
Exploration of Textile–Silicone Composites and Materials for Personal Impact-Resistant Protection


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Fabrication of Textile–Silicone Composite
2.3. Experimental
2.3.1. Tensile Strength and Recovery
2.3.2. Compression Recovery
2.3.3. Impact Force Reduction
2.3.4. Thermal Conductivity
2.3.5. Water Vapour Permeability
2.4. Statistical Analysis
3. Results and Discussion
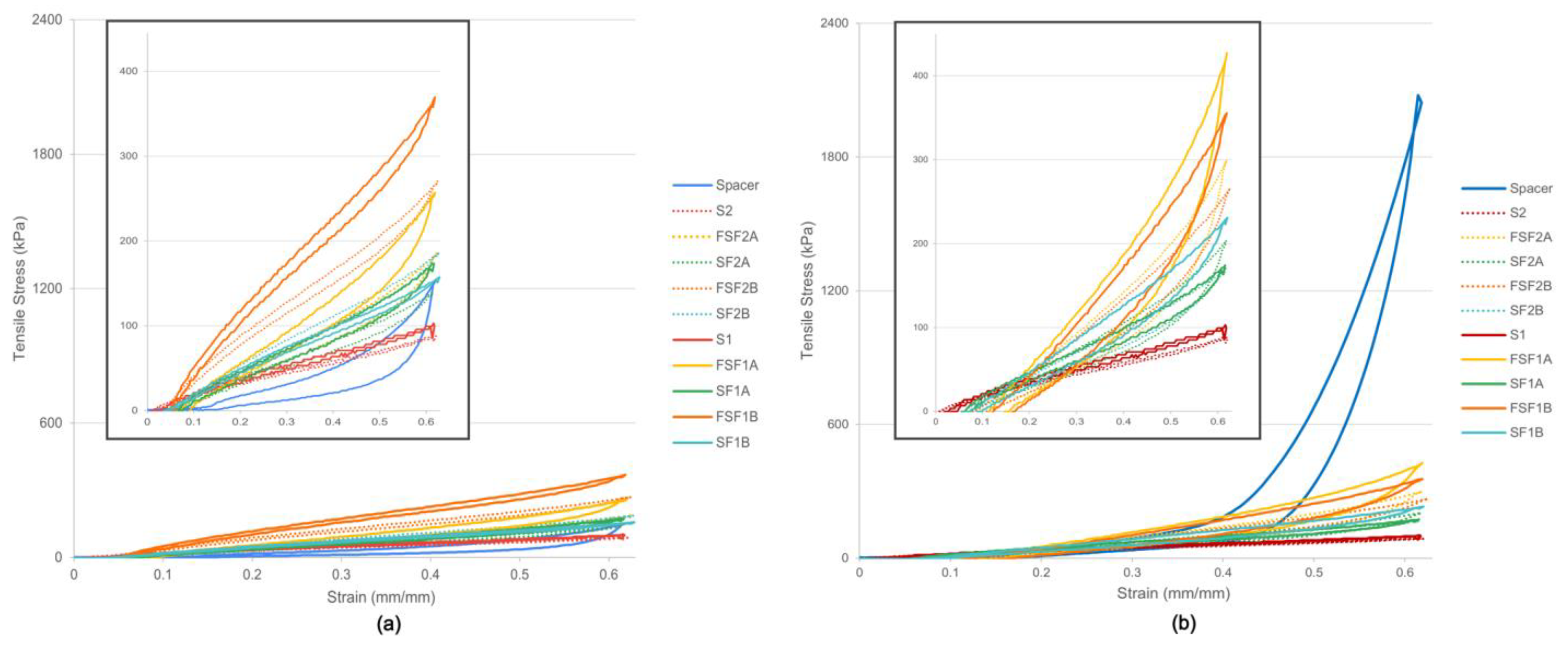
3.1. Tensile Properties
3.1.1. Tensile Strength
3.1.2. Tensile Elasticity and Recovery
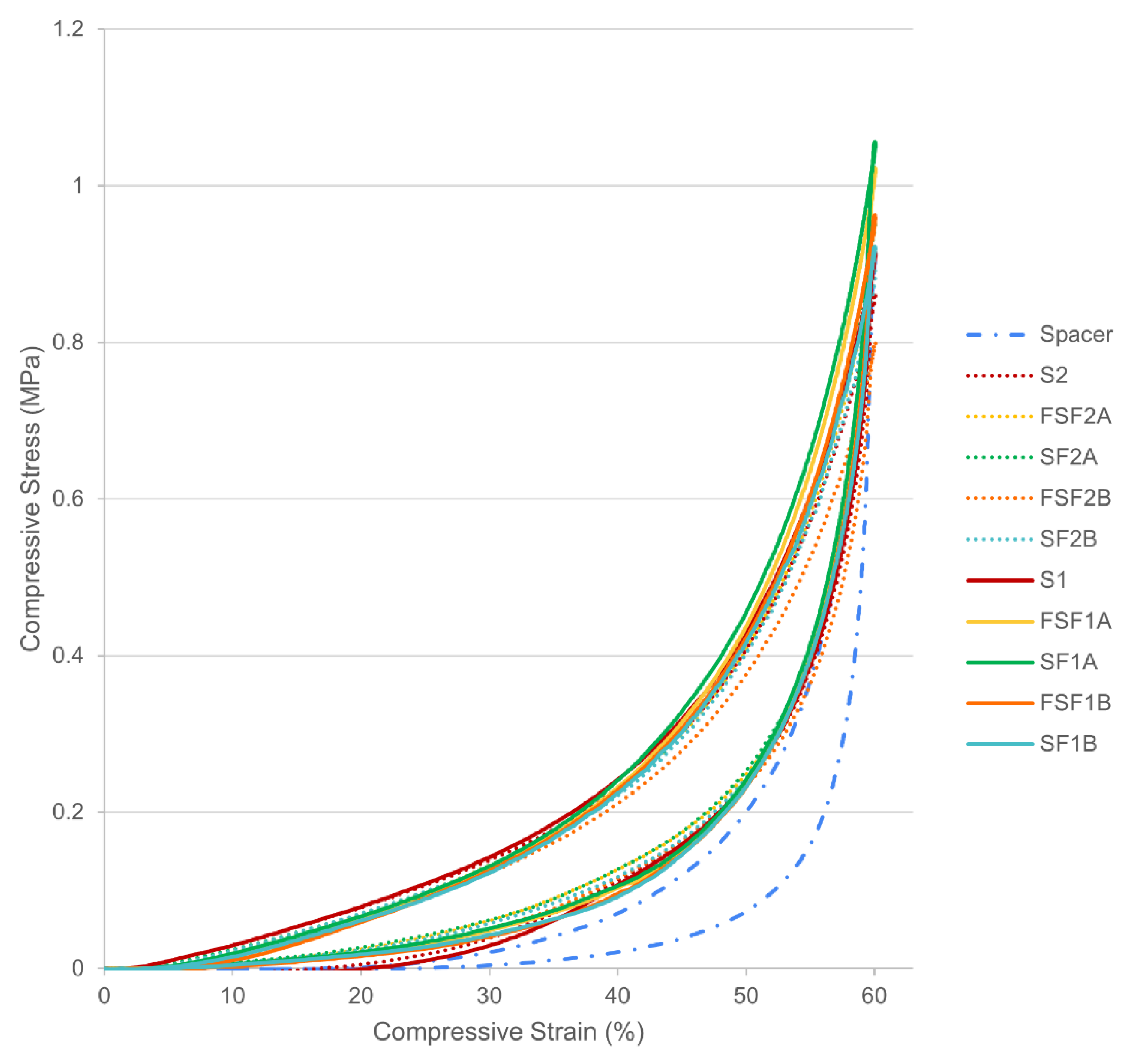
3.2. Compression Behaviour
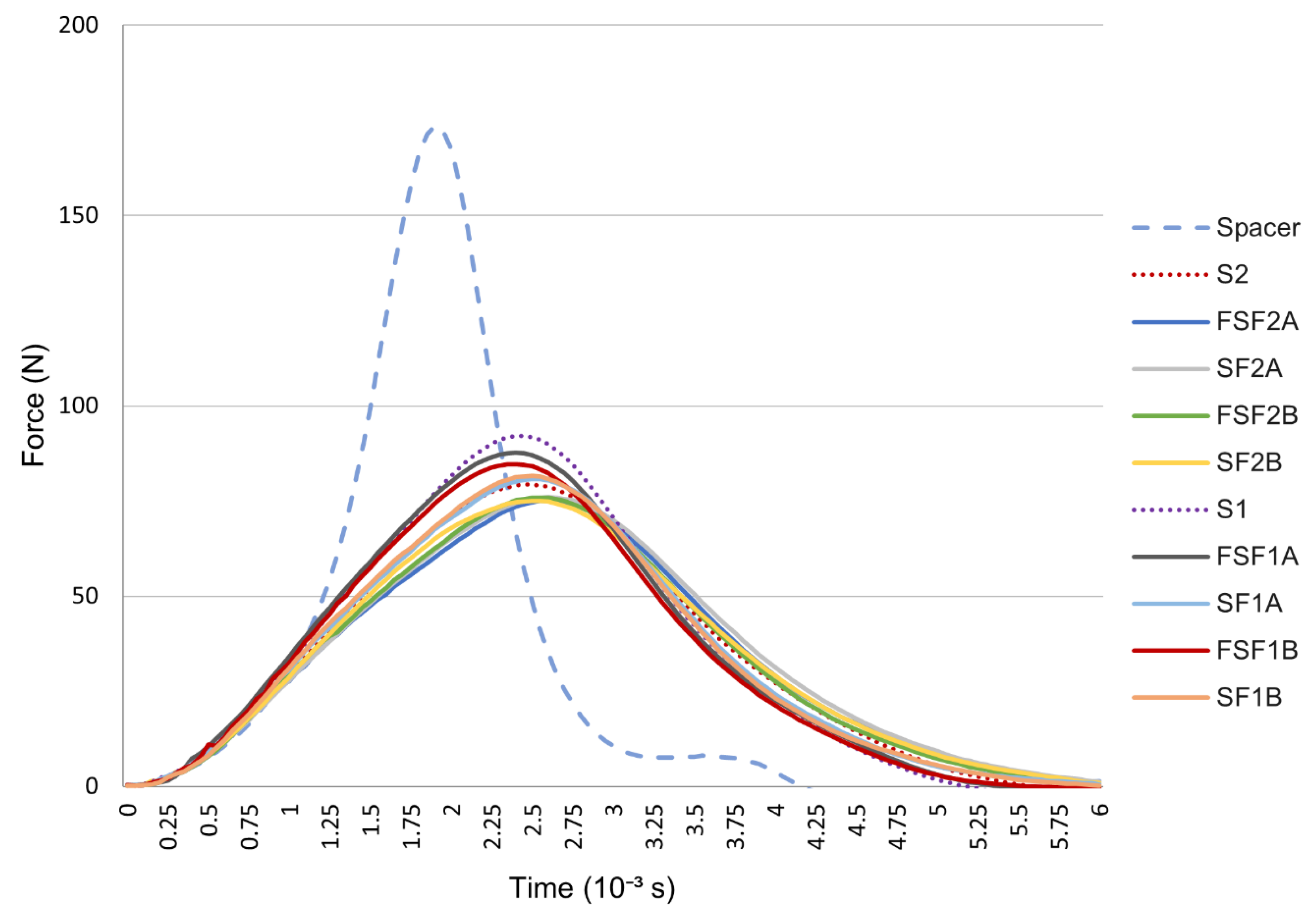
3.3. Impact Force Reduction
3.4. Thermal Conductivity
3.5. Water Vapour Permeability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Occupational Safety and Health Administration. Personal Protective Equipment. 2006. Available online: https://www.osha.gov/sites/default/files/publications/osha3151.pdf (accessed on 15 September 2023).
