S.K.; Sain, M.; Bufalinof, L.; Raabe, J.; de Andrade Miranda, I.P.; Martins, M.A.; Tonoli, G.H.D. Improving cellulose nanofibrillation of non-wood fiber using alkaline and bleaching pre-treatments. Ind. Crop. Prod. 2019, 131, 203–212. [Google Scholar] [CrossRef]
- Ceaser, R.; Chimphango, A.F.A. Comparative analysis of physical and functional properties of cellulose nanofibers isolated from alkaline pre-treated wheat straw in optimized hydrochloric acid and enzymatic processes. Int. J. Biol. Macromol. 2021, 171, 331–342. [Google Scholar] [CrossRef] [PubMed]
- Leal, M.R.; Flores-Sahagun, T.H.S.; Franco, T.S.; Muniz, G.I.B. Ceiba speciosa St. Hill fruit fiber as a potential source for nanocellulose production and reinforcement of polyvinyl acetate composites. Polym. Compos. 2021, 42, 397–411. [Google Scholar] [CrossRef]
- Krathumkhet, N.; Ujihara, M.; Imae, T. Self-standing films of octadecylaminated-TEMPO-oxidized cellulose nanofibrils with antifingerprint properties. Carbohydr. Polym. 2021, 256, 117536. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Hou, S.; Chen, R. Ionic Liquid-Assisted Fabrication of Nanocellulose from Cotton Linter by High Pressure Homogenization. BioResources 2019, 14, 7805–7820. [Google Scholar] [CrossRef]
- Rossi, B.R.; Pellegrini, V.O.A.; Cortez, A.A.; Chiromito, E.M.S.; Carvalho, A.J.F.; Pinto, L.O.; Rezende, C.A.; Mastelaro, V.R.; Polikarpov, I. Cellulose nanofibers production using a set of recombinant enzymes. Carbohydr. Polym. 2021, 256, 117510. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.; Zhang, L.; Zhan, P.; Liu, N.; Wu, Z. Preparation of nanocellulose from steam exploded poplar wood by enzymolysis assisted sonication. Mater. Res. Express 2020, 7, 035010. [Google Scholar] [CrossRef]
- Nguyen, L.H.; Naficy, S.; Chandrawati, R.; Dehghani, F. Nanocellulose for Sensing Applications. Adv. Mater. Interfaces 2019, 6, 1900424. [Google Scholar] [CrossRef]
- Wang, L.; Guo, W.; Zhu, H.; He, H.; Wang, S. Preparation and properties of a dual-function cellulose nanofiber-based bionic biosensor for detecting silver ions and acetylcholinesterase. J. Hazard. Mater. 2021, 403, 123921. [Google Scholar] [CrossRef]
- Sheikhy, S.; Safekordi, A.A.; Ghorbani, M.; Adibkia, K.; Hamishehkar, H. Synthesis of novel superdisintegrants for pharmaceutical tableting based on functionalized nanocellulose hydrogels. Int. J. Biol. Macromol. 2021, 167, 667–675. [Google Scholar] [CrossRef]
- Kim, J.M.; Cho, Y.; Guccini, V.; Hahn, M.; Yan, B.; Salazar-Alvarez, G.; Piao, Y. TEMPO-oxidized cellulose nanofibers as versatile additives for highly stable silicon anode in lithium-ion batteries. Electrochim. Acta 2021, 369, 137708. [Google Scholar] [CrossRef]
