

High-Temperature Behaviour of Zn-Based Galvannealed Coatings on Steel


Abstract
:1. Introduction
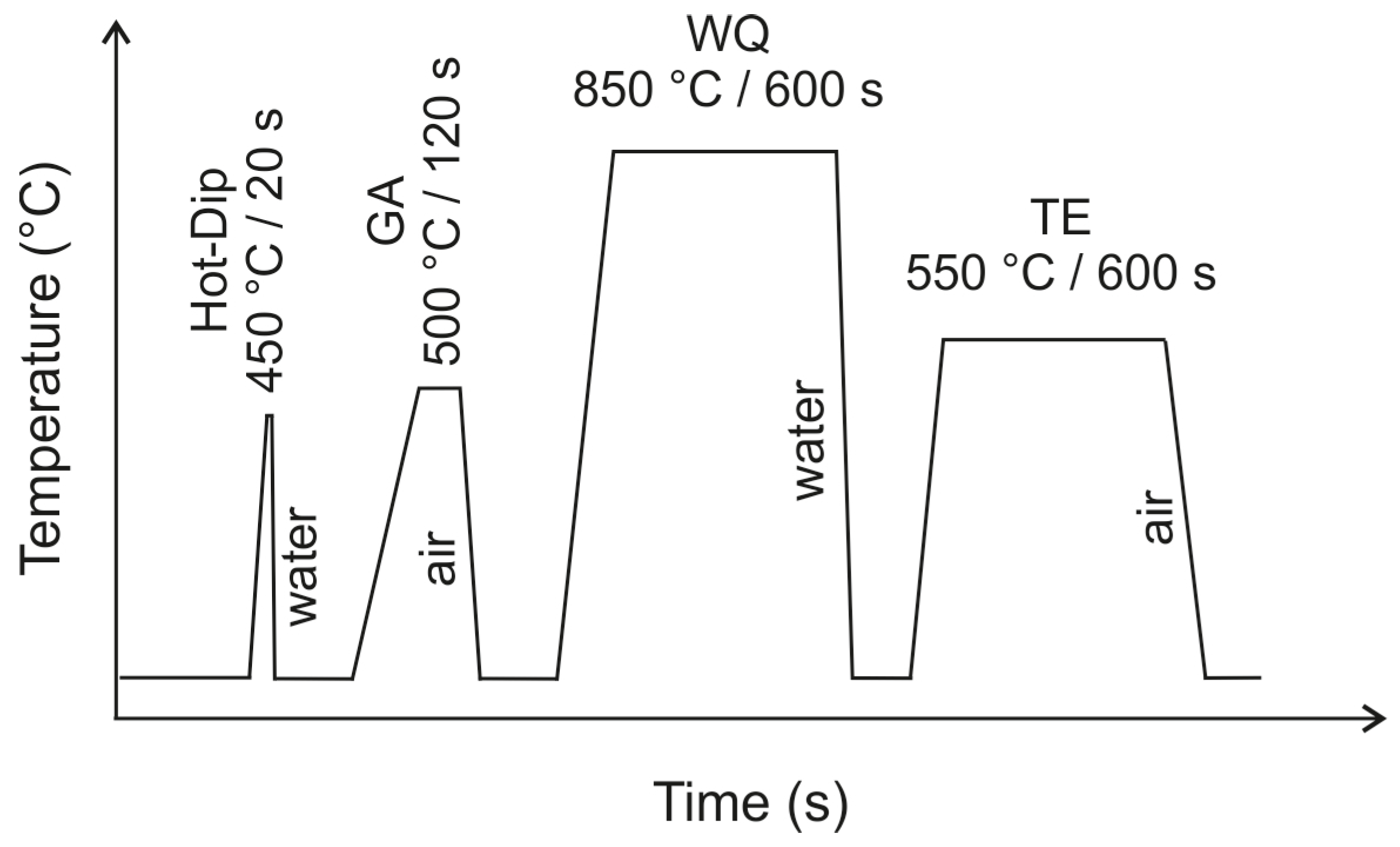
2. Materials and Methods
3. Results
3.1. SEM/EDX Analysis of Cross-Sections
3.1.1. Hot-Dip Coating
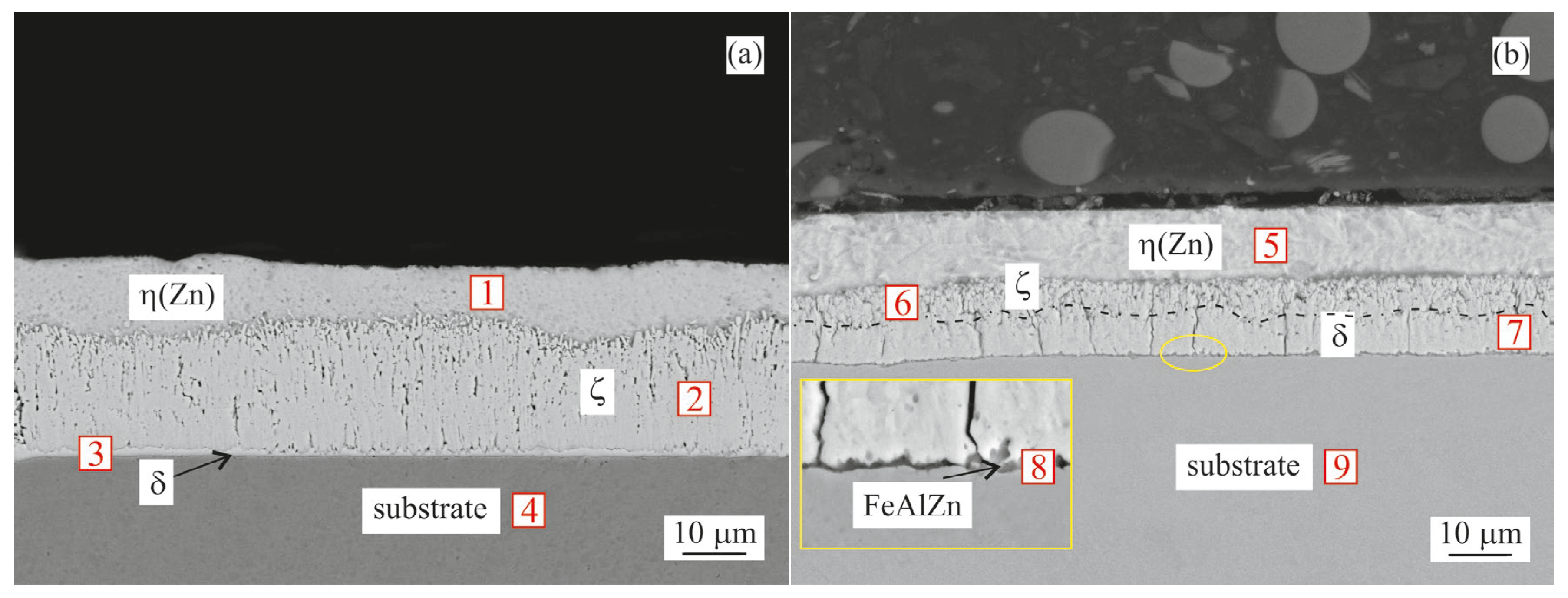
3.1.2. Galvannealing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Site No. | Fe Content [at.%] | Zn Content [at.%] | Phase |
