Nanohardness and Residual Stress in TiN Coatings

Abstract
:1. Introduction
2. Experimental procedure
2.1. The Coatings Preparation
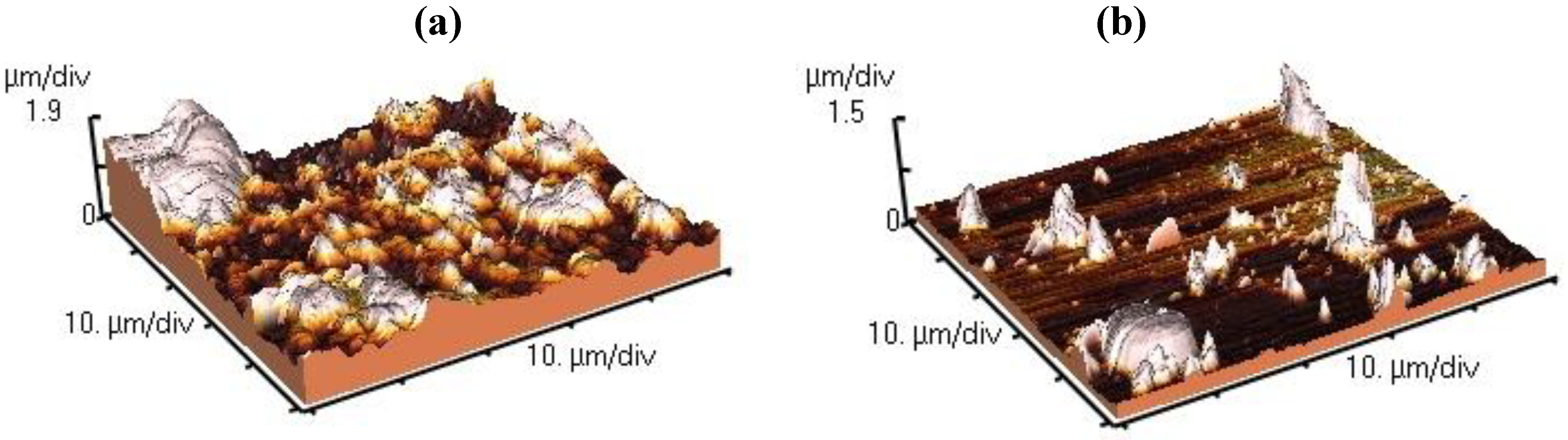
2.2. Surface Morphology Observations
2.3. Mechanical and Tribological Characterization Methods
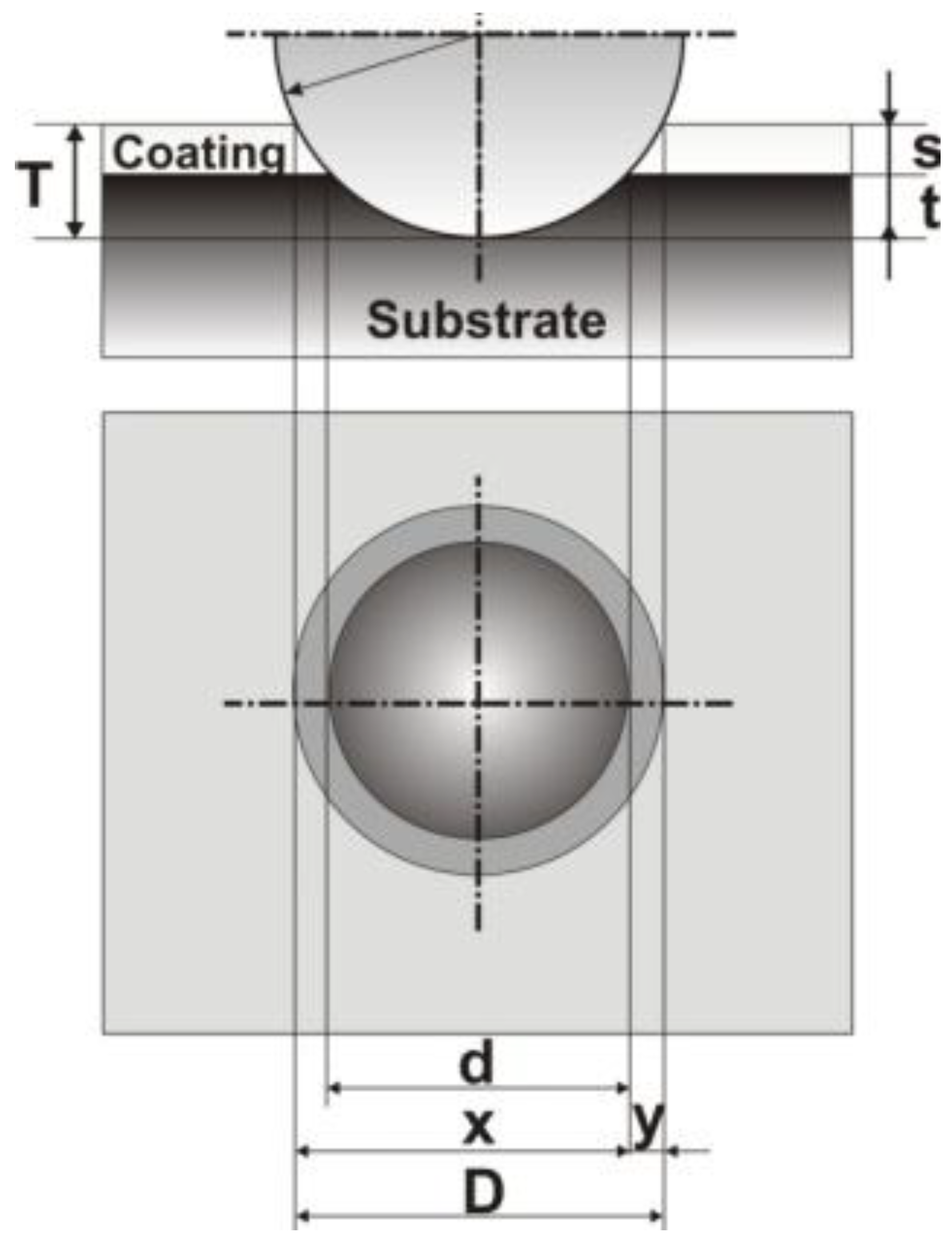
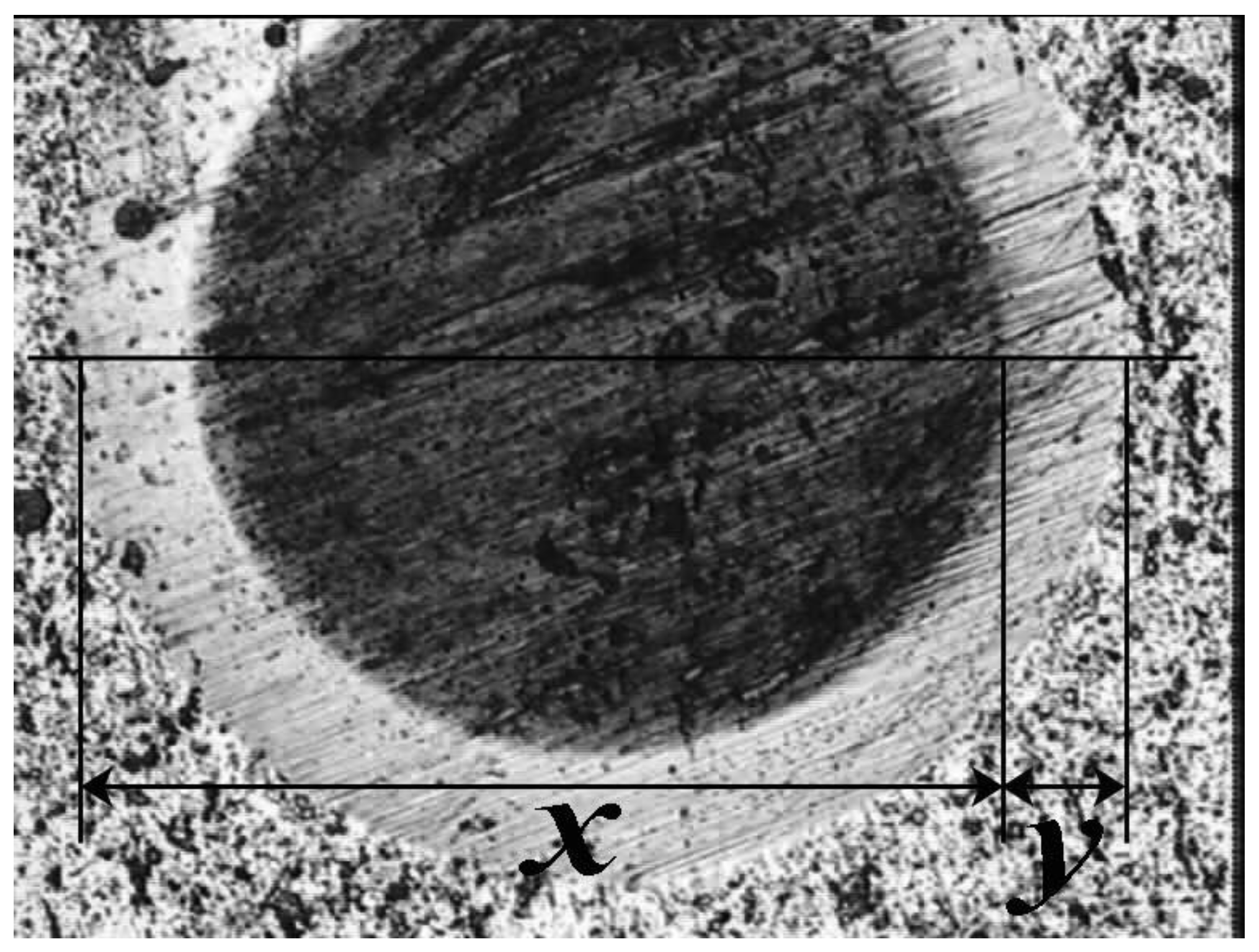
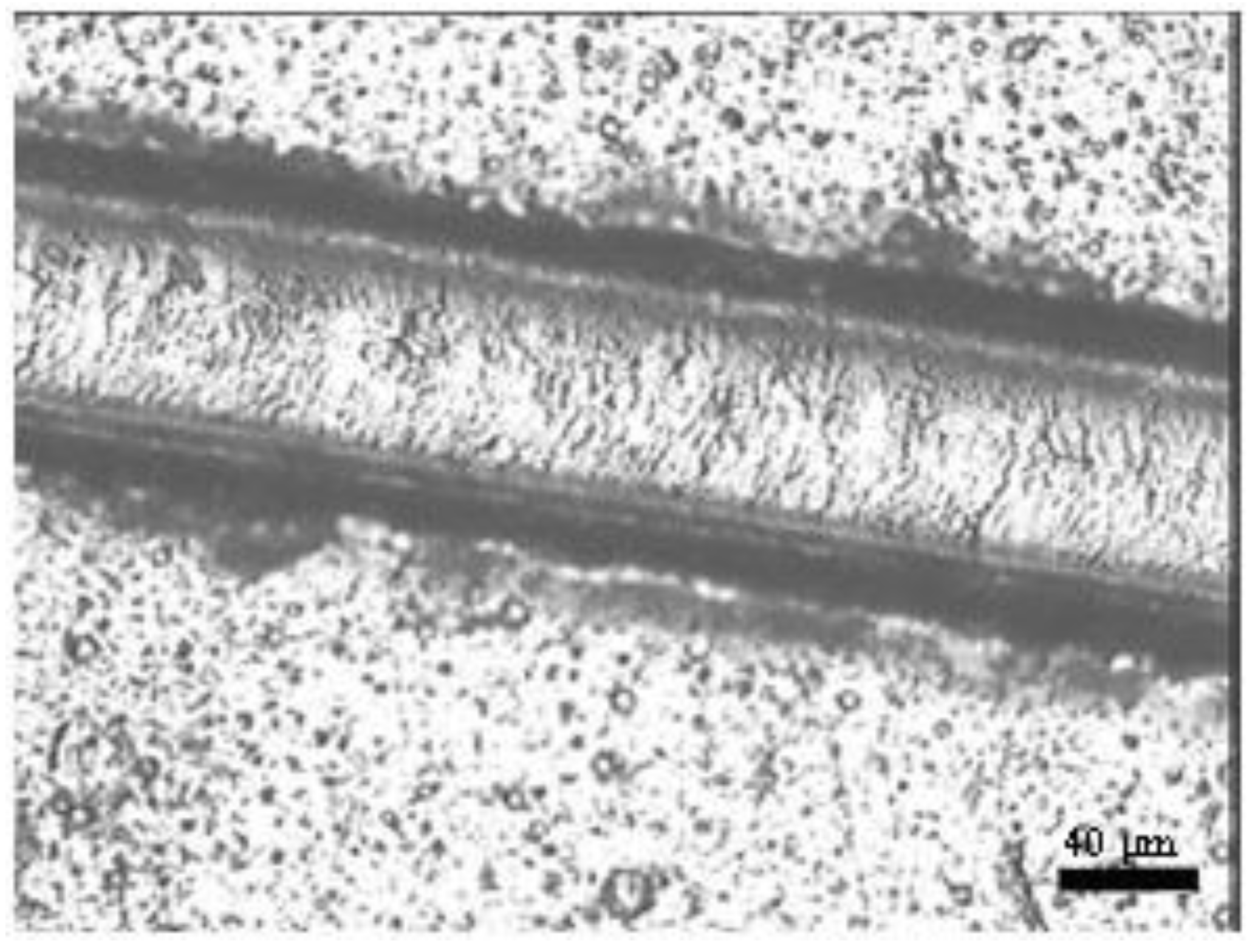
2.3.1. Calotest

2.3.2. Determination of Residual Stress by X-Ray Diffraction
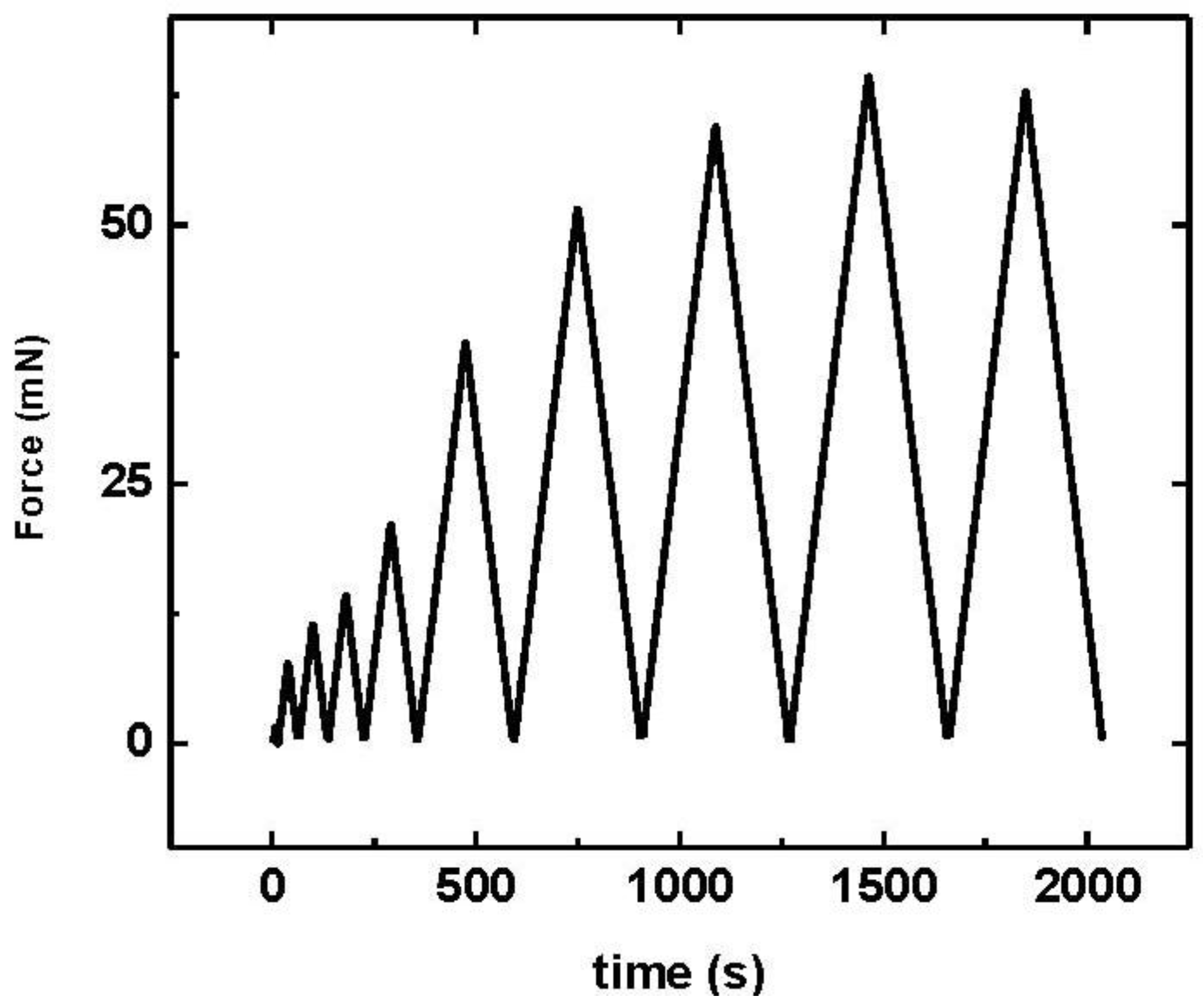
2.3.3. Scratch Test
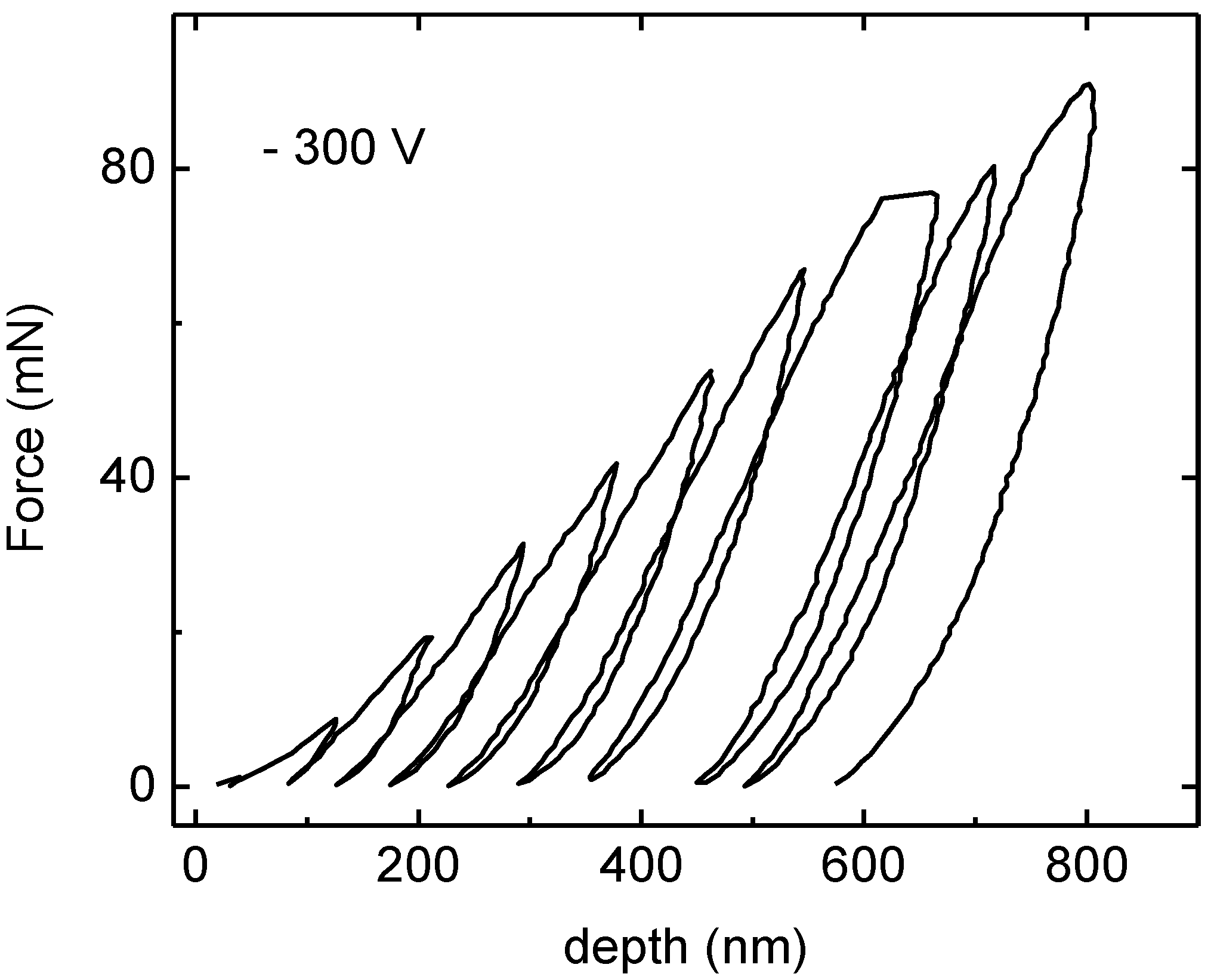
2.3.4. Nanoindentation Testing

3. Results and Discussion
3.1. Thickness

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bias substrate (V) | Thickness ( μm ) | Residual stress (GPa) | Lc (N) |
| 0 | 3.3 | −0.3 | 6.6 |
| −100 | 3.2 | −11.0 | 16.3 |
| −300 | 2.6 | −3.0 | 14.4 |