- Dou, J.; Vuorinen, T.; Koivula, H.; Forsman, N.; Sipponen, M.; Hietala, S. Self-Standing Lignin-Containing Willow Bark Nanocellulose Films for Oxygen Blocking and UV Shielding. ACS Appl. Nano Mater. 2021, 4, 2921–2929. [Google Scholar] [CrossRef]
- Fonseca, D.F.; Vilela, C.; Pinto, R.J.B.; Bastos, V.; Oliveira, H.; Catarino, J.; Faísca, P.; Rosado, C.; Silvestre, A.J.D.; Freire, C.S.R. Bacterial nanocellulose-hyaluronic acid microneedle patches for skin applications: In vitro and in vivo evaluation. Mater. Sci. Eng. C 2021, 118, 111350. [Google Scholar] [CrossRef]
- Asghari, M.; Zarchi, A.A.K.; Taheri, R.A. Preparation and Characterization Nanocrystalline Cellulose as a Food Additive to Produce Healthy Biscuit Cream. Starch Stärke 2021, 73, 2000033. [Google Scholar] [CrossRef]
- Huang, S.; Liu, X.; Chang, C.; Wang, Y. Recent developments and prospective food-related applications of cellulose nanocrystals: A review. Cellulose 2020, 27, 2991–3011. [Google Scholar] [CrossRef]
- Hong, H.-J.; Ban, G.; Kim, H.S.; Jeong, H.S.; Park, M.S. Fabrication of cylindrical 3D cellulose nanofibril(CNF) aerogel for continuous removal of copper(Cu2+) from wastewater. Chemosphere 2021, 278, 130288. [Google Scholar] [CrossRef]
- Costa, S.M.; Ferreira, D.P.; Teixeira, P.; Ballesteros, L.F.; Teixeira, J.A.; Fangueiro, R. Active natural-based films for food packaging applications: The combined effect of chitosan and nanocellulose. Int. J. Biol. Macromol. 2021, 177, 241–251. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Yuan, L.; Liu, R.; He, H.; Hao, J.; Lu, Y.; Wang, Y.; Liang, G.; Yuan, G.; Guo, Z. Engineering Textile Electrode and Bacterial Cellulose Nanofiber Reinforced Hydrogel Electrolyte to Enable High-Performance Flexible All-Solid-State Supercapacitors. Adv. Energy Mater. 2021, 11, 2003010. [Google Scholar] [CrossRef]
- Bao, L.; Hong, F.F.; Li, G.; Hu, G.; Chen, L. Implantation of air-dried bacterial nanocellulose conduits in a small-caliber vascular prosthesis rabbit model. Mater. Sci. Eng. C 2021, 122, 111922. [Google Scholar] [CrossRef]
- Ahmadi, A.; Khoshfetrat, S.M.; Kabiri, S.; Fotouhi, L.; Dorraji, P.S.; Omidfar, K. Impedimetric Paper-Based Enzymatic Biosensor Using Electrospun Cellulose Acetate Nanofiber and Reduced Graphene Oxide for Detection of Glucose From Whole Blood. IEEE Sens. J. 2021, 21, 9210–9217. [Google Scholar] [CrossRef]
- Solin, K.; Vuoriluoto, M.; Khakalo, A.; Tammelin, T. Cannabis detection with solid sensors and paper-based immunoassays by conjugating antibodies to nanocellulose. Carbohydr. Polym. 2023, 304, 120517. [Google Scholar] [CrossRef]
- Liang, G.; Qi, Y.; Gong, R.; Hu, Y.; Yao, F.; Liu, Y.; Liu, B.; Zhao, Y.; Dai, Y.; Dong, X.; et al. Nanocellulose-reinforced polyurethane as flexible coating for cork floor. Prog. Org. Coat. 2023, 178, 107480. [Google Scholar] [CrossRef]