|---|---|---|---|---|
| 1 | 6 | 94 | ζ | |
| Zn | 2 | 10 | 90 | δ |
| 3 | 100 | - | Substrate | |
| 4 | 11 | 89 | δ | |
| Zn0.1Al | 5 | 31 | 69 | Γ |
| 6 | 100 | - | Substrate |
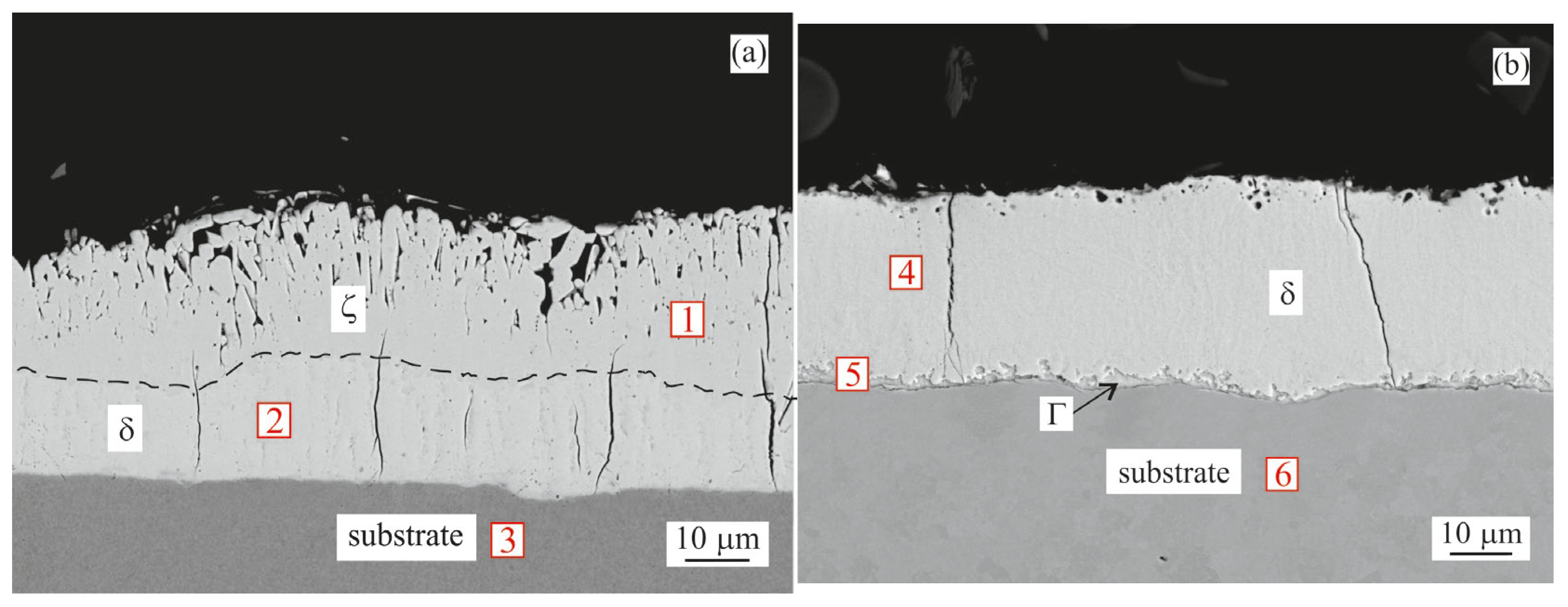
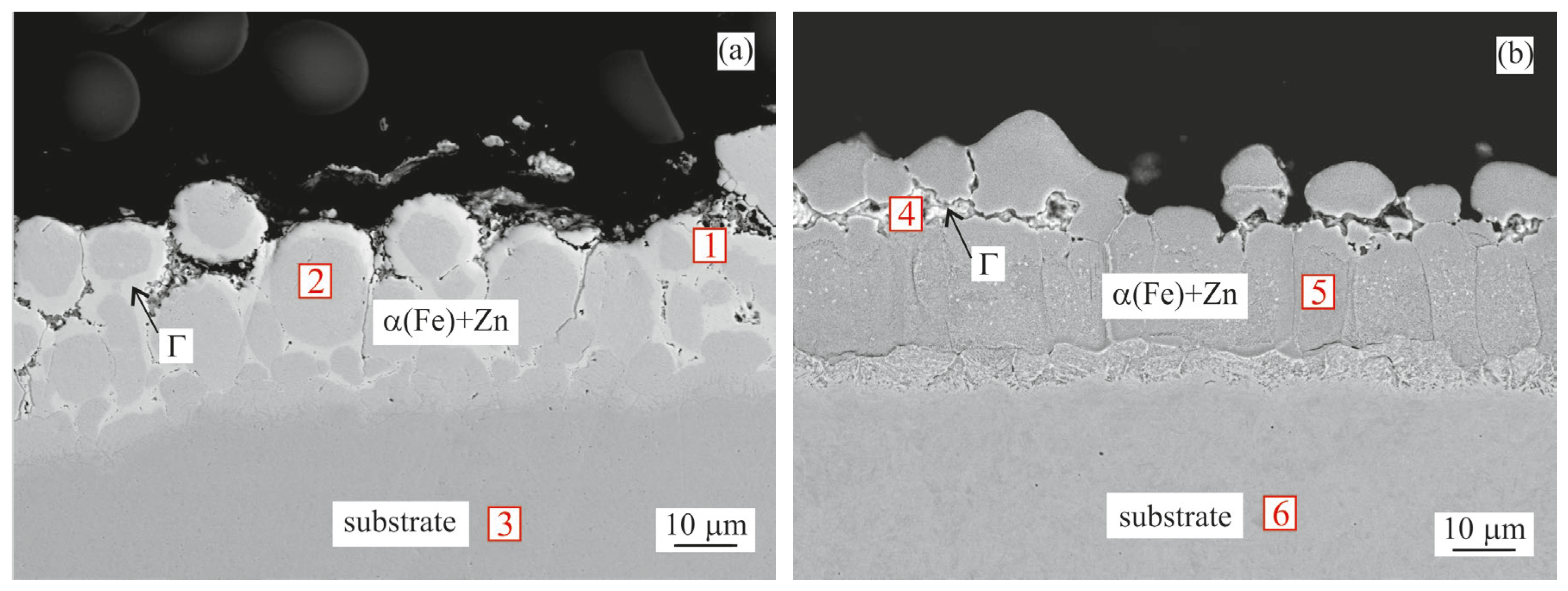
3.1.3. Water Quenching
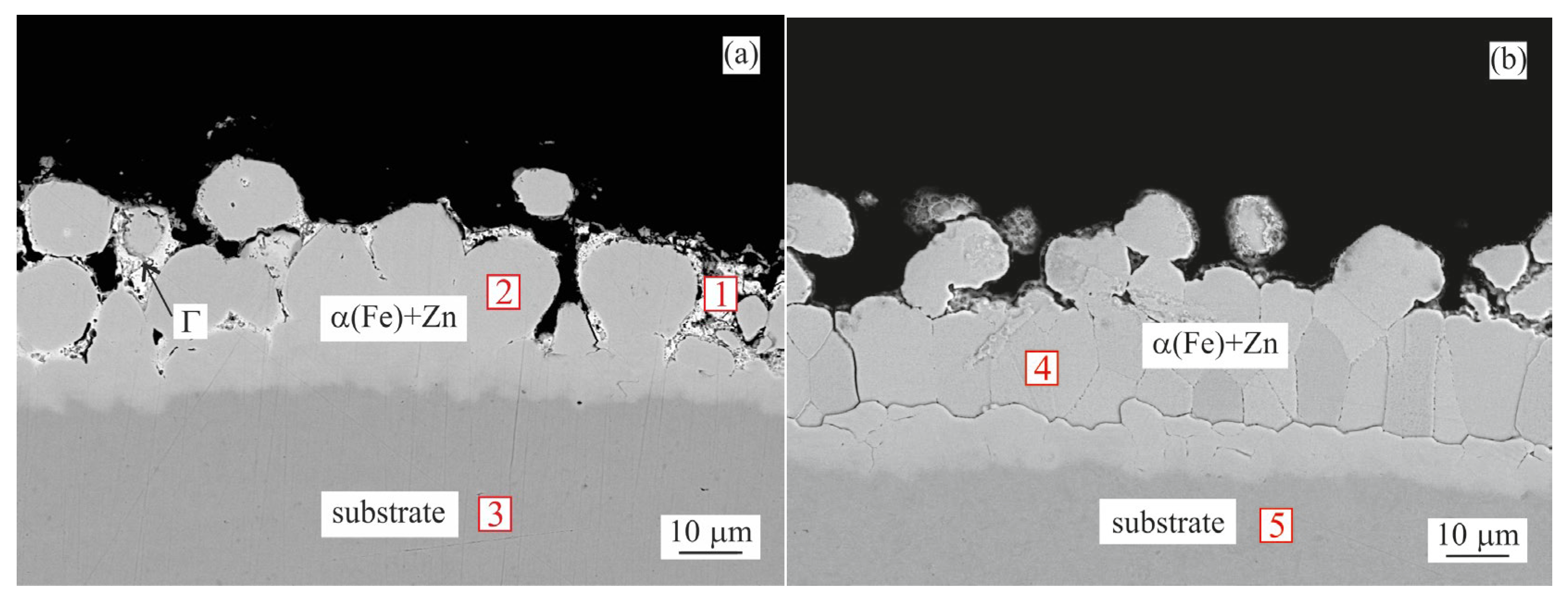
3.1.4. Tempering
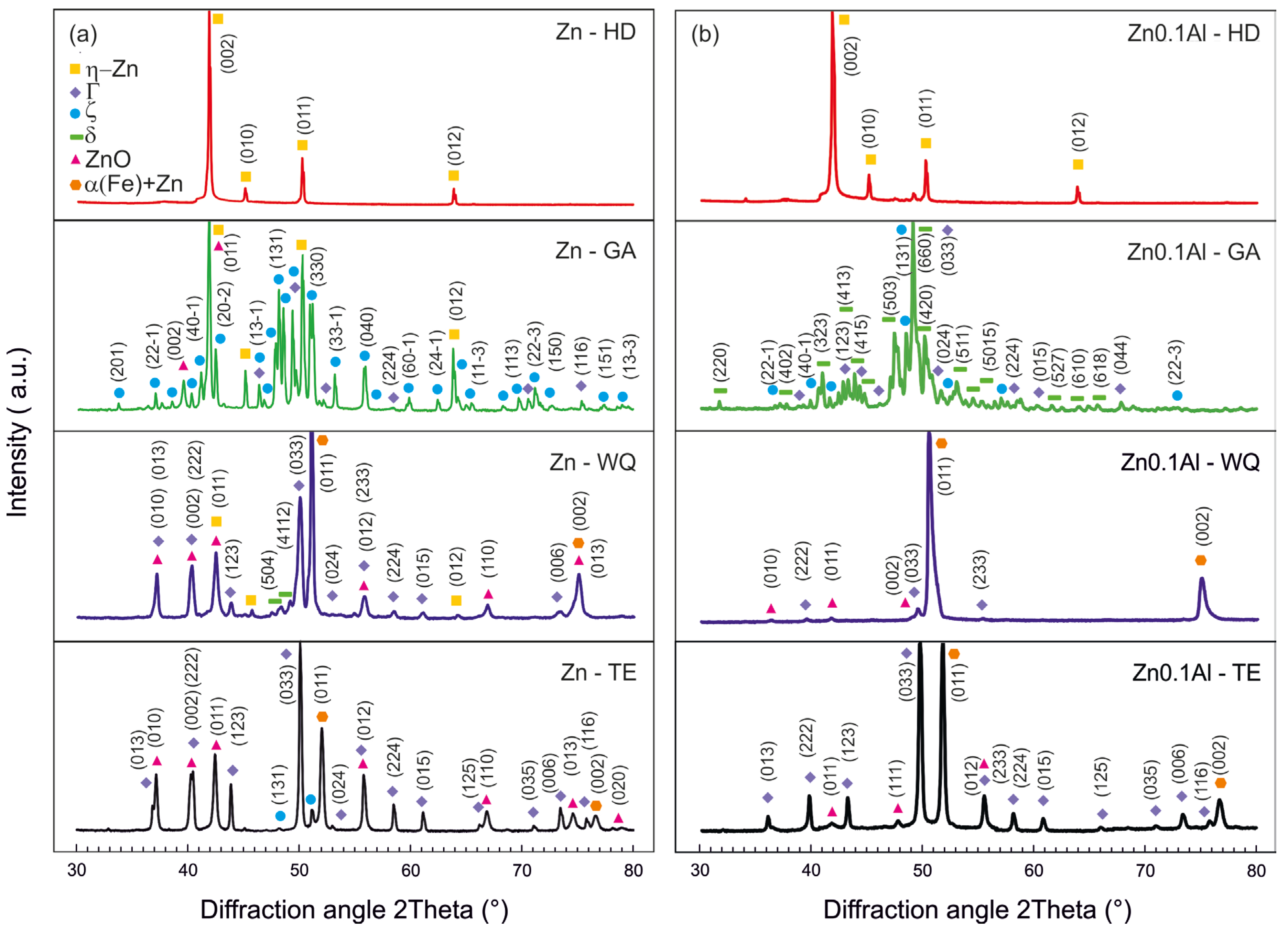
3.2. XRD Analysis of the Surface
4. Discussion
5. Conclusions
- The Zn0.1Al coating resulted in a slightly more compact final coating, but both coatings performed similarly enough to be applicable.
- The experimental results confirmed that a sufficient Zn-based coating remained on the steel surface after each of the processing steps even after exposure to 850 °C. In all cases, at least a 20 µm thick, intact coating remained after all processing steps.
- The coatings had their specific phase composition after each heat treatment step. η(Zn), ζ and δ were formed after galvanising. η(Zn) was transformed during galvannealing mainly into ζ, δ and Γ phases.
- After the water quenching, a supersaturated α(Fe)-based s.s. was formed. This phase was usually not observed in relation to hot-dip coatings, and it was initiated by the specific conditions of water quenching from 850 °C.
- During tempering (550 °C/600 s), a significant portion of the supersaturated α(Fe) s.s. was transformed mainly to the Γ phase. This did not, however, impede the protective properties of the coating regarding the limitation of iron scale formation.
- LME phenomena were not observed after any of the process steps.
- It is feasible to use this approach to control the steel’s scale formation during quenching and tempering.
