
Mechanical Properties of V-O-N Coatings Synthesized by Cathodic Arc Evaporation

 , , , ,
, , , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Investigations
- Thickness—Calotest;
- Surface morphology—scanning microscope, QUANTA 200, FEI Company, Hillsboro, OR, USA)
- Crystalline structure—X-ray diffractometer, DRON-4-07, (Bourevestnik, Saint Petersburg, Russia), U = 35 kV, I = 20 mA, Cu-Kα radiation λ = 0.154187 nm and a nickel selectively absorbing filter, focusing by Bragg-Brentano, step size 0.05°, counting time 10 s. PCPDFWIN data were used to identify the phase composition;
- The microstructure and chemical composition of the coatings—scanning electron microscope (JSM-7001F, JEOL Ltd., Tokyo, Japan)) equipped with EDS (Energy Dispersive X-ray Spectroscopy, INCA ENERGY 350, OXFORD Instruments, Abingdon, United Kingdom) (20 kV). The elements were analyzed with an accuracy of about 0.5 at.% (vanadium) and 1.0 at.% (nitrogen and oxygen);
- Mechanical properties, such as Young’s modulus and hardness—Nano-Indenter G200 system (Agilent Technologies, Santa Clara, CA, USA) automatic nano-hardness tester equipped with Berkovich diamond tip. The indentation depth was fixed at 0.3 µm less than 0.1 coating thickness, which enables correct coating hardness measurement. The average values are from 20 measurements;
- Adhesion—scratch tester (CSEM Revetest, (CSM Instruments, Peseux, Switzerland)), and the following measurement parameters were used: indenter speed 10 mm/min, distance 10 mm (5 mm), linear change in normal load from 0 to 100 N (50 or 150 N) at a speed of 50 (100 and 150) N/min. Based on microscopic observations, two critical loads were determined: Lc1—the first lateral cracking occurs, and Lc2—the complete delamination of the coating occurs. These loads were determined as the average of at least 3 measurements;
- Friction and wear—ball-on-disc, normal force 20 N, sliding speed 0.2 m/s, distance 200 m to 2000 m dependent on coating hardness, humidity 40%. Counterpart—Al2O3 ball with a diameter of 10 mm. The friction process was carried out three times under the same conditions. The wear track profile (to determine wear volume) was measured 4 times every 90° for each friction track;
- The tested samples were not subject to any special preparation. They were tested in the condition they were in after being removed from the working chamber. To obtain a coating fracture, the steel substrate was cut to a depth of approximately half its thickness. After cooling it in liquid nitrogen, the coated substrate broke.