- Gemne, G. Diagnostics of hand-arm system disorders in workers who use vibrating tools. Occup. Environ. Med. 1997, 54, 90–95. [Google Scholar] [CrossRef]
- Gerhardsson, L.; Hagberg, M. Work ability in vibration-exposed workers. Occup. Med. 2014, 64, 629–634. [Google Scholar] [CrossRef] [PubMed]
- Yu, A.; Sukigara, S. Evaluation of the design and materials of anti-vibration gloves: Impact on hand dexterity and forearm muscle activity. Appl. Ergon. 2022, 98, 103572. [Google Scholar] [CrossRef] [PubMed]
- Subic, A.J.; Ujihashi, S. The Impact of Technology on Sport; Australasian Sports Technology Alliance Pty Limited: Benalla, Australia, 2005. [Google Scholar]
- Tyler, D.J. 16—High-Performance Apparel for Protection; Elsevier: Amsterdam, The Netherlands, 2018; pp. 357–375. [Google Scholar] [CrossRef]
- Boutwell, E.; Stine, R.; Hansen, A.; Tucker, K.; Gard, S. Effect of prosthetic gel liner thickness on gait biomechanics and pressure distribution within the transtibial socket. J. Rehabil. Res. Dev. 2012, 49, 227–240. [Google Scholar] [CrossRef] [PubMed]
- Klute, G.K.; Rowe, G.I.; Mamishev, A.V.; Ledoux, W.R. The thermal conductivity of prosthetic sockets and liners. Prosthet. Orthot. Int. 2007, 31, 292–299. [Google Scholar] [CrossRef]
- Meulenbelt, H.E.; Geertzen, J.H.; Jonkman, M.F.; Dijkstra, P.U. Determinants of Skin Problems of the Stump in Lower-Limb Amputees. Arch. Phys. Med. Rehabil. 2009, 90, 74–81. [Google Scholar] [CrossRef] [PubMed]
- Ghoseiri, K.; Safari, M.R. Prevalence of heat and perspiration discomfort inside prostheses: Literature review. J. Rehabil. Res. Dev. 2014, 51, 855–868. [Google Scholar] [CrossRef] [PubMed]
- Textor, T. Modification of Textile Surfaces Using the Sol-Gel Technique; Elsevier: Amsterdam, The Netherlands, 2009; pp. 185–213. [Google Scholar] [CrossRef]
- Mondal, S.; Hu, J.L. Water vapor permeability of cotton fabrics coated with shape memory polyurethane. Carbohydr. Polym. 2007, 67, 282–287. [Google Scholar] [CrossRef]
- Ziraki, S.; Zebarjad, S.M.; Hadianfard, M.J. A study on the tensile properties of silicone rubber/polypropylene fibers/silica hybrid nanocomposites. J. Mech. Behav. Biomed. Mater. 2016, 57, 289–296. [Google Scholar] [CrossRef]
- Han, R.; Shao, Y.; Quan, X.; Niu, K. Study on friction behavior of fabric–silicone rubber composites under dry/wet sliding environment. Polym. Eng. Sci. 2021, 61, 2023–2032. [Google Scholar] [CrossRef]
- Chow, L.; Yick, K.-L.; Kwan, M.-Y.; Yuen, C.-F.; Ng, S.-P.; Yu, A.; Yip, J. Customized fabrication approach for hypertrophic scar treatment: 3D printed fabric silicone composite. Int. J. Bioprinting 2020, 6, 262. [Google Scholar] [CrossRef]
- Mohan, V.B.; Santhana Krishnan, S.; Bhattacharyya, D. Manufacturing and characterization of novel silicone/natural fabric/graphene-based functional composites for human body motion sensing. Polym. Compos. 2021, 42, 3493–3507. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, H.; Long, H.; Zhao, L. Impact compressive behavior of warp-knitted spacer fabrics for protective applications. Text. Res. J. 2012, 82, 773–788. [Google Scholar] [CrossRef]
- Ning, K.; Yick, K.-L.; Yu, A.; Yip, J. Effects of textile-fabricated insole on foot skin temperature and humidity for enhancing footwear thermal comfort. Appl. Ergon. 2022, 104, 103803. [Google Scholar] [CrossRef]
- Yang, Y.; Hu, H. Application of superabsorbent spacer fabrics as exuding wound dressing. Polymers 2018, 10, 210. [Google Scholar] [CrossRef]
- Muthu Kumar, N.; Thilagavathi, G.; Periasamy, S. Development and characterization of warp knitted spacer fabrics for helmet comfort liner application. J. Ind. Text. 2022, 51 (Suppl. S2), 2053S–2070S. [Google Scholar] [CrossRef]
- Inoue, M.; Tange, A.; Niwa, M. Theoretical analysis of biaxial tensile properties of power net. Text. Res. J. 2013, 83, 1319–1324. [Google Scholar] [CrossRef]
- Hafner, B.J.; Cagle, J.C.; Allyn, K.J.; Sanders, J.E. Elastomeric liners for people with transtibial amputation: Survey of prosthetists’ clinical practices. Prosthet. Orthot. Int. 2017, 41, 149–156. [Google Scholar] [CrossRef] [PubMed]
- Macintyre, L.; Baird, M.; Weedall, P. Elastic fabrics for use in pressure garments–comfort properties. In Medical Textiles; Routledge: London, UK, 2001; pp. 74–81. [Google Scholar]
- Hwang, I.-K.; Kim, K.-J. Shock-absorbing effects of various padding conditions in improving efficacy of wrist guards. J. Sports Sci. Med. 2004, 3, 23–29. [Google Scholar] [PubMed]
- ASTM D1777; Standard Test Method for Thickness of Textile Materials. ASTM: West Conshohocken, PA, USA, 2015.