- This enables smaller-scale production facilities to carry out forming on steel sheets and subsequently carry out the heat treatment (quenching and tempering) inhouse without the risk of heavy iron scale formation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, K.; Zhu, B.; Wang, Z.; Liu, Y.; Wang, L.; Zhang, Y.; Li, S. Successive phase and morphology evolution of galvannealed coating in hot stamping and diffusion modeling of α-Fe(Zn)/steel system considering the effect of Zn concentration. Surf. Coat. Technol. 2019, 380, 125036. [Google Scholar] [CrossRef]
- Hwang, Y.; Lee, C.W.; Shin, G.-Y.; Yoo, J.H.; Choi, M. Study of the Corrosion Behaviour, Liquid Metal Embrittlement and Resistance Spot Weldability of Galvannealed Hot Stamping Steel. Korean J. Met. Mater. 2019, 57, 193–201. [Google Scholar] [CrossRef]
- Lee, C.W.; Fan, D.W.; Lee, S.J.; Sohn, I.R.; De Cooman, B. Galvanized Coating Evolution During Hot Stamping. In Proceedings of the 8th International Conference on Zinc and Zinc Alloy Coated Steel Sheet, (Galvatech 2011), Genoa, Italy, 21–25 June 2011. [Google Scholar]
- Chakraborty, A.; Ghosh, R.; Sudan, M.; Mondal, A. Improvement in hot dip galvanized coating microstructure and properties by pre-metallic deposition on steel surface: A comprehensive review. Surf. Coat. Technol. 2022, 449, 128972. [Google Scholar] [CrossRef]
- Burton, B.P.; Perrot, P. Phase Diagrams of Binary Iron Alloys, 2nd ed.ASM International: Novelty, OH, USA, 1993; p. 459. [Google Scholar]
- Marder, A.R. The metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Kuklík, V.; Kudláček, J. Morphology of hot-dip galvanized coatings. In Hot-Dip Galvanizing of Steel Structures; Butterworth-Heinemann: Boston, MA, USA, 2016; ISBN 978-0-08-100753-2. [Google Scholar]
- Okamoto, N.L.; Inomoto, M.; Takebayashi, H.; Inui, H. Crystal structure refinement of the Γ- and Γ1-phase compounds in the Fe-Zn system and orientation relationships among α-Fe, Γ and Γ1 phases in the coating layer of galvannealed steel. J. Alloy. Compd. 2018, 732, 52–63. [Google Scholar] [CrossRef]
- Jeon, H.-H.; Lee, S.-M.; Han, J.; Park, I.-J.; Lee, Y.-K. The effect of Zn coating layers on the hydrogen embrittlement of hot-dip galvanized twinning-induced plasticity steel. Corros. Sci. 2016, 111, 267–274. [Google Scholar] [CrossRef]
- Chen, L.; Fourmentin, R.; Mc Dermid, J.R. Morphology and Kinetics of Interfacial Layer Formation during Continuous Hot-Dip Galvanizing and Galvannealing. Metall. Mater. Trans. A 2008, 39, 2128–2142. [Google Scholar] [CrossRef]
- Kato, T.; Nunome, K.; Kaneko, K.; Saka, H. Formation of the ζ phase at an interface between an Fe substrate and a molten 0.2 mass% Al–Zn during galvannealing. Acta Mater. 2000, 48, 2257–2262. [Google Scholar] [CrossRef]
- Hsu, C.-W.; Wang, K.-K.; Chang, L.; Gan, D.; Chang, Y.-L.; Liang, H.-Y.; Liang, H.-P. Formation of Fe2Al5-xZnx intermetallic crystals at the Fe-Zn interface in hot-dip galvanizing. Mater. Charact. 2018, 137, 189–200. [Google Scholar] [CrossRef]
- Price, S.E.; Randle, V.; Pichilingi, M.; Mayes, T. Formation and development of aluminium inhibition layers during galvanizing/galvannealing. Rev. Met. Paris 1999, 96, 381–394. [Google Scholar] [CrossRef]
- Baril, E.; L’espérance, G. Studies of the morphology of the Al-rich interfacial layer formed during the hot dip galvanizing of steel sheet. Metall. Mater. Trans. A 1999, 30, 681–695. [Google Scholar] [CrossRef]
- Zapico-Álvarez, D.; Barges, P.; Musik, C.; Bertrand, F.; Mataigne, J.-M.; Descoins, M.; Mangelinck, D.; Giorgi, M.-L. Further Insight into Interfacial Interactions in Iron/Liquid Zn-Al System. Metall. Mater. Trans. A 2020, 51, 2391–2403. [Google Scholar] [CrossRef]
- Wang, K.-K.; Hsu, C.-W.; Chang, L.; Gan, D.; Chiang, L.-J. Formation of Fe-Zn Intermetallic Phases in Galvannealed Mn-Si TRIP Steels. In Proceedings of the 10th International Conference on Zinc and Zinc Alloy Coated Steel Sheet (Galvatech 2015), Toronto, ON, Canada, 31 May–4 June 2015. [Google Scholar]
- Smirnov, A.V. Zinkování v Roztaveném Zinku; Státní Nakladatelství Technické Literatury: Praha, Czech Republic, 1956; 288p. [Google Scholar]
- Gogola, P.; Gabalcová, Z.; Suchánek, H.; Kusý, M. Intermetallics formation during hot dip galvanizing of high carbon steel. In IOP Conference Series: Materials Science and Engineering, Proceedings of the PING 2019, Modern Trends in Material Engineering, Pilsen, Czech Republic, 10–13 September 2019; IOP Publishing Ltd.: Bristol, UK, 2020; Volume 723, p. 723. [Google Scholar] [CrossRef]
- Kopyciński, D.; Guzik, E.; Szczęsny, A.; Siekaniec, D. Diffusion Coefficient in the Zinc Coating Shaped on the Surface of Cast Iron and Steel Alloys. Arch. Foundry Eng. 2015, 15, 43–46. [Google Scholar] [CrossRef]
- Kopyciński, D.; Guzik, E.; Szczęsny, A. Effect of the Surface Layer of Iron Casting on the Growth of Protective Coating During Hot-Dip Galvanizing. Arch. Foundry Eng. 2016, 16, 25–28. [Google Scholar] [CrossRef]
- Kania, H.; Mendala, J.; Kozuba, J.; Saternus, M. Development of Bath Chemical Composition for Batch Hot-Dip Galvanizing—A Review. Materials 2020, 13, 4168. [Google Scholar] [CrossRef]
- SIQUAL 0503 Steel Specification. Available online: https://steelselector.sij.si/steels/C45.html (accessed on 20 March 2023).