3. Results
3.1. Deposition Rate
3.2. Coatings Morphology
3.3. Chemical and Phase Composition
3.4. Nanoindentation
3.5. Adhesion
3.6. Friction and Wear
4. Discussion
5. Conclusions
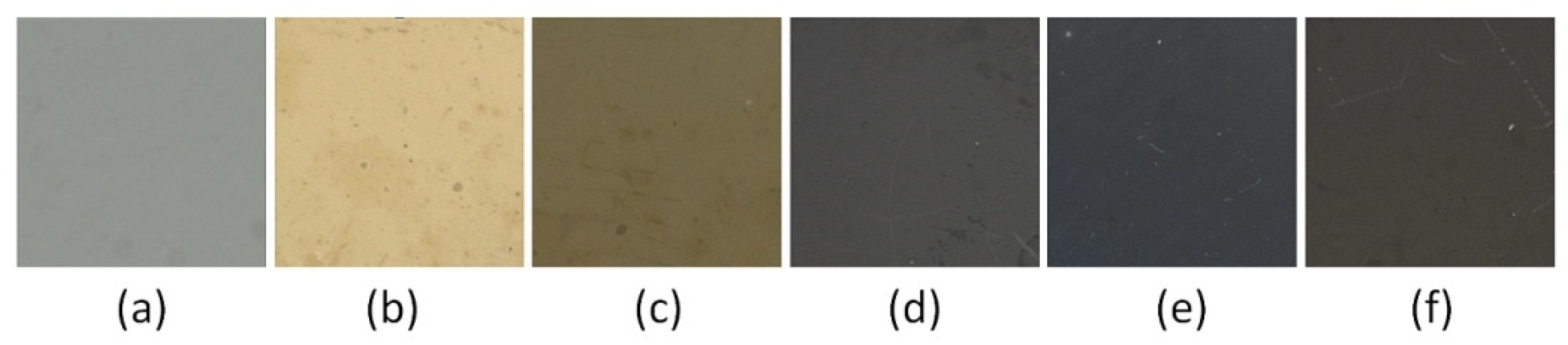
- The color of the coatings varies from silver (VN) through light yellow (10% oxygen), yellow-gray (20% oxygen) to black;
- The deposition rate of the coatings increases. The deposition rate of the V-O coating is almost twice as fast as that of the V-N coating;
- The number of surface defects increases;
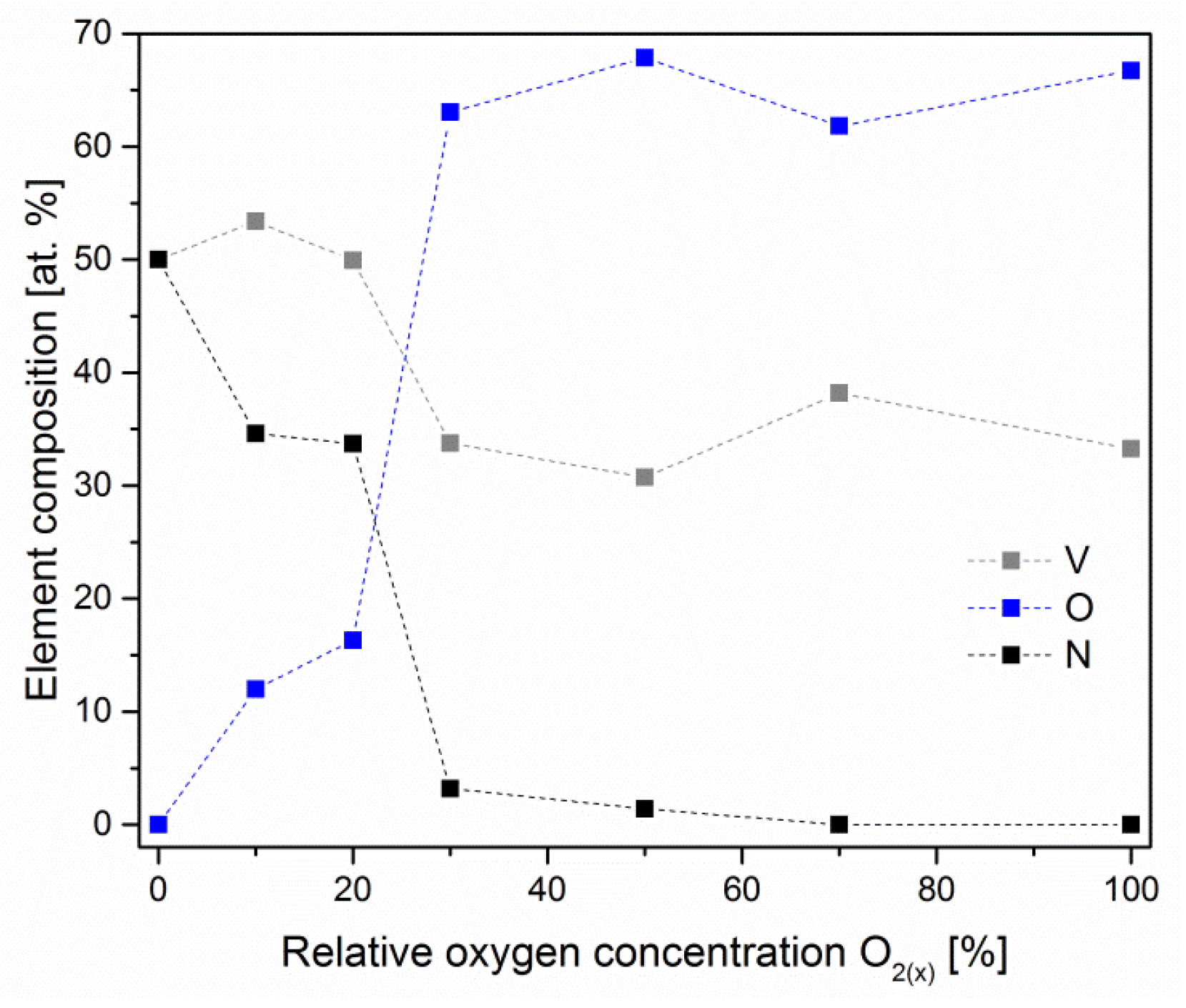
- In the V-N coating, the N/V ratio amounts to 1. The coatings formed with a relative oxygen concentration above 20% were characterized by a high oxygen concentration, above 60 at.%, and the (N + O)/V ratio is almost constant and amounts to about 2. This indicates a higher activity of oxygen compared to nitrogen in the formation of vanadium compounds;
- An increase in oxygen concentration in the coating causes the transformation of h-VN → c-V0.52O0.26 → V5O9. This last phase is one of Magnéli’s phases;
- Significant reduction in hardness, Young’s modulus, as well as H/E and H3/E2 rates. The highest hardness and Young’s modulus are characterized by the coating without oxygen, 40 GPa and 500 GPa, respectively, while the lowest by the coating without nitrogen, 0.6 GPa and 32 GPA, respectively. These values strongly correlate with the phase composition of the coatings;
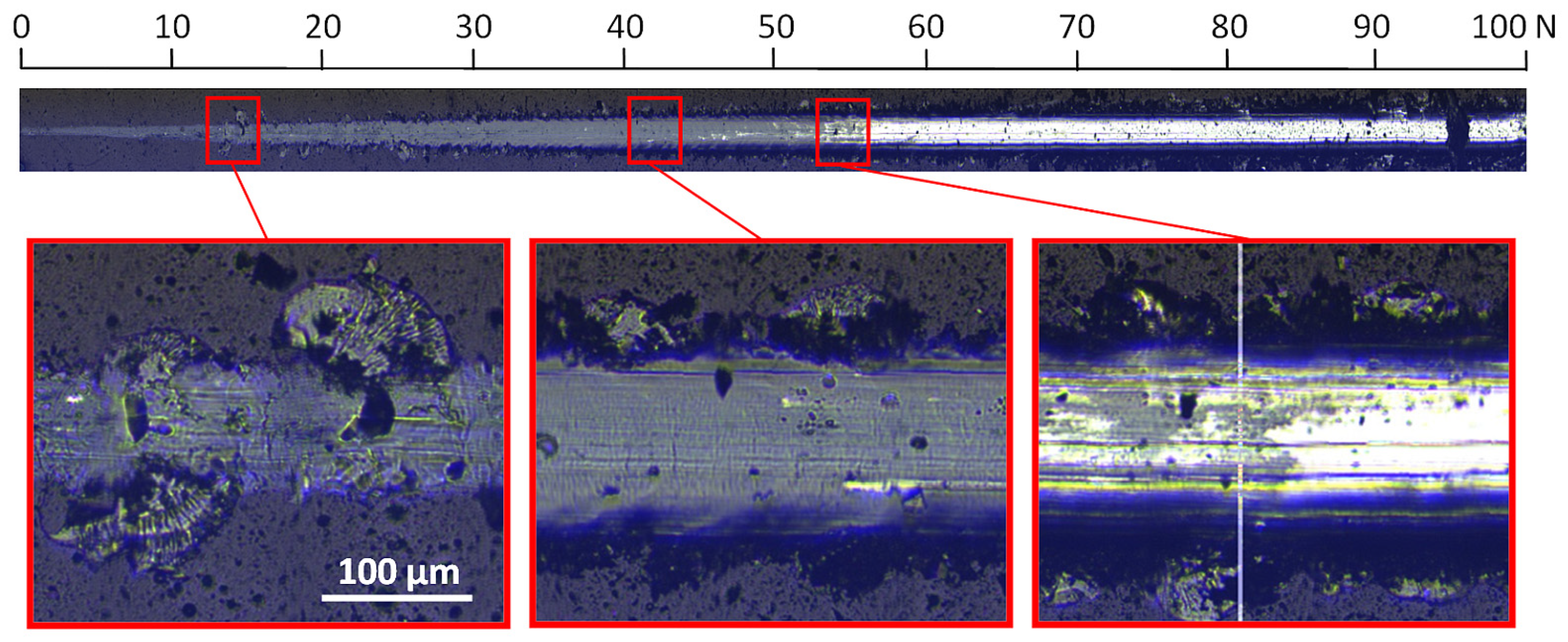
- Adhesion also shows a similar trend of changes with oxygen concentration as hardness. Although the coating without oxygen is characterized by high adhesion—about 120 N—for the coating without nitrogen, it is only about 9 N;
- There is also a very clear change in the wear resistance of coatings. It decreases significantly with increasing oxygen concentration. This could be predicted based on the low values of the H/E (elastic deformation to failure), H3/E2 (the resistance to plastic deformation), and CPRS (Scratch Crack Propagation Resistance) indices. This is most likely related to the phase composition of the coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Öztürk, A.A.; Ezirmik, K.V.; Kazmanli, K.; Ürgen, M.; Eryilmaz, O.L.; Erdemir, A. Comparative tribological behaviors of TiN-, CrN- and MoN-Cu nanocomposite coatings. Tribol. Int. 2008, 41, 49–59. [Google Scholar] [CrossRef]
