
Oxidation Behavior of FeNiCoCrMo0.5Al1.3 High-Entropy Alloy Powder


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Powder Feedstock Characterization
3.2. Oxidation and Phase Transformations in the Powder during HVOF Spraying
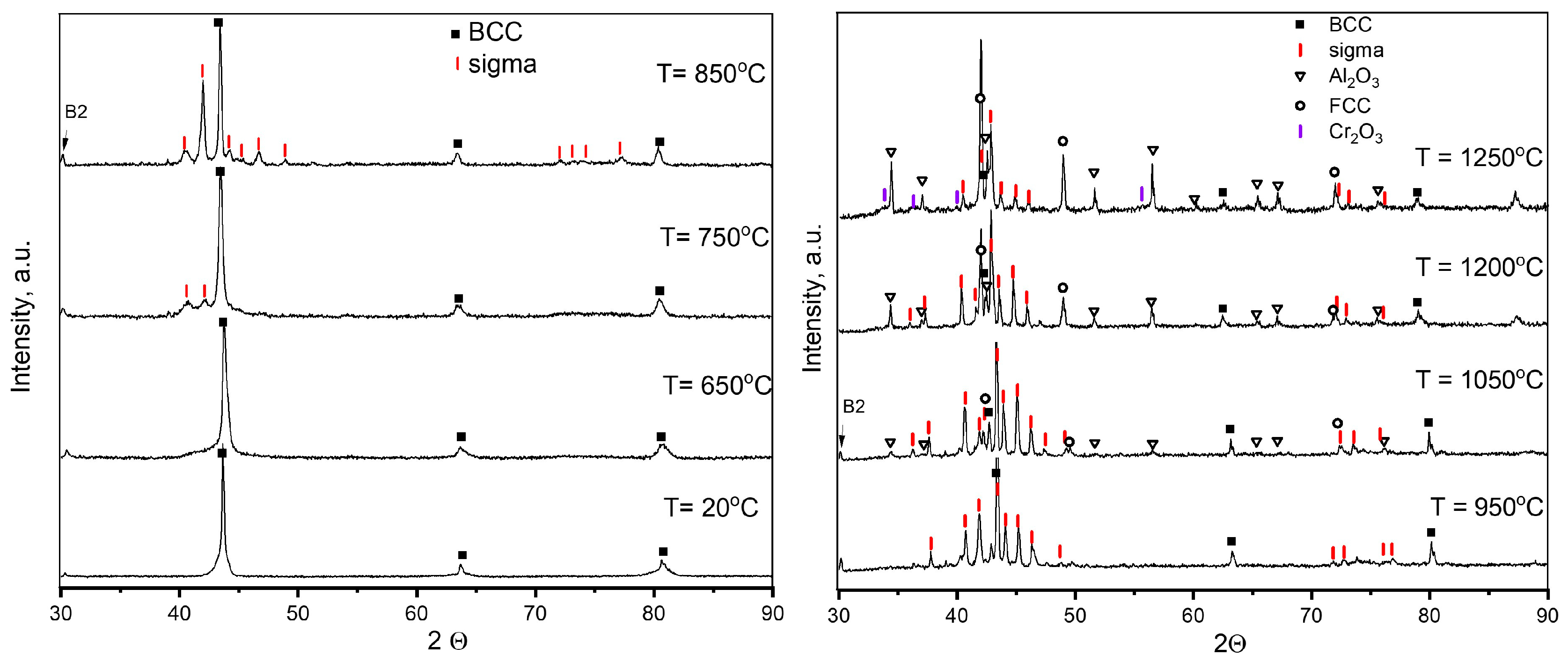
3.3. Oxidation and Phase Transformations in the Powder during Continuous Heating
3.4. Oxidation and Phase Transformations in the Powder during Isothermal Annealing
4. Conclusions
- Under HVOF spraying, the processes of oxidation and phase transformations occur in the following sequence: (i) pronounced Al diffusion from subsurface BCC supersaturated solid solution to the particle surface; (ii) particle’s surface Al2O3 formation; and (iii) FCC formation in the Al-depleted subsurface layer.
