
Core–Shell Rubber Nanoparticle-Modified CFRP/Steel Ambient-Cured Adhesive Joints: Curing Kinetics and Mechanical Behavior


Abstract
:1. Introduction
2. Materials and Methods
2.1. Silane Steel Surface Treatment
2.2. Isothermal Calorimetry
2.3. Differential Scanning Calorimetry
2.4. Epoxy Tensile Test
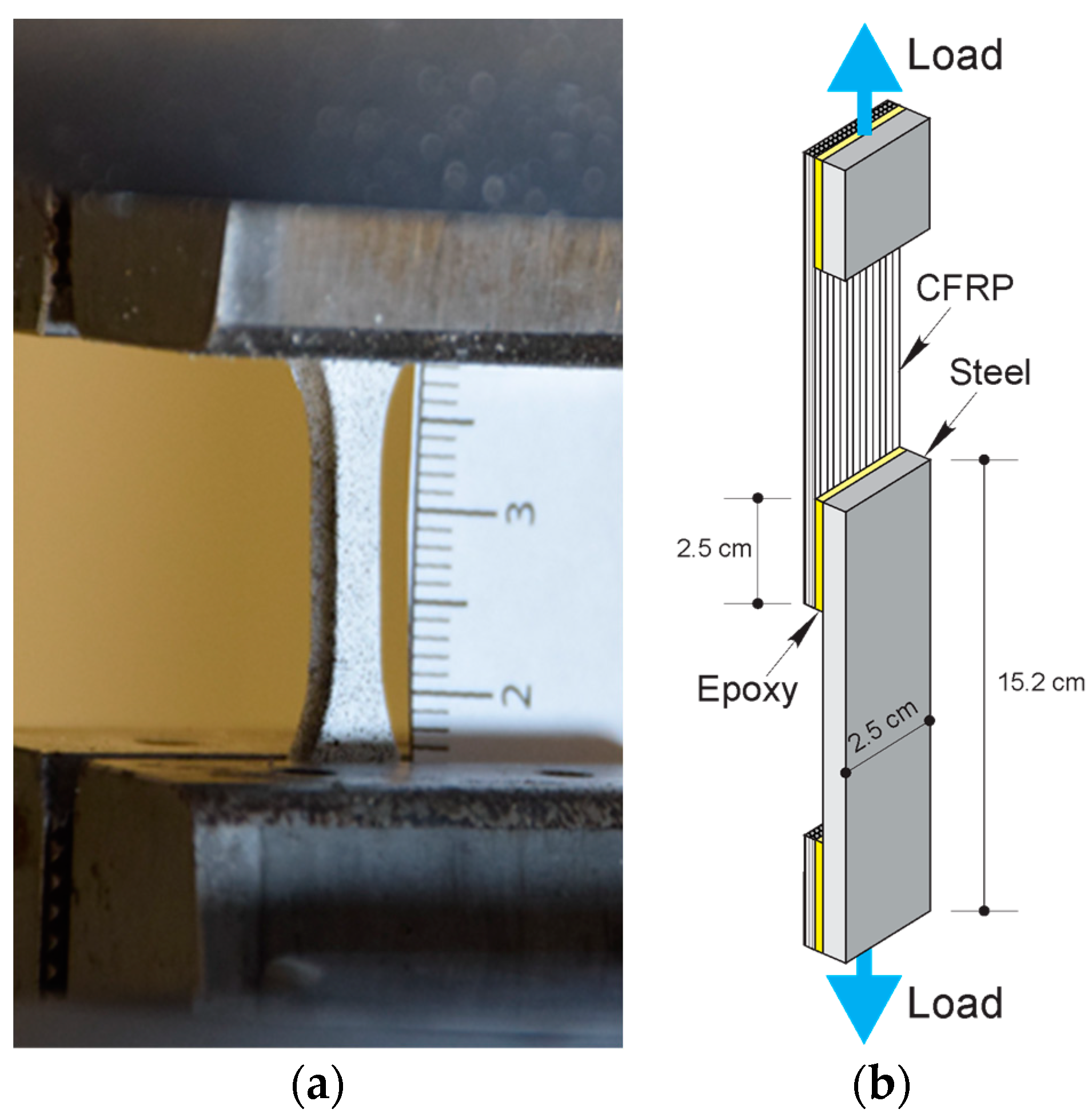
2.5. Single-Lap Shear Tests
3. Statistical Analysis
4. Results and Discussion
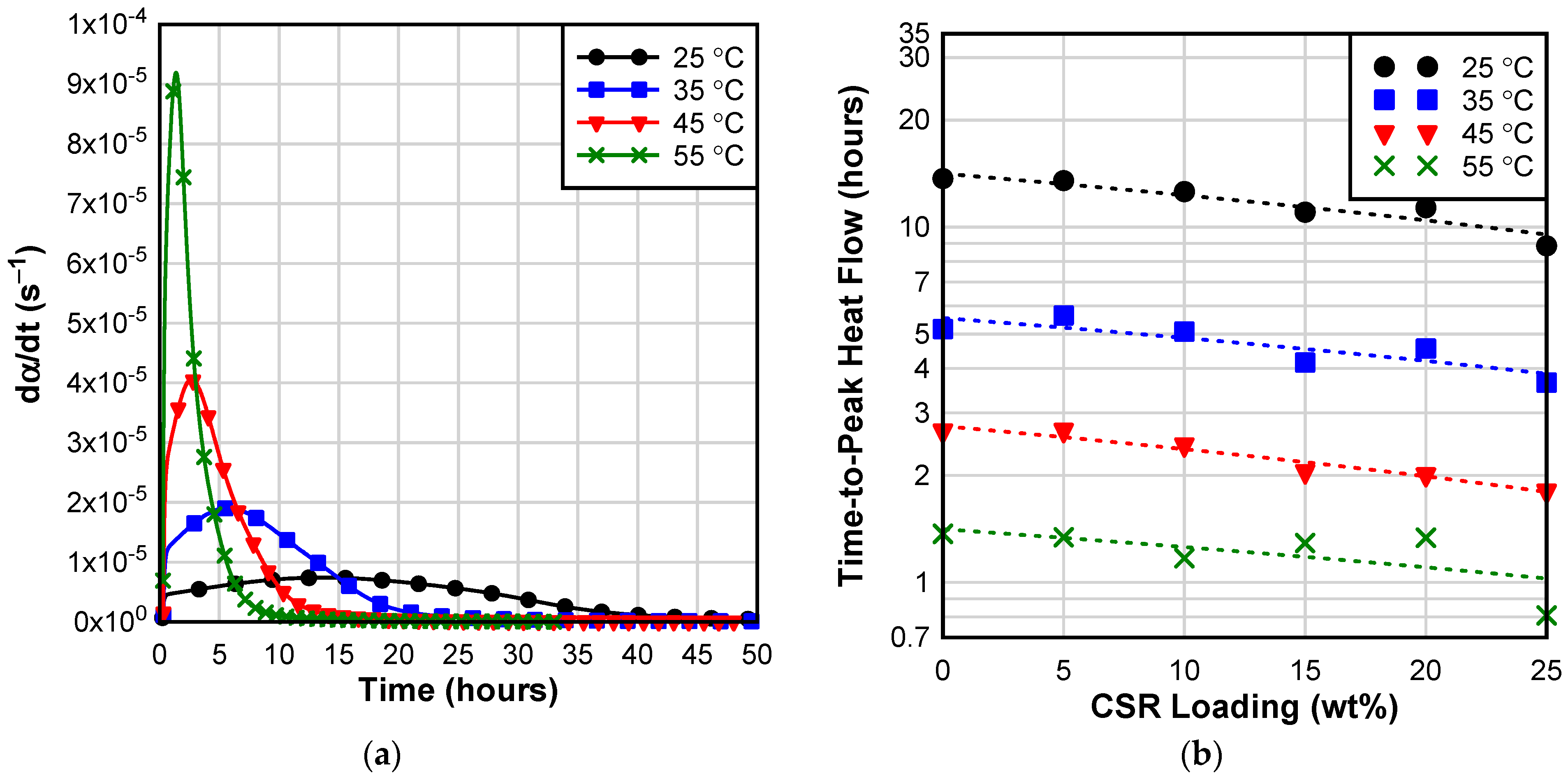