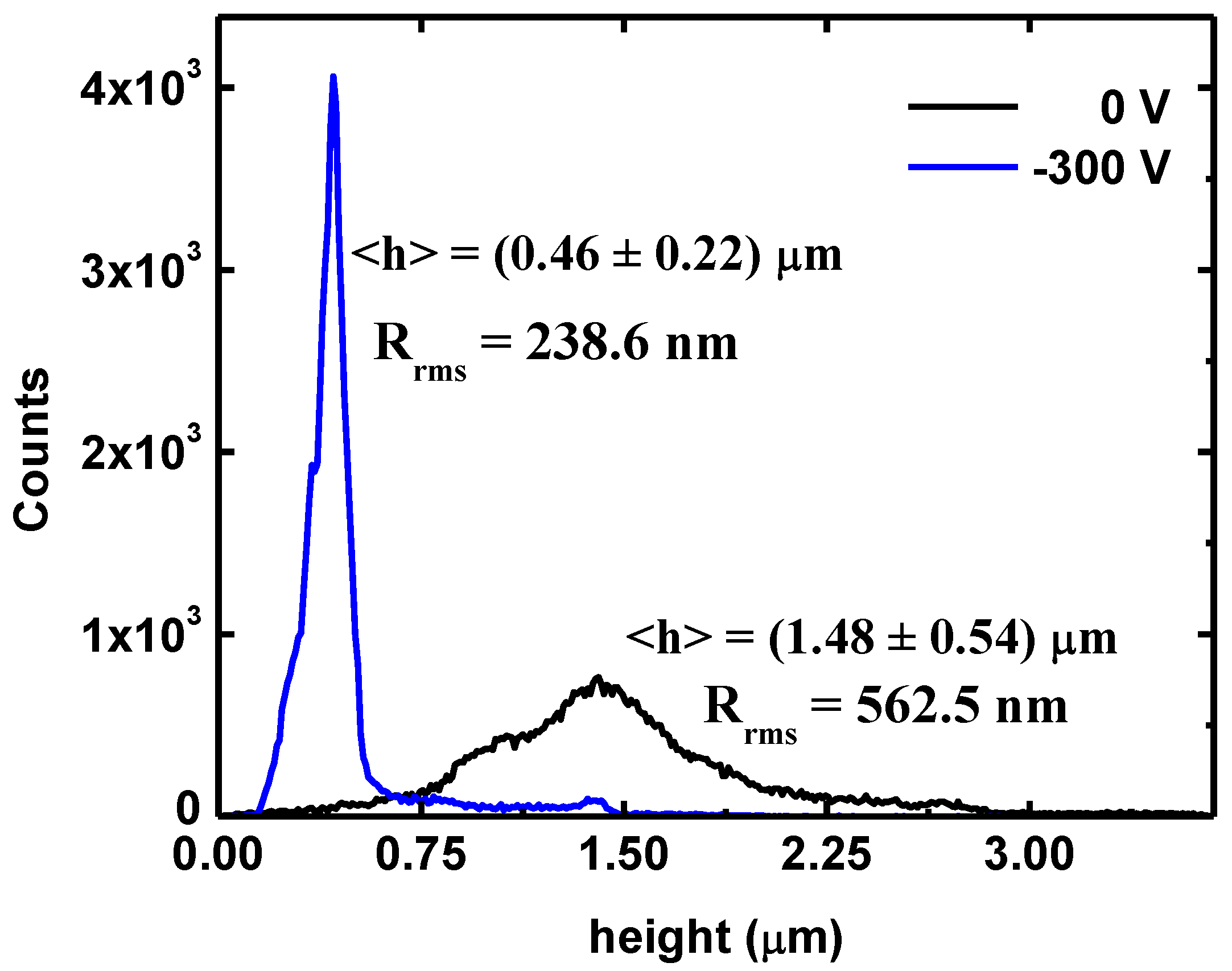
3.2. AFM Image Analysis


3.3. Residual Stress and Adherence

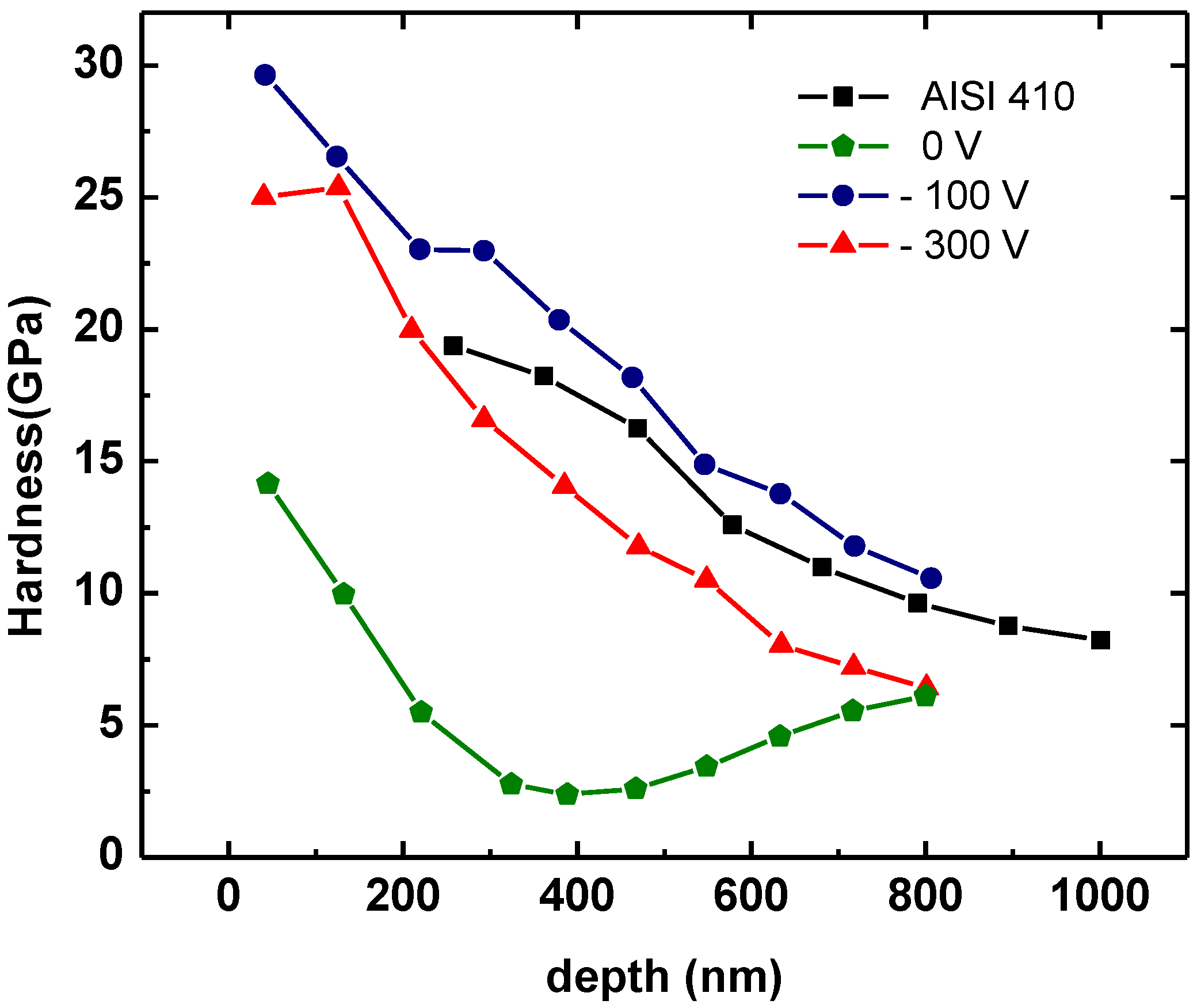
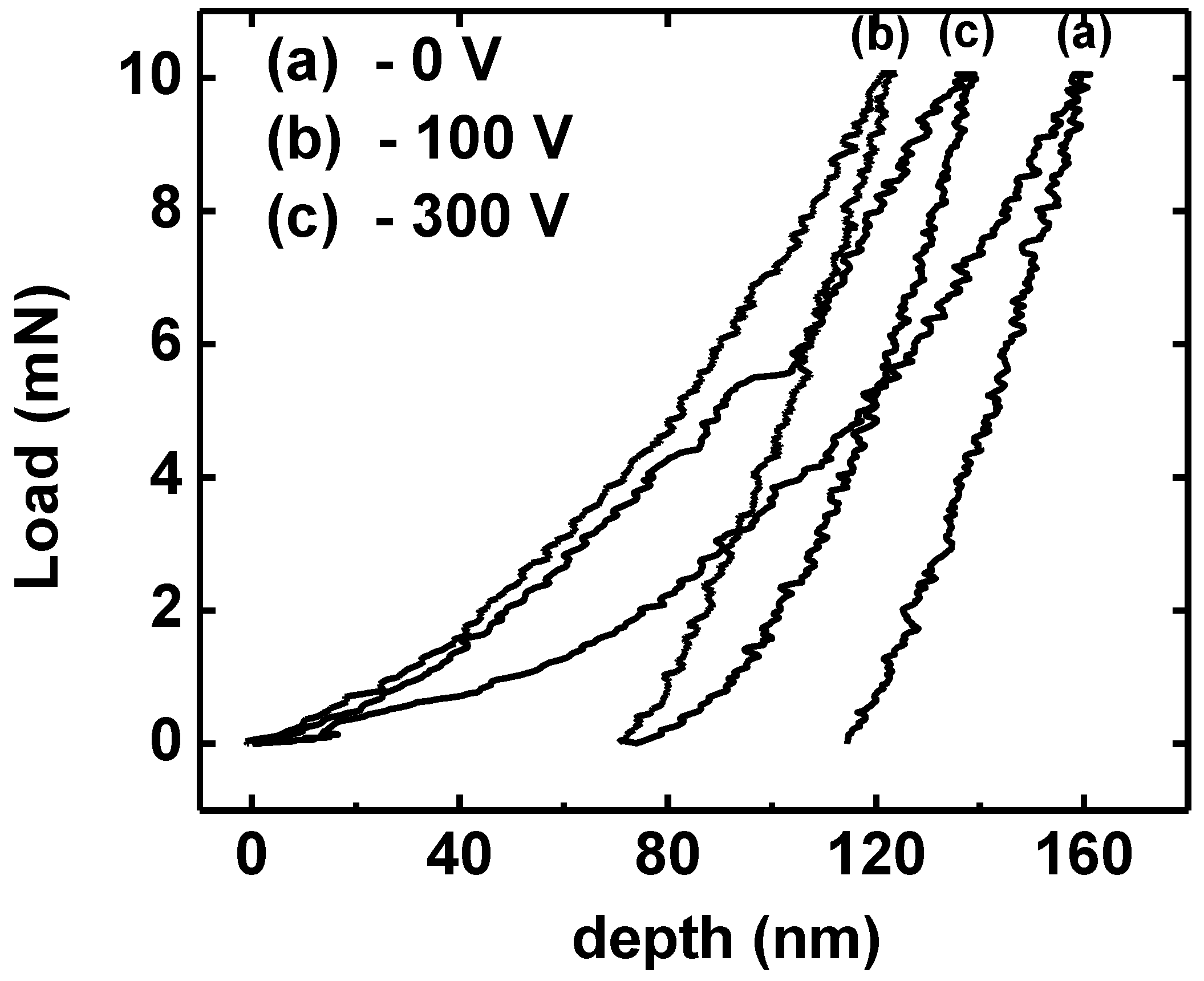
3.4. Nanohardness Properties of TiN Coatings.



4. Conclusions
Acknowledgments
References
- Lugscheider, E.; Barimani, C.; Wolf, C.; Guerriro, S.; Doepper, G. Comparison of the structure of PVD-thin films deposited with different deposition energies. Surf. Coat. Technol. 1996, 86-87, 177–183. [Google Scholar]
- Boxman, R.L.; Sanders, D.M.; Martin, P.J.; Lafferty, J.M. Handbook of Vacuum Arc Science and Technology; Noyes Publications: Park Ridge, NJ, USA, 1995. [Google Scholar]
- Hua, M.; Maa, H.Y.; Li, J.; Mok, C.K. Tribological behaviours of patterned PVD TiN spot coatings on M2 steel coated with different bias voltages. Surf. Coat. Technol. 2006, 200, 3612–3625. [Google Scholar] [CrossRef]