- During continuous heating in an air atmosphere, processes occur in the following sequence: (i) decomposition of the BCC supersaturated solid solution with sigma formation; (ii) Al diffusion to the surface; and (iii) simultaneous formation of Al2O3 and FCC due to Al outflow from BCC/B2.
- During prolonged isothermal annealing at 800 °C in an air atmosphere, processes occur in the following sequence: (i) decomposition of the BCC supersaturated solid solution with sigma formation; (ii) diffusion of Al, Cr, Fe, and Mo to the surface; and (iii) formation of surface Al2O3 and undersurface sigma due to enrichment of the undersurface zone with Cr, Fe, and Mo.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Steurer, W. Single-phase high-entropy alloys—A critical update. Mater. Charact. 2020, 162, 110179. [Google Scholar] [CrossRef]
- Kong, D.; Guo, J.; Liu, R.; Zhang, X.; Song, Y.; Li, Z.; Wang, W. Effect of remelting and annealing on the wear resistance of AlCoCrFeNiTi0.5 high entropy alloys. Intermetallics 2019, 114, 106560. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Sharma, P.; Dwivedi, V.K.; Dwivedi, S.P. Development of high entropy alloys: A review. Mater. Today Proceed. 2021, 43, 502–509. [Google Scholar] [CrossRef]
- Tong, C.-J.; Chen, Y.-L.; Yeh, J.-W.; Lin, S.-J.; Chen, S.-K.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Microstructure characterization of AlxCoCrCuFeNi high-entropy alloy system with multiprincipal elements. Metall. Mater. Trans. A 2005, 36, 881–893. [Google Scholar] [CrossRef]
- Hsu, C.-Y.; Juan, C.-C.; Sheu, T.-S.; Chen, S.-K.; Yeh, J.-W. Effect of Aluminum Content on Microstructure and Mechanical Properties of AlxCoCrFeMo0.5Ni High-Entropy Alloys. JOM 2013, 65, 1840–1847. [Google Scholar] [CrossRef]
- Semikolenov, A.; Shalnova, S.; Klinkov, V.; Andreeva, V.; Salynova, M.; Larionova, T.; Tolochko, O. Effect of Al Content on Phase Compositions of FeNiCoCrMo0.5Alx High Entropy Alloy. Metals 2021, 11, 1734. [Google Scholar] [CrossRef]
- Wang, W.-R.; Wang, W.-L.; Yeh, J.-W. Phases, microstructure and mechanical properties of AlxCoCrFeNi high-entropy alloys at elevated temperatures. J. Alloys Compd. 2014, 589, 143–152. [Google Scholar] [CrossRef]
- Butler, T.M.; Weaver, M.L. Oxidation behavior of arc melted AlCoCrFeNi multi-component high-entropy alloys. J. Alloys Compd. 2016, 674, 229–244. [Google Scholar] [CrossRef]
- Li, J.-C.; Huang, Y.-X.; Meng, X.-C.; Xie, Y.-M. A Review on High Entropy Alloys Coatings: Fabrication Processes and Property Assessment. Adv. Eng. Mater. 2019, 21, 1900343. [Google Scholar] [CrossRef]
- Anupam, A.; Kottada, R.S.; Kashyap, S.; Meghwal, A.; Murty, B.S.; Berndt, C.C.; Ang, A.S.M. Understanding the Microstructural Evolution of High Entropy Alloy Coatings Manufactured by Atmospheric Plasma Spray Processing. Appl. Surf. Sci. 2019, 505, 144117. [Google Scholar] [CrossRef]
