
Microstructure Evolution, Hot Deformation Behavior and Processing Maps of an FeCrAl Alloy

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
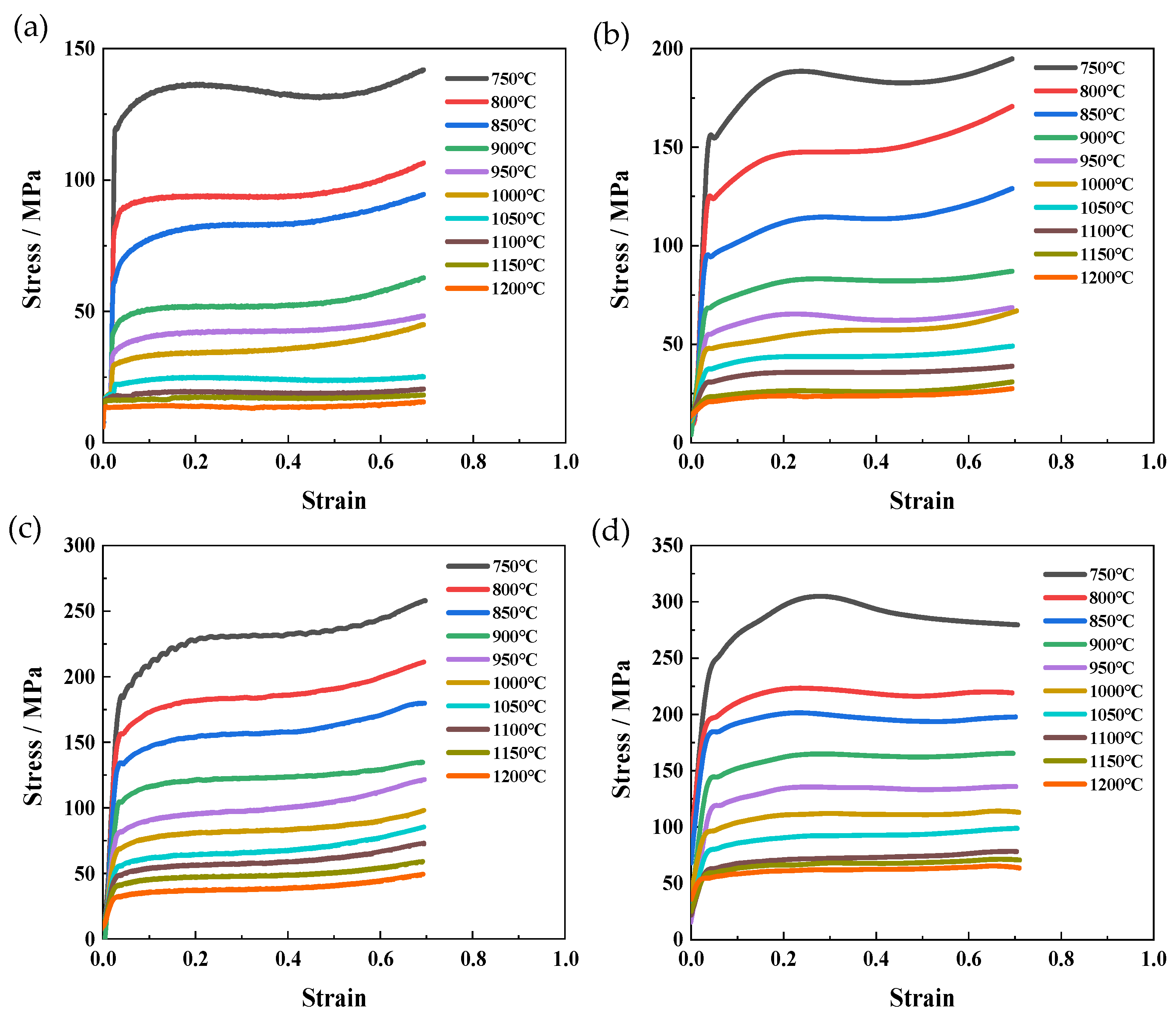