- Cagle, J.C.; Reinhall, P.G.; Hafner, B.J.; Sanders, J.E. Development of Standardized Material Testing Protocols for Prosthetic Liners. J. Biomech. Eng. 2017, 139, 0450011–04500112. [Google Scholar] [CrossRef]
- ASTM D575; Standard Test Methods for Rubber Properties in Compression. ASTM: West Conshohocken, PA, USA, 2018.
- ASTM D2632; Standard Test Method for Rubber Property-Resilience by Vertical Rebound. ASTM: West Conshohocken, PA, USA, 2015.
- Li, N.-W.; Yick, K.-L.; Yu, A. Novel weft-knitted spacer structure with silicone tube and foam inlays for cushioning insoles. J. Ind. Text. 2022, 51 (Suppl. S4), 6463S–6483S. [Google Scholar] [CrossRef]
- BS 7209: 1990; Specification for Water Vapour Permeability Apparel Fabrics. British Standards Institution, BSI Standards Publication: London, UK, 1990.
- Xu, X.; Wang, G.; Yan, H.; Yao, X. Constitutive relationship of fabric rubber composites and its application. Compos. Struct. 2023, 304, 116302. [Google Scholar] [CrossRef]
- Yu, A.; Yick, K.L.; Ng, S.P.; Yip, J. Prediction of fabric tension and pressure decay for the development of pressure therapy gloves. Text. Res. J. 2013, 83, 269–287. [Google Scholar] [CrossRef]
- Yin, Z.; Guo, J.; Jiang, X. Significantly improved thermal conductivity of silicone rubber and aligned boron nitride composites by a novel roll-cutting processing method. Compos. Sci. Technol. 2021, 209, 108794. [Google Scholar] [CrossRef]
- Cagle, J.C.; Hafner, B.J.; Sanders, J.E. Characterization of Prosthetic Liner Products for People with Transtibial Amputation. J. Prosthet. Orthot. 2018, 30, 187–199. [Google Scholar] [CrossRef]
- Ghorbani, V.; Jeddi, A.A.A.; Dabiryan, H. Theoretical and experimental investigation of tensile properties of net warp-knitted spacer fabrics. J. Text. Inst. 2020, 111, 518–528. [Google Scholar] [CrossRef]
- Suh, J.B. Stress Analysis of Rubber Blocks under Vertical Loading and Shear Loading; University of Akron: Akron, OH, USA; OhioLINK: Columbus, OH, USA, 2007; Available online: http://rave.ohiolink.edu/etdc/view?acc_num=akron1185822927 (accessed on 18 March 2024).