- Zhang, M.; Guo, N.; Sun, Y.; Shao, J.; Liu, Q.; Zhuang, X.; Twebaze, C.B. Nanocellulose aerogels from banana pseudo-stem as a wound dressing. Ind. Crop. Prod. 2023, 194, 116383. [Google Scholar] [CrossRef]
- Eskilson, O.; Zattarin, E.; Berglund, L.; Oksman, K.; Hanna, K.; Rakar, J.; Sivlér, P.; Skog, M.; Rinklake, I.; Shamasha, R.; et al. Nanocellulose composite wound dressings for real-time pH wound monitoring. Mater. Today Bio 2023, 19, 100574. [Google Scholar] [CrossRef] [PubMed]
- Kamel, R.M.; Shahat, A.; El-Emam, M.M.A.; Kilany, E.M. New nano materials-based optical sensor for application in rapid detection of Fe(II) and Pd(II) ions. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2023, 288, 122203. [Google Scholar] [CrossRef] [PubMed]
- Kamarulzaman, M.K.; Hisham, S.; Kadirgama, K.; Ramasamy, D.; Samykano, M.; Saidur, R.; Yusaf, T. Improving the thermophysical properties of hybrid nanocellulose-copper (II) oxide (CNC-CuO) as a lubricant additives: A novel nanolubricant for tribology application. Fuel 2023, 332, 126229. [Google Scholar] [CrossRef]
- Rini, U.; Suryanto, H.; Hari, P.D.; Syukri, D.; Jaswandi, U.; Kurniawan, F.; Makky, M. Application of Nanocellulose Biofilter from Pineapple Peel Waste for Water Microbes Removal. J. Environ. Public Health 2023, 2023, e5823207. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Gerard, G.; Peng, Z.; Yu, Z. The Use of Corn Stover-Derived Nanocellulose as a Stabilizer of Oil-in-Water Emulsion. Polymers 2023, 15, 757. [Google Scholar] [CrossRef]
- Ruan, J.-Q.; Xie, K.-Y.; Li, Z.; Zuo, X.; Guo, W.; Chen, Q.-Y.; Li, H.; Fei, C.; Lu, M.-H. Multifunctional ultralight nanocellulose aerogels as excellent broadband acoustic absorption materials. J. Mater. Sci. 2023, 58, 971–982. [Google Scholar] [CrossRef]
- Li, Z.; Islam, A.; Luigi, M.D.; Huang, Y.; Ren, S. Stretchable copper-nanocellulose paper heater. Appl. Mater. Today 2023, 31, 101740. [Google Scholar] [CrossRef]
- Tarabanko, N.; Baryshnikov, S.V.; Kazachenko, A.S.; Miroshnikova, A.; Skripnikov, A.M.; Lavrenov, A.V.; Taran, O.P.; Kuznetsov, B.N. Hydrothermal hydrolysis of microcrystalline cellulose from birch wood catalyzed by Al2O3-B2O3 mixed oxides. Wood Sci. Technol. 2022, 56, 437–457. [Google Scholar] [CrossRef]
- Zhang, J.; Xie, W.; Liang, Q.; Peng, L.; He, L. Nano-Fibrillated Cellulose as a Versatile Carrier of Ru/Cu Nanoparticles for the Catalytic Transfer Hydrogenation of 5-Hydroxymethyfural to 2, 5-Bishydroxymethylfuran. ChemistrySelect 2019, 4, 2846–2850. [Google Scholar] [CrossRef]
- Bai, L.; Huan, S.; Zhu, Y.; Chu, G.; McClements, D.J.; Rojas, O.J. Recent Advances in Food Emulsions and Engineering Foodstuffs Using Plant-Based Nanocelluloses. Annu. Rev. Food Sci. Technol. 2021, 12, 383–406. [Google Scholar] [CrossRef]