- Lutterotti, L.; Matthies, S.; Wenk, H.R. MAUD (Material Analysis Using Diffraction): A User Friendly Java Program for Rietveld Texture Analysis and More. In Proceedings of the 12th International Conference on Textures of Materials (ICOTOM-12), Montreal, QC, Canada, 9–13 August 1999; Volume 1, p. 1599. Available online: http://hdl.handle.net/11572/57067 (accessed on 8 March 2023).
- Chung, P.P.; Wang, J.; Durandet, Y. Deposition processes and properties of coatings on steel fasteners—A review. Friction 2019, 7, 389–416. [Google Scholar] [CrossRef]
- McDermid, J.R.; Kaye, M.H.; Thompson, W.T. Fe Solubility in the Zn-Rich Corner of the Zn-Al-Fe System for Use in Continuous Galvanizing and Galvannealing. Metall. Mater. Trans. B 2007, 38, 215–230. [Google Scholar] [CrossRef]
- Vitkin, A.I.; Kokorin, G.A.; Grishko, A.G.; Tyukanov, P.A. Effect of aluminum in zinc baths on the formation of the diffusion coating in hot-dip galvanizing of steel. Met. Sci. Heat Treat. 1973, 15, 332–334. [Google Scholar] [CrossRef]
- Chang, J.-K.; Lin, C.-S.; Cheng, W.-J.; Lo, I.-H.; Wang, W.-R. Oxidation resistant silane coating for hot-dip galvanized hot stamping steel. Corros. Sci. 2020, 164, 108307. [Google Scholar] [CrossRef]
- Speich, G.R.; Zwell, L.; Wriedt, H.A. The lattice parameter and α-phase boundary of ferritic iron zinc alloys. Trans. Metall. Soc. AIME 1964, 230, 939–940. [Google Scholar]
- Paduani, C.; Bormio-Nunes, C. Ab initio study of electronic and magnetic properties of the Fe3Zn intermetallic. Phys. B Condens. Matter 2011, 406, 1752–1756. [Google Scholar] [CrossRef]
- Wyckoff, R.W.G. Sample at T = 298 K Body centred cubic, bcc, structure. In Crystal Structures, 2nd ed.; Interscience Publishers: Genova, Switzerland, 1964; Volume 1, pp. 7–83. [Google Scholar]





| Element | C | Si | Mn | Cr | Mo | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| Content in wt.% | 0.506 | 0.249 | 0.567 | 0.304 | 0.075 | 0.200 | 0.344 | bal. |
| Production Step | 1. Hot-Dip Galvanising (Hot-Dip) | 2. Galvannealing (GA) | 3. Water Quenching (WQ) | 4. Tempering (TE) |
|---|---|---|---|---|
| Designations of Zn-coated samples | Zn–HD | Zn–GA | Zn–WQ | Zn–TE |
| Designations of Zn0.1Al-coated samples | Zn0.1Al–HD | Zn0.1Al–GA | Zn0.1Al–WQ | Zn0.1Al–TE |
| Phase Name | Symbol/Designation | Fe Content [at.%] | Zn Content [at.%] |
|---|---|---|---|
| Substrate | α(Fe) | 99–100 | 0–1 |
| Supersaturated α(Fe) solid solution | α(Fe) + Zn | 58–98 | 2–42 |
| Gamma | Γ | 19–31 | 69–81 |
| Delta | δ | 8–13 | 87–92 |
| Zeta | ζ | 6–7 | 93–94 |
| Eta Zn solid solution | η(Zn) | 0–0.04 | 99.96–100 |
| Coating | Site No. | Fe Content [at.%] | Zn Content [at.%] | Al Content [at.%] | Phase |