- Vieira, R.A.; Carmo, M.; Nono, A. Characterization of Titanium Nitride thin films deposited by cathodic arc plasma technique on AISI D6 tool steel. Mater. Sci. Forum. 2005, 498-499, 717–721. [Google Scholar]
- Saoula, N.; Henda, K.; Kesri, R. Influence of Nitrogen content on the structural and mechanical properties of tin thin films. J. Plasma Fusion Res. 2009, 8, 1403–1407. [Google Scholar]
- Hamzah, E.; Ali, M.; Mohd-Toff, M.R. Effect of substrate bias on friction coefficient, adhesion strength and hardness of tin-coated tool steel. Surf. Rev. Lett. 2006, 13, 763–771. [Google Scholar] [CrossRef]
- Ensinger, W. Ion bombardment effects during deposition of nitride and metal films. Surf. Coat. Technol. 1998, 99, 1–13. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Rajam, K.S. Nanoindentation and atomic force microscopy measurements on reactively sputtered TiN coatings. Bull. Mater. Sci. 2004, 27, 35–41. [Google Scholar] [CrossRef]
- Maa, C.-H.; Huang, J.-H.; Chena, H. Nanohardness of nanocrystalline TiN thin films. Surf. Coat. Technol. 2006, 200, 3868–3875. [Google Scholar] [CrossRef]
- Berdikov, V.F.; Vil’k, Y.N.; Pushkarev, O.I.; Lavrenova, E.A. Micromechanical characteristics of hot-pressed titanium nitride from ultradispersed powders. Strength Mater. 1993, 25, 228–230. [Google Scholar]
- Sharma, S.; Johnson, R.; Desai, T. XPS and AFM analysis of antifouling PEG interfaces for microfabricated silicon biosensors. Biosens. Bioelectron. 2004, 20, 227–239. [Google Scholar] [CrossRef] [PubMed]
- Mikičić, D.; Kunosić, A.; Zlatanović, M. Contact force determination in abrasive wear test. Tribol. Ind. 2005, 27, 34–37. [Google Scholar]