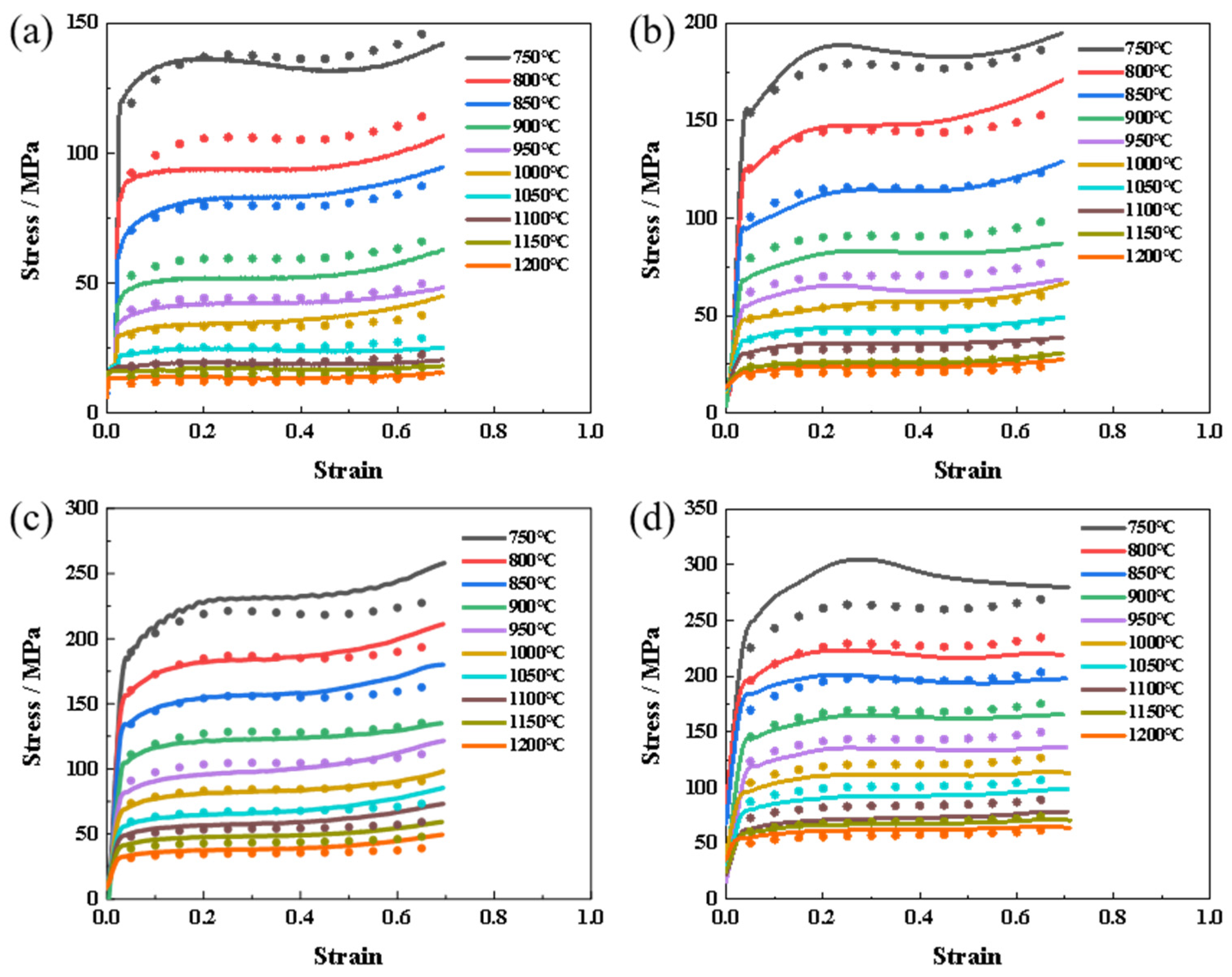
3.1. Stress–Strain Curves of the FeCrAl Alloy during Compression Test
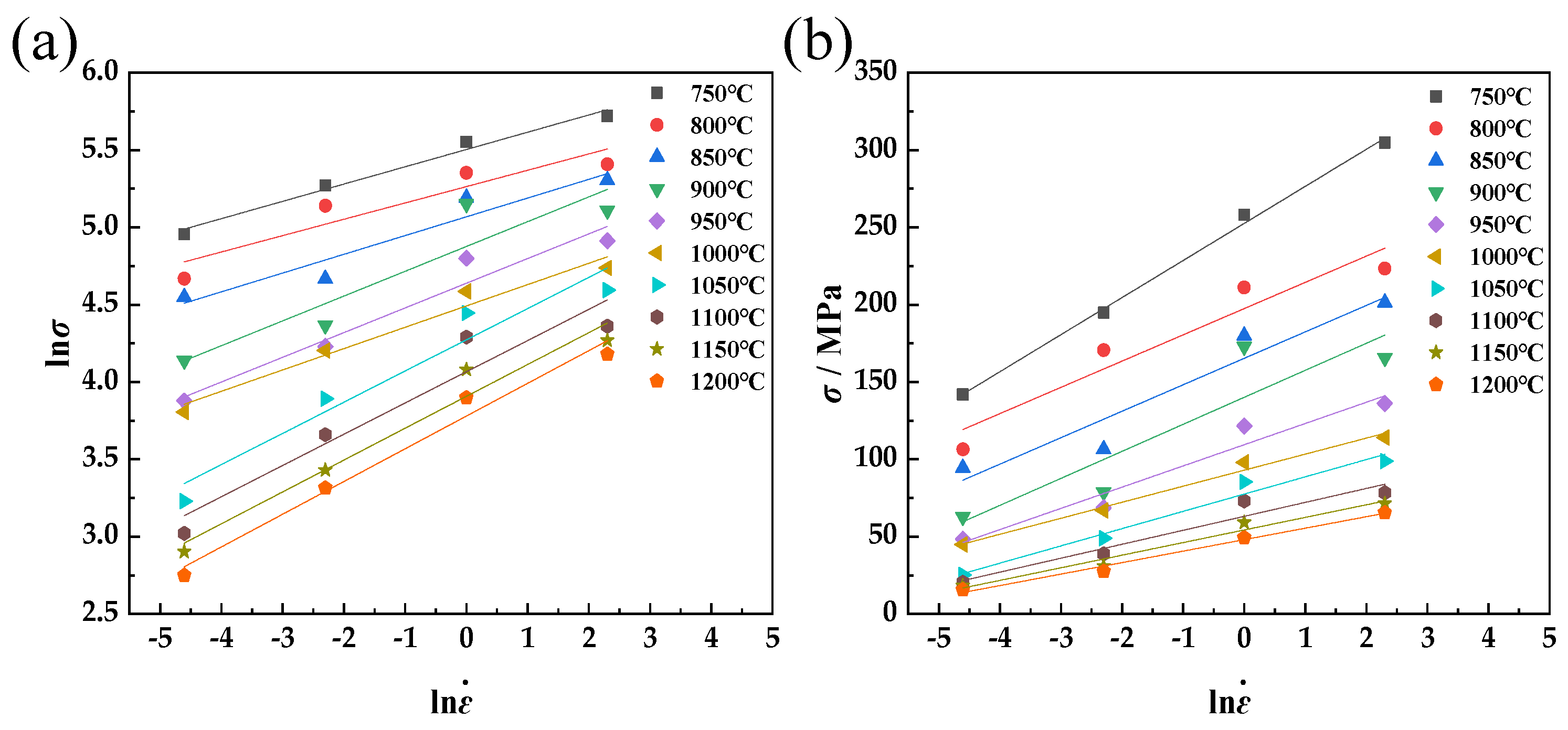
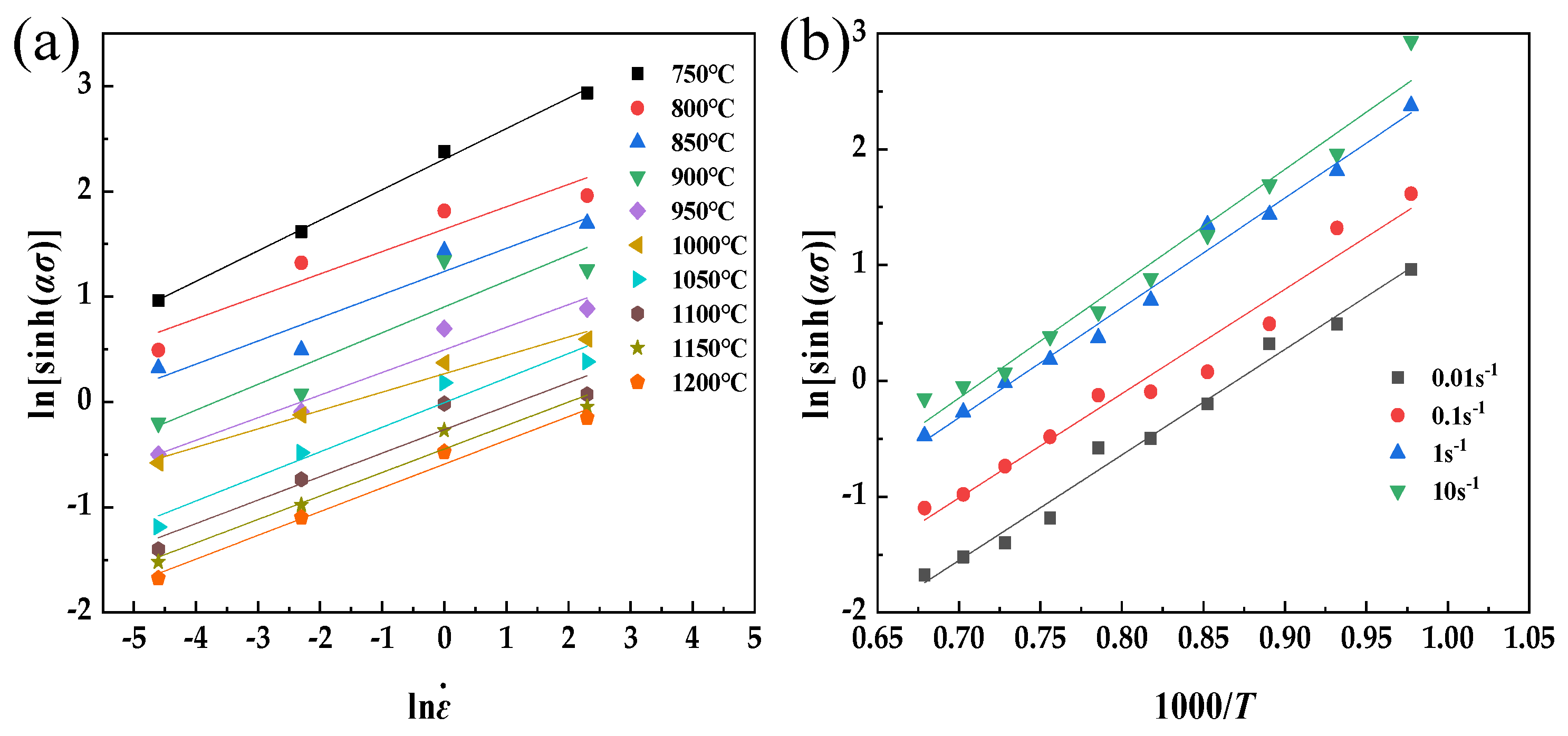
