3.1. The Tapping Flow Field of the Converter at 90 Tilt Angles
An analysis was conducted on the steelmaking process of a 200 mm diameter tapping hole with a 90° tapping angle in the converter.
Figure 3 shows the distribution diagrams of steel and slag along the vertical section of the converter at 20 s, 50 s, 70 s, and 125 s after tapping. From
Figure 3a, it can be seen that at the beginning of steel tapping, the steel and slag are mutually insoluble and clearly stratified, and the flow of the steel inside the converter is relatively stable without the formation of vortex.
Fluent monitoring shows that the time when slag flows out of the taphole is 43 s, while the time when stable vortex flow appears is 50 s. In the process of steel tapping (
Figure 3b), many small vortices disappear as the flow develops [
16]. When the fluid in the converter descends to a certain height, a sustained vortex flow will form. The front end of the vortex develops in the direction of the taphole, and the slag is entrained into the taphole, resulting in the phenomenon of vortexing and slag coiling (
Figure 3c). At the end of the steelmaking process (
Figure 3d), a surface depression can be observed on the slag layer.
During the development of the vortex flow (
Figure 3a,b), although the mass flow rate of the steel through the tapping hole decreased, the impact of the jet flow on the ladle increased gradually due to the increase in the depth of the molten pool. This caused greater disturbance to the steel inside the ladle. As the depth of the steel increases, the eddies and vortices generated by the impact of the jet flow will more strongly affect the gas inside the steel. However, if the depth of the steel bath in the ladle is large, the distance between the bottom of the ladle and the impact point of the nozzle will become very large, and the kinetic energy of the impact will be absorbed and dispersed by the steel liquid. At this time, the disturbance effect of the impact will decrease.
During the growth period of a vortex (
Figure 3c,d), the amount of air drawn into the steel bath by the descending jet decreases gradually. The stirring effect produced in the steel bath also weakens, because the viscosity of slag is higher than that of steel, and the propagation speed of the jet impact in slag is also slower. According to
Figure 4, due to the density difference between the slag and steel, the presence of slag forms a “buffer zone”, making it difficult for the impact of the jet flow to directly affect the steel, thereby reducing the disturbance to the steel [
17]. As the thickness of the slag layer increases, the disturbance caused by the injection flow to the molten steel in the ladle gradually decreases.
3.2. Analysis of Vortex Formation during Converter Tapping