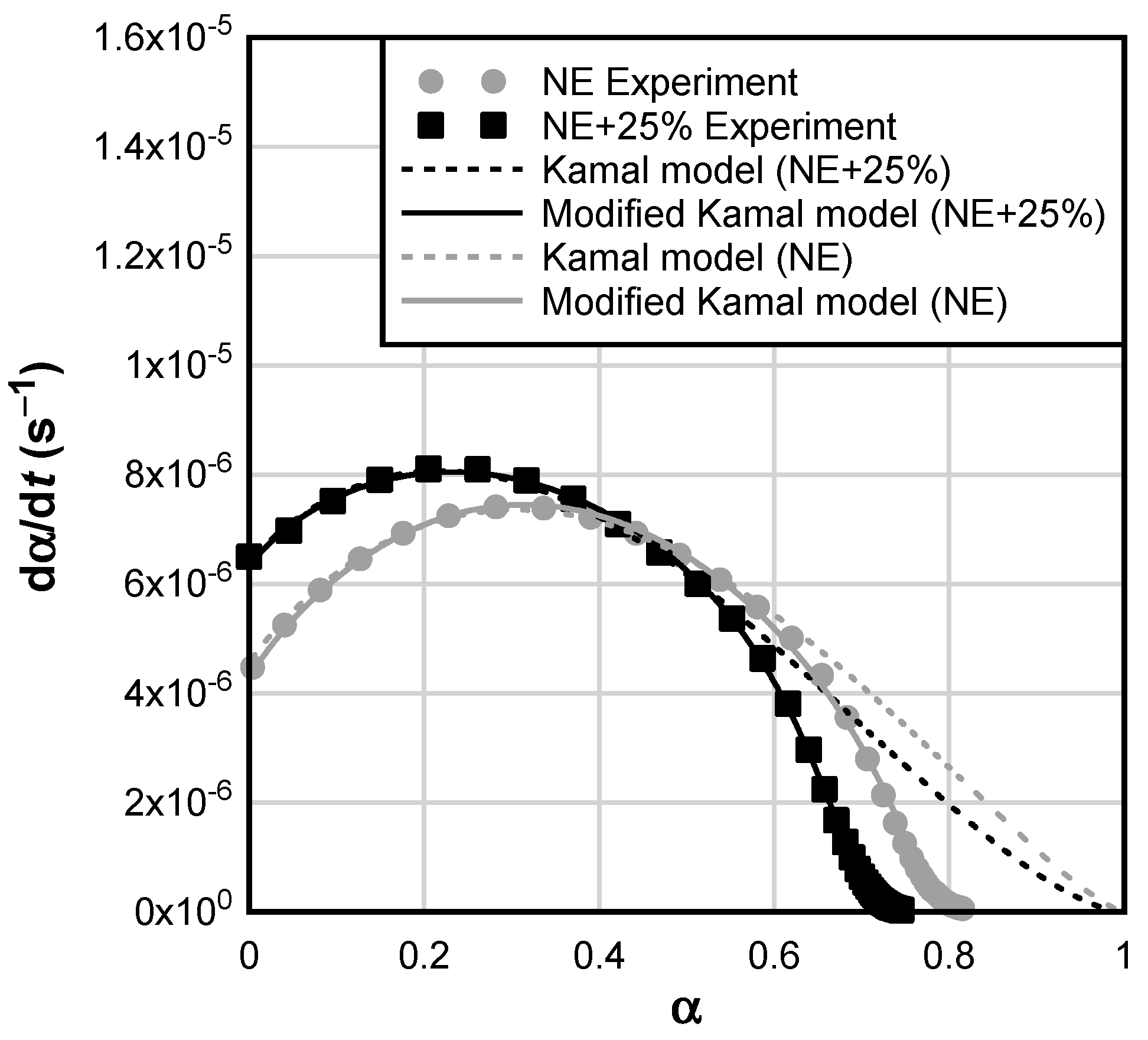
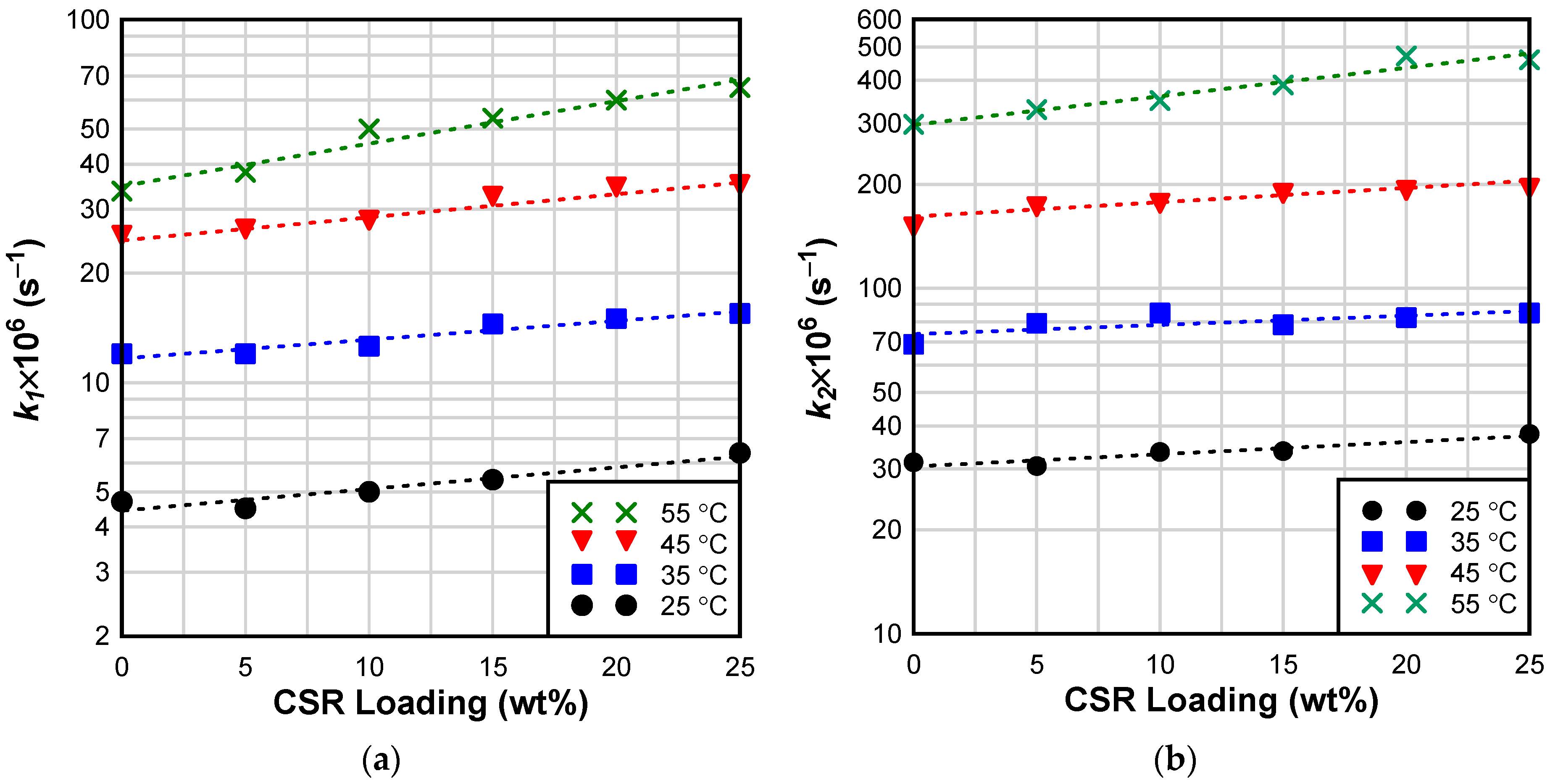
4.1. Effect of CSR on Curing Kinetics of Epoxy
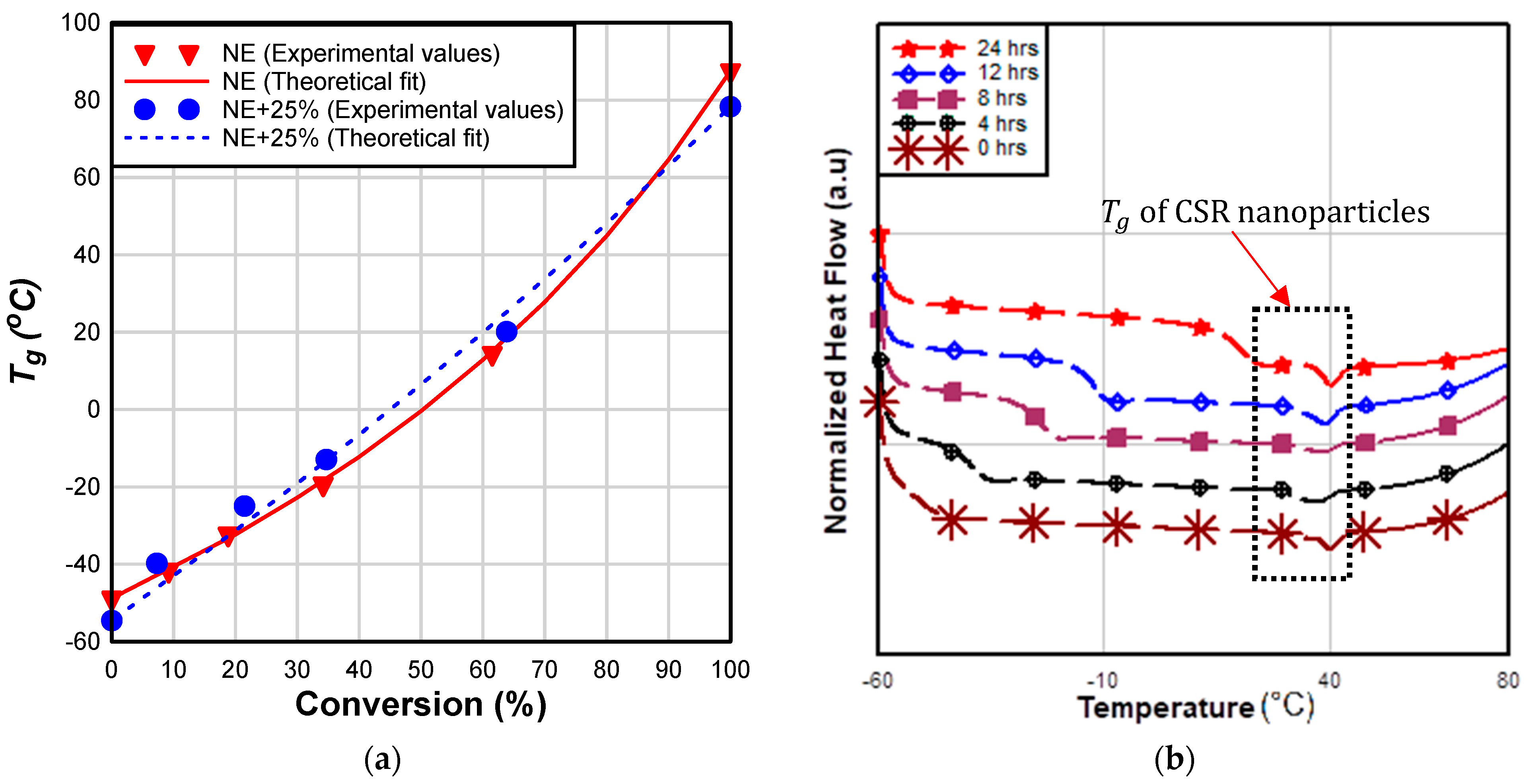
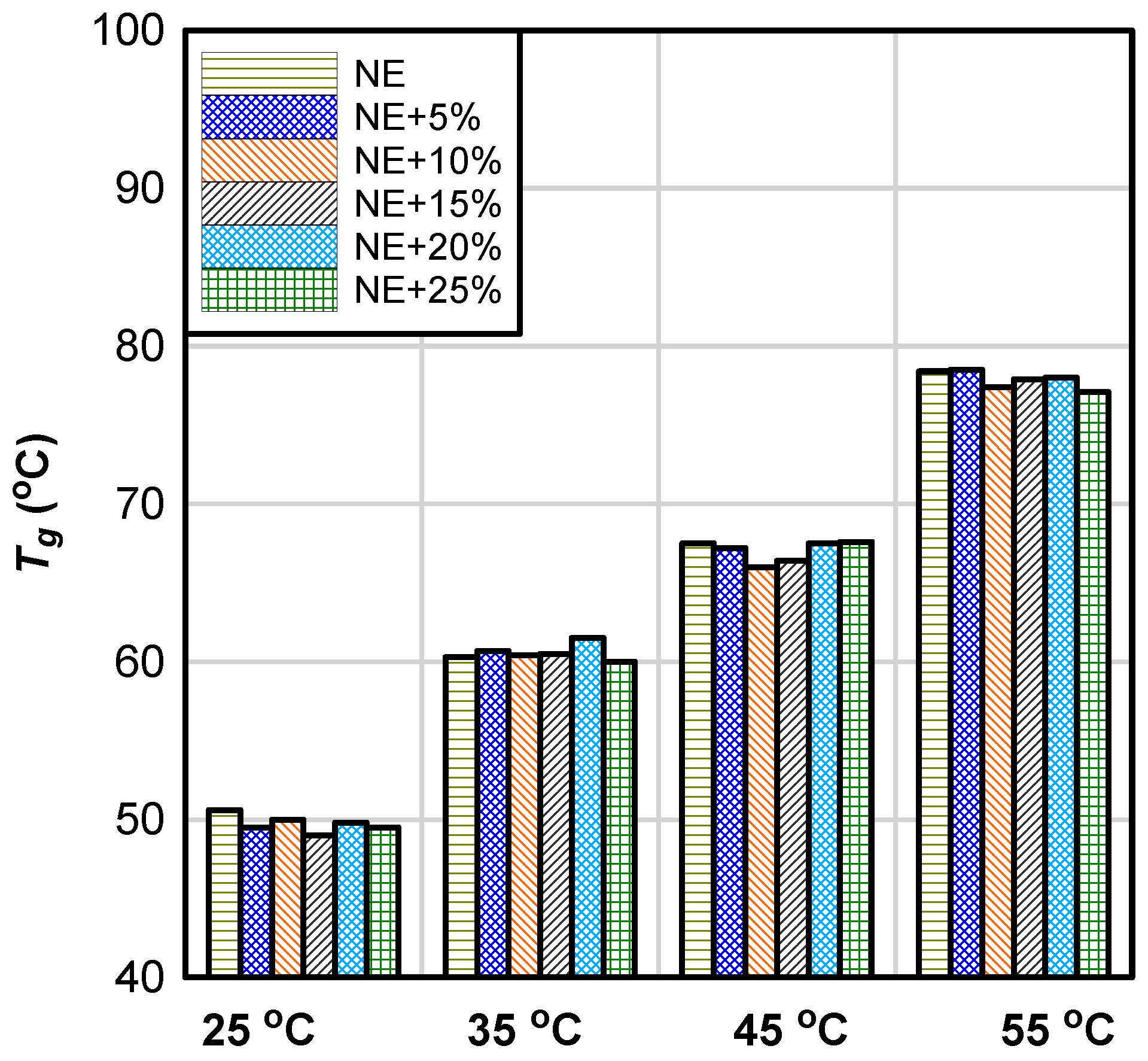
4.2. Effect of CSR on Glass Transition Temperature
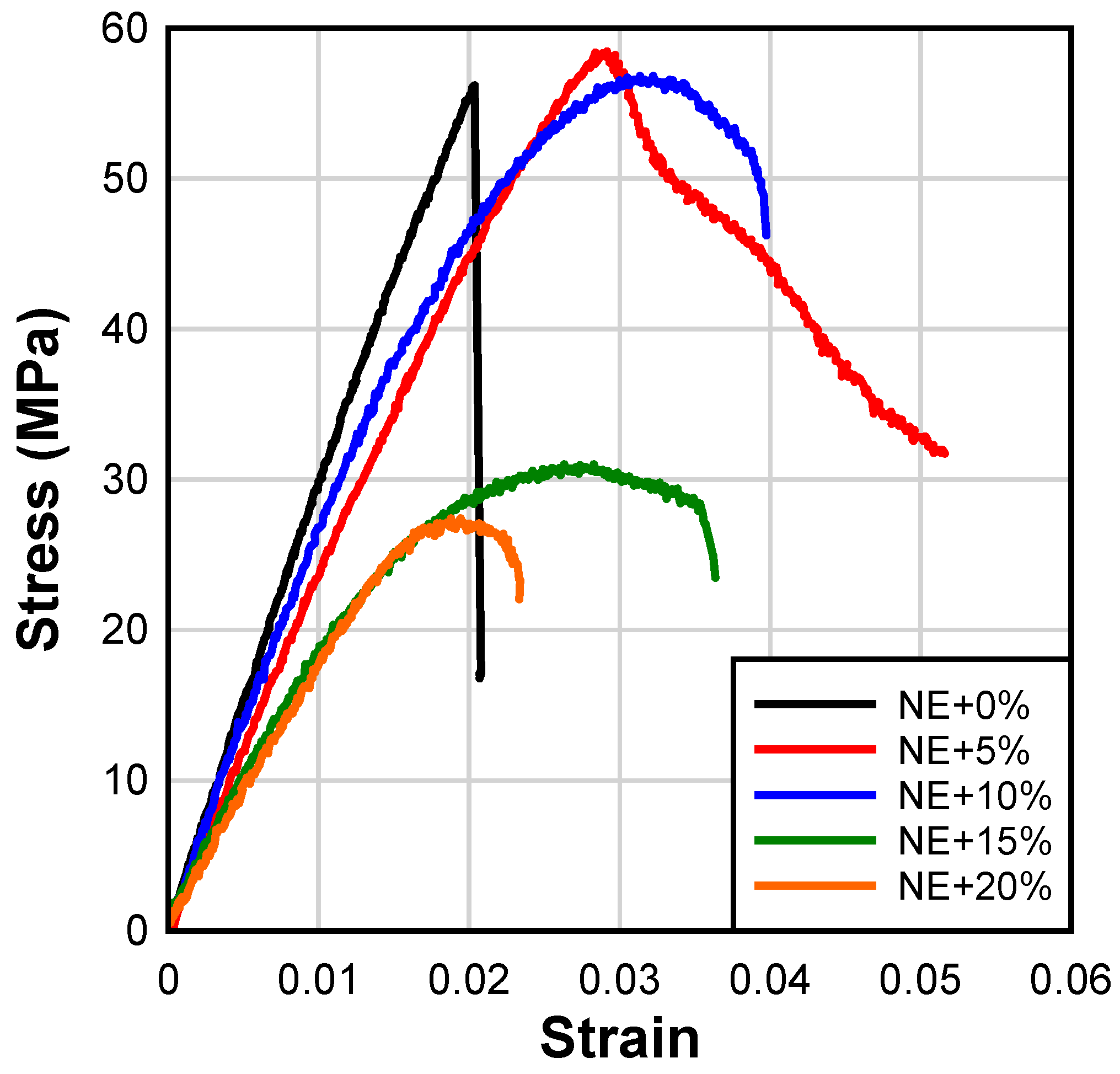
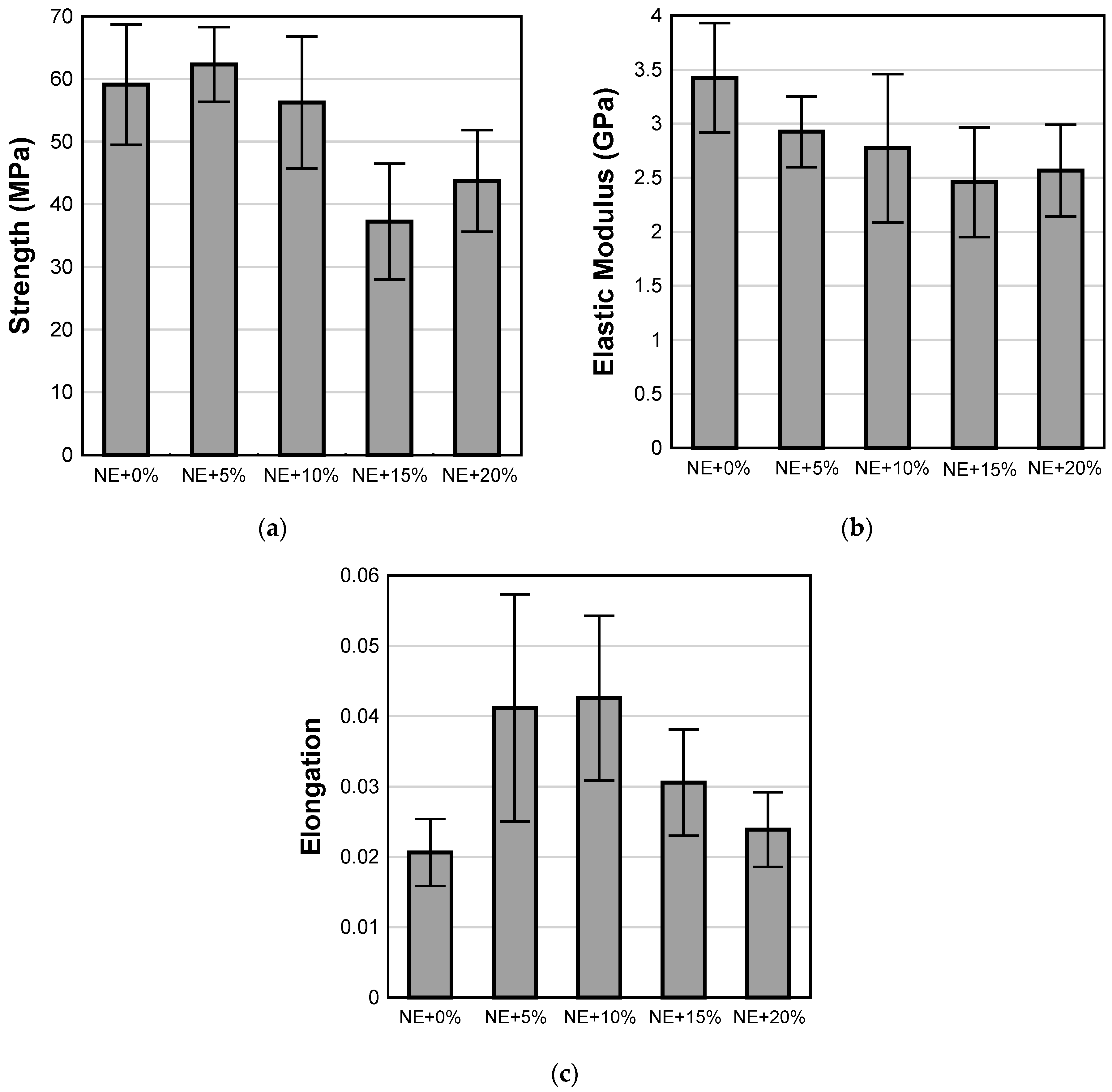
4.3. Tensile Properties of Epoxy Adhesives
4.4. Single-Lap Shear Tests
5. Summary and Conclusions