- Jha, S.; Mishra, R.S. Mechanical and Tribological behaviour of velocity oxygen fuel thermal spray coating: A Review. J. Phys. Conf. Ser. 2021, 1950, 12014. [Google Scholar] [CrossRef]
- Chen, L.; Bobzin, K.; Zhou, Z.; Zhao, L.; Öte, M.; Königstein, T.; Tan, Z.; He, D. Wear behavior of HVOF-sprayed Al0.6TiCrFeCoNi high entropy alloy coatings at different temperatures. Surf. Coat. Technol. 2019, 358, 215–222. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Mehner, T.; Lampke, T. Microstructure and Wear Resistance of AlCoCrFeNiTi High-Entropy Alloy Coatings Produced by HVOF. Coatings 2017, 7, 144. [Google Scholar] [CrossRef]
- Hsu, W.-L.; Murakami, H.; Yeh, J.-W.; Yeh, A.-C.; Shimoda, K. On the study of thermal-sprayed Ni0.2Co0.6F0.2AlTi0.2 HEA overlay coating. Surf. Coat. Technol. 2017, 316, 71–74. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Lampke, T. High-temperature wear behaviour of AlCoCrFeNiTi0.5 coatings produced by HVOF. Surf. Coat. Technol. 2020, 403, 126379. [Google Scholar] [CrossRef]
- Wei, Z.; Wu, Y.; Hong, S.; Cheng, J.; Qiao, L.; Cheng, J.; Zhu, S. Ultrasonic cavitation erosion behaviors of high-velocity oxygen-fuel (HVOF) sprayed AlCoCrFeNi high-entropy alloy coating in different solutions. Surf. Coat. Technol. 2021, 409, 126899. [Google Scholar] [CrossRef]
- Rymer, L.-M.; Lindner, T.; Lampke, T. Nb and Mo Influencing the High-Temperature Wear Behavior of HVOF-Sprayed High-Entropy Alloy Coatings. Coatings 2023, 13, 9. [Google Scholar] [CrossRef]
- Karlsson, D.; Beran, P.; Riekehr, L.; Tseng, J.-C.; Harlin, P.; Jansson, U.; Cedervall, J. Structure and phase transformations in gas atomized AlCoCrFeNi high entropy alloy powders. J. Alloys Comp. 2022, 893, 162060. [Google Scholar] [CrossRef]
- Liang, J.-T.; Cheng, K.-C.; Chen, S.-H.; Chen, J.-H.; Stadler, S.; Li, C.-L.; Hsueh, C.-H. Study on the continuous phase evolution and physical properties of gas-atomized high-entropy alloy powders. Mater. Res. Express. 2019, 7, 26545. [Google Scholar] [CrossRef]
- Semikolenov, A.; Kuznetsov, P.; Bobkova, T.; Shalnova, S.; Klimova-Korsmik, O.; Klinkov, V.; Kobykhno, I.; Larionova, T.; Tolochko, O. Microstructure Evolution of FeNiCoCrAl1.3Mo0.5 High Entropy Alloy during Powder Preparation, Laser Powder Bed Fusion, and Microplasma Spraying. Materials 2021, 14, 7870. [Google Scholar] [CrossRef] [PubMed]
- Huang, P.-K.; Yeh, J.-W.; Shun, T.-T.; Chen, S.-K. Multi-Principal-Element Alloys with Improved Oxidation and Wear Resistance for Thermal Spray Coating. Adv. Eng. Mater. 2004, 6, 74–78. [Google Scholar] [CrossRef]
- Anupam, A.; Kumar, S.; Chavan, N.M.; Murty, B.S.; Kottada, R.S. First report on cold-sprayed AlCoCrFeNi high-entropy alloy and its isothermal oxidation. JMR 2019, 34, 796–806. [Google Scholar] [CrossRef]
- Bhaskaran Nair, R.; Supekar, R.; Morteza Javid, S.; Wang, W.; Zou, Y.; McDonald, A.; Mostaghimi, J.; Stoyanov, P. High-Entropy Alloy Coatings Deposited by Thermal Spraying: A Review of Strengthening Mechanisms, Performance Assessments and Perspectives on Future Applications. Metals 2023, 13, 579. [Google Scholar] [CrossRef]