During the process of producing steel in a converter, the molten steel is continuously impacted and stirred against the furnace wall due to unstable and varying flow velocities, resulting in the formation of a rotating vortex. This vortex has both horizontal and vertical rotations. As the rotation process is highly complex, the formation of the converter steel vortex is initially discussed by analyzing the fixed tilt angle. The formation of the vortex is related to the speed and direction of the steel liquid flow. Above the taphole, the flow rate of the steel liquid is faster, and the steel liquid inside the converter needs to pass through a conical position to give the fluid an initial axial velocity. During the tapping process, the turbulence disturbance causes the tangential flow to become unstable and easily form eddies.
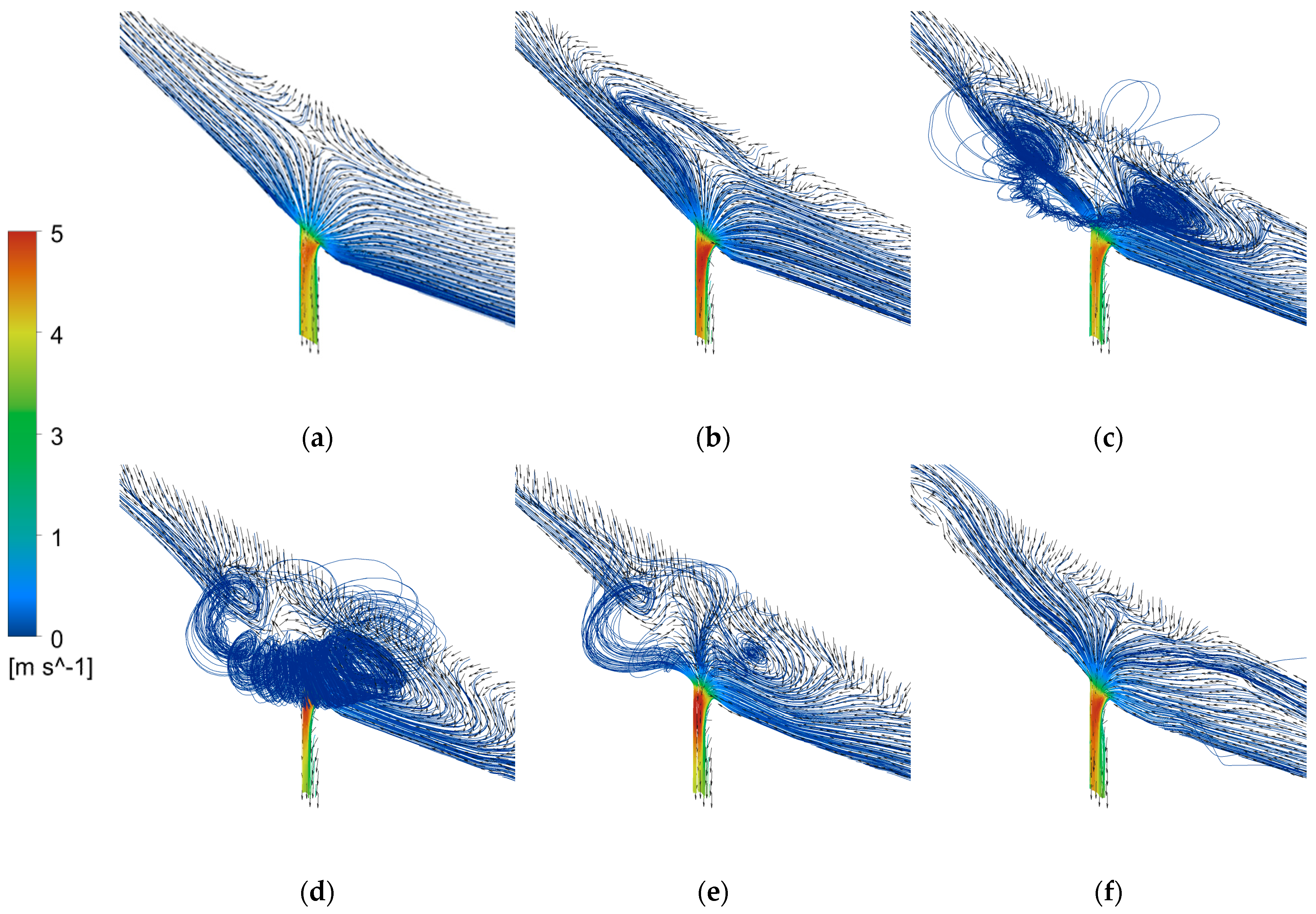
Figure 5 shows the velocity streamlines at different moments during the tapping process of the converter at an angle of 100°. The vortex initiation time is 68.8 s, and the stable development time is 70.95 s. As shown in
Figure 5a, when the converter begins tapping, the static pressure of the steel liquid near the taphole is no longer balanced due to the effect of gravity. The pressure difference causes the steel liquid to flow out quickly, and the velocity streamlines are relatively uniform and neat. As shown in
Figure 5b, although most of the flow directions of the steel liquid streamlines still point to the centerline of the taphole, some flow directions near the mouth begin to align with the tangential direction of the taphole, and there is no vortex above the taphole at this time. As the tapping process continues, two vortices appear above the taphole in the early stage of vortex initiation (
Figure 5c), and the centers of the two vortices are connected by rotation in the appropriate tangential direction, causing the flow direction of the fluid streamlines to change, and countless micro-vortices develop into visible vortices. With the further extension of tapping time, stable vortices are formed, and the phenomenon of vortex slag coiling appears (
Figure 5d). As shown in
Figure 5e,f, after the vortex is stably formed, the vortex gradually becomes smaller and even disappears as the tapping process progresses. On the one hand, this is because the overall flow rate of the taphole decreases in the late stage of tapping. On the other hand, when the slag amount is too large, the flow velocity of the slag liquid will increase, which will intensify the turbulent motion of the slag liquid, destroying the formation and maintenance of the vortex and causing the number and size of the vortices to decrease.
It can be seen that when a tangential vector appears above the tundish nozzle, the steel liquid vortex begins to form. As the vortex develops, the turbulence of the steel liquid streamlines above the tundish nozzle increases, and the steel liquid vortex becomes stronger and gradually forms a whirlpool, which begins to roll into the slag, forming a phenomenon of swirling slag. With the increase in the slag amount during the steel pouring process, the turbulent motion of the slag liquid destroys the connection of the vortex, resulting in the gradual disappearance of the vortex.