- CSR nanoparticles have a mild catalytic effect on the curing reaction of epoxy, but no notable effect on Arrhenius kinetic parameters or was observed. The addition of CSR decreased the critical and maximum conversion of epoxy/CSR blend, likely due to the effects of increased viscosity on the diffusion-controlled curing kinetics of the epoxy/CSR blend. Owing to the significance of diffusion-controlled regime in ambient-cured epoxy adhesives, a modified Kamal equation was found to be more appropriate for modeling the initial (i.e., chemical) and final (i.e., diffusion controlled) stages of the curing reaction for both NE and epoxy/CSR blends.
- The addition of CSR nanoparticles to epoxy resin increased the elongation capacity of the adhesive by up to 125%. This effect was most significantly pronounced at 5%wt. and 10%wt. CSR loading ratios.
- The addition of CSR nanoparticles reduced strength and elastic modulus by up to 28% and 24%, respectively, when compared to the base resin. This effect became significant at the loading ratios of 15% and 20%.
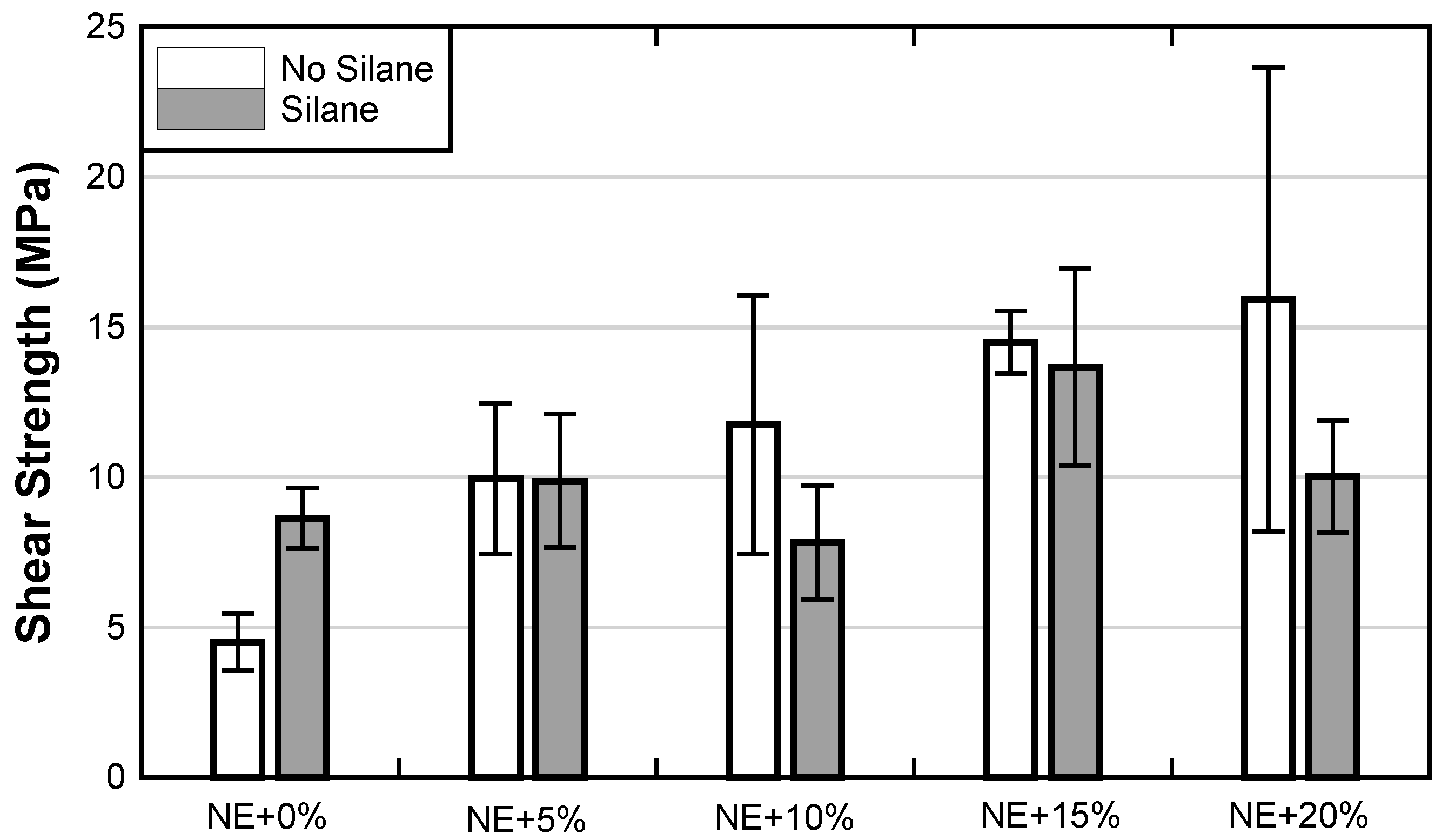
- Modification of NE with CSR nanoparticles increased the single-lap shear strength of CFRP-steel joints by 117 to 269%. Maximum joint strengths were observed at CSR loading ratios of 15% and 20%; this represents a 250% increase in joint strength over the NE adhesive.