- Yu, A.; Sukigara, S.; Shirakihara, M. Effect of Silicone Inlaid Materials on Reinforcing Compressive Strength of Weft-Knitted Spacer Fabric for Cushioning Applications. Polymers 2021, 13, 3645. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.C.; Zhang, M.; Mak, A.F. Regional differences in pain threshold and tolerance of the transtibial residual limb: Including the effects of age and interface material. Arch. Phys. Med. Rehabil. 2005, 86, 641–649. [Google Scholar] [CrossRef] [PubMed]
- Maurel, M.L.; Fitzgerald, L.G.; Miles, A.W.; Giddins, G.E.B. Biomechanical study of the efficacy of a new design of wrist guard. Clin. Biomech. 2013, 28, 509–513. [Google Scholar] [CrossRef] [PubMed]
- Lo, W.T.; Yick, K.L.; Ng, S.P.; Yip, J. New methods for evaluating physical and thermal comfort properties of orthotic materials used in insoles for patients with diabetes. J. Rehabil. Res. Dev. 2014, 51, 311–324. [Google Scholar] [CrossRef]
- Yu, A.; Sukigara, S.; Yick, K.-L.; Li, P.-L. Novel weft-knitted spacer structure with silicone tube inlay for enhancing mechanical behavior. Mech. Adv. Mater. Struct. 2020, 29, 2053–2064. [Google Scholar] [CrossRef]
- Auroy, P.; Duchatelard, P.; Zmantar, N.E.; Hennequin, M. Hardness and shock absorption of silicone rubber for mouth guards. J. Prosthet. Dent. 1996, 75, 463–471. [Google Scholar] [CrossRef] [PubMed]
- Silva, R.M.; Rodrigues, J.L.; Pinto, V.V.; Ferreira, M.J.; Russo, R.; Pereira, C.M. Evaluation of shock absorption properties of rubber materials regarding footwear applications. Polym. Test. 2009, 28, 642–647. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J. A protocol to further improve the thermal conductivity of silicone-matrix thermal interface material with nano-fillers. Thermochim. Acta 2022, 708, 179136. [Google Scholar] [CrossRef]
- Cho, J.W.; Jung, Y.C.; Chun, B.C.; Chung, Y.-C. Water vapor permeability and mechanical properties of fabrics coated with shape-memory polyurethane. J. Appl. Polym. Sci. 2004, 92, 2812–2816. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric | Fibre Contents | Thickness (mm) | Weight (g/m2) | Gauge and Yarn Density (Threads/cm) | Knitting Structure | |
|---|---|---|---|---|---|---|
| Face | Back | |||||
| A | 83% Polyamide, 17% Elastane | 0.40 | 165 | 28 gauge, 14/11 |  |  |
| B | 62% Polyamide, 38% Elastane | 0.39 | 195 | 28 gauge, 17/13 |  |  |
| Sample | Thickness | Weight (g/cm2) | Structure | Cross-Sectional Image |
|---|---|---|---|---|
| Textile–silicone composites with 2 mm thick silicone | ||||
| SF 2A | 2.38 mm | 0.32 g | 1 layer of Fabric A and 1 layer of 2 mm thick silicone |  |
| FSF 2A | 2.54 mm | 0.38 g | 2 layers of Fabric A and 2 layers of 1 mm thick silicone |  |
| SF 2B | 2.42 mm | 0.31 g | 1 layer of Fabric B and 1 layer of 2 mm thick silicone |  |
| FSF 2B | 2.60 mm | 0.33 g | 2 layers of Fabric B and 2 layers of 1 mm thick silicone |  |
| Textile–silicone composites with 1 mm thick silicone | ||||
| SF 1A | 1.46 mm | 0.19 g | 1 layer of Fabric A and 1 layer of 1 mm thick silicone |  |
| FSF 1A | 1.56 mm | 0.20 g | 2 layers of Fabric A and 2 layers of 0.5 mm thick silicone |  |
| SF 1B | 1.44 mm | 0.18 g | 1 layer of Fabric B and 1 layer of 1 mm thick silicone |  |
| FSF 1B | 1.52 mm | 0.19 g | 2 layers of Fabric B and 2 layers of 0.5 mm thick silicone |  |
| Inlaid spacer structure and silicone as the control | ||||
| SPACER | 4.20 mm | 0.16 g | Spacer fabric with silicone tube inlay |  |
| S1 | 0.96 mm | 0.12 g | Silicone only (control) | |
| S2 | 2.04 mm | 0.26 g | Silicone only (control) | |