3.3. Comparison of Flow Field with Different Converter Tilt Angles
When the converter tilt angle is fixed, the self-gravity of the fluid in the steel ladle forms a static pressure difference, which is the energy source for the development of vortex motion.
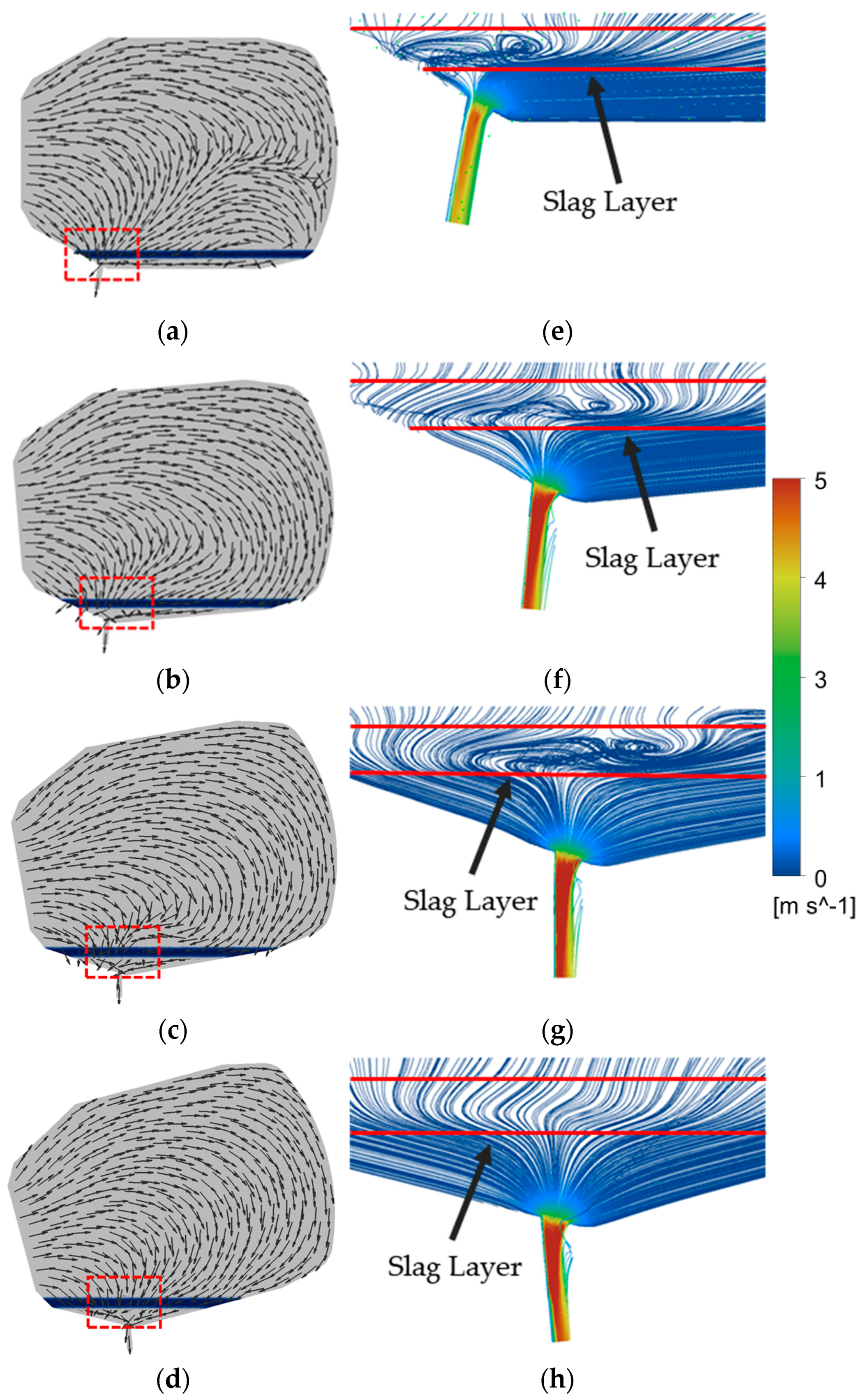
Figure 6e–h shows the position enlarged velocity flow diagram of the red box in
Figure 6a–d. The red line in
Figure 6e–h is the slag layer. Due to the angle of 129° between the tapping hole and the left wall, and the angle of 100° between the tapping hole and the furnace wall, as the tilt angle of the converter increases, the vortex currents in the slag layer gradually shift from above the tapping hole to the right side, reducing the tangential velocity and disturbance of the slag layer. When the converter is tilted at an angle of 105° and the tapping time is 40 s, the angles on both sides of the tapping hole tend to be symmetric, and the tangential vector becomes very small (
Figure 6). This suppresses the development of a slag layer vortex, even approaching a converging vortex [
18]. In other words, when the tilt angle of the converter is 105°, the vortex in the slag layer has basically stopped rotating.