- Silane surface treatment is effective in improving the lap shear strength of CFRP/steel joints made with NE. At a higher CSR loading ratio, silane surface treatment had detrimental effects on the shear strength of CFRP/steel joints and did not offer significant benefits over NE+0% group joints.
6. Practical Recommendations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kalfat, R.; Al-Mahaidi, R. Investigation into bond behaviour of a new CFRP anchorage system for concrete utilising a mechanically strengthened substrate. Compos. Struct. 2010, 92, 2738–2746. [Google Scholar] [CrossRef]
- Tatar, J.; Milev, S. Durability of externally bonded fiber-reinforced polymer composites in concrete structures: A critical review. Polymers 2021, 13, 765. [Google Scholar] [CrossRef] [PubMed]
- Ghonima, O.; Anderson, J.C.; Schumacher, T.; Unnikrishnan, A. Performance of US Concrete Highway Bridge Decks Characterized by Random Parameters Binary Logistic Regression. ASCE-ASME J. Risk Uncertain. Eng. Syst. Part A Civ. Eng. 2020, 6, 04019025. [Google Scholar] [CrossRef]
- Zhao, H.; Nasim, U.; Salama, W.A.H.T.; Abd-El-Megui, A.S. Innovative Bridge Weigh-in-Motion System for Bridge Maintenance A Case Study with Bridge on Highway I-59. In Proceedings of the Tenth International Bridge and Structure Management Conference, Buffalo, NY, USA, 20–22 October 2008; pp. 339–355. [Google Scholar]
- Miller, T.; Chajes, M.; Mertz, D.; Hastings, J. Strengthening of a Steel Bridge Girder Using Cfrp Plates. J. Bridg. Eng. 2001, 6, 514–522. [Google Scholar] [CrossRef]
- Tavakkolizadeh, M.; Saadatmanesh, H. Repair of damaged steel-concrete composite girders using carbon fiber-reinforced polymer sheets. J. Compos. Constr. 2003, 7, 311–322. [Google Scholar] [CrossRef]
- Sen, R.; Liby, L.; Mullins, G. Strengthening steel bridge sections using CFRP laminates. Compos. Part B Eng. 2001, 32, 309–322. [Google Scholar] [CrossRef]
- Ferrier, E.; Lagarde, G.; Hamelin, P. Concrete beams reinforced by fibre-reinforced plastics: The effect of temperature on the adhesive layer. Compos. Sci. Technol. 2001, 61, 425–431. [Google Scholar] [CrossRef]
- Morshed, S.A.; Young, T.J.; Chirdon, W.M.; Zhang, Q.; Tatar, J. Durability of wet lay-up FRP bonded to concrete with nanomodified epoxy adhesives. J. Adhes. 2020, 96, 1141–1166. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Alyousef, R.; Rashid, R.S.M.; Alabduljabbar, H.; Hung, C.C. Properties and applications of FRP in strengthening RC structures: A review. Structures 2018, 16, 208–238. [Google Scholar] [CrossRef]
- Ratna, D.; Banthia, A.K. Toughened epoxy adhesive modified with acrylate based liquid rubber. Polym. Int. 2000, 287, 281–287. [Google Scholar] [CrossRef]
- Blackburn, B.P.; Tatar, J.; Douglas, E.P.; Hamilton, H.R. Effects of hygrothermal conditioning on epoxy adhesives used in FRP composites. Constr. Build. Mater. 2015, 96, 679–689. [Google Scholar] [CrossRef]
- Douglas, E.P.; Hamilton, H., III; Nino, J.; Stewart, A.; Tatar, J. Highly Accelerated Lifetime for Externally Applied Bond Critical Fiber-reinforced Polymer (FRP) Infrastructure Materials; Florida Dep. Transp. Rep. No. BDK75-977-45; Florida Department of Transportation: Tallahassee, FL, USA, 2014.
- Djouani, F.; Connan, C.; Delamar, M.; Chehimi, M.M.; Benzarti, K. Cement paste-epoxy adhesive interactions. Constr. Build. Mater. 2011, 25, 411–423. [Google Scholar] [CrossRef]
- Giannakopoulos, G.; Masania, K.; Taylor, A.C. Toughening of epoxy using core-shell particles. J. Mater. Sci. 2011, 46, 327–338. [Google Scholar] [CrossRef]
- Maazouz, A.; Sautereau, H.; Gerard, J.F. Toughening of epoxy networks using pre-formed core-shell particles or reactive rubbers. Polym. Bull. 1994, 74, 67–74. [Google Scholar] [CrossRef]
- Tatar, J.; Hamilton, H.R. Implementation of Bond Durability in the Design of Flexural Members with Externally Bonded FRP. J. Compos. Constr. 2016, 20, 04015072. [Google Scholar] [CrossRef]
- Okeil, A.M.; Ulger, T.; Babaizadeh, H. Effect of adhesive type on Strengthening-By-Stiffening for shear-deficient thin-walled steel structures. Int. J. Adhes. Adhes. 2015, 58, 80–87. [Google Scholar] [CrossRef]
- Mahendrarajah, G.; Kandare, E.; Khatibi, A.A. Enhancing the fracture toughness properties by introducing anchored nano-architectures at the metal–frp composite interface. J. Compos. Sci. 2019, 3, 17. [Google Scholar] [CrossRef]
- Frigione, M.; Lettieri, M. Durability issues and challenges for material advancements in FRP employed in the construction industry. Polymers 2018, 10, 247. [Google Scholar] [CrossRef]
- Frounchi, M.; Mehrabzadeh, M.; Parvary, M. Toughening epoxy resins with solid acrylonitrile-butadiene rubber. Polym. Int. 2000, 49, 163–169. [Google Scholar] [CrossRef]
- Thomas, R.; Abraham, J.; Thomas, P.S.; Thomas, S. Influence of carboxyl-terminated (butadiene-co-acrylonitrile) loading on the mechanical and thermal properties of cured epoxy blends. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 2531–2544. [Google Scholar] [CrossRef]
- Unnikrishnan, K.P.; Thachil, E.T. Toughening of epoxy resins. Des. Monomers Polym. 2006, 9, 129–152. [Google Scholar] [CrossRef]
- Schoberleitner, C.; Archodoulaki, V.M.; Koch, T.; Lüftl, S.; Werderitsch, M.; Kuschnig, G. Developing a sealing material: Effect of epoxy modification on specific Physical and Mechanical Properties. Materials 2013, 6, 5490–5501. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.S.; Kim, S.C. Rubber Modified Epoxy Resin. II: Phase Separation Behavior DAE. Polym. Eng. Sci. 2015, 6, 514–522. [Google Scholar] [CrossRef]
- Bagheri, R.; Marouf, B.T.; Pearson, R.A. Rubber-toughened epoxies: A critical review. Polym. Rev. 2009, 49, 201–225. [Google Scholar] [CrossRef]