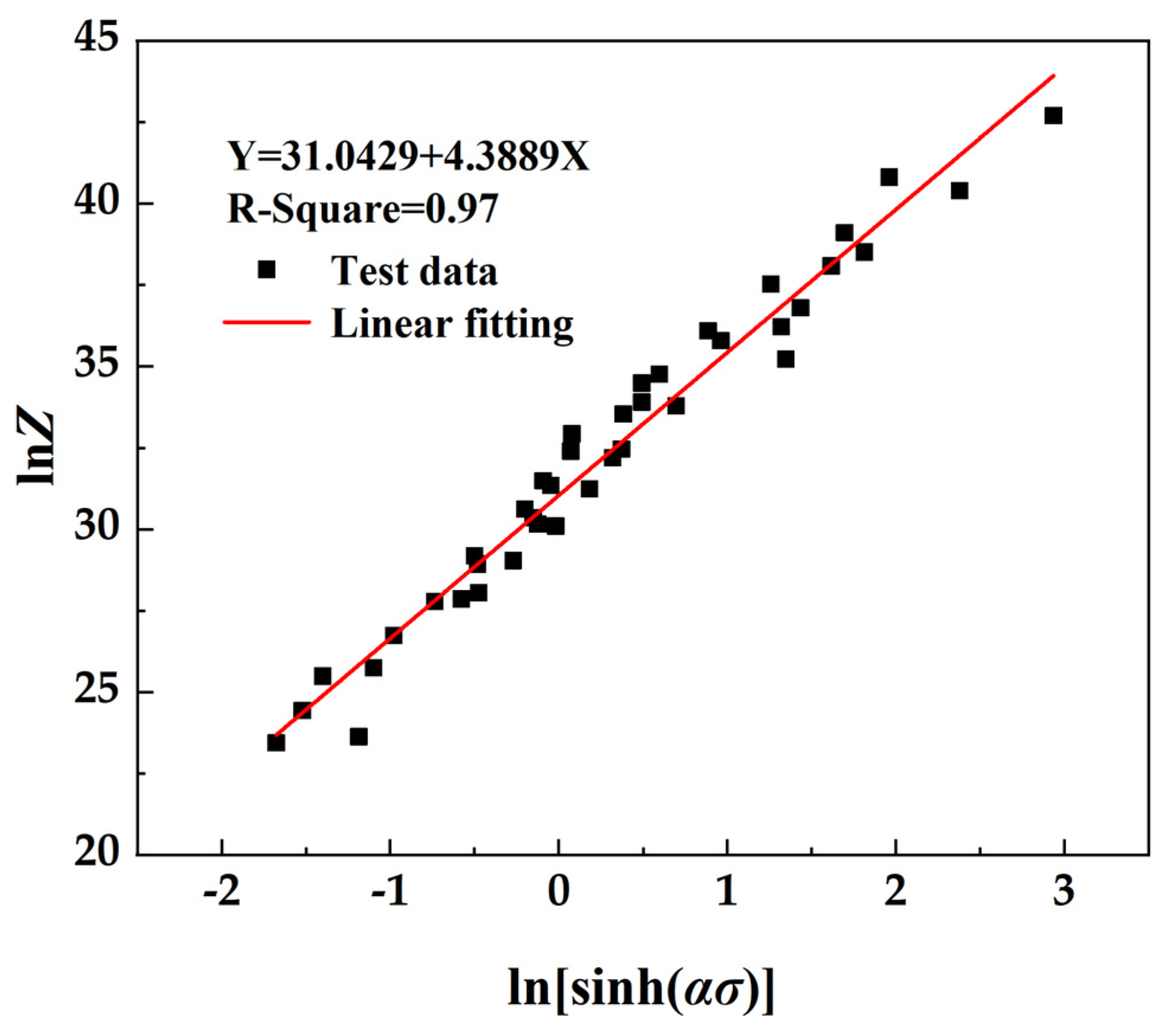
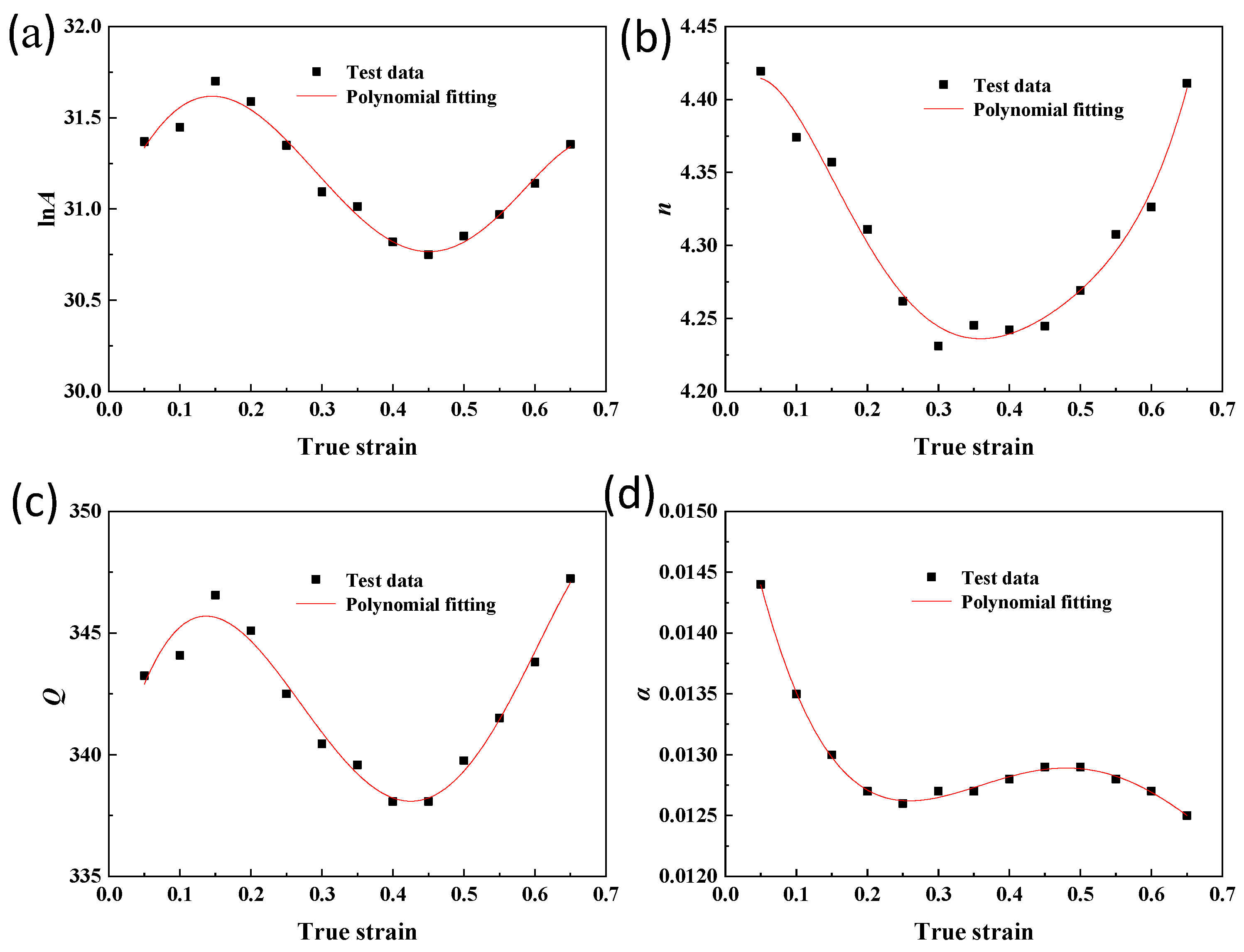
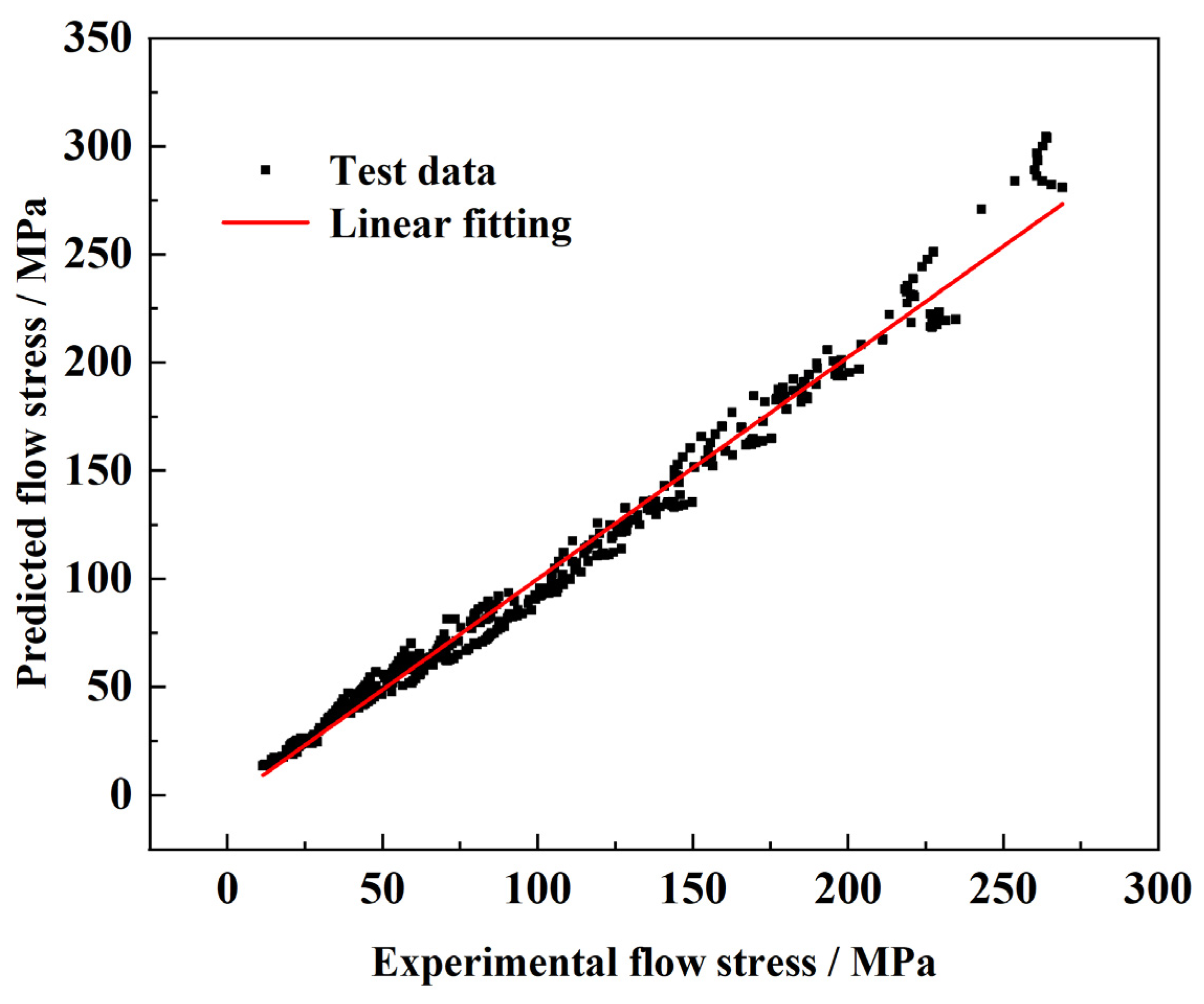
3.2. Regression of Constitutive Equation Parameters
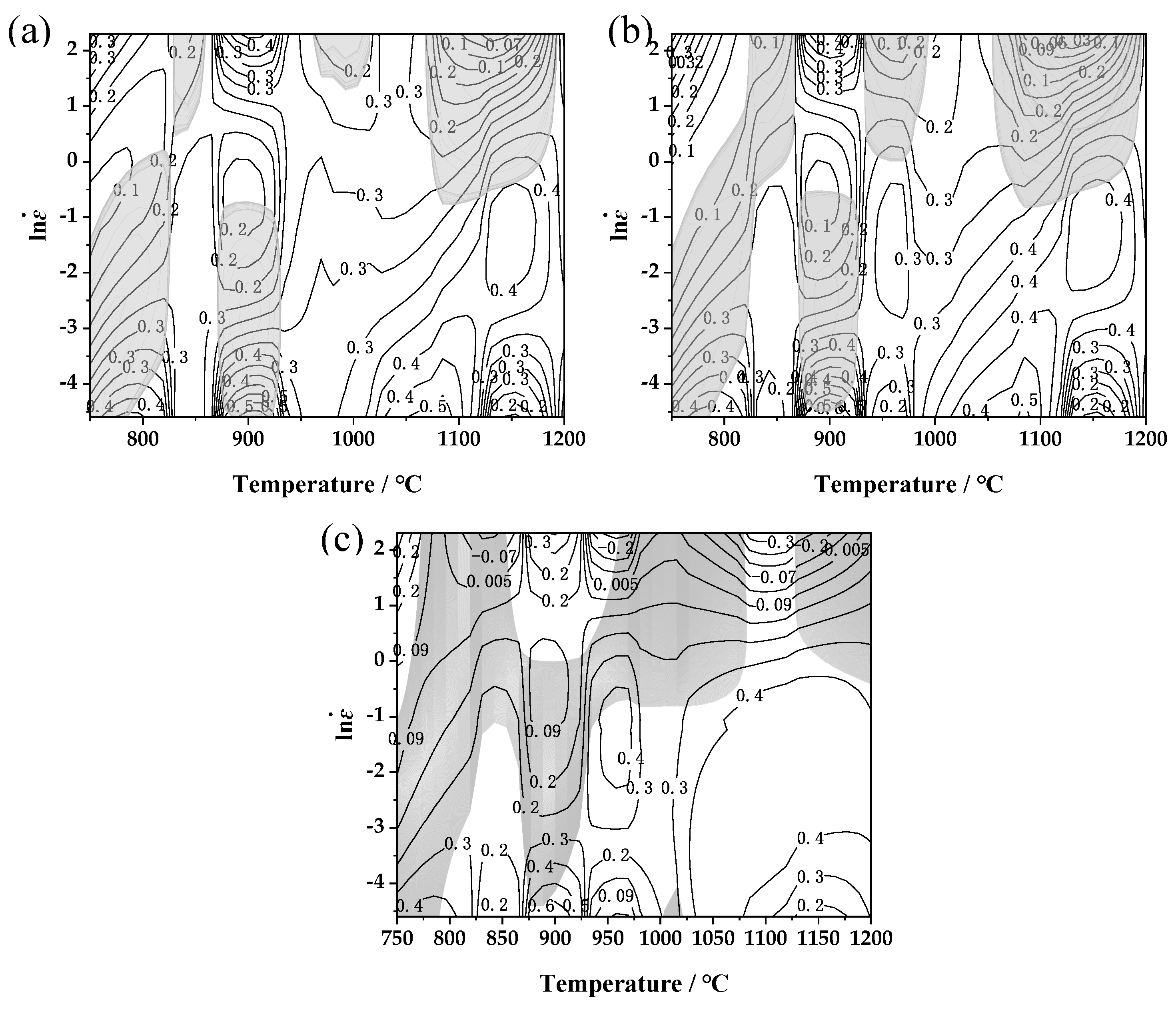