- Choi, E.Y.; Kang, M.C.; Kwon, D.H.; Shin, D.W.; Kim, K.H. Comparative studies on microstructure and mechanical properties of CrN, Cr-C-N and Cr-Mo-N coatings. J. Mater. Process. Technol. 2007, 187, 566–570. [Google Scholar] [CrossRef]
- da Silva Oliveira, C.I.; Martinez-Martinez, D.; Cunha, L.; Rodrigues, M.S.; Borges, J.; Lopes, C.; Alves, E.; Barradas, N.P.; Apreutesei, M. Zr-O-N coatings for decorative purposes: Study of the system stability by exploration of the deposition parameter space. Surf. Coat. Technol. 2018, 343, 30–37. [Google Scholar] [CrossRef]
- Trenczek-Zajac, A.; Radecka, M.; Zakrzewska, K.; Brudnik, A.; Kusior, E.; Bourgeois, S.; Marco de Lucas, M.C.; Imhoff, L. Structural and electrical properties of magnetron sputtered Ti(ON) thin films: The case of TiN doped in situ with oxygen. J. Power Sources 2009, 194, 93–103. [Google Scholar] [CrossRef]
- Niyomsoan, S.; Grant, W.; Olson, D.L.; Mishra, B. Variation of color in titanium and zirconium nitride decorative thin films. Thin Solid Films 2002, 415, 187–194. [Google Scholar] [CrossRef]
- Klumdoung, P.; Buranawong, A.; Chaiyakun, S.; Limsuwan, P. Variation of color in Zirconium nitride thin films prepared at high Ar flow rates with reactive dc magnetron sputtering. Procedia Eng. 2012, 32, 916–921. [Google Scholar] [CrossRef]
- Mohamed, S.H.; Anders, A. Structural, optical, and electrical properties of WOx(Ny) films deposited by reactive dual magnetron sputtering. Surf. Coat. Technol. 2006, 201, 2977–2983. [Google Scholar] [CrossRef]
- Castaldi, L.; Kurapov, D.; Reiter, A.; Shklover, V.; Schwaller, P.; Patscheider, J. Effect of the oxygen content on the structure, morphology and oxidation resistance of Cr–O–N coatings. Surf. Coat. Technol. 2008, 203, 545–549. [Google Scholar] [CrossRef]
- Cristea, D.; Crisan, A.; Munteanu, D.; Apreutesei, M.; Costa, M.F.; Cunha, L. Tantalum oxynitride thin films: Mechanical properties and wear behavior dependence on growth conditions. Surf. Coat. Technol. 2014, 258, 587–596. [Google Scholar] [CrossRef]
- Wu, L.; Gao, J.; Liu, Z.; Liang, L.; Xia, F.; Cao, H. Thermal aging characteristics of CrNxOy solar selective absorber coating for flat plate solar thermal collector applications. Sol. Energ. Mat. Sol. C. 2013, 114, 186–191. [Google Scholar] [CrossRef]