- Morshed, S.A.; Sinha, A.; Zhang, Q.; Tatar, J. Hygrothermal conditioning of wet-layup CFRP-concrete adhesive joints modified with silane coupling agent and core-shell rubber nanoparticles. Constr. Build. Mater. 2019, 227, 116531. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Shaw, S.J.; Tod, D.A.; Hunston, D.L. Deformation and fracture behaviour of a rubber-toughened epoxy: 1. Microstructure and fracture studies. Polymer 1983, 24, 1341–1354. [Google Scholar] [CrossRef]
- Mousavi, S.R.; Estaji, S.; Raouf Javidi, M.; Paydayesh, A.; Khonakdar, H.A.; Arjmand, M.; Rostami, E.; Jafari, S.H. Toughening of epoxy resin systems using core–shell rubber particles: A literature review. J. Mater. Sci. 2021, 56, 18345–18367. [Google Scholar] [CrossRef]
- Kim, H.I.; Choi, W.K.; Kang, S.J.; Lee, Y.S.; Han, J.H.; Kim, B.J. Mechanical interfacial adhesion of carbon fibers-reinforced polarized-polypropylene matrix composites: Effects of silane coupling agents. Carbon Lett. 2016, 17, 79–84. [Google Scholar]
- Ghosh, A.K.; Bertels, E.; Allaer, K.; Van Paepegem, W.; Degrieck, J. Effect of silane coupling agent on interfacial strength of stainless steel. In Proceedings of the 16th European Conference on Composite Materials (ECCM 2014), Seville, Spain, 22–26 June 2014; Volume 2014, pp. 22–26. [Google Scholar]
- Tatar, J.; Torrence, C.E.; Mecholsky, J.J.; Taylor, C.R.; Hamilton, H.R. Effects of silane surface functionalization on interfacial fracture energy and durability of adhesive bond between cement paste and epoxy. Int. J. Adhes. Adhes. 2018, 84, 132–142. [Google Scholar] [CrossRef]
- Choi, S.; Maul, S.; Stewart, A.; Hamilton, H.R.; Douglas, E.P. Effect of Silane Coupling Agent on the Durability of Epoxy Adhesion for Structural Strengthening Applications. Polym. Eng. Sci. 2013, 53, 283–294. [Google Scholar] [CrossRef]
- Schmidt, R.G.; Bell, J.P. Epoxy Adhesion To Metals. Adv. Polym. Sci. 1986, 75, 33–71. [Google Scholar]
- Fowkes, F. Attractive Forces at Interfaces. Ind. Eng. Chem. 1964, 56, 40–52. [Google Scholar] [CrossRef]
- Schrader, M.E. Young-Dupre Revisited. Langmuir 1995, 11, 3585–3589. [Google Scholar] [CrossRef]
- Sang, J.; Aisawa, S.; Miura, K.; Hirahara, H.; Jan, O.; Jozef, P.; Pavol, M. Adhesion of carbon steel and natural rubber by functionalized silane coupling agents. Int. J. Adhes. Adhes. 2017, 72, 70–74. [Google Scholar] [CrossRef]
- Macan, J.; Brnardić, I.; Ivanković, M.; Mencer, H.J. DSC study of cure kinetics of DGEBA-based epoxy resin with poly(oxypropylene) diamine. J. Therm. Anal. Calorim. 2005, 81, 369–373. [Google Scholar] [CrossRef]
- Pramanik, M.; Fowler, E.W.; Rawlins, J.W. Cure kinetics of several epoxy-amine systems at ambient and high temperatures. J. Coatings Technol. Res. 2014, 11, 143–157. [Google Scholar] [CrossRef]
- Li, G.; Huang, Z.; Li, P.; Xin, C.; Jia, X.; Wang, B.; He, Y.; Ryu, S.; Yang, X. Curing kinetics and mechanisms of polysulfone nanofibrous membranes toughened epoxy/amine systems using isothermal DSC and NIR. Thermochim. Acta 2010, 497, 27–34. [Google Scholar] [CrossRef]
- Kamal, M.; Sourour, S. Kinetics and thermal characterization of Thermoset cure. Polym. Eng. Sci. 1973, 13, 59–64. [Google Scholar] [CrossRef]
- Chern, C.-S.; Poehlein, G.W. A kinetic model for curing reactions of epoxides with amines. Polym. Eng. Sci. 1987, 27, 788–795. [Google Scholar] [CrossRef]
- Khanna, U.; Chanda, M. A Kinetic Scheme for Anhydride Curing of diglycidyl ester with tertiary amine as catalyst. J. Appl. Polym. Sci. 1993, 50, 1635–1644. [Google Scholar] [CrossRef]
- Lasdon, L.; Fox, R.; Ratner, M. Nonlinear optimization using the generalized reduced gradient method. Inform. Rech. Opérationn. 1974, 3, 73–103. [Google Scholar] [CrossRef]
- Cook, W.D.; Simon, G.P.; Burchill, P.J.; Lau, M.; Fitch, T.J. Curing kinetics and thermal properties of vinyl ester resins. J. Appl. Polym. Sci. 1997, 64, 769–781. [Google Scholar] [CrossRef]
- AbdulRazak, A.; Saleh, N.; Emad, M. Cure Kinetics of Epoxy Resin Studied by Dynamics and Isothermal DSC Data. Eng. Technol. J. 2016, 34, 1731–1743. [Google Scholar] [CrossRef]
- Barral, L.; Cano, J.; López, A.J.; Lopez, J.; Nógueira, P.; Ramírez, C. Thermal degradation of a diglycidyl ether of bisphenol A/1,3-bisaminomethylcyclohexane (DGEBA/1,3-BAC) epoxy resin system. Thermochim. Acta 1995, 269–270, 253–259. [Google Scholar] [CrossRef]
- Mohajeri, S.; Vafayan, M.; Ghanbaralizadeh, R.; Pazokifard, S.; Zohuriaan Mehr, M.J. Advanced isoconversional cure kinetic analysis of epoxy/poly(furfuryl alcohol) bio-resin system. J. Appl. Polym. Sci. 2017, 134, 45432. [Google Scholar] [CrossRef]
- Couchman, P.R.; Karasz, F.E. A Classical Thermodynamic Discussion of the Effect of Composition on Glass-Transition Temperatures. Macromolecules 1978, 11, 117–119. [Google Scholar] [CrossRef]
- Quan, D.; Ivankovic, A. The curing behaviour and thermo-mechanical properties of core-shell rubber-modified epoxy nanocomposites. Polym. Polym. Compos. 2019, 27, 168–175. [Google Scholar] [CrossRef]
- Quan, D.; Carolan, D.; Rouge, C.; Murphy, N.; Ivankovic, A. Carbon nanotubes and core–shell rubber nanoparticles modified structural epoxy adhesives. J. Mater. Sci. 2017, 52, 4493–4508. [Google Scholar] [CrossRef]
- He, J.; Raghavan, D.; Hoffman, D.; Hunston, D. The influence of elastomer concentration on toughness in dispersions containing preformed acrylic elastomeric particles in an epoxy matrix. Polymer 1999, 40, 1923–1933. [Google Scholar] [CrossRef]
- ACI440.2R; Guide for the Design and Construction of Externally Bonded FRP Systems for Strengthening Concrete Structures. American Concrete Institute Community: Farmington Hills, MI, USA, 2017.