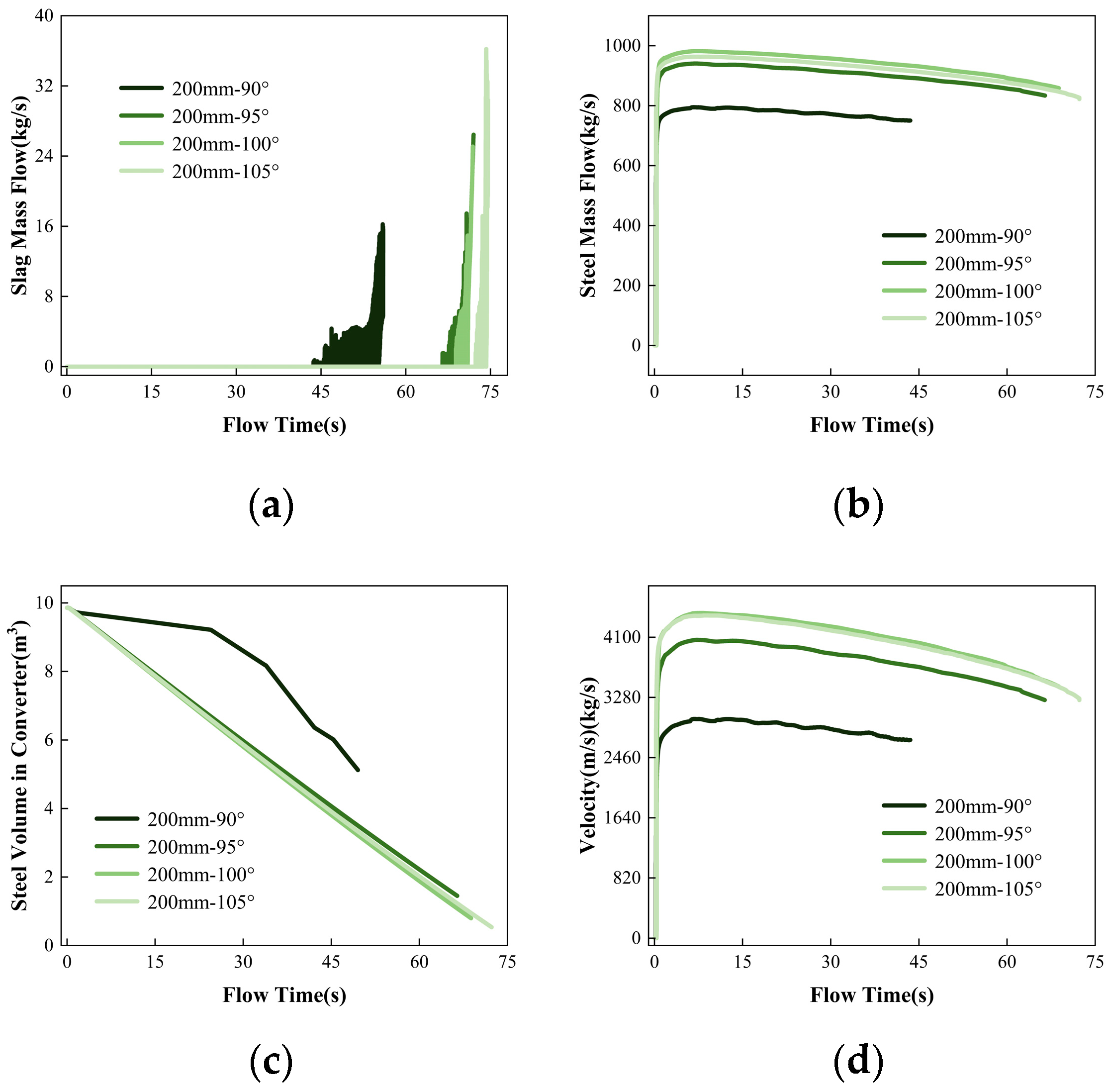
The monitoring standard for slag entrapment is to measure the flow rate of slag by monitoring the cross-section of the tapping hole during steelmaking. The onset times of vortex entrainment for converter angles of 90°, 95°, 100°, and 105° are 43.55 s, 66.44 s, 68.80 s, and 72.30 s, respectively. The stable development times of vortex entrainment are 54.10 s, 70.36 s, 70.95 s, and 74.26 s, respectively. Vortexes exist from the beginning of the steel flow, even if the steel–slag interface is not concave, but vortex motion has formed at the bottom. With an increase in converter angle, the tangential vector above the tapping hole tends to be symmetrical, and the duration of stable vortex entrainment decreases. As the initial tangential disturbance is the main factor for the vortex formation [
19], the asymmetry of the tangential vector above the tapping hole leads to different onset and development times for the vortex.