- Fenker, M.; Kappl, H.; Banakh, O.; Martin, N.; Pierson, J.F. Investigation of Niobium oxynitride thin films deposited by reactive magnetron sputtering. Surf. Coat. Technol. 2006, 201, 4152–4157. [Google Scholar] [CrossRef]
- Holz, L.I.V.; Loureiro, F.J.A.; Graça, V.C.D.; Mikhalev, S.M.; Mendes, D.; Mendes, A.; Fagg, D.P. Vanadium (oxy)nitride as a new category of anode for direct ammonia solid oxide fuel cells cells. Renew. Energy 2022, 201, 124–130. [Google Scholar] [CrossRef]
- Vaz, F.; Cerqueira, P.; Rebouta, L.; Nascimento, S.M.C.; Alves, E.; Goudeau, P.; Rivière, J.P.; Pischow, K.; de Rijk, J. Structural, optical and mechanical properties of coloured TiNxOy thin films. Thin Solid Films 2004, 447, 449–454. [Google Scholar] [CrossRef]
- Aissani, L.; Fellah, M.; Chadli, A.H.; Samad, M.A.; Cheriet, C.; Salhi, F.; Nouveau, C.; Weiß, S.; Obrosov, A.; Alhussein, A. Investigating the effect of nitrogen on the structural and tribo-mechanical behavior of vanadium nitride thin films deposited using R.F. magnetron sputtering. J. Mater. Sci. 2021, 56, 17319–17336. [Google Scholar] [CrossRef]
- Navarro-Devia, J.H.; Amaya, C.; Caicedo, J.C.; Aperador, W. Performance evaluation of HSS cutting tool coated with hafnium and vanadium nitride multilayers, by temperature measurement and surface inspection, on machining AISI 1020 steel. Surf. Coat. Technol. 2017, 332, 484–493. [Google Scholar] [CrossRef]
- Aperador, W.; Duque, J.; Delgado, E. Mechanical, Microstructural and tribo-electrochemistry characterization in aqueous media of coatings vanadium/vanadium nitride used as functional coating for implants. Int. J. Electrochem. Sci. 2016, 11, 4688–4700. [Google Scholar] [CrossRef]
- Ouldhamadouche, N.; Achour, A.; Lucio-Porto, R.; Islam, M.; Solaymani, S.; Arman, A.; Ahmadpourian, A.; Achour, H.; Brizoual, L.; Djouadi, M.A.; et al. Electrodes based on nano-tree-like vanadium nitride and carbon nanotubes for micro-supercapacitors. J. Mater. Sci. Technol. 2018, 34, 976–982. [Google Scholar] [CrossRef]
- Pan, J.; Hansen, H.A.; Vegge, T. Vanadium oxynitrides as stable catalysts for electrochemical reduction of nitrogen to ammonia: The role of oxygen. J. Mater. Chem. A 2020, 8, 24098–24107. [Google Scholar] [CrossRef]