- Subhedar, A.; Bhadauria, S.; Ahankari, S.; Kargarzadeh, H. Nanocellulose in biomedical and biosensing applications: A review. Int. J. Biol. Macromol. 2021, 166, 587–600. [Google Scholar] [CrossRef]
- Liu, S.; Qamar, S.A.; Qamar, M.; Basharat, K.; Bilal, M. Engineered nanocellulose-based hydrogels for smart drug delivery applications. Int. J. Biol. Macromol. 2021, 181, 275–290. [Google Scholar] [CrossRef]
- Faraco, T.A.; Fontes, M.d.L.; Paschoalin, R.T.; Claro, A.M.; Gonçalves, I.S.; Cavicchioli, M.; de Farias, R.L.; Cremona, M.; Ribeiro, S.J.L.; Barud, H.d.S.; et al. Review of Bacterial Nanocellulose as Suitable Substrate for Conformable and Flexible Organic Light-Emitting Diodes. Polymers 2023, 15, 479. [Google Scholar] [CrossRef] [PubMed]
- Jaffar, S.S.; Saallah, S.; Misson, M.; Siddiquee, S.; Roslan, J.; Saalah, S.; Lenggoro, W. Recent Development and Environmental Applications of Nanocellulose-Based Membranes. Membranes 2022, 12, 287. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.; Wang, A.C.; Ding, W.; Guo, H.; Wang, Z.L. Triboelectric Nanogenerator: A Foundation of the Energy for the New Era. Adv. Energy Mater. 2019, 9, 1802906. [Google Scholar] [CrossRef]
- Huang, T.; Wang, C.; Yu, H.; Wang, H.; Zhang, Q.; Zhu, M. Human walking-driven wearable all-fiber triboelectric nanogenerator containing electrospun polyvinylidene fluoride piezoelectric nanofibers. Nano Energy 2015, 14, 226–235. [Google Scholar] [CrossRef]
- Dzhardimalieva, G.I.; Yadav, B.C.; Lifintseva, T.V.; Uflyand, I.E. Polymer chemistry underpinning materials for triboelectric nanogenerators (TENGs): Recent trends. Eur. Polym. J. 2021, 142, 110163. [Google Scholar] [CrossRef]
- Torres, F.G.; De-la-Torre, G.E. Polysaccharide-based triboelectric nanogenerators: A review. Carbohydr. Polym. 2021, 251, 117055. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, D.; Wang, J.; Wang, Z.L. Triboelectric nanogenerators: Fundamental physics and potential applications. Friction 2020, 8, 481–506. [Google Scholar] [CrossRef]
- Gong, Y.; Yang, Z.; Shan, X.; Sun, Y.; Xie, T.; Zi, Y. Capturing Flow Energy from Ocean and Wind. Energies 2019, 12, 2184. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, C.; Ramos, M.; Esteves, R.; Correia, J.; Clemente, D.; Gonçalves, F.; Mathias, N.; Gomes, M.; Silva, J.; Duarte, C.; et al. Integrated study of triboelectric nanogenerator for ocean wave energy harvesting: Performance assessment in realistic sea conditions. Nano Energy 2021, 84, 105890. [Google Scholar] [CrossRef]
- Liu, Y.; Mo, J.; Fu, Q.; Lu, Y.; Zhang, N.; Wang, S.; Nie, S. Enhancement of Triboelectric Charge Density by Chemical Functionalization. Adv. Funct. Mater. 2020, 30, 2004714. [Google Scholar] [CrossRef]
- Fan, F.-R.; Tian, Z.-Q.; Lin Wang, Z. Flexible triboelectric generator. Nano Energy 2012, 1, 328–334. [Google Scholar] [CrossRef]