- AASHTO. Guide Specification for Design of Bonded FRP Systems for Repair and Strengthening of Concrete Bridge Elements; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2012. [Google Scholar]
- AASHTO. AASHTO LRFD Bridge Desing Specification; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2012. [Google Scholar]
- Carolan, D.; Ivankovic, A.; Kinloch, A.J.; Sprenger, S.; Taylor, A.C. Toughened carbon fibre-reinforced polymer composites with nanoparticle-modified epoxy matrices. J. Mater. Sci. 2017, 52, 1767–1788. [Google Scholar] [CrossRef]
- Quan, D.; Murphy, N.; Ivankovic, A. Fracture behaviour of epoxy adhesive joints modified with core-shell rubber nanoparticles. Eng. Fract. Mech. 2017, 182, 566–576. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Yield strength | 370 MPa |
| Elongation | 23% |
| Fabrication | Cold worked |
| Temper rating | Hardened |
| Hardness | Rockwell B70 |
| Material composition | Iron 98.06–99.42% |
| Carbon 0.13–0.20% | |
| Manganese 0.30–0.90% | |
| Phosphorus 0.04% Max. | |
| Silicon 0.15–0.30% | |
| Sulfur 0.50% Max. |
| Product | Viscosity (cps) | Epoxide Equivalent Weight (EEW) (g/eq) | Amine Hydrogen Equivalent Weight (AHEW) (g/eq) |
|---|---|---|---|
| Epon 826 | 450 @ 50 °C | 178–186 | n/a |
| Jeffamine D-230 | 9.5 @ 25 °C * | n/a | 60 |
| CSR Masterbatch | 3000 @ 50 °C | 243 | n/a |
| JER828 ** | 12,000 to 15,000 @ 25 °C | 184–194 | n/a |
| Property | Dry Fiber | CFRP |
|---|---|---|
| Test Value | ||
| Tensile strength | 4.0 GPa | 985 MPa |
| Tensile modulus | 250 GPa | 95 GPa |
| Elongation at rupture | 1.7% | 1.0% |
| Density | 1.74 g/cm3 | n/a |
| Weight/unit area | 644 g/m2 | n/a |
| Nominal thickness | 1.0 mm | |
| Adhesive | (°C) | 106 (s−1) | 106 (s−1) | (kJ/mol) | 105 (GW/g) | (kJ/mol) | 104 (GW/g) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NE | 25 | 0.82 | 0.74 | 39.7 | 4.7 | 31.4 | 1.09 | 1.59 | 2.68 | 54.5 | 1.84 | 61.5 | 18.6 |
| 35 | 0.91 | 0.85 | 52.8 | 12.0 | 68.9 | 1.04 | 1.43 | 2.47 | |||||
| 45 | 0.93 | 0.88 | 61.0 | 25.0 | 153.5 | 1.00 | 1.60 | 2.60 | |||||
| 55 | 0.96 | 0.93 | 90.6 | 33.7 | 298.3 | 0.72 | 1.60 | 2.32 | |||||
| NE+5% | 25 | 0.80 | 0.73 | 40.8 | 4.5 | 30.6 | 1.07 | 1.60 | 2.67 | 58.4 | 8.68 | 64.6 | 67.0 |
| 35 | 0.87 | 0.80 | 47.3 | 12.0 | 79.2 | 1.14 | 1.67 | 2.82 | |||||
| 45 | 0.90 | 0.85 | 64.2 | 26.0 | 175.6 | 1.12 | 1.80 | 2.92 | |||||
| 55 | 0.93 | 0.89 | 81.0 | 38.0 | 329.1 | 0.80 | 1.80 | 2.60 | |||||
| NE+10% | 25 | 0.81 | 0.72 | 43.5 | 5.0 | 33.6 | 1.11 | 1.70 | 2.81 | 62.5 | 47.6 | 63.3 | 43.5 |
| 35 | 0.84 | 0.77 | 46.8 | 12.6 | 84.9 | 1.14 | 1.86 | 3.00 | |||||
| 45 | 0.89 | 0.84 | 57.7 | 27.5 | 179.6 | 1.09 | 1.84 | 2.93 | |||||
| 55 | 0.93 | 0.89 | 78.7 | 50.0 | 349.4 | 0.84 | 1.86 | 2.70 | |||||
| NE+15% | 25 | 0.78 | 0.68 | 41.6 | 5.4 | 33.8 | 1.09 | 1.80 | 2.89 | 62.6 | 54.5 | 66.8 | 173.3 |
| 35 | 0.84 | 0.77 | 48.3 | 14.5 | 78.5 | 1.07 | 1.76 | 2.83 | |||||
| 45 | 0.87 | 0.82 | 59.8 | 32.0 | 191.8 | 1.09 | 1.94 | 3.04 | |||||
| 55 | 0.93 | 0.89 | 77.9 | 53.5 | 388.0 | 0.99 | 1.86 | 2.85 | |||||
| NE+20% | 25 * | n/a | n/a | n/a | n/a | n/a | n/a | n/a | n/a | n/a | n/a | n/a | n/a |
| 35 | 0.86 | 0.79 | 48.9 | 15.0 | 82.3 | 1.15 | 1.73 | 2.87 | |||||
| 45 | 0.89 | 0.83 | 58.1 | 34.0 | 195.6 | 1.15 | 1.94 | 3.09 | |||||
| 55 | 0.94 | 0.90 | 81.3 | 60.0 | 470.4 | 1.14 | 1.91 | 3.05 | |||||
| NE+25% | 25 | 0.75 | 0.67 | 44.5 | 6.4 | 37.9 | 1.12 | 1.97 | 3.09 | 63.2 | 77.1 | 67.7 | 269.4 |
| 35 | 0.80 | 0.73 | 48.0 | 15.5 | 84.4 | 1.08 | 1.96 | 3.04 | |||||
| 45 | 0.86 | 0.81 | 58.6 | 34.5 | 198.3 | 1.09 | 1.99 | 3.08 | |||||
| 55 | 0.88 | 0.83 | 74.9 | 65.0 | 458.6 | 0.91 | 2.30 | 3.20 |
| Test Group | No Silane | Silane | ||
|---|---|---|---|---|
| CFRP Side | Steel Side | CFRP Side | Steel Side | |
| NE+0% |  |  |  |  |
| NE+5% |  |  |  |  |
| NE+10% |  |  |  |  |
| NE+15% |  |  |  |  |
| NE+20% |  |  |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okeola, A.A.; Hernandez-Limon, J.E.; Tatar, J. Core–Shell Rubber Nanoparticle-Modified CFRP/Steel Ambient-Cured Adhesive Joints: Curing Kinetics and Mechanical Behavior. Materials 2024, 17, 749. https://doi.org/10.3390/ma17030749
Okeola AA, Hernandez-Limon JE, Tatar J. Core–Shell Rubber Nanoparticle-Modified CFRP/Steel Ambient-Cured Adhesive Joints: Curing Kinetics and Mechanical Behavior. Materials. 2024; 17(3):749. https://doi.org/10.3390/ma17030749
Chicago/Turabian StyleOkeola, Abass Abayomi, Jorge E. Hernandez-Limon, and Jovan Tatar. 2024. "Core–Shell Rubber Nanoparticle-Modified CFRP/Steel Ambient-Cured Adhesive Joints: Curing Kinetics and Mechanical Behavior" Materials 17, no. 3: 749. https://doi.org/10.3390/ma17030749
APA StyleOkeola, A. A., Hernandez-Limon, J. E., & Tatar, J. (2024). Core–Shell Rubber Nanoparticle-Modified CFRP/Steel Ambient-Cured Adhesive Joints: Curing Kinetics and Mechanical Behavior. Materials, 17(3), 749. https://doi.org/10.3390/ma17030749