- Osonkie, A.; Ganesan, A.; Chukwunenye, P.; Anwar, F.; Balogun, K.; Gharaee, M.; Rashed, I.; Cundari, T.R.; D’Souza, F.; Kelber, J.A. Electrocatalytic Reduction of Nitrogen to Ammonia: The Roles of Lattice O and N in Reduction at Vanadium Oxynitride Surfaces. ACS Appl. Mater. Interfaces 2022, 14, 531–554. [Google Scholar] [CrossRef]
- Lucio Porto, R.; Frappier, R.; Ducros, J.B.; Aucher, C.; Mosqueda, H.; Chenu, S.; Chavillon, B.; Tessier, F.; Cheviré, F.; Brousse, T. Titanium and vanadium oxynitride powders as pseudo-capacitive materials for electrochemical capacitors. Electrochim. Acta 2012, 81, 257–262. [Google Scholar] [CrossRef]
- Hirpara, J.; Chandra, R. Investigation of optical and anti-corrosive properties of reactively sputtered vanadium oxynitride thin films. Mater. Today Proc. 2021, 44, 3065–3069. [Google Scholar] [CrossRef]
- Bondarev, A.V.; Kvashnin, D.G.; Shchetinin, I.V.; Shtansky, D.V. Temperature-dependent structural transformation and friction behaviorof nanocomposite VCN-(Ag) coatings. Mater. Des. 2018, 160, 964–973. [Google Scholar] [CrossRef]
- Guo, H.; Minmin Han, M.; Chen, W.; Lu, C.; Li, B.; Wang, W.; Jia, J. Microstructure and properties of VN/Ag composite films with various silver content. Vacuum 2017, 137, 97–103. [Google Scholar] [CrossRef]
- Glaser, A.; Surnev, S.; Netzer, F.P.; Fateh, N.; Fontalvo, G.; Mitterer, C. Oxidation of vanadium nitride and titanium nitride coatings. Surf. Sci. 2007, 601, 1153–1159. [Google Scholar] [CrossRef]
- Franz, R.; Mitterer, C. Vanadium containing self-adaptive low-friction hard coatings for high-temperature applications: A review. Surf. Coat. Technol. 2013, 228, 1–13. [Google Scholar] [CrossRef]
- Erdemir, A. A crystal chemical approach to the formulation of self-lubricating nanocomposite coatings. Surf. Coat. Technol. 2005, 200, 1792–1976. [Google Scholar] [CrossRef]
- Khoroshikh, V.M.; Leonov, S.A.; Belous, V.A. Features of the process of vacuum-arc produced Ti-plasma flux deposition under gas pressure of 1 to 10 Pa. Surf. Coat.Technol. 2015, 261, 167–173. [Google Scholar] [CrossRef]
- PN EN ISO 4957; Tool Steels. Polski Komitet Normalizacyjny: Warszawa, Poland, 2018.
- Vorobyova, M.; Biffoli, F.; Giurlani, W.; Martinuzzi, S.M.; Linser, M.; Caneschi, A.; Innocenti, M. PVD for Decorative Applications: A Review. Materials 2023, 16, 4919. [Google Scholar] [CrossRef]
- Fuentes, G.G.; Rodriguez, R.; Avelar-Batista, J.C.; Housden, J.; Montala, F.; Carreras, L.L.; Cristobal, A.B.; Damborenea, J.J.; Tate, T.J. Recent advances in the chromium nitride PVD process for forming and machining surface protection. J. Mater. Process. Technol. 2005, 167, 415–421. [Google Scholar] [CrossRef]