According to
Figure 7, when slag occurs at different angles of the converter, the remaining liquid steel in the converter is 5.12m
3, 1.45m
3, 0.80m
3 and 0.54m
3, respectively. When the tapping hole is close to the vertical ground, the angle of the converter has little effect on the timing of slagging, but it has a significant impact on the speed of the tapping hole. As the tapping hole is vertical to the ground, the static pressure above the tapping hole caused by gravity is the largest, and the steel liquid flow rate at an angle of 100° is the fastest. Due to the special nature of the converter’s tapping hole, the angles of the left and right walls of the tapping hole are inconsistent, so when the angle of the converter is 105°, the tapping speed is slightly reduced, and the timing of slagging is delayed.
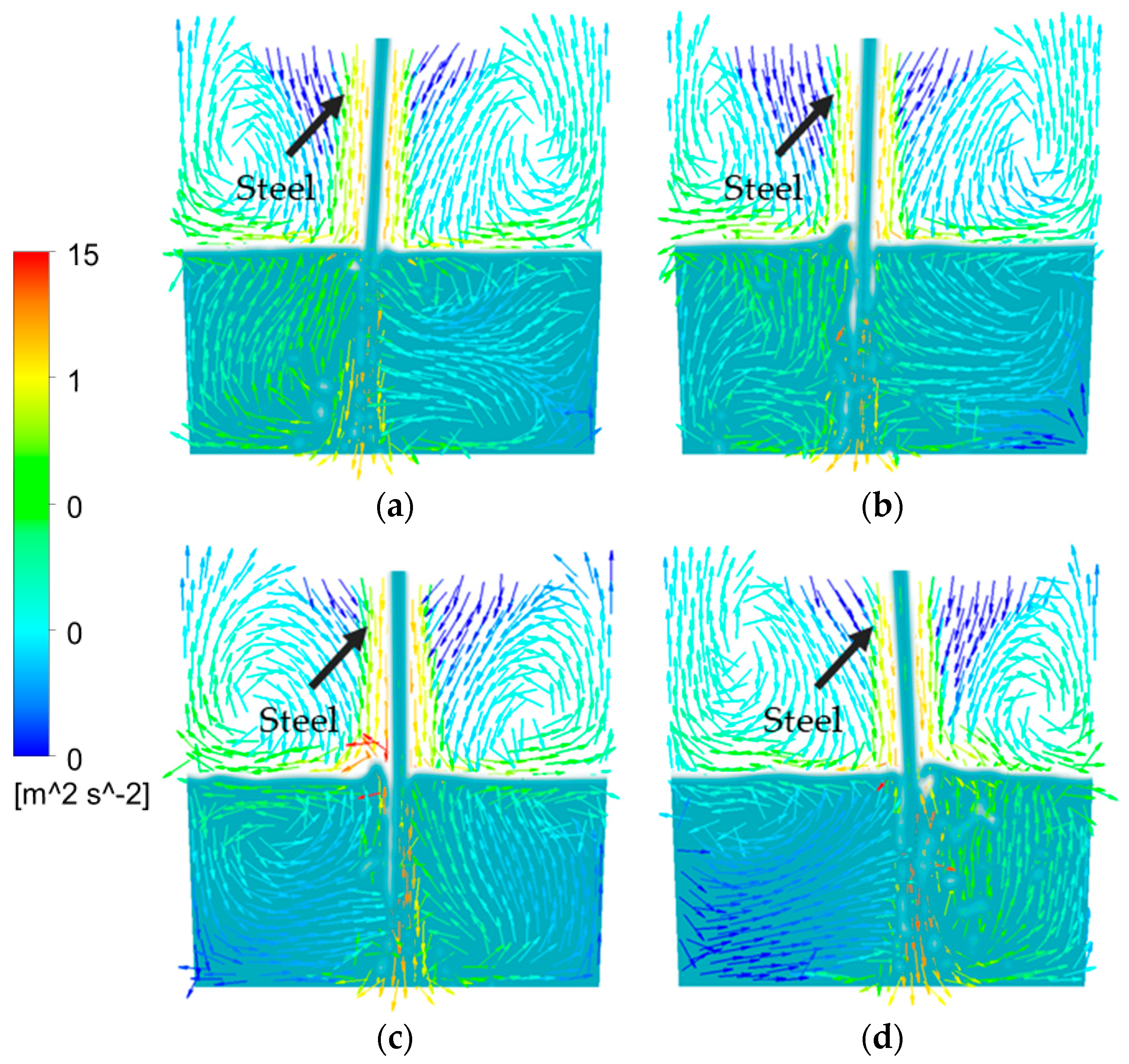
When the converter angle is 100° (
Figure 8c), the maximum steel pouring velocity is obtained. At this time, the pouring angle is perpendicular to the center of the bottom of the ladle, and the distribution of the velocity vector inside the ladle is nearly symmetrical. This is because the wall above the taphole of the converter is an asymmetric interface, which causes the velocity vector distribution in the pouring of molten steel to be incompletely symmetrical. When the converter angle is 105° (
Figure 8d), the stagnant area of the molten pool vector inside the ladle is larger. The pouring velocities of molten steel are relatively close at converter angles of 100° and 105°. However, due to differences in the pouring location and angle deviation, the inner wall of the ladle on one side is eroded when the converter angle is 105°. This is because as the pouring angle of the molten steel increases, the number and size of the vortex will change. When the molten steel flows into the ladle at a larger angle from the nozzle, the eddies generated in the molten pool can more strongly disturb the molten pool, thereby increasing the turbulence level in the molten pool [