- Supekar, R.; Bhaskaran Nair, R.; McDonald, A.; Stoyanov, P. Sliding wear behavior of high entropy alloy coatings deposited through cold spraying and flame spraying: A comparative assessment. Wear 2023, 516–517, 204596. [Google Scholar] [CrossRef]
- Li, T.; Liu, Y.; Liu, B.; Guo, W.; Xu, L. Microstructure and Wear Behavior of FeCoCrNiMo0.2 High Entropy Coatings Prepared by Air Plasma Spray and the High Velocity Oxy-Fuel Spray Processes. Coatings 2017, 7, 151. [Google Scholar] [CrossRef]
- Raza, A.; Ahmad, F.; Badri, T.M.; Raza, M.R.; Malik, K. An Influence of Oxygen Flow Rate and Spray Distance on the Porosity of HVOF Coating and Its Effects on Corrosion-A Review. Materials 2022, 15, 6329. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Atomic Concentration, % | ||||||
|---|---|---|---|---|---|---|
| Fe | Ni | Co | Cr | Mo | Al | |
| Powder | 17.2 | 17.3 | 17.2 | 16.9 | 9.3 | 22.0 |
| Coating | 17.2 | 17.8 | 17.5 | 16.7 | 9.0 | 21.7 |
| Parameter | Value |
|---|---|
| Oxygen consumption (L/min) | 250 |
| Propane consumption (L/h) | 30 |
| Nitrogen pressure (kg/cm2) | 5 |
| Powder feed rate (rpm) | 5.2 |
| Spraying distance (mm) | 150/200/250 |
| Surface speed (m/min) | 5 |
| Layer number | 150 |
| Phase | Atomic Concentration, % | |||||
|---|---|---|---|---|---|---|
| Fe | Ni | Co | Cr | Mo | Al | |
| BCC (grey) | 17.6 | 17.5 | 17.8 | 17.0 | 9.2 | 21.0 |
| FCC (light) | 15.6 | 28.5 | 26.8 | 8.9 | 12.2 | 8.0 |
| Oxide (dark) | 17.2 | 15.3 | 16.6 | 15.6 | 8.9 | 26.3 |
| Temperature | Phases |
|---|---|
| 20 °C | BCC/A2; BCC/B2 |
| 650 °C | BCC/A2; BCC/B2; sigma (pre-precipitates) |
| 750 °C | BCC/A2; BCC/B2; sigma |
| 950 °C | BCC/A2; BCC/B2; sigma |
| 1050 °C | BCC/A2; BCC/B2; sigma; α-Al2O3; FCC |
| 1200 °C | BCC/A2; sigma; α-Al2O3; FCC |
| 1250 °C | BCC/A2; sigma; α-Al2O3; FCC; Cr2O3 |
| Condition | HV |
|---|---|
| gas—atomized | 770 ± 50 |
| annealed at 800 °C for 1 h | 840 ± 50 |
| annealed at 800 °C for 9 h | 910 ± 40 |
| annealed at 800 °C for 27 h | 800 ± 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Semikolenov, A.; Goshkoderya, M.; Uglunts, T.; Larionova, T.; Tolochko, O. Oxidation Behavior of FeNiCoCrMo0.5Al1.3 High-Entropy Alloy Powder. Materials 2024, 17, 531. https://doi.org/10.3390/ma17020531
Semikolenov A, Goshkoderya M, Uglunts T, Larionova T, Tolochko O. Oxidation Behavior of FeNiCoCrMo0.5Al1.3 High-Entropy Alloy Powder. Materials. 2024; 17(2):531. https://doi.org/10.3390/ma17020531
Chicago/Turabian StyleSemikolenov, Anton, Mikhail Goshkoderya, Tigran Uglunts, Tatyana Larionova, and Oleg Tolochko. 2024. "Oxidation Behavior of FeNiCoCrMo0.5Al1.3 High-Entropy Alloy Powder" Materials 17, no. 2: 531. https://doi.org/10.3390/ma17020531
APA StyleSemikolenov, A., Goshkoderya, M., Uglunts, T., Larionova, T., & Tolochko, O. (2024). Oxidation Behavior of FeNiCoCrMo0.5Al1.3 High-Entropy Alloy Powder. Materials, 17(2), 531. https://doi.org/10.3390/ma17020531