- Munz, W.D.; Smith, I.J.; Lewis, D.B.; Creasey, S. Droplet formation on steel substrates during cathodic steered arc metal ion etching. Vacuum 1997, 48, 473–481. [Google Scholar] [CrossRef]
- Reshetnyak, E.N.; Pygachov, A.T.; Malykhin, S.V.; Ovcharenko, V.D. Residual stresses and structure in titanium films obtained by vacuum-arc deposition. Funct. Mater. 2003, 10, 402–406. [Google Scholar]
- Kuprin, A.S.; Gilewicz, A.; Tolmachova, G.N.; Klimenko, I.O.; Kolodiy, I.V.; Vasilenko, R.L.; Warcholinski, B. Effect of Nitrogen Pressure and Substrate Bias Voltage on Structure and Mechanical Properties of Vacuum Arc Deposited VN Coatings. Metall. Mater. Trans. A 2023, 54, 4438–4455. [Google Scholar] [CrossRef]
- Goldschmidt, H.J. Interstitial Alloys; Butterworth-Heinemann: London, UK, 1967. [Google Scholar]
- Ivashchenko, V.I.; Turchi, P.E.A.; Shevchenko, V.I.; Olifan, E.I. First-principles study of phase stability of stoichiometric vanadium nitrides. Phys. Rev. B 2011, 84, 174108. [Google Scholar] [CrossRef]
- Akkaya, S.S.; Vasyliev, V.V.; Reshetnyak, E.N.; Kazmanlı, K.; Solak, N.; Strel’nitskij, V.E.; Urgen, M. Structure and properties of TiN coatings produced with PIII&D technique using high efficiency rectilinear filter cathodic arc plasma. Surf. Coat. Technol. 2013, 236, 332–340. [Google Scholar]
- Vasyliev, V.V.; Kalinichenko, A.I.; Reshetnyak, E.N.; Taghavi Pourian Azar, G.; Ürgen, M.; Strel’nitskij, V.E. Experimental and modeling study on the role of Ar addition to the working gas on the development of intrinsic stress in TiN coatings produced by filtered vacuum-arc plasma. Thin Solid Films 2017, 642, 207–213. [Google Scholar] [CrossRef]
- Kuprin, A.S.; Leonov, S.A.; Ovcharenko, V.D.; Reshetnyak, E.N.; Belous, V.A.; Vasilenko, R.L.; Tolmachova, G.N.; Kovalenko, V.I.; Klimenko, I.O. Deposition of TiN-based coatings using vacuum arc plasma in increased negative substrate bias voltage. Probl. At. Sci. Technol. 2019, 123, 154–160. [Google Scholar] [CrossRef]
- Chang, N.Y.; Li, C.; Hsieh, J.-H. Reactive Sputtering Process Study for Vanadium Oxynitride Films. Coatings 2023, 13, 459. [Google Scholar] [CrossRef]
- Mazur, M.; Lubańska, A.; Domaradzki, J.; Wojcieszak, D. Complex Research on Amorphous Vanadium Oxide Thin Films Deposited by Gas Impulse Magnetron Sputtering. Appl. Sci. 2022, 12, 8966. [Google Scholar] [CrossRef]