3.3. Construction of Hot Processing Maps
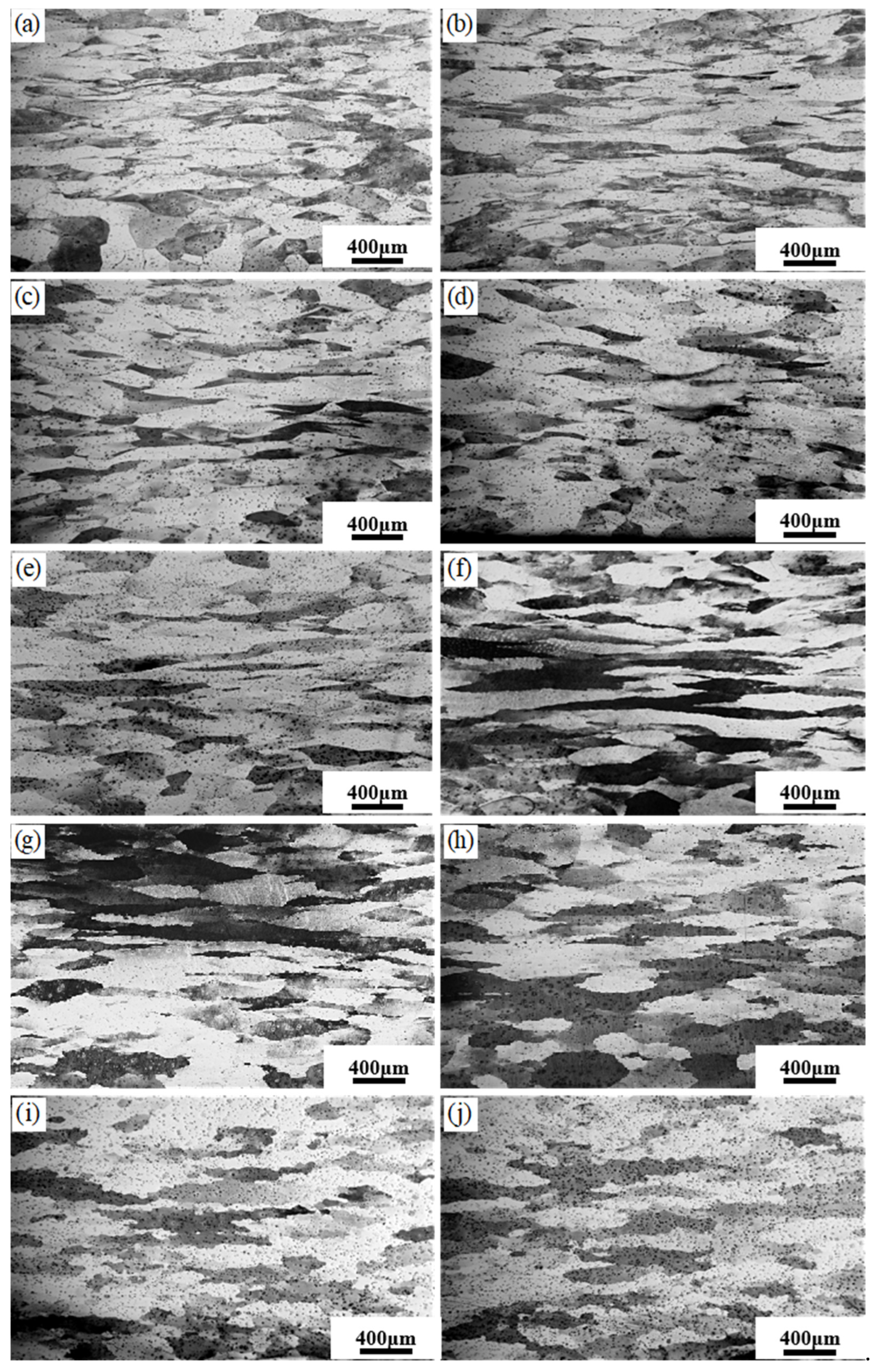
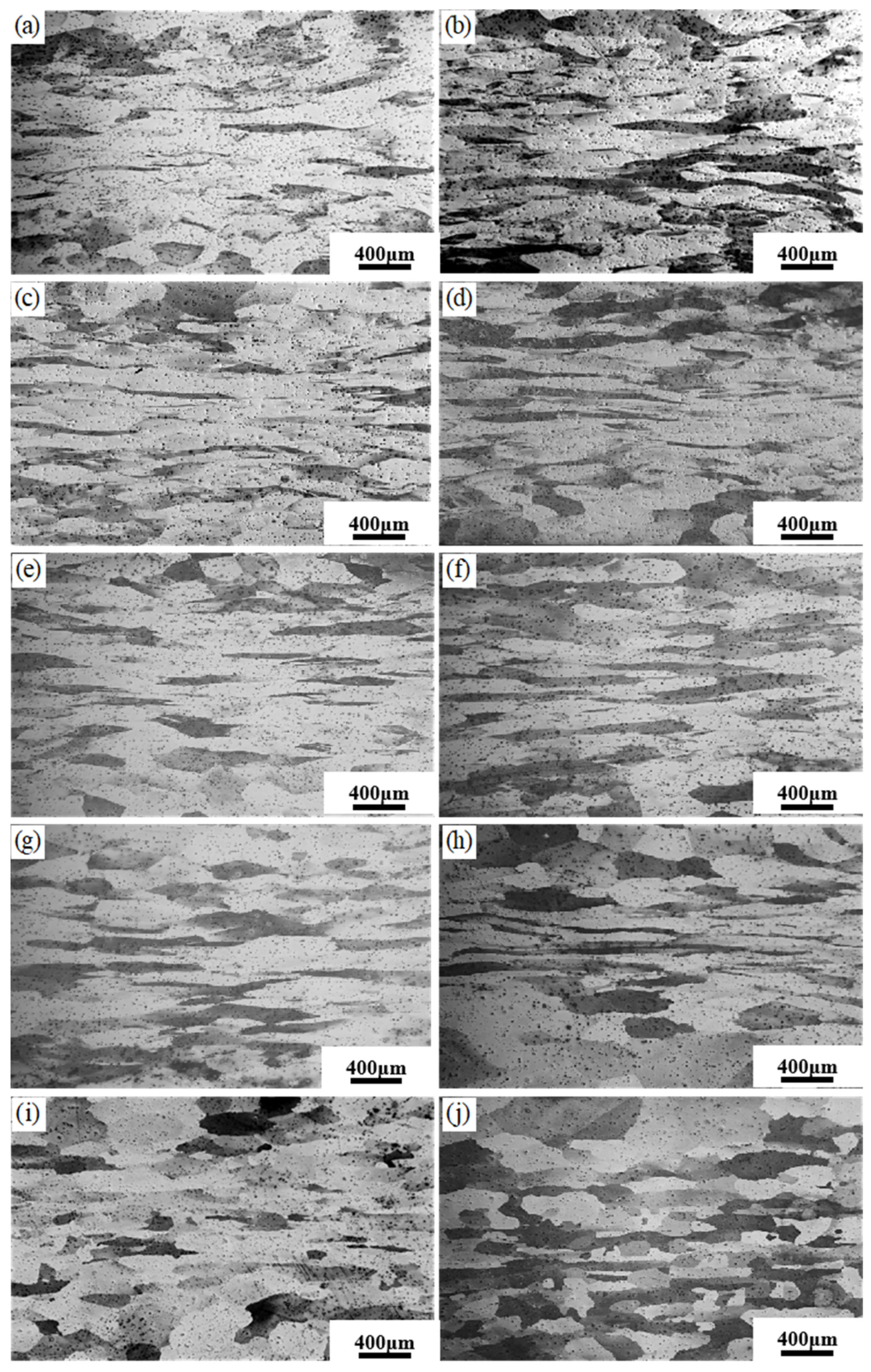
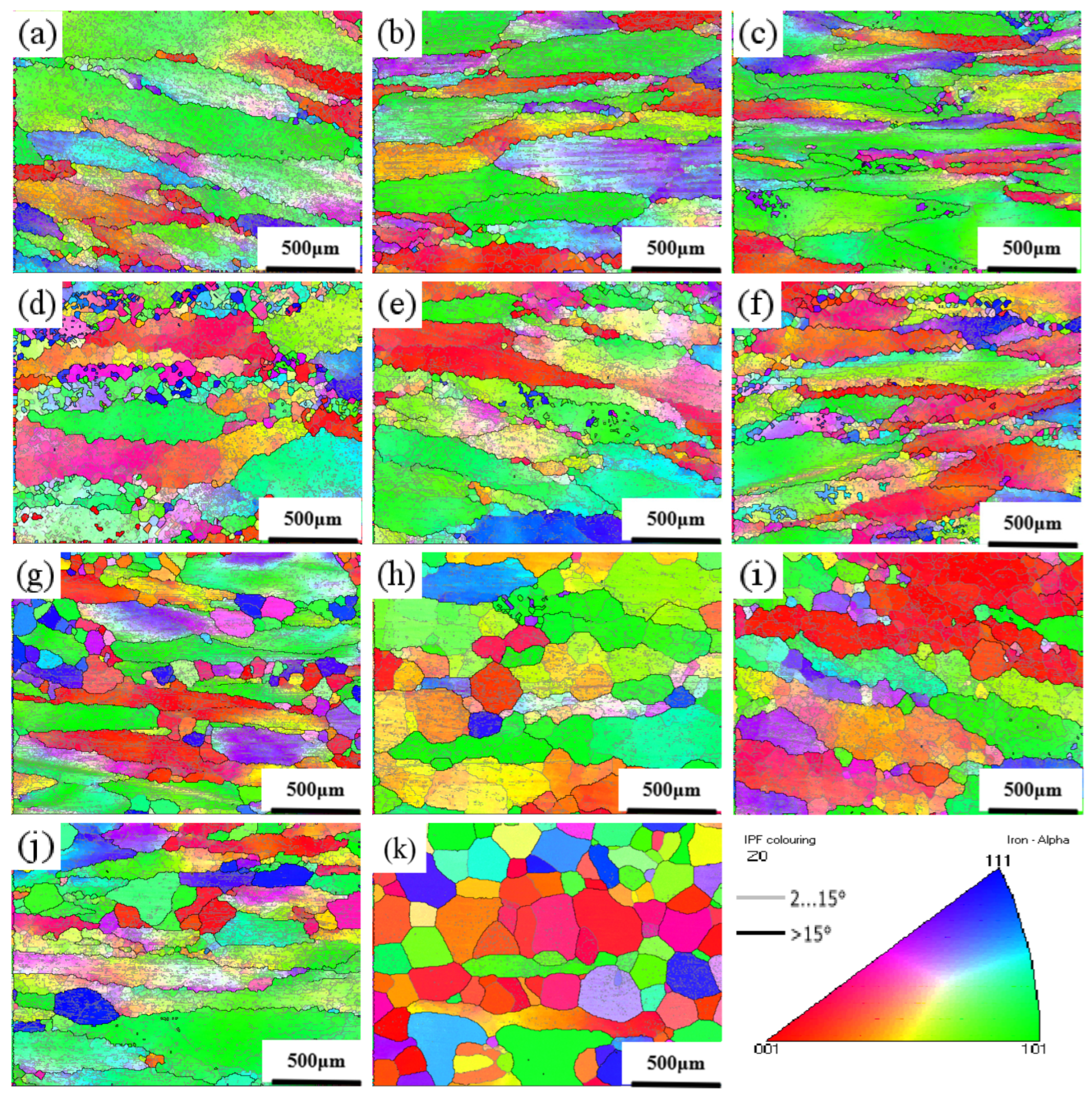
3.4. Microstructures of the Hot Compressed Samples
4. Conclusions
- (1)
- The flow stress of FeCrAl alloys decreased with increasing deformation temperatures and increased with an improving strain rate. The thermal deformation activation energy was determined to be 329.49 kJ/mol. The resulting constitutive equation, considering strain compensation, is expressed as = 3.032 × 1013[sinh(0.0119σ)]4.2293 exp [−329.49/RT].