|---|---|---|---|---|---|
| Zn | 1 | 0.5 | 99.5 | - | η(Zn) |
| 2 | 7 | 93 | - | ζ | |
| 3 | 12 | 88 | - | δ | |
| 4 | 100 | - | - | Substrate | |
| Zn0.1Al | 5 | 1 | 99 | - | η(Zn) |
| 6 | 7.5 | 92.5 | - | ζ | |
| 7 | 12 | 88 | - | δ | |
| 8 | 50 | 47 | 3 | FeAlZn interfacial layer | |
| 9 | 100 | - | - | Substrate |
| Coating | Site No. | Fe Content [at.%] | Zn Content [at.%] | Phase |
|---|---|---|---|---|
| 1 | 26 | 74 | Γ | |
| Zn | 2 | 62 | 38 | α(Fe) + Zn |
| 3 | 100 | - | Substrate | |
| Zn0.1Al | 4 | 63 | 37 | α(Fe) + Zn |
| 5 | 100 | - | Substrate |
| Coating | Site No. | Fe Content [at.%] | Zn Content [at.%] | Phase |
|---|---|---|---|---|
| 1 | 30 | 70 | Γ | |
| Zn | 2 | 69 | 31 | α(Fe) + Zn |
| 3 | 100 | - | Substrate | |
| 4 | 32 | 68 | Γ | |
| Zn0.1Al | 5 | 77 | 23 | α(Fe) + Zn |
| 6 | 100 | - | Substrate |
| Phase Name | Symbol/Designation | Phase Chemical Formula | Crystal System | Space Group Number | ICSD Database Number |
|---|---|---|---|---|---|
| Fe-Zn solid solution | α(Fe) + Zn | Fe0.75Zn0.25 | bcc | 229 | 01-080-4455 |
| Gamma | Γ | Fe4Zn9 | bcc | 217 | 03-065-4386 |
| Delta | δ | Fe13Zn126 | hexagonal | 194 | 01-083-4808 |
| Zeta | ζ | FeZn13 | monoclinic | 12 | 98-016-3222 |
| Eta Zn solid solution | η(Zn) | Zn | hcp | 194 | 98-065-3502 |
| ZnO | ZnO | ZnO | hexagonal | 186 | 01-078-4606 |
| Production Step | η(Zn) | ζ | δ | Γ | α(Fe) + Zn | ZnO |
|---|---|---|---|---|---|---|
| Zn–HD | ■■■■ | -- | -- | -- | -- | -- |
| Zn–GA | ■■■ | ■■■■ | -- | ■ | -- | ■ |
| Zn–WQ | ■ | ■ | ■■ | ■■■ | ■■■■ | ■■ |
| Zn–TE | -- | ■■ | -- | ■■■■ | ■■ | ■■■ |
| Production Step | η(Zn) | ζ | δ | Γ | α(Fe) + Zn | ZnO |
|---|---|---|---|---|---|---|
| Zn0.1Al–HD | ■■■■ | -- | -- | -- | -- | ■ |
| Zn0.1Al–GA | -- | ■ | ■■■■ | ■■ | -- | -- |
| Zn0.1Al–WQ | -- | -- | -- | ■ | ■■■■ | ■ |
| Zn0.1Al–TE | -- | -- | -- | ■■■ | ■■■ | ■ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gogola, P.; Gabalcová, Z.; Kusý, M.; Ptačinová, J. High-Temperature Behaviour of Zn-Based Galvannealed Coatings on Steel. Materials 2023, 16, 3341. https://doi.org/10.3390/ma16093341
Gogola P, Gabalcová Z, Kusý M, Ptačinová J. High-Temperature Behaviour of Zn-Based Galvannealed Coatings on Steel. Materials. 2023; 16(9):3341. https://doi.org/10.3390/ma16093341
Chicago/Turabian StyleGogola, Peter, Zuzana Gabalcová, Martin Kusý, and Jana Ptačinová. 2023. "High-Temperature Behaviour of Zn-Based Galvannealed Coatings on Steel" Materials 16, no. 9: 3341. https://doi.org/10.3390/ma16093341
APA StyleGogola, P., Gabalcová, Z., Kusý, M., & Ptačinová, J. (2023). High-Temperature Behaviour of Zn-Based Galvannealed Coatings on Steel. Materials, 16(9), 3341. https://doi.org/10.3390/ma16093341