- Carrasco, C.A.; Vergara, V.; Benavente, R.; Mingolo, N.; Ríos, J.C. The relationship between residual stress and process parameters in TiN coatings on copper alloy substrates. Mater. Charact. 2002, 48, 81–88. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Kok, Y.N.; Hovsepian, P.E.; Luo, Q.; Lewisa, D.B.; Wen, J.G.; Petrov, I. Influence of the bias voltage on the structure and the tribological performance of nanoscale multilayer C/Cr PVD coatings. Thin Solid Films 2005, 475, 219–226. [Google Scholar] [CrossRef]
- Benegra, M.; Lamas, D.G.; Fernández de Rapp, M.E.; Mingolo, N.; Kunrath, A.O.; Souza, R.M. Residual stresses in titanium nitride thin films deposited by direct current and pulsed direct current unbalanced magnetron sputtering. Thin Solid Films 2006, 494, 146–150. [Google Scholar] [CrossRef]
- Quaeyhaegens, C.; Knuyt, G.; Stals, L.M. Residual macroscopic stress in highly preferentially oriented titanium nitride coatings deposited on various steel types. J. Vac. Sci. Technol. A 1996, 14, 2462–2469. [Google Scholar] [CrossRef]
- Vaz, F.; Cerqueira, P.; Rebouta, L.; Nascimento, S.M.C.; Alves, E.; Goudeau, P.; Rivière, J.P.; Pischow, K.; de Rijk, J. Structural, optical and mechanical properties of coloured TiNxOy thin films. Thin Solid Films 2004, 447-448, 449–454. [Google Scholar]
- Olaya, J.J.; Rodil, S.E.; Muhl, S.; Huerta, L. Influence of the energy parameter on the microstructure of chromium nitride coatings. Surf. Coat. Technol. 2006, 220, 5743–5750. [Google Scholar] [CrossRef]
- Burnett, P.J.; Rickerby, D.S. The mechanical properties of wear-resistance coatings I: Modelling of hardness behaviour. Thin Solid Films 1987, 154, 403–416. [Google Scholar] [CrossRef]