- Ha, M.; Park, J.; Lee, Y.; Ko, H. Triboelectric Generators and Sensors for Self-Powered Wearable Electronics. ACS Nano 2015, 9, 3421–3427. [Google Scholar] [CrossRef] [PubMed]
- Yao, C.; Yin, X.; Yu, Y.; Cai, Z.; Wang, X. Chemically Functionalized Natural Cellulose Materials for Effective Triboelectric Nanogenerator Development. Adv. Funct. Mater. 2017, 27, 1700794. [Google Scholar] [CrossRef]
- Yao, C.; Hernandez, A.; Yu, Y.; Cai, Z.; Wang, X. Triboelectric nanogenerators and power-boards from cellulose nanofibrils and recycled materials. Nano Energy 2016, 30, 103–108. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Lin, X.; Zhang, N.; Lu, Y.; Wu, Z.; Liu, G.; Nie, S. Chemically functionalized cellulose nanofibrils-based gear-like triboelectric nanogenerator for energy harvesting and sensing. Nano Energy 2019, 66, 104126. [Google Scholar] [CrossRef]
- Peng, J.; Zhang, H.; Zheng, Q.; Clemons, C.M.; Sabo, R.C.; Gong, S.; Ma, Z.; Turng, L.-S. A composite generator film impregnated with cellulose nanocrystals for enhanced triboelectric performance. Nanoscale 2017, 9, 1428–1433. [Google Scholar] [CrossRef]
- Oh, H.; Kwak, S.S.; Kim, B.; Han, E.; Lim, G.-H.; Kim, S.-W.; Lim, B. Highly Conductive Ferroelectric Cellulose Composite Papers for Efficient Triboelectric Nanogenerators. Adv. Funct. Mater. 2019, 29, 1904066. [Google Scholar] [CrossRef]
- Mekbuntoon, P.; Kaeochana, W.; Prada, T.; Appamato, I.; Harnchana, V. Power Output Enhancement of Natural Rubber Based Triboelectric Nanogenerator with Cellulose Nanofibers and Activated Carbon. Polymers 2022, 14, 4495. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Zhang, W.; Du, G.; Fu, Q.; Mo, J.; Nie, S. Superhydrophobic cellulosic triboelectric materials for distributed energy harvesting. Chem. Eng. J. 2023, 452, 139259. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Wang, B.; Chen, J.; Zhang, L.; Zhang, K.; He, M.; Xue, Y.; Yang, G. Preparation of Salt-Induced Ultra-Stretchable Nanocellulose Composite Hydrogel for Self-Powered Sensors. Nanomaterials 2023, 13, 157. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.; Mo, J.; Liu, Y.; Zhang, S.; Wang, J.; Fu, Q.; Wang, S.; Nie, S. Stretchable Triboelectric Self-Powered Sweat Sensor Fabricated from Self-Healing Nanocellulose Hydrogels. Adv. Funct. Mater. 2022, 32, 2201846. [Google Scholar] [CrossRef]
- Mo, J.; Liu, Y.; Fu, Q.; Cai, C.; Lu, Y.; Wu, W.; Zhao, Z.; Song, H.; Wang, S.; Nie, S. Triboelectric nanogenerators for enhanced degradation of antibiotics via external electric field. Nano Energy 2022, 93, 106842. [Google Scholar] [CrossRef]
- Wang, T.; Li, S.; Tao, X.; Yan, Q.; Wang, X.; Chen, Y.; Huang, F.; Li, H.; Chen, X.; Bian, Z. Fully biodegradable water-soluble triboelectric nanogenerator for human physiological monitoring. Nano Energy 2022, 93, 106787. [Google Scholar] [CrossRef]