- He, C.; Wang, Q.; Qu, Z. Preparation of Vanadium Oxide Thin Films under Different Annealing Conditions. IOP Conf. Ser. Mater. Sci. Eng. 2018, 381, 012127. [Google Scholar]
- Goltvyanskyi, Y.; Khatsevych, I.; Kuchuk, A.; Kladko, V.; Melnik, V.; Lytvyn, P.; Nikirin, V.; Romanyuk, B. Structural transformation and functional properties of vanadium oxide films after low-temperature annealing. Thin Solid Films 2014, 564, 179–185. [Google Scholar] [CrossRef]
- Anders, S.; Anders, A.; Rubin, M.; Wang, Z.; Raoux, S.; Kong, F.; Brown, I.G. Formation of Metal Oxides by Cathodic Arc Deposition. Surf. Coat. Technol. 1995, 76, 167–173. [Google Scholar] [CrossRef]
- Neema, S.; Abhijith, A.R.; Panwar, O.S.; Srivastava, A.; Rana, A. Tunable thermochromism in V2O5 films deposited by cathodic vacuum arc method by tailoring the oxygen deficiency. J. Phys. Conf. Ser. 2022, 2267, 012009. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behavior. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Polakova, H. Relationships between hardness, Young’s modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 154, 304–313. [Google Scholar] [CrossRef]
- Barletta, M.; Tagliaferri, V.; Gisario, A.; Venettacci, S. Progressive and constant load scratch testing of single- and multi-layered composite coatings. Tribol. Int. 2013, 64, 39–52. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Effect of sputtering target power on microstructure and mechanical properties of nanocomposite nc-TiN/a-SiN thin films. Thin Solid Films 2004, 447, 462–467. [Google Scholar] [CrossRef]
- Randall, N.X.; Favaro, G.; Frankel, C.H. The effect of intrinsic parameters on the critical load as measured with the scratch test method. Surf. Coat. Technol. 2001, 137, 146–151. [Google Scholar] [CrossRef]
- Chronowska-Przywara, K.; Kot, M. Effect of scratch test parameters on the deformation and structure of the coating, -substrate system. Tribologia 2014, 2, 19–29. [Google Scholar]
- Fallqvist, M.; Olsson, M. The influence of surface defects on the mechanical and tribological properties of VN-based arc-evaporated coatings. Wear 2013, 297, 1111–1119. [Google Scholar] [CrossRef]
- Abadias, G. Stress and preferred orientation in nitride-based PVD coatings. Surf. Coat. Technol. 2008, 202, 2223–2235. [Google Scholar] [CrossRef]