| Sample | Maximum Tensile Stress after 80 Cycles (kPa) | Tensile Recovery (%) | Compressive Stress after 10 Cycles (MPa) | Compression Recovery (%) | Force Reduction (%) | Thermal Conductivity (W/m.K) | WVP (g/m2/day) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Wale | Course | Wale | Course | |||||||
| FSF | FSF2A | 186.46 | 299.05 | 88.2 | 79.7 | 0.92 | 100.0 | 81.65 | 0.22 | 14.78 |
| (SD) | (3.196) | (2.055) | (2.367) | (0.832) | (0.002)) | (0.000) | (0.914) | (0.015) | (1.308) | |
| FSF1A | 257.07 | 427.42 | 83.4 | 74.8 | 1.02 | 100.0 | 78.45 | 0.18 | 22.18 | |
| (SD) | (3.550) | (2.001) | (1.379) | (0.797) | (0.003) | (0.006) | (0.596) | (0.033) | (1.301) | |
| FSF2B | 270.77 | 266.21 | 91.6 | 82.2 | 0.80 | 99.7 | 82.06 | 0.28 | 16.63 | |
| (SD) | (4.787) | (3.670) | (2.278) | (0.516) | (0.004) | (0.006) | (1.620) | (0.059) | (1.308) | |
| FSF1B | 369.66 | 355.55 | 89.5 | 72.0 | 0.96 | 99.6 | 79.09 | 0.23 | 22.18 | |
| (SD) | (4.236) | (3.804) | (1.084) | (1.820) | (0.003)) | (0.007) | (1.525) | (0.087) | (3.924) | |
| SF | SF2A | 139.37 | 203.59 | 87.7 | 86.3 | 0.96 | 100.0 | 81.33 | 0.23 | 16.63 |
| (SD) | (1.138) | (5.035) | (0.585) | (0.920) | (0.003) | (0.000) | (1.661) | (0.036) | (1.308) | |
| SF1A | 173.23 | 174.25 | 87.0 | 86.6 | 1.06 | 99.6 | 80.12 | 0.20 | 25.87 | |
| (SD) | (4.165) | (2.828) | (1.760) | (0.556) | (0.004) | (0.129) | (0.902) | (0.015) | (2.609) | |
| SF2B | 186.57 | 170.39 | 90.8 | 87.4 | 0.89 | 99.0 | 81.40 | 0.23 | 18.48 | |
| (SD) | (3.741) | (5.473) | (1.473) | (0.622) | (0.003) | (0.172) | (0.988) | (0.107) | (1.308) | |
| SF1B | 157.67 | 231.17 | 91.5 | 81.7 | 0.92 | 99.6 | 80.00 | 0.21 | 29.57 | |
| (SD) | (5.716) | (3.274) | (0.443) | (2.716) | (0.002) | (0.063) | (1.102) | (0.055) | (2.616) | |
| 2 mm thick silicone | S2 | 87.97 | 96.4 | 0.86 | 100.0 | 80.69 | 0.24 | 18.48 | ||
| (SD) | (1.172) | (0.916) | (0.002) | (0.000) | (1.505) | (0.071) | (1.308) | |||
| 1 mm thick silicone | S1 | 103.02 | 91.8 | 0.91 | 99.9 | 77.34 | 0.21 | 31.42 | ||
| (SD) | (5.056) | (1.058) | (0.008) | (0.069) | (1.535) | (0.226) | (3.924) | |||
| Spacer fabric | Spacer | 152.44 | 1727.60 | 69.9 | 0.92 | 83.0 | 57.39 | 0.13 | 698.54 | |
| (SD) | (0.700) | (176.176) | (5.013) | (0.005) | (2.410) | (5.336) | (0.233) | (2.609) | ||
| Fabric | Young’s Modulus | Poisson’s Ratio | Thermal Conductivity (W/m·K) | WVP (g/m2/day) | ||
|---|---|---|---|---|---|---|
| Wale | Course | Wale | Course | |||
| A | 0.631 | 1.259 | 0.193 | 0.253 | 0.056 | 844.5 |
| B | 0.548 | 0.519 | 0.123 | 0.023 | 0.065 | 834.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chan, M.-K.; Li, P.-L.; Yick, K.-L.; Yip, J.; Ng, S.-P. Exploration of Textile–Silicone Composites and Materials for Personal Impact-Resistant Protection. Materials 2024, 17, 1439. https://doi.org/10.3390/ma17061439
Chan M-K, Li P-L, Yick K-L, Yip J, Ng S-P. Exploration of Textile–Silicone Composites and Materials for Personal Impact-Resistant Protection. Materials. 2024; 17(6):1439. https://doi.org/10.3390/ma17061439
Chicago/Turabian StyleChan, Mei-Ki, Pui-Ling Li, Kit-Lun Yick, Joanne Yip, and Sun-Pui Ng. 2024. "Exploration of Textile–Silicone Composites and Materials for Personal Impact-Resistant Protection" Materials 17, no. 6: 1439. https://doi.org/10.3390/ma17061439
APA StyleChan, M. -K., Li, P. -L., Yick, K. -L., Yip, J., & Ng, S. -P. (2024). Exploration of Textile–Silicone Composites and Materials for Personal Impact-Resistant Protection. Materials, 17(6), 1439. https://doi.org/10.3390/ma17061439