- Wang, R.; Ma, J.; Ma, S.; Zhang, Q.; Li, N.; Ji, M.; Jiao, T.; Cao, X. A biodegradable cellulose-based flame-retardant triboelectric nanogenerator for fire warning. Chem. Eng. J. 2022, 450, 137985. [Google Scholar] [CrossRef]
- Zhao, D.; Zhu, Y.; Cheng, W.; Chen, W.; Wu, Y.; Yu, H. Cellulose-Based Flexible Functional Materials for Emerging Intelligent Electronics. Adv. Mater. 2020, 33, 2000619. [Google Scholar] [CrossRef]
- Zhang, F.; Shen, R.; Li, N.; Yang, X.; Lin, D. Nanocellulose: An amazing nanomaterial with diverse applications in food science. Carbohydr. Polym. 2023, 304, 120497. [Google Scholar] [CrossRef]


| Approach | Nanomorphologies | Sources | Medium Size | Preparation |
|---|---|---|---|---|
| “Top-down” | Cellulose nanocrystals (CNCs) | Wood, cotton, hemp, linen, straw, tubers, tunicates, algae, bacteria, etc. | Diameter—5–70 nm Length—100 nm to several micrometers | Chemical treatment in the form of acid hydrolysis of cellulose (or enzyme-assisted hydrolysis) |
| “Top-down” | Cellulose nanofibers (CNFs) | Wood, cotton, hemp, beetroot, etc. | Diameter—5–60 nm Length—several micrometers | Defibrillation of wood pulp by mechanical treatment before and/or after chemical (and/or enzymatic) processes |
| “Bottom-up” | Bacterial nanocellulose (BC) | Low-molecular-weight sugars and alcohols | Diameter—20–100 nm Various kinds of nanofiber nets | Synthesized by bacteria |
| Method and Description | Study of the Method in the Production of Nanocellulose | References |
|---|---|---|
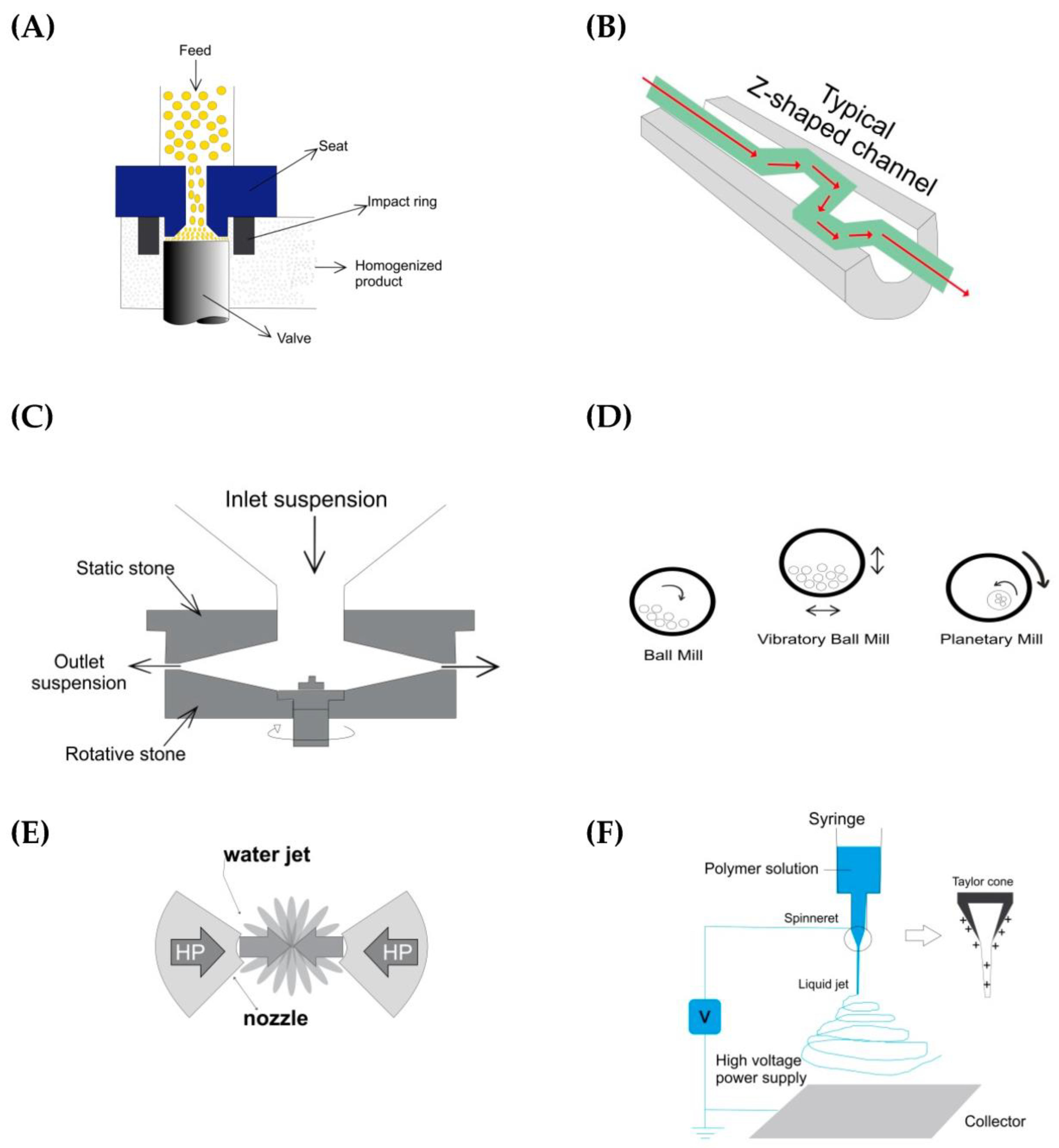
| Refining Passage of cellulose pulp through two discs (one that rotates and one that is fixed) | Study of CNF properties during defibrillation in an ultra-disc refiner | [26] |
| High-pressure homogenization Passage of cellulose pulp into a pressurized valve | Study on the effects of refining and homogenization on the development of CNFs | [28] |
| Microfluidization Passage of cellulose pulp in a pressurized valve through Z-shaped channels | Study of microfluidization parameters (chamber size and number of passes) in CNFs | [29] |
| Grinding Passage of cellulose paste through two grinding stones (one fixed and one rotating) | Optimization of grinding (number of cycles) for CNF production after alkaline chemical pre-treatment | [31] |
| Ball milling Putting cellulose pulp in ball mill | Effects of different ball-grinding times on the microstructure and rheological properties of CNFs Study of multiple parameters (isolated or combined) of ball-grinding in CNF production Study on several parameters in the production of CNFs with a ball mill | [33] [34] [35] |
| Cryogenic crushing First, the cellulose pulp is frozen in liquid nitrogen; then, it is crushed | No study on the method itself was found | |