20]. This helps to mix the chemical components in the molten pool, thus improving the uniformity and quality of the molten steel and reducing the temperature gradient in the molten pool.
In the late stage of steelmaking, alloy materials are added to the steelmaking furnace. The influencing factors of the movement trajectory and residence time of alloy particles in the molten steel include the physical and chemical parameters of the alloy particles, the steel flow field [
21,
22], and the location where the alloy particles are added to the steelmaking furnace [
20,
23,
24]. In fact, the alloying process of alloy particles in the steelmaking furnace is mainly carried out by the mechanisms of diffusion and mixing. Diffusion refers to the free diffusion of alloy elements in the steel, and mixing refers to the process in which the turbulent action formed in the steel promotes the mixing of the steel and slag in the molten steel. Therefore, when the angle of the converter is between 100–105°, it is suitable to add alloy particles to the molten steel in the steelmaking furnace. At this time, the flow rate of the steel liquid is relatively high, and the critical height of the molten slag in the converter is relatively low.
3.4. Influence of Different Tapping Hole Sizes on the Flow Field
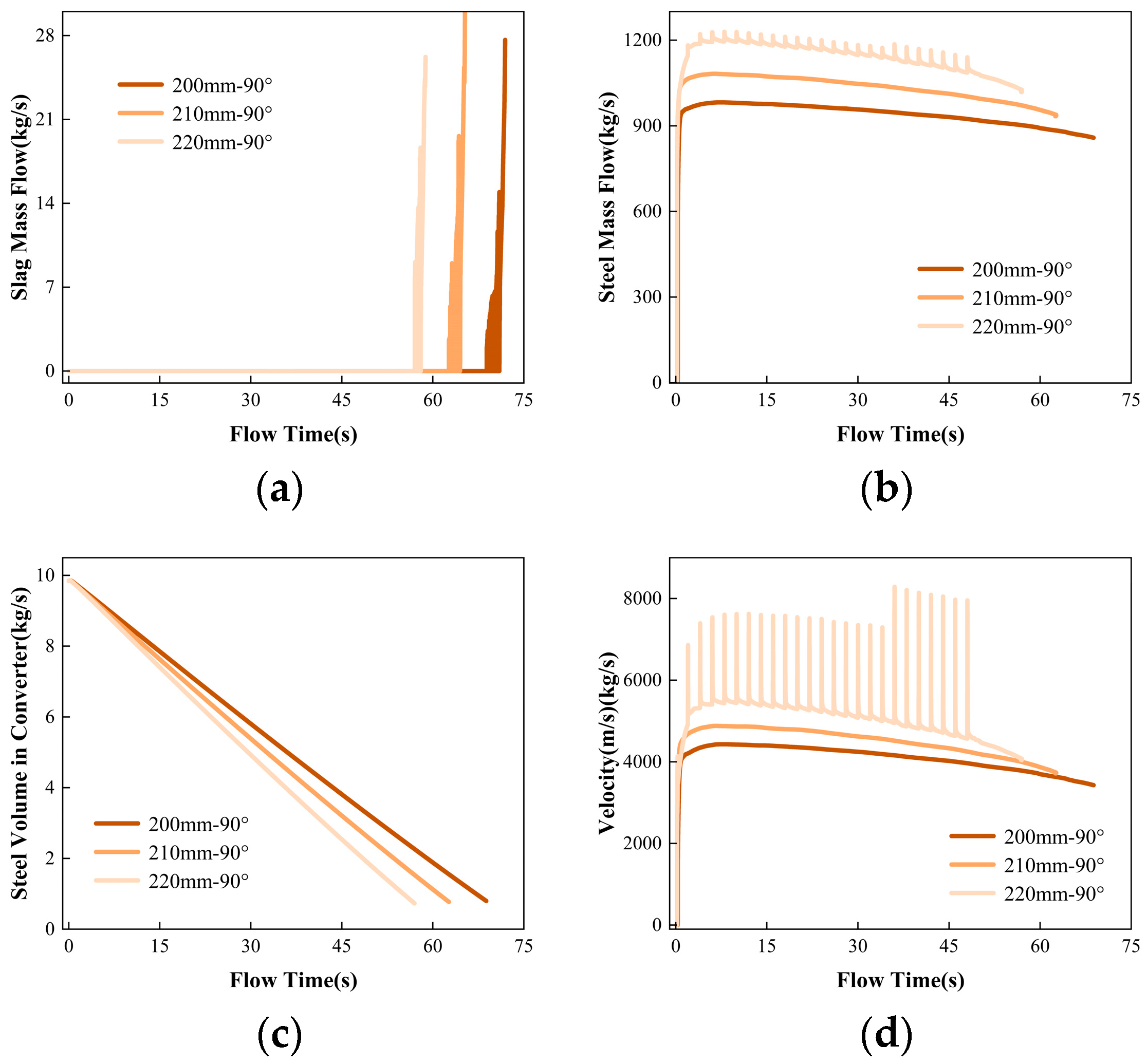
Figure 9 shows the mass flow rate of steel, slag, and molten steel velocity, as well as the residual volume of molten steel in the converter during the second tapping process with different tapping hole diameters (a) 200 mm, (b) 210 mm, and (c) 220 mm, for 50 s. The time when vortex currents start to roll slag is 68.80 