- (2)
- The hot processing map revealed four small instability zones: Instability zone I: temperature of 750–870 °C; strain rate of 0.01–10 s−1. Instability zone II: temperature of 870–930 °C; strain rate of 0.01–1 s−1. Instability zone III: temperature of 950–1080 °C; strain rate of 0.4–10 s−1. Instability zone VI: temperature of 1130–1200 °C; strain rate of 0.7–10 s−1. The optimum processing range is 1050–1200 °C with a strain rate of 0.01–0.4 s−1.
- (3)
- At lower temperatures (750 °C and 800 °C) and strain rates of 0.1 s−1 and 1 s−1, the microstructures remained in a deformation state. As the temperature increased to 1000 °C, the bended grain boundaries emerged due to dynamic recrystallization. With further increasing temperatures, lots of recrystallized grains were formed. The microstructure characteristics and related power dissipation values under various conditions corresponded well with the stability and instability zones in the hot processing map.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yamamoto, Y.; Yang, Y.; Field, K.G. Letter Report Documenting Progress of Second Generation ATF FeCrAl Alloy Fabrication; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2014; pp. 121–132. [Google Scholar]
- Yamamoto, Y.; Field, K.G.; Snead, L.L. Optimization of Nuclear Grade FeCrAl Fuel Cladding for Light Water Reactors, Accident Tolerant Fuel Concepys for Light Water Beactors; IAEA Tecdoc Series; IAEA: Oak Ridge, TN, USA, 2016; pp. 55–65. [Google Scholar]
- Wang, X.; Shen, X. Research Progress of ODS FeCrAl Alloys–A Review of Composition Design. Materials 2023, 16, 6280. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Zhang, H.; Peng, J. Effects of Nb and Mo on 1200 °C Steam Oxidation and Mechanical Properties of FeCrAl Alloys for Fuel Cladding Materials. J. Mater. Eng. Perform. 2023, 26, 3007–3016. [Google Scholar] [CrossRef]
- Jia, H.; Wang, Y.; Wang, Y.; Han, L.; Zhang, Y.; Zhou, Z. Recent Progress on Creep Properties of ODS FeCrAl Alloys for Advanced Reactors. Materials 2023, 16, 3497. [Google Scholar] [CrossRef] [PubMed]
- Anjum, M.W.; Wen, D.; Wang, Q.; Zhang, R.; Dong, C.; Liaw, P.K. Influence of Ta/Zr minor-alloying on the high-temperature microstructural stability of cladding Fe–Cr–Al ferritic stainless steels. J. Nucl. Mater. 2019, 522, 19–31. [Google Scholar] [CrossRef]
- Ott, L.J.; Robb, K.R.; Wang, D. Preliminary assessment of accident-tolerant fuels on LWR performance during normal operation and under DB and BDB accident Conditions. J. Nucl. Mater. 2014, 448, 520–533. [Google Scholar] [CrossRef]
- Gussev, M.N.; Field, K.G.; Yamamoto, Y. Design, properties, and weldability of advanced oxidation-resistant FeCrAl alloys. Mater. Des. 2017, 129, 227–238. [Google Scholar] [CrossRef]
- Field, K.G.; Hu, X.; Littrell, K.C. Radiation tolerance of neutron-irradiated model Fe-Cr-Al alloys. J. Nucl. Mater. 2015, 465, 746–755. [Google Scholar] [CrossRef]
- Field, K.G.; Briggs, S.A.; Edmondson, P. Evaluation of the Effect of Composition on Radiation Hardening and Embrittlement in Model FeCrAl Alloys; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2015; pp. 158–172. [Google Scholar]
- Yamamoto, Y.; Pint, B.A.; Terrani, K.A.; Field, K.G.; Yang, Y.; Snead, L.L. Development and property evaluation of nuclear grade wrought FeCrAl fuel cladding for light water reactors. J. Nucl. Mater. 2015, 467, 703–716. [Google Scholar] [CrossRef]
- Sun, Z.; Bei, H.; Yamamo, Y. Microstructural control of FeCrAl alloys using Mo and Nb additions. Mater. Charact. 2017, 132, 126. [Google Scholar] [CrossRef]
- Liu, N.M.; Ye, C.; Yang, Z.; Sun, L.X. Effects of Zr addtion on recrystallization behaviors and mechanical properties of FeCrAl alloys. J. Mater. Reserach Technol. 2023, 22, 393–402. [Google Scholar] [CrossRef]
- Chen, J.; Zhu, H.Y.; Wang, L.Q.; Zhao, J.X.; Guo, S. Effect of Yttrium Addition on Nonmetallic Inclusions in FeCrAl Alloys. Steel Res. Int. 2023, 94, 12–21. [Google Scholar] [CrossRef]
- Cheng, T.; Keiser, J.R.; Brady, M.P.; Terrani, K.A.; Pint, B.A. Oxidation of fuel cladding candidate materials in steam environments at high temperature and pressure. Nucl. Mater. 2012, 427, 396–400. [Google Scholar] [CrossRef]
- Zhu, Y.Y.; Ning, L.K.; Xin, T.Z. Hot deformation behavior and microstructure evolution of an Fe–30Cr–2Mo ultra-pure super ferritic stainless steel. J. Iron Steel Res. Int. 2021, 28, 1291–1304. [Google Scholar] [CrossRef]
- Mamoun, I.A.S.; Xie, C.; Anuor, A.T.A. Study and assessment of (FeCrAl) and (SiC) as candidate materials for accident tolerant fuel cladding in LWRs. Mater. Sci. Eng. 2020, 758, 65–74. [Google Scholar]
- Zhang, D.; He, Y.; Satoh, Y. Current status of materials development of nuclear fuel cladding tubes for light water reactors. Nucl. Eng. Des. 2017, 316, 131–150. [Google Scholar]