| Steam explosion The cellulose pulp is introduced into an autoclave at high temperature and subjected to steam for a short period of time; then, pressure discharge occurs | Study on the effect of the steam explosion method on the morphological, chemical, and mechanical properties of CNFs | [37] |
| Ultrasound Ultrasounds are focused on cellulose pulp and the phenomenon of cavitation (formation, growth, and explosion of bubbles) occurs | Effect of low-frequency ultrasound time on the production of cellulose nanocrystal (CNC) films Influence of the hybrid method of ultrasound and chemical pre-treatment on the dimensions and appearance of CNFs Study of the effect of amplitude and time of ultrasound on the CNCs | [40] [7] [39] |
| Extrusion Place the cellulose pulp in an extruder with a screw and form a powder | Study of the effect of the number of passages in a double screw extruder on the properties of CNFs Study on the deconstruction of CNFs in an extruder with a double screw with enzymatic hydrolysis in situ (bioextrusion) | [41] [42] |
| Aqueous counter collision (ACC) Two jets of aqueous cellulose suspension are expelled against each other | Studies of the application of the aqueous collision method (ACC) for the production of CNFs from bacterial cellulose | [46] [43] |
| Electrospinning Cellulose pulp is ejected into a fine needle between two electrodes. The drops fall and are subject to an electric field | Study of parameters affecting electrospinning Cellulose electrospinning in ionic liquids | [48] [21] |
| Homogenization, ultrasound, and grinding | Comparative study of homogenization, ultrasound, and grinding processes for CNC preparation | [49] |
| Microfluidization and grinding | Comparative study of microfluidization and grinding processes for CNC preparation | [50] |
| Method | Features of CNC |
|---|---|
| Acid hydrolysis—H2SO4 | Size—28 to 470 nm |
| Crystallinity index—55.76 ± 7.82% | |
| Acid hydrolysis—H2SO4 with ultrasound | Size—10 to 50 nm |
| Crystallinity index—81.23% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernandes, A.; Cruz-Lopes, L.; Esteves, B.; Evtuguin, D. Nanotechnology Applied to Cellulosic Materials. Materials 2023, 16, 3104. https://doi.org/10.3390/ma16083104
Fernandes A, Cruz-Lopes L, Esteves B, Evtuguin D. Nanotechnology Applied to Cellulosic Materials. Materials. 2023; 16(8):3104. https://doi.org/10.3390/ma16083104
Chicago/Turabian StyleFernandes, Ana, Luísa Cruz-Lopes, Bruno Esteves, and Dmitry Evtuguin. 2023. "Nanotechnology Applied to Cellulosic Materials" Materials 16, no. 8: 3104. https://doi.org/10.3390/ma16083104
APA StyleFernandes, A., Cruz-Lopes, L., Esteves, B., & Evtuguin, D. (2023). Nanotechnology Applied to Cellulosic Materials. Materials, 16(8), 3104. https://doi.org/10.3390/ma16083104