- Vasil’ev, V.V.; Luchaninov, A.A.; Reshetnyak, E.N.; Strel’nitskij, V.E.; Tolmatcheva, G.N.; Reshetnyak, M.V. Structure and hardness of Ti-N and Ti-Si-N coatings deposited from the filtered vacuum-arc plasma. Probl. At. Sci. Technol. 2009, 2, 173–180. [Google Scholar]
- Manova, D.; Gerlach, J.W.; Mändl, S. Thin Film Deposition Using Energetic Ions. Materials 2010, 3, 4109–4141. [Google Scholar] [CrossRef] [PubMed]
- Kalinichenko, A.; Reshetnyak, E.; Strel’nitskij, V.; Abadias, G. Role of nonlocal thermoelastic peaks in the stress and texture evolution of TiN coatings formed by plasma based ion implantation and deposition. Surf. Coat. Technol. 2020, 391, 125695. [Google Scholar] [CrossRef]
- Vasil’ev, V.V.; Luchaninov, A.A.; Reshetnyak, E.N.; Strelnitskij, V.E. Effect of substrate position relative to the flow of filtered cathodic-arc plasma on the structure and properties of TiN coatings. Probl. At. Sci. Technol. 2017, 2, 160–167. [Google Scholar]
- Hu, P.; Hu, P.; Vu, T.D.; Li, M.; Wang, S.; Ke, Y.; Zeng, X.; Mai, L.; Long, Y. Vanadium oxide: Phase diagrams, structures, synthesis, and applications. Chem. Rev. 2023, 123, 4353–4415. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Warcholinski, B.; Gilewicz, A.; Kuprin, A.S.; Tolmachova, G.N.; Reshetnyak, E.N.; Klimenko, I.O.; Kolodiy, I.V.; Vasilenko, R.L.; Tarnowska, M. Mechanical Properties of V-O-N Coatings Synthesized by Cathodic Arc Evaporation. Materials 2024, 17, 419. https://doi.org/10.3390/ma17020419
Warcholinski B, Gilewicz A, Kuprin AS, Tolmachova GN, Reshetnyak EN, Klimenko IO, Kolodiy IV, Vasilenko RL, Tarnowska M. Mechanical Properties of V-O-N Coatings Synthesized by Cathodic Arc Evaporation. Materials. 2024; 17(2):419. https://doi.org/10.3390/ma17020419
Chicago/Turabian StyleWarcholinski, Bogdan, Adam Gilewicz, Alexandr S. Kuprin, Galina N. Tolmachova, Elena N. Reshetnyak, Ilya O. Klimenko, Igor V. Kolodiy, Ruslan L. Vasilenko, and Maria Tarnowska. 2024. "Mechanical Properties of V-O-N Coatings Synthesized by Cathodic Arc Evaporation" Materials 17, no. 2: 419. https://doi.org/10.3390/ma17020419
APA StyleWarcholinski, B., Gilewicz, A., Kuprin, A. S., Tolmachova, G. N., Reshetnyak, E. N., Klimenko, I. O., Kolodiy, I. V., Vasilenko, R. L., & Tarnowska, M. (2024). Mechanical Properties of V-O-N Coatings Synthesized by Cathodic Arc Evaporation. Materials, 17(2), 419. https://doi.org/10.3390/ma17020419