- Yamamoto, S.; Ichimura, H. Effect of substrate bias voltage on the properties of arc ion-plated TiN films onto high speed steels. J. Mater. Res. 1996, 11, 1149–1156. [Google Scholar] [CrossRef]
- Martin, K.J.; Madan, A.; Hoffman, D.; Ji, J.; Barnett, S.A. Mechanical properties and thermal stability of TiN/TiB2 nanolayered thin films. J. Vacumm Sci. Technol. A 2005, 23, 90–98. [Google Scholar] [CrossRef]
- Abadiasa, G.; Guerin, P. In situ stress evolution during magnetron sputtering of transition metal nitride thin films. Appl. Phys. Lett. 2008, 93, 111908:1–111908:3. [Google Scholar]
- Haanappel, V.A.C.; Vendel, D.V.D.; Metselaar, H.S.C.; van Corbach, H.D.; Fransen, T.; Gellings, P.J. The mechanical properties of thin alumina films deposited by metal-organic chemical vapour deposition. Thin Solid Films 1995, 254, 153–163. [Google Scholar] [CrossRef]
- Jang, J.-I. Estimation of residual stress by instrumented indentation: A review. J. Ceram. Process. Res. 2009, 10, 391. [Google Scholar]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Hernández, L.C.; Ponce, L.; Fundora, A.; López, E.; Pérez, E. Nanohardness and Residual Stress in TiN Coatings. Materials 2011, 4, 929-940. https://doi.org/10.3390/ma4050929
Hernández LC, Ponce L, Fundora A, López E, Pérez E. Nanohardness and Residual Stress in TiN Coatings. Materials. 2011; 4(5):929-940. https://doi.org/10.3390/ma4050929
Chicago/Turabian StyleHernández, Luis Carlos, Luis Ponce, Abel Fundora, Enrique López, and Eduardo Pérez. 2011. "Nanohardness and Residual Stress in TiN Coatings" Materials 4, no. 5: 929-940. https://doi.org/10.3390/ma4050929
APA StyleHernández, L. C., Ponce, L., Fundora, A., López, E., & Pérez, E. (2011). Nanohardness and Residual Stress in TiN Coatings. Materials, 4(5), 929-940. https://doi.org/10.3390/ma4050929