s, 62.64 s, and 57.11 s, respectively. The time when vortex currents start to develop stably is 70.95 s, 64.49 s, and 58.00 s, respectively. As the diameter of the tapping hole increases, the time for the vortex to reach the tapping hole shows a decreasing trend. The residual volume of molten steel in the converter is 0.80 m
3, 0.77 m
3, and 0.73 m
3, respectively, when the different tapping hole diameters start to roll slag, indicating that the critical height of the vortex decreases with an increase in the tapping hole diameter. This is because, during the tapping process, the effect of the tapping hole diameter on the initiation of the vortex is much smaller than the effect of the mass flow rate of the molten steel from the tapping hole. With a larger tapping hole diameter, the mass flow rate of molten steel increases, and the liquid level drops faster. Although the critical height of the liquid level for vortex formation is lower, the development time of the vortex accelerates, and the time for the vortex to reach the tapping hole becomes shorter.
However, overall, the effect of increasing the tapping hole diameter on the formation of the vortex is not significant. However, there is a phenomenon where periodic oscillations occur in the flow of molten iron from the taphole when the taphole diameter is increased to 220 mm, which disappears only at the end of tapping. This “oscillation” phenomenon is due to the dynamic instability of the steel in the converter. The occurrence of oscillation tapping can cause fluctuations in the quality of the steel in the furnace, thereby affecting the stability and efficiency of the steel production process. Increasing the taphole diameter of the converter will increase the tapping speed, reduce the surface tension of the molten steel, and reduce the viscosity of the molten steel.