- Kong, C.; Fang, M.; Feng, G. Theory-guided bottom-up design of the FeCrAl alloys as accident tolerant fuel cladding materials. J. Nucl. Mater. 2019, 516, 63–72. [Google Scholar]
- Zhang, G.; Zhou, Z.; Sun, H.; Zou, L.; Wang, M.; Li, S. Hot deformation behavior and processing map of a 9Cr ferritic/martensitic ODS steel. Nucl. Mater. 2014, 455, 139–144. [Google Scholar] [CrossRef]
- Xiao, Y.; Liu, H.; Yi, D.; Le, J.; Zhou, H.; Jiang, Y.; Zhao, X.; Chen, Z.; Wang, J.; Gao, Q. High-temperature deformation behavior of Ti–6Al–2Sn–4Zr–2Mo alloy with lamellar microstructure under plane-strain compression. Mater. Eng. Perform. 2018, 27, 4941–4954. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti–5Al–5Mo–5V–3Cr–1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Chen, J.; Liu, H.; Zhang, R.; Li, G.; Yi, D.; Lin, G.; Guo, Z.; Liu, S. High-temperature deformation and processing maps of Zr-4 metal matrix with dispersed coated surrogate nuclear fuel particles. Res. Phys. 2018, 9, 1057–1066. [Google Scholar] [CrossRef]
- Li, J.; Wu, X.; Cao, L.; Liao, B.; Wang, Y.; Liu, Q. Hot deformation and dynamic recrystallization in Al-Mg-Si alloy. Mater. Char. 2021, 173, 110976. [Google Scholar] [CrossRef]
- Zhao, H.; Qi, J.; Su, R.; Zhang, H.; Chen, H.; Bai, L.; Wang, C. Hot deformation behaviour of 40CrNi steel and evaluation of different processing map construction methods. Mater. Res. Technol. 2020, 9, 2856–2869. [Google Scholar] [CrossRef]
- Li, A.B.; Huang, L.J.; Meng, Q.Y.; Geng, L.; Cui, X.P. Hot working of Ti–6Al–3Mo–2Zr–0.3Si alloy with lamellar α + β starting structure using processing Map. Materials 2009, 30, 1625–1631. [Google Scholar] [CrossRef]
- Bo, G.H.; Xue, F.; Zhang, Y.W. Hot Deformation Behavior and Processing Maps of FeCrAl Alloy for Nuclear Fuel Cladding. Rare Met. Mater. Eng. 2020, 49, 2340–2345. [Google Scholar]
- Sellars, C.M.; Tegart, W.M.C. On the Mechanism of Hot Deformation. ACTA Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H.A. Mechanism for static and dynamic recovery strength of metals and alloys. Pergamon Press. 1985, 345, 182–193. [Google Scholar]
- Sfinivasan, N.; Prasad, Y.V.R.K. Hot working characteristics of nimonic 75, 80 and 90 superalfoys: A comparison using processing maps. J. Mater. Process. Technol. 1995, 51, 171–192. [Google Scholar]
- Jiang, S.Y.; Wang, Y.; Yan, B.Y.; Zhang, Y.Q. Hot workability of FeMnSiCrNi shape memory alloy based on processing map and martensitic transformation. J. Alloys Compd. 2019, 806, 1153–1165. [Google Scholar] [CrossRef]
- Emdadi, A.; Michels, H.; Tovar, M. Hot Workability Investigation of an Fe-Al-Ta Alloy Using Deformation Processing Maps. Metals 2023, 13, 1195. [Google Scholar] [CrossRef]
- Li, C.M.; Huang, L.; Zhao, M.J.; Guo, S.Q.; Su, Y.; Li, J.J. Characterization of hot workability of Ti-6Cr-5Mo-5V-4Al alloy based on hot processing map and microstructure evolution. J. Alloys Compd. 2022, 905, 164161. [Google Scholar] [CrossRef]
- Guo, Y.H.; Xuanyuan, Y.D.; Ly, X.N.; Yang, S. Hot Deformation Behaviors of the Mg-3Sn-2Al-1Zn Alloy: Investigation on its Constitutive Equation, Processing Map, and Microstructure. Materials 2020, 13, 312. [Google Scholar] [CrossRef] [PubMed]
- Prasad, Y.; Gegel, H.; Doraivelus, S. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| lnA | n | Q | α |
|---|---|---|---|
| a0 = 30.95279 | b0 = 4.39193 | c0 = 338.10486 | d0 = 0.01573 |
| a1 = 9.17155 | b1 = 1.15911 | c1 = 123.31095 | d1 = −0.03196 |
| a2 = −27.80001 | b2 = −17.00512 | c2 = −574.27089 | d2 = 0.11212 |
| a3 = −57.92418 | b3 = 60.54788 | c3 = 470.3829 | d3 = −0.15243 |
| a4 = 244.31678 | b4 = −88.55523 | c4 = 898.15577 | d4 = 0.06349 |
| a5 = −185.57526 | b5 = 48.49286 | c5 = −1017.49623 | d5 = 0.00603 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, X.-Q.; Wang, J.-B.; Liu, S.-Y.; Wen, J.-Z.; Song, H.-Y.; Liu, H.-T. Microstructure Evolution, Hot Deformation Behavior and Processing Maps of an FeCrAl Alloy. Materials 2024, 17, 1847. https://doi.org/10.3390/ma17081847
Fang X-Q, Wang J-B, Liu S-Y, Wen J-Z, Song H-Y, Liu H-T. Microstructure Evolution, Hot Deformation Behavior and Processing Maps of an FeCrAl Alloy. Materials. 2024; 17(8):1847. https://doi.org/10.3390/ma17081847
Chicago/Turabian StyleFang, Xiang-Qian, Jin-Bin Wang, Si-You Liu, Jun-Zhe Wen, Hong-Yu Song, and Hai-Tao Liu. 2024. "Microstructure Evolution, Hot Deformation Behavior and Processing Maps of an FeCrAl Alloy" Materials 17, no. 8: 1847. https://doi.org/10.3390/ma17081847
APA StyleFang, X. -Q., Wang, J. -B., Liu, S. -Y., Wen, J. -Z., Song, H. -Y., & Liu, H. -T. (2024). Microstructure Evolution, Hot Deformation Behavior and Processing Maps of an FeCrAl Alloy. Materials, 17(8), 1847. https://doi.org/10.3390/ma17081847