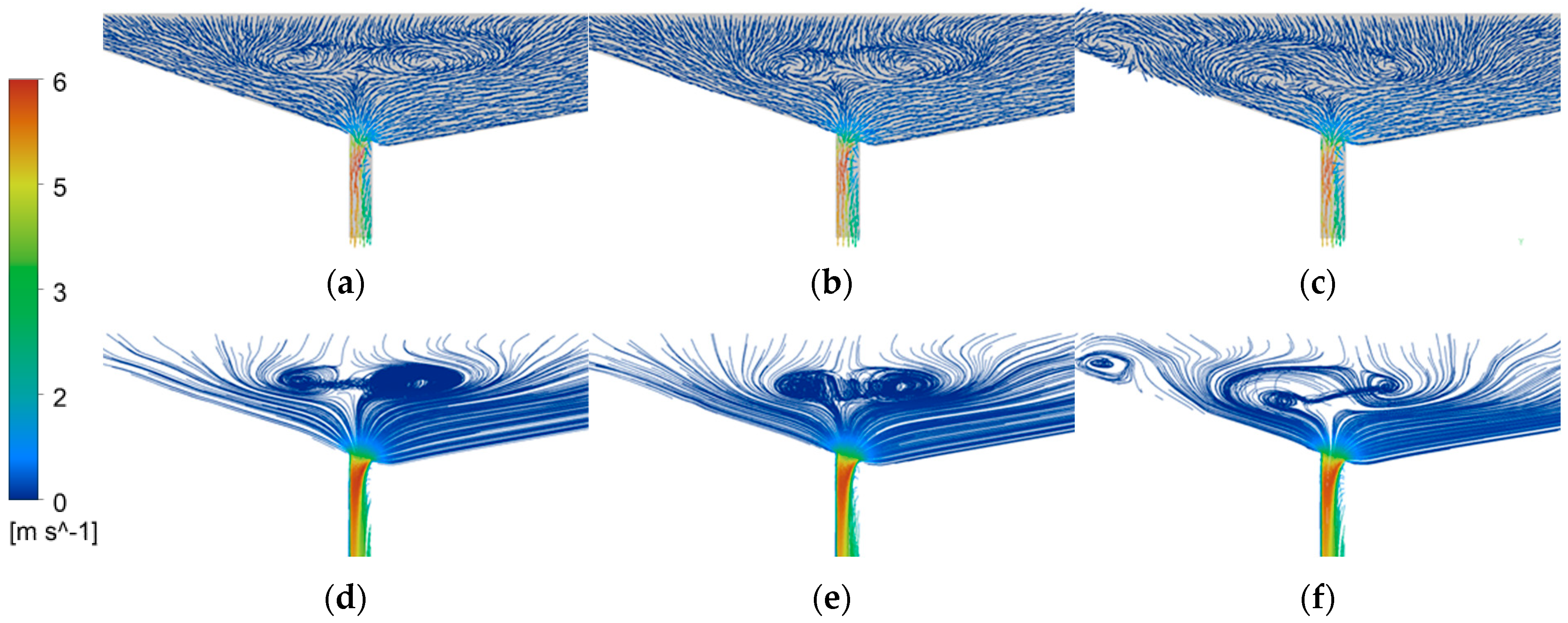
When the diameter of the tapping hole is small, the flow of molten steel is mainly restricted by the hole size, and the flow rate is relatively stable, so it is not easy to cause oscillation. However, when the diameter of the tapping hole increases, the degree of restriction on the flow of molten steel decreases, and the instability of the flow increases, making it easy to cause oscillation. The fluid flow inside the furnace and the velocity and mass flow rate at the tapping hole are closely related. As shown in
Figure 10, when the diameter of the tapping hole increases from 200 mm to 220 mm, the symmetric vector position in the converter is closer to the top of the tapping hole. When the diameter of the tapping hole is 220 mm, the internal flow structure of the converter changes after 50 s of flow (
Figure 10c), which produces a large vortex, further causing the flow of molten steel to oscillate. When the flow velocity at the tapping hole increases, the kinetic energy of the molten steel also increases, and therefore the mass flow rate also increases accordingly.
Figure 10g shows clearly the counteractive effect of two vortices [
25]. When the flows meet, the counteractive effect reduces the tangential velocity between the top of the tapping hole, suppresses the formation of the free surface vortex, and reduces the height of the adjacent vortex slag. Therefore, a diameter of 210 mm for the steel tapping hole is the optimal choice, as it can reduce the tapping time of the converter without changing the internal flow field